Способ электролитического лужения стали
Номер инновационного патента: 26801
Опубликовано: 15.04.2013
Авторы: Иванцов Олег Викторович, Пономарева Алла Геннадьевна, Рогашева Вера Петровна, Дьяков Андрей Валерьевич, Евтушенко Игорь Юрьевич
Формула / Реферат
СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ СТАЛИ
Изобретение относится к нанесению гальванических покрытий, в частности к электролитам лужения, а именно, к использованию оловянных анодов в ванне для нанесения покрытия, и может быть использовано при производстве электролитически луженой жести.
Технический результат заключается в повышении качества оловянного покрытия за счет улучшения равномерности нанесения олова на стальную полосу с одновременным снижением его расхода.
Это обеспечивается за счет нанесения оловянного покрытия с установлением анодов в виде пластин, расположенных параллельно полосе. Завешивание оловянных анодов в электролитической ванне параллельно полосе удобно в использовании, увеличивает равномерность выработки поверхности анодов, улучшает равномерность нанесения оловянного покрытия на полосу и снижает расход олова на лужение.
Способ обеспечивает получение белой жести высокого качества с равномерным оловянным покрытием по всей ширине полосы.
Текст
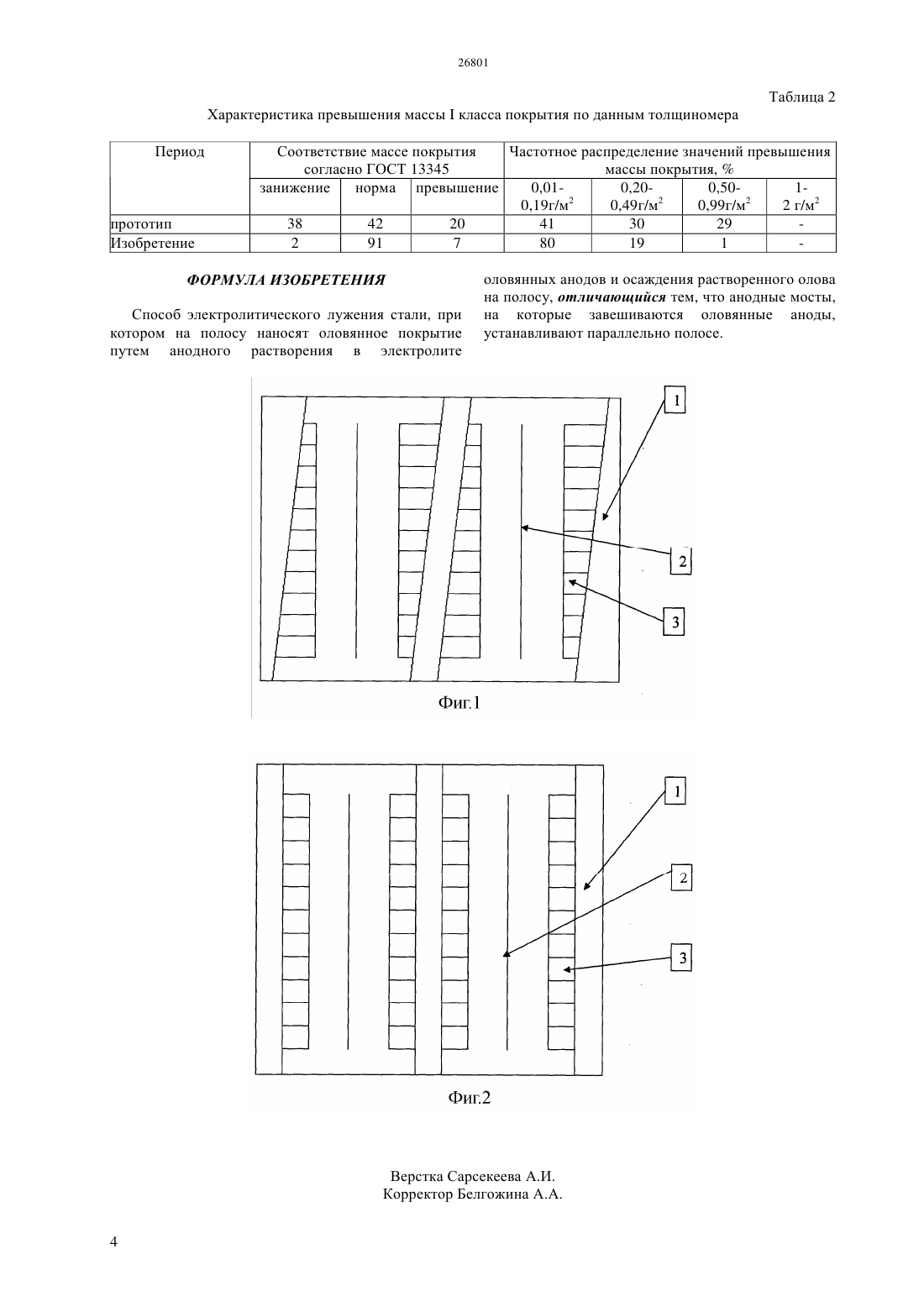
(51) 25 7/06 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Технический результат заключается в повышении качества оловянного покрытия за счет улучшения равномерности нанесения олова на стальную полосу с одновременным снижением его расхода. Это обеспечивается за счет нанесения оловянного покрытия с установлением анодов в виде пластин, расположенных параллельно полосе. Завешивание оловянных анодов в электролитической ванне параллельно полосе удобно в использовании,увеличивает равномерность выработки поверхности анодов,улучшает равномерность нанесения оловянного покрытия на полосу и снижает расход олова на лужение. Способ обеспечивает получение белой жести высокого качества с равномерным оловянным покрытием по всей ширине полосы.(72) Пономарева Алла Геннадьевна Евтушенко Игорь Юрьевич Дьяков Андрей Валерьевич Рогашева Вера Петровна Иванцов Олег Викторович(73) Акционерное общество АрселорМиттал Темиртау(56) Берлин Б.И. и др. Электролитическое и горячее лужение тонколистовой стали. - М. Металлургия,1980, с. 135.(54) СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ СТАЛИ(57) Изобретение относится к нанесению гальванических покрытий,в частности к электролитам лужения, а именно, к использованию оловянных анодов в ванне для нанесения покрытия,и может быть использовано при производстве электролитически луженой жести. Изобретение относится к электролитическому осаждению металлов, а именно, к использованию оловянных анодов в электролитической ванне для нанесения покрытия, и может быть использовано при производстве электролитически луженой жести для консервной, химической и пищевой промышленности. В настоящее время одна из основных проблем качества оловянного покрытия - его неравномерное распределение по ширине полосы. Неравномерность покрытия наиболее массово производимого 1 класса покрытия достигала порой 35 от номинала. Это вызывает претензии потребителей, так как жесть имеет нестабильные эксплуатационные характеристики коррозионную стойкость и др. Для производителей белой жести разнотолщинность покрытия вызывает затруднения попадания в требуемый стандартом интервал толщин покрытия,что почти неизбежно приводит к завышению средней величины массы покрытия, то есть перерасходу олова на покрытие. Чем меньше масса оловянного покрытия,тем выше степень неравномерности его распределения по ширине полосы. В производственной практике известен способ высокоскоростного электролужения металлической полосы, включающий нанесение оловянного покрытия путем анодного растворения оловянных анодов в виде анодных корзин с оловянной дробью и осаждения олова на полосу (Патент 2374363 С 2, 257/06, заявка 2006126703/02 от 23.12.2004,опубл.27.11.2009). Способ обеспечивает минимизацию вредной, тяжелой и неудобной работы,сокращение потоков отходов на регенерацию. Однако, недостатком данного способа является необходимость установки дополнительных автоматизированных систем для подачи оловянной дроби, необходимость использования маскирующих средств, сложностью выбора токоприемника для обеспечения контакта с оловянной дробью. Наиболее близким по технической сущности(прототип) и достигаемому результату является способ элекролитического нанесения оловянного покрытия, включающий в себя использование растворимых оловянных анодов, закрепленных на анодных мостиках, установленных под углом к полосе (Б.И. Берлин и др. Электролитическое и горячее лужение тонколистовой стали, Москва,Металлургия, с.135, 1980 г.). Так как ток на полосу подается от токонесущих роликов, расположенных вверху ванны, плотность тока при данной схеме завески оловянных анодов в нижней части оказывается меньшей. Для создания одинаковых условий осаждения олова по всей длине расстояние между анодами и полосой в нижней части устанавливают 25 мм, в верхней 40 мм. Степень выработки анодов по всему ряду неодинакова, что должно обеспечивать постоянство сопротивления ванны и постоянство скорости осаждения. Однако,применение этой схемы приводит к значительной разнотолщинности покрытия по ширине полосы. Кроме того, приходится постоянно регулировать оптимальное положение анодов для обеспечения 2 равномерности покрытия, что трудноосуществимо в процессе удаления и добавления анодов. Технической задачей изобретения является повышение качества оловянного покрытия за счет улучшения равномерности нанесения олова на стальную полосу с одновременным снижением расхода олова на лужение жести. Это достигается тем, что на стальную полосу наносят оловянное покрытие в электролитической ячейке из растворенного олова, полученного путем анодного растворения в электролите оловянных анодов в виде пластин, установленных на анодные мосты параллельно полосе с дальнейшим осаждением олова на стальную полосу. Указанная техническая задача достигается тем,что при использовании анодных мостов,установленных параллельно полосе, обеспечивается равномерность выработки поверхности растворимых оловянных анодов, сохраняя при этом постоянное расстояние между полосой и анодным рядом. Это позволяет исключить разность в плотности тока на различных участках, и, как следствие,обеспечивает равномерность распределения оловянного покрытия по ширине полосы. Лужение полосы осуществляется электролитическим способом. При пропускании постоянного электрического тока через раствор лужения на отрицательно заряженную полосу осаждается металлическое олово из раствора лужения, анодный процесс сводится к растворению оловянных анодов и переходу олова в раствор лужения. Качество электролитически луженой жести в значительной мере зависит от работы оловянных анодов. Для электролитического лужения используют аноды из чистого олова. Аноды завешивают на анодные мостики, установленные параллельно полосе,через фиксированное расстояние 10 мм, обеспечиваемое конструкцией головки анода. Подвод тока на аноды производят по медным токоподводам. Для сохранения соотношения между ширинами полосы анодного ряда с изменением ширины обрабатываемой полосы количество анодов в ряду соответственно увеличивают или уменьшают. После производства 80-100 т белой жести электролитического лужения производится замена анодов. Преждевременное осуществление этой операции приводит к увеличению расхода олова при переплавках, а увеличение срока работы анодов может привести к полному растворению анода на границе воздуха с раствором и отрыву части анода. Падение анодных остатков нередко приводит к порче погружных роликов и порывам полосы. Замена анодов комплектно для всего моста согласно предлагаемого изобретения обеспечивает точное соблюдение расстояния между анодом и полосой за счет выравнивания анодного ряда при установке моста. Таким образом, отпадает необходимость замены одного из анодов, а соответственно, исключается смещение при завеске одного из анодов. Преимущества предлагаемой схемы завешивания анодов заключаются в том,что аноды вырабатываются равномерно, соответственно и анодные ряды так же ровные. Сравнительные данные поперечной разнотолщинности по ширине полосы приведены в таблице 1. Предлагаемый способ расположения анодов позволяет исключить перерасход олова на покрытие. Это связано с тем, что ранее из-за неравномерности покрытия по ширине полосы приходилось наносить олово в количестве,обеспечивающем номинальную массу покрытия на всех участках, и, следовательно, на некоторых участках наблюдалось превышение массы оловянного покрытия. Пример осуществления способа Перед началом экспериментальных исследований были измерены расстояния между полосой и анодным рядом в ваннах лужения по верху полосы с приводной и рабочей стороны, была проведена визуальная оценка состояния изоляции ванн лужения,степени выработки анодов, их расположение в ваннах, зафиксировано количество анодов в анодном ряду. Лужение осуществлялось электролитическим способом. Аноды завешили на анодные мостики,установленные параллельно полосе, через расстояние 10 мм. Обрабатываемая полоса (катод), пропускалась петлеобразно через девять рабочих ванн. В процессе лужения полоса огибала верхние токовые хромированные ролики и нижние гуммированные ролики, погруженные в электролит. После проведения оценки состояния узла лужения были пролужены контрольные рулоны жести с фиксацией технологических параметров, токовых режимов лужения по ваннам и мостам через 1-2 тонны пролуженного металла. После лужения проводилась промывка полосы, флюсование, сушка,оплавление, пассивация и далее полоса сматывалась в рулон. Концентрация двухвалентного олова в электролите лужения составила 32 г/л, температура электролита 41 С. Для поддержания необходимой температуры,и выравнивания концентрации компонентов электролита проводили его непрерывную циркуляцию между баками и ваннами через холодильник. При порезке рулонов были отобраны пробы,соответствующие фиксированным режимам для замера массы покрытия в пяти точках по ширине полосы на столике толщиномера. Отклонение от параллельности в расположении полосы и анодов (, ) рассчитывали по формуле Где- -- минимальное расстояние между полосой и анодным рядом, мм- максимальное расстояние между полосой и анодным рядом, мм Максимальную относительную разнотолщинности покрытия(ах,) рассчитывали по формуле 100 ах - наибольшая измеренная масса покрытия по ширине полосы, г/м 2 наименьшая измеренная масса покрытия по ширине полосы, г/м 2 номинальная покрытия, г/м 2 Отклонения от параллельности между анодами и полосой при завеске анодов на мосты, установленные параллельно полосе, не наблюдалось. Оценку качества оловянного покрытия проводили по пористости полученного покрытиякласса на черной жести из стали 08 кп со скоростью движения полосы 3 м/с. Разнотолщинность не превышала 0,15 г/м 2 как по верху, так и по низу полосы. Среднее превышение массы покрытия снизилось с 0,19 до 0,08 г/м 2. Доля жести с превышением массы покрытия снизилась с 20 до 7. Данные по превышению номинальной массы покрытия приведены в таблице 2. Общий расход олова снизился на 0,10 кг/т. Средняя степень выработки анодов на одну сторону полосы составила 10. Так же была отмечена равномерность выработки анодов по всему анодному ряду. На чертежах Фиг.1 показывает вид анодного моста,образующего часть лудильной ячейки в традиционно применяемой технологии согласно прототипа. Обозначение 1- ванна лужения (вид сверху) 2- полоса жести 3- анодные мосты Фиг.2 показывает расположение анодных мостов для использования в способе по настоящему изобретению. Предлагаемый способ позволил обеспечить высокую равномерность оловянного покрытия,снизить расход олова на покрытие, значительно уменьшил перевод продукции в более низкий класс и сократил претензии от потребителей по массе покрытия. Использование данного изобретения не требует установки дополнительного оборудования. Таблица 1 Разнотолщинность оловянного покрытия по ширине полосы Способ завешивания анодов Прототип Изобретение Разнотолщинность покрытия по ширине полосы,Верх полосы Низ полосы макс среднее мин макс среднее 10,71 7,19 4,46 11,61 6,55 4,80 3,49 2,84 5,35 4,10 3 Таблица 2 Характеристика превышения массыкласса покрытия по данным толщиномера Период Соответствие массе покрытия Частотное распределение значений превышения согласно ГОСТ 13345 массы покрытия,занижение норма превышение 0,010,200,5010,19 г/м 2 0,49 г/м 2 0,99 г/м 2 2 г/м 2 38 42 20 41 30 29 2 91 7 80 19 1 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ электролитического лужения стали, при котором на полосу наносят оловянное покрытие путем анодного растворения в электролите оловянных анодов и осаждения растворенного олова на полосу, отличающийся тем, что анодные мосты,на которые завешиваются оловянные аноды,устанавливают параллельно полосе.
МПК / Метки
МПК: C25D 7/06
Метки: лужения, электролитического, способ, стали
Код ссылки
<a href="https://kz.patents.su/4-ip26801-sposob-elektroliticheskogo-luzheniya-stali.html" rel="bookmark" title="База патентов Казахстана">Способ электролитического лужения стали</a>
Способ высокоскоростного электролужения металлической полосы
Номер предварительного патента: 19180
Опубликовано: 14.03.2008
Авторы: ВЕЙЕНБЕРГ, Жак, Хюберт, Ольга, Йозеф, ВЕЙНБЕК, Эрик, Боб, ДЕ ВРЕГД, Даниель, Адриан, ШНЕТЦ, Кокки
МПК: C25D 3/00
Метки: высокоскоростного, способ, полосы, электролужения, металлической
Формула / Реферат:
Предложен способ высокоскоростного электролужения металлической полосы, при котором полосу покрывают путем анодного растворения обращенных к полосе оловянных анодов в электролитический раствор и осаждения упомянутого анодно-растворенного олова, по меньшей мере, на часть полосы, служащей катодом, при этом олово подают в электролитический раствор в виде дроби, содержащейся в анодной корзине. Часть оловянных анодов маскируют, используя регулируемые...
Электролит лужения
Номер патента: 6643
Опубликовано: 15.05.2002
Авторы: Климушкин Анатолий Николаевич, Мирко Владимир Александрович, Сотников Константин Юрьевич, Захаров Лев Александрович, Парамонов Владимир Андреевич, Белоусова Татьяна Ивановна
МПК: C25D 3/32
Метки: лужения, электролит
Формула / Реферат:
Изобретение относится к электролитическому осаждению металлов, конкретно, к электролитам лужения, и может быть использовано при производстве электролитически луженой жести.Техническим результатом изобретения является снижение интенсивности шламообразования и коррозионной агрессии электролита, повышение защитных характеристик белой жести при сохранении достаточных экологических и улучшении технологических характеристик электролита за счёт...
Электролит лужения жести
Номер патента: 4709
Опубликовано: 15.10.2002
Авторы: Виноградов Виталий Поликарпович, Парамонов Владимир Андреевич, Гуляева Галина Сергеевна, Ким Анатолий Александрович, Гельфер Цецилия Максимовна, Нейферт Геннадий Васильевич, Захаров Лев Александрович, Мирко Владимир Александрович
МПК: C25D 3/32
Метки: жести, лужения, электролит
Формула / Реферат:
Изобретение относится к нанесению гальванических покрытий, в частности к электролитам лужения, и может быть использовано при производстве электролуженой жести.Teхнический результат заключается в интенсификации процесса лужения, обеспечении его экологичности, технологичности и простоты, улучшении внешнего вида и качественных показателей электролуженой жести.Это обеспечивается за счет увеличения допустимой плотности тока, исключения экологически...
Способ очистки электролита лужения
Номер инновационного патента: 25417
Опубликовано: 16.01.2012
Авторы: Иванцов Олег Викторович, Рогашева Вера Петровна, Пономарева Алла Геннадьевна, Королев Сергей Александрович
МПК: C25D 3/32
Метки: электролита, способ, лужения, очистки
Формула / Реферат:
Изобретение относится к электролитическому осаждению металлов, а именно, к электролитам лужения, и может быть использовано при производстве электролитически луженой жести для консервной, химической и пищевой промышленности. Техническим результатом изобретения является повышение качества оловянного покрытия за счет улучшения чистоты электролита лужения и исключения попадания на поверхность жести частиц оловянного шлама, с полным извлечением...
Электролит блестящего лужения
Номер предварительного патента: 772
Опубликовано: 15.06.1994
Авторы: Ермаганбетов Мубарак Ермаганбетович, Мендалиева Дина Кенжебековна, Минажева Гулшарат Салауатовна, Шайхутдинов Еренгаип Маликович
МПК: C25D 3/32
Метки: лужения, блестящего, электролит
Формула / Реферат:
Изобретение относится к области гальваностегии, в частности, к электрохимическому осаждению блестящих покрытий олова. Электролит блестящего лужения, содержащий двухлористое олово, пирофосфат натрия, отличается тем, что он дополнительно содержит пирофосфорную кислоту, гидроортофосфат аммония, сульфосалициловую кислоту и гидролизат отходов кожевенной промышленности (ГОКП). Предлагаемый электролит позволяет получать покрытия блестящие с повышенной...
Предыдущий патент: Способ нанесения гарнисажа на футеровку конвертера
Следующий патент: Гаситель энергии потока для гидротехнических сооружений
Случайный патент: Производные аза-антрациклинона, фармацевтическая композиция