Способ нанесения гарнисажа на футеровку конвертера
Номер инновационного патента: 26800
Опубликовано: 15.04.2013
Авторы: Лысенко Петр Валентинович, Демидов Константин Николаевич, Бабенко Анатолий Алексеевич, Возчиков Андрей Петрович, Фирсов Денис Алексеевич, Борисова Татьяна Викторовна, Золин Андрей Николаевич
Формула / Реферат
Изобретение относится к области чёрной металлургии, в частности, к на несению на огнеупорную футеровку конвертера защитного гарнисажа.
Способ заключается в том, что перед началом и/или в процессе раздува шлака азотом для загущения конечного шлака, содержащего 2-10 % оксидов фосфора и 15-35 % оксидов железа, основности 2,0-3,5 при соотношении оксидов (Cap) } присаживают высокомагнезиальный флюс с отношением в его
(Si02) + (P205)
составе оксида кальция к оксиду магния в пределах 0,01-0,5, обеспечивая полу чение в пшаке высокотемпературных фаз силикофосфата кальция, магнезиовю-стита, магнезиоферрита и ожелезнённого периклаза в сумме 45-80 %. Для раздува шлака используют азот, содержащий 5-15% Ог Изобретение позволяет получить равномерно ошлакованную футеровку конвертера с высокой стойкостью гарнисажа.
Текст
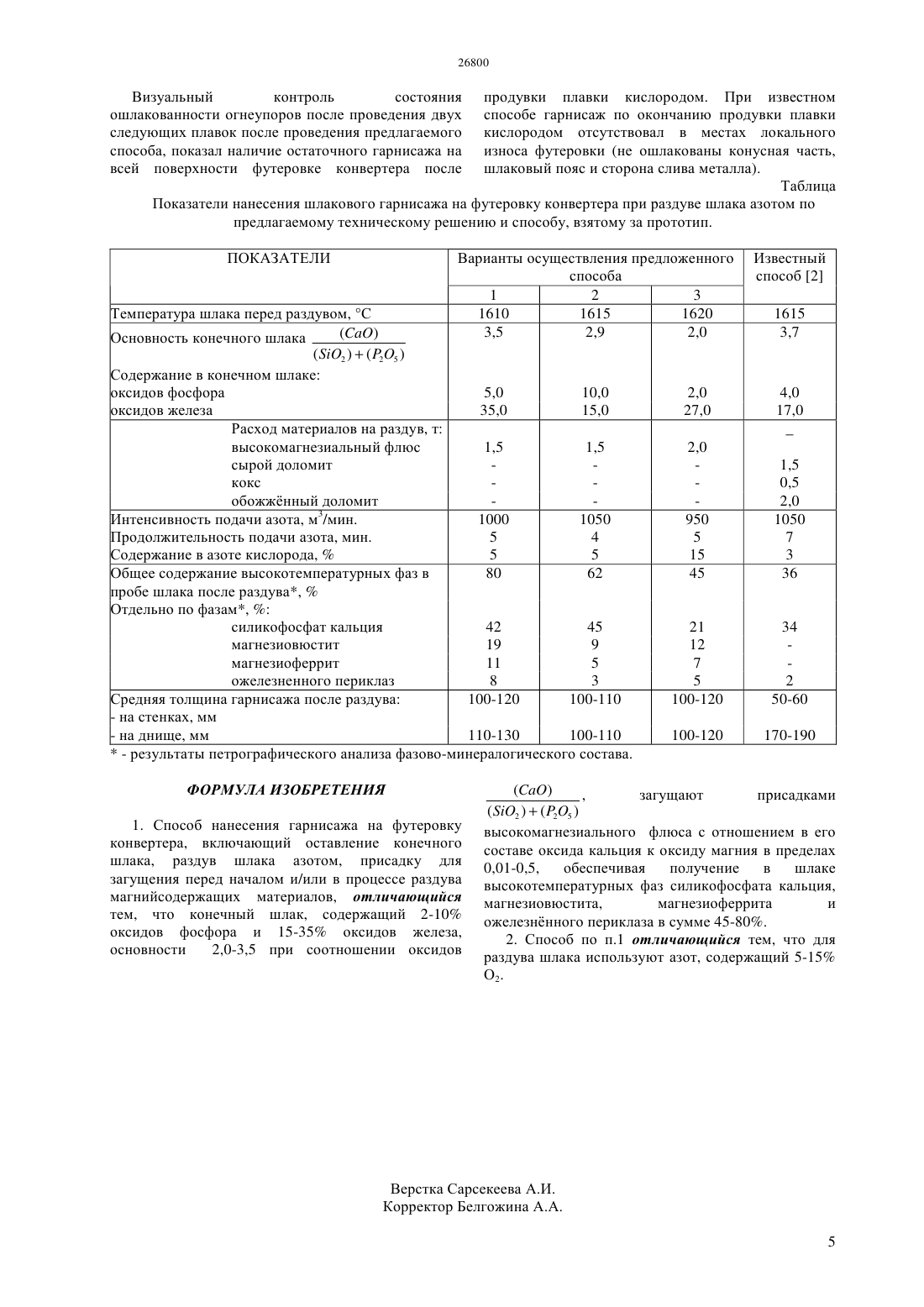
(51) 23 2/30 (2006.01) 21 5/28 (2006.01) 21 5/36 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Способ заключается в том, что перед началом и/или в процессе раздува шлака азотом для загущения конечного шлака, содержащего 2-10 оксидов фосфора и 15-35 оксидов железа,основности 2,0-3,5 при соотношении оксидов( 2 )( 25 ) флюс с отношением в его составе оксида кальция к оксиду магния в пределах 0,01-0,5, обеспечивая получение в шлаке высокотемпературных фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза в сумме 45-80. Для раздува шлака используют азот, содержащий 5-15 О 2. Изобретение позволяет получить равномерно ошлакованную футеровку конвертера с высокой стойкостью гарнисажа.(72) Демидов Константин НиколаевичБорисова Татьяна ВикторовнаБабенко Анатолий АлексеевичВозчиков Андрей ПетровичЛысенко Петр ВалентиновичЗолин Андрей НиколаевичФирсов Денис Алексеевич(73) Акционерное общество АрселорМиттал ТемиртауОткрытое акционерное общество Уральский Институт металлов(54) СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА(57) Изобретение относится к области чрной металлургии, в частности, к нанесению на огнеупорную футеровку конвертера защитного гарнисажа. Изобретение относится к области чрной металлургии, в частности, к нанесению на огнеупорную футеровку конвертера защитного покрытия (гарнисажа). В классической технологии выплавки стали из передельного чугуна, содержащего менее 0,3 фосфора, известен способ нанесения гарнисажа на футеровку конвертера, включающий оставление шлака после слива металла, раздув азотом шлака с основностью 1,5-4,5 при соотношении( 2 ) оксидов железа к оксидам магния в шлаке, равном 1,2-7,5, присадку флюса в количестве 0,3-15 кг/т стали, содержащего оксиды магния, кальция,кремния, железа, алюминия и металлический алюминий, в структуре которого присутствует 275 ожелезннный периклаз Патент 2373291 от 04.05.2008,опубликован 20.11.2009 Недостатком известного способа является низкая доля вносимых в шлаковый гарнисаж высокотемпературных фаз с пл 1750 С, которая по присаживаемому количеству ожелезннного периклаза на массу шлака составляет менее 20,что не позволяет получить гарнисаж, стойкостью более одной плавки. Наиболее близким по технической сущности и получаемым результатам к заявляемому способу является способ подготовки конечного шлака фосфористого передела, содержащего более 2 Р 25, предусматривающий в процессе раздува шлака азотом высокого давления присадку на шлак,содержащий не менее 7 , 12-21 и не более 40 СаО, кокса в количестве 0,5-1,0 т и сырого доломита в количестве 1,0-2,0 т, а также при необходимости дальнейшего загущения обожженного доломита в количестве 2,0-6,0 т Технологическая инструкция ТИ-СК-01-2007. Выплавка стали в кислородных конвертерах // АО Миттал Стил Темиртау. Система менеджмента качества. Темиртау, 2007 г Предложенный способ позволяет сформировать гарнисаж, состоящий на 30-40 из высокотемпературных фаз, включающих 20-30 силикофосфата кальция (5225),температура плавления которого составляет 21002200 С, остальные 10 высокотемпературные фазы магнезиовюстита,магнезиоферрита и ожелезннного периклаза, имеющие пл 1750 С. Предложенный способ имеет ряд недостатков, не позволяющих эффективно защищать футеровку конвертера от износа. Способ, включающий в процессе раздува шлака азотом присадку кокса 0,51,0 т в диапазоне содержания в шлаке 12-21 ,приводит к снижению адгезии шлака по отношению к огнеупору, ввиду ухудшения смачиваемости рабочего слоя футеровки раскисленным шлаком,содержащим неусвоенный кокс, и вследствии этого к стеканию шлака с поверхности огнеупоров в процессе нанесения гарнисажа. Способ,предусматривающий введение при нанесении шлакового гарнисажа доломита сырого и обожжнного, основным компонетом которых наряду с оксидом магния является оксид кальция 2 более 30, не обеспечит в полном объеме защитных свойств гарнисажа,ввиду дополнительного формирования легкоплавких фаз феррита и вюстита кальция (пл 1450 С) в шлаке, что приводит к увеличению доли легкоплавких фаз и к снижению доли высокотемпературных фаз в гарнисаже. Полученный гарнисаж, состоящий на 60-70 из легкоплавких фаз, смывается агрессивным шлаком начального периода конвертерной плавки и не обеспечивает защиту футеровки в наиболее агрессивный конечный период плавки. Присадка в конвертер для загущения конечного шлака большой массы доломита, приводит к зарастанию днища конвертера. Возможность получения износоустойчивого гарнисажа на футеровке конвертера в случае передела высокофосфористого чугуна определяется,как составом применяемых материалов, так и составом конечного шлака и его основностью( 2 )( 25 ) фосфора определяет количество сформированного высокотемпературного силикофосфата кальция в конечном шлаке. Основность шлака и содержание оксидов железа характеризуют содержание легкоплавких ферритов кальция в конечном шлаке. Величина соотношения в составе флюса оксидов кальция к оксидам магния определяет количество формируемых высокотемпературных фаз магнезиовюстита и магнезиоферрита, а также количество образуемых при взаимодействии флюса с окисленным железистым шлаком легкоплавких фаз ферритов кальция. Чем меньше величина этого соотношения, тем больше в итоге в структуре шлакового гарнисажа содержится магнезиоферрита,магнезиовюстита и меньше ферритов кальция. Расход магнезиальных материалов определяется различными факторами, такими как его состав,массой и составом шлака, его температурой, но в целом должен исходить из обеспечения возможности формирования равномерного стойкого шлакового гарнисажа при данных условиях и ограничиваться достижением выполнения именно этой задачи. Адгезия, характеризующая силу сцепления шлакового гарнисажа к футеровке, определяет толщину наносимого гарнисажа и его прочность к абразивному воздействию шихты, а также движущихся потоков жидкого металла и шлака. Устойчивость к эрозии шлакового гарнисажа позволяет эксплуатировать футеровку равномерно,без образования локальных зон, что в свою очередь позволяет снизить количество подварок и торкретирований футеровки. Задачей изобретения является формирование на футеровке конвертера износоустойчивого гарнисажа равномерно на всей поверхности, стойкостью более одной плавки. Технический результат достигается тем, что в известном способе нанесения гарнисажа на футеровку конвертера, включающем оставление конечного шлака, раздув шлака азотом, присадку для загущения перед началом и/или в процессе раздува магнийсодержащих материалов,предлагается конечный шлак, содержащий 2-10 оксидов фосфора и 15-35 оксидов железа,основности 2,0-3,5 при соотношении оксидов( 2 )( 25 ) высокомагнезиального флюса с отношением в его составе оксида кальция к оксиду магния в пределах 0,01-0,5,обеспечивая получение в шлаке высокотемпературных фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза в сумме 45-80. Техническим приемом предусмотрен раздув шлака азотом, содержащим 5-15 О 2. Сущность способа заключается в том, что введение высокомагнезиального флюса с соотношением в его составе оксида кальция к оксидам магния в пределах 0,01-0,5 в шлак,содержащий 2-10 оксидов фосфора и 15-35 оксидов железа,основности 2,0-3,5 при соотношении оксидов приводит к( 2 )( 25 ) взаимодействию введнных флюсом оксидов магния с оксидами железа шлака с образованием высокотемпературных фаз магнезиовюстита и магнезиоферрита и ожелезннного периклаза,которые в составе гарнисажа повышают его износоустойчивость, а оксиды кальция в конечном шлаке, связанные с оксидами фосфора и кремния,находятся в виде высокотемпературной фазы силикофосфата кальция. Общая доля высокотемпературных фаз 45-80 при присадке высокомагнезиального флюса в высокофосфористый шлак обеспечивает стойкость гарнисажа 1,5-2 плавки. В шлаке, содержащем долю высокотемпературных фаз менее 45, легкоплавкие фазы составят основную долю гарнисажа, и,соответственно, такой гарнисаж будет оплавляться в течение продувки плавки. Формирование высокотемпературных фаз более 80 требует большого расхода высокомагнезиальных флюсов,что приведт к сворачиванию шлака пересыщенного тугоплавкими фазами,т.е. получится слишком густой шлак, приваренный к днищу, который невозможно нанести на стенки футеровки в процессе его раздува азотом. Возможность полного ошлакования рабочей поверхности определяется получением шлака необходимой вязкости. Применение высокомагнезиального флюса способствует резкому повышению вязкости шлака в процессе охлаждения азотом, что приводит не только к сокращению времени проведения нанесения гарнисажа, но и повышает вероятность его сворачивания в момент,когда верхняя конусная зона футеровки не полностью ошлакована. В то же время использование для нанесения гарнисажа шлака,содержащего 2-10 оксидов фосфора и обладающего высокой жидкоподвижностью, не позволяет свернуться шлаку при подаче высокомагнезиального флюса в процессе раздува азотом,способствуя полному ошлакованию футеровки с получением гарнисажа требуемой толщины. Если содержание оксида фосфора составляет меньше 2, то поставленная задача формирования износоустойчивого гарнисажа не будет решена,так как суммарная доля высокотемпературных фаз будет составлять менее 45. Шлак, содержащий более 10 оксидов фосфора, не обеспечит получение требуемой вязкости для нанесения гарнисажа, так как является слишком жидким и стекает с рабочей поверхности футеровки без формирования гарнисажа. Высокое содержание кислого оксида фосфора 210 в шлаке повышает растворимость основного оксида магния в железистом шлаке в условиях отсутствия несвязанного оксида кальция.( 2 )( 25 ) как в шлаке основности более 3,5 присутствует фаза свободного оксида кальция, которая в первую очередь связывает с оксидами железа, повышая легкоплавкую составляющую ферритов кальция, и ограничивая формирование ферритов магния. В то же время шлак низкой оновности менее 2,0 не позволит решить поставленную задачу, вследствие высокой агрессивности кислого шлака по отношению к футеровке конвертера, и не обеспечит требуемый показатель дефосфорации металла. Вследствие ограничения содержания оксида кальция в шлаке, для решения поставленной задачи ограничивается состав высокомагнезиального флюса соотношением оксида кальция к оксидам магния в пределах 0,01-0,5. При применении высокомагнезиального флюса с соотношением менее 0,01 гранула флюса будет медленно( 2 ) растворяться в шлаке, замедляется формирование фаз магнезиовюстита и магнезиоферрита. Использование флюса, в котором соотношение( 2 ) количества присаживаемого оксида калция на шлак и,соответственно,к дополнительному формированию легкоплавкой фазы ферритов кальция, понижающих стойкость гарнисажа. Возможность формирования износоустойчивого гарнисажа с высокой адгезией определяется также содержанием оксидов железа в шлаке. Шлак,содержащий менее 15 оксидов железа, не обеспечит формирование необходимого количества фаз магнезиовюстита и магнезиоферрита. При содержании оксидов железа более 35 получается жидкий шлак, стекающий со стенок футеровки без формирования гарнисажа, кроме этого шлак высокой окисленности будет взаимодействовать с неошлакованной рабочей зоной периклазоуглеродистой футеровки и ускорит е износ. Раздув шлака азотом, содержащим 5-15 2,обеспечивает дополнительный прирост высокотемпературных ферритных фаз Присадка в процессе раздува шлака азотом высокомагнезиального флюса с заявленным высокофосфористый конечный шлак,при ограничении основности и содержания оксидов железа,обеспечивает формирование износоустойчивого гарнисажа, состоящего на 4580 из высокотемпературных фаз силикофосфата кальция, магнезиовюстита, магнезиоферрита и ожелезннного периклаза, исключает зарастание днища шлаком и позволяет получать равномерный шлаковый гарнисаж на всей поверхности футеровки,что определяет неочевидность заявляемого способа. Сопоставление заявляемого способа со способом, выбранным за прототип, показывает, что способ нанесения гарнисажа на футеровку конвертера, включающий присадку перед началом и/или в процессе раздува азотом высокомагнезиального флюса,имеющего ограничения по соотношению содержания оксида кальция к оксидам магния, для загущения конечного шлака определнной основности, содержащего оксиды фосфора и оксиды железа, обеспечивает получение в шлаке высокотемпературных фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза в сумме 45-80, наряду с формованием на всей поверхности футеровки конвертера гарнисажа стойкостью более одной плавки исключает зарастание днища футеровки конвертера,соответствует критерию новизна. Анализ патентов и научно-технической информации не выявил использования новых существенных признаков,используемых в предлагаемом решении, по их функциональному назначению. Следовательно,предлагаемое изобретение соответствует критерию изобретательский уровень. Способ осуществляется следующим образом. В конвертере после слива металла оставляют конечный шлак заявленного состава и основности,который раздувают азотом высокого давления, шлак загущают высокомагнезиальным флюсом,обеспечивая получение в шлаке заявленное содержание фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза. Производят нанесение шлакового гарнисажа на всю поверхность футеровки. Конкретный пример осуществления способа. Приведено три варианта осуществления способа нанесения гарнисажа на футеровку конвертера с присадкой на конечный шлак, имеющий разную основность при различном содержании оксидов фосфора и железа (таблица), различных составов высокомагнезиального флюса, содержащего Вариант 1 - высокомагнезиальный флюс содержит 4 СаО, 80(остальное - примеси оксидов и потери при прокаливании), выполняется отношение Вариант 2 - высокомагнезиальный флюс содержит 30 СаО, 60(остальное примеси оксидов и потери при прокаливании),выполняется отношение Вариант 3 - высокомагнезиальный флюс содержит 0,5 СаО, 50(остальное примеси оксидов и потери при прокаливании),выполняется отношение При всех вариантах по окончании продувки плавки в конвертере мкостью 300 т и слива металла в сталеразливочный ковш, в конвертере оставили конечный шлак основности 2,0-3,5,( 2 )( 25 ) содержащий 2-5 оксидов фосфора и 15-35 оксидов железа. После установки конвертера в вертикальном положении в полость конвертера опустили фурму и начали подавать азот под давлением 15 кгс/см 2. Для загущения шлака присаживали высокомагнезиальный флюс, который подавали порциями по 0,5 т при общем количестве 1,5 т с присадкой высокомагнезиального флюса в процессе раздува шлака азотом по вариантам 1 и 2, а также при общем количестве 2 т высокомагнезиального флюса с подачей первой порции флюса на шлак перед началом раздува и остальных порций в процессе раздува шлака азотом по варианту 3. Положение фурмы в конвертере регулировали в зависимости от изменения состояния шлака в период нанесения гарнисажа на футеровку. После окончания раздува шлака фурму вынули из конвертера, а затем наклонили его для отбора пробы шлака с целью проведения анализа фазово-минералогического состава. Футеровку конвертера сканировали перед проведением способа и после нанесения шлакового гарнисажа. Следующие две плавки проведены без раздува шлака азотом, по окончании которых проведены визуальные наблюдения за состоянием гарнисажа на футеровке конвертера. Полученные результаты по вариантам осуществления заявленного способа и известного способа представлены в таблице. Предложенный способ при всех вариантах позволил получить гарнисаж с высоким содержанием тугоплавких фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза. Проведение предложенного способа обеспечило получение толщины гарнисажа на стенках футеровки конвертера в 2 раза больше, чем при известном способе. При использовании предлагаемых составов флюса отмечена меньшая ошлакованность дна, приваренным сврнутым шлаком. Визуальный контроль состояния ошлакованности огнеупоров после проведения двух следующих плавок после проведения предлагаемого способа, показал наличие остаточного гарнисажа на всей поверхности футеровке конвертера после продувки плавки кислородом. При известном способе гарнисаж по окончанию продувки плавки кислородом отсутствовал в местах локального износа футеровки (не ошлакованы конусная часть,шлаковый пояс и сторона слива металла). Таблица Показатели нанесения шлакового гарнисажа на футеровку конвертера при раздуве шлака азотом по предлагаемому техническому решению и способу, взятому за прототип. ПОКАЗАТЕЛИ Варианты осуществления предложенного способа 1 2 3 1610 1615 1620 3,5 2,9 2,0 Температура шлака перед раздувом, С( 2 )( 25 ) Содержание в конечном шлаке оксидов фосфора 5,0 10,0 оксидов железа 35,0 15,0 Расход материалов на раздув, т высокомагнезиальный флюс 1,5 1,5 сырой доломит кокс обожжнный доломит Интенсивность подачи азота, м 3/мин. 1000 1050 Продолжительность подачи азота, мин. 5 4 Содержание в азоте кислорода,5 5 Общее содержание высокотемпературных фаз в 80 62 пробе шлака после раздува,Отдельно по фазам,силикофосфат кальция 42 45 магнезиовюстит 19 9 магнезиоферрит 11 5 ожелезненного периклаз 8 3 Средняя толщина гарнисажа после раздува 100-120 100-110- на днище, мм 110-130 100-110- результаты петрографического анализа фазово-минералогического состава. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ нанесения гарнисажа на футеровку конвертера, включающий оставление конечного шлака, раздув шлака азотом, присадку для загущения перед началом и/или в процессе раздува магнийсодержащих материалов, отличающийся тем, что конечный шлак, содержащий 2-10 оксидов фосфора и 15-35 оксидов железа,основности 2,0-3,5 при соотношении оксидов( 2 )( 25 ) высокомагнезиального флюса с отношением в его составе оксида кальция к оксиду магния в пределах 0,01-0,5,обеспечивая получение в шлаке высокотемпературных фаз силикофосфата кальция,магнезиовюстита,магнезиоферрита и ожелезннного периклаза в сумме 45-80. 2. Способ по п.1 отличающийся тем, что для раздува шлака используют азот, содержащий 5-15 О 2.
МПК / Метки
МПК: C23C 2/30, C21C 5/28, C21C 5/36
Метки: нанесения, конвертера, футеровку, способ, гарнисажа
Код ссылки
<a href="https://kz.patents.su/5-ip26800-sposob-naneseniya-garnisazha-na-futerovku-konvertera.html" rel="bookmark" title="База патентов Казахстана">Способ нанесения гарнисажа на футеровку конвертера</a>
Способ выплавки стали в конвертере из фосфористого чугуна
Номер инновационного патента: 26793
Опубликовано: 15.04.2013
Авторы: Золин Андрей Николаевич, Богомяков Владимир Иванович, Лысенко Петр Валентинович, Бабенко Анатолий Алексеевич, Возчиков Андрей Петрович, Смирнов Леонид Андреевич, Добромилов Александр Александрович
Метки: фосфористого, чугуна, стали, конвертере, способ, выплавки
Формула / Реферат:
Изобретение относится к чёрной металлургии, в частности, к конвертерному переделу высокофосфористого чугуна в сталь. Способ включает оставление конечного шлака, его загущение и раздув азотом высокого давления, завалку лома, заливку чугуна, присадку шлакообра- зующих материалов и двухстадииную продувку с промежуточным скачиванием шлака по израсходованию 60-70% необходимого на плавку кислорода, присадку во второй период продувки извести,...
Устройство для закрывания выпускного отверстия конвертера
Номер инновационного патента: 24012
Опубликовано: 16.05.2011
Авторы: Романов Виктор Иванович, Яблонский Владимир Иванович, Золин Андрей Николаевич
Метки: устройство, выпускного, отверстия, конвертера, закрывания
Формула / Реферат:
Изобретение относится к сталеплавильному производству, в частности, к производству стали в конвертерах и, может быть использовано для разделения металла и шлака при выпуске металла в сталеразливочный ковш. На стальной лист наносятся надрезы и крепится ограничительная пластина со смещенным центром тяжести свободно вращающейся на оси, расположенной на расстоянии 0,15-0,35 длины головного устройства от кромки наружного витка. Затем устанавливается...
Способ выплавки конвертерной стали
Номер инновационного патента: 26794
Опубликовано: 15.04.2013
Авторы: Добромилов Александр Александрович, Цымбал Виктор Павлович, Цымбал Елена Викторовна, Золин Андрей Николаевич, Лысенко Пётр Валентинович, Кутдусова Халифа Ширьяздановна
МПК: C21C 7/00
Метки: выплавки, способ, конвертерной, стали
Формула / Реферат:
Способ выплавки конвертерной стали Конвертерлж болатты балкыту тэсш Изобретение относится к области черной металлургии, в частности, к конвертерному производству.Целью изобретения является:- ускорение режима шлакообразования при снижении расхода извести, доломита, раскислителей;- повышение стойкости футеровки конвертеров без дополнительных затрат;- повышение пластических свойств низкоуглеродистого металла. Поставленная цель достигается за...
Опора конвертера
Номер предварительного патента: 12002
Опубликовано: 16.09.2002
Авторы: Калугин Владимир Николаевич, Пшенбаев Берик Рамазанович, Прожигин Геннадий Зигмундович
Метки: конвертера, опора
Формула / Реферат:
Изобретение относится к металлургической промышленности, к конструкциям опор вращающихся агрегатов и непосредственно к конструкциям опор горизонтальных конвертеров.Заявленным изобретением обеспечивается плавный подъем конвертера.Для этого опора конвертера, содержащая опорные ролики, установленные в балансирах, опорные подушки и плиту, снабжена рамой, соединенной тягами с опорной плитой и установленными на раме станиной с валиками и съемной...
Устройство укрытия фурмовочной площадки конвертера
Номер предварительного патента: 12429
Опубликовано: 17.12.2002
Авторы: Оспанов Ержан Арыстанбекович, Абильпеисов Марат Кабдыкаримович, Бурамбаев Елдос Нургалиевич
МПК: C22B 15/06
Метки: фурмовочной, устройство, укрытия, конвертера, площадки
Формула / Реферат:
Изобретение относится к металлургической промышленности, к конструкциям укрытий горизонтальных конвертеров, и непосредственно к конструкциям укрытий фурмовочной площадки, обеспечивающих безопасную работу при прочистке фурм от раскаленных частиц, настылей и кусков, подающих из-под напыльника.Технический результат изобретения заключается в обеспечении минимального зазора между укрытием и фартуком горловины конвертера и повышении надежности...
Предыдущий патент: Способ комплексной переработки остатков доманиковых образований
Следующий патент: Способ электролитического лужения стали
Случайный патент: Способ изготовления фильтра для очистки металлов и сплавов