Способ утепления головной части слитка спокойной стали
Номер инновационного патента: 23428
Опубликовано: 15.12.2010
Авторы: Ибраев Иршек Кажикаримович, Пустовит Николай Николаевич
Формула / Реферат
Изобретение относится к черной металлургии, в частности, к способам утепления головной части слитка стали и может быть использовано при разливке спокойных марок стали в изложницы с теплоизоляционными вкладышами или прибыльными надставками.
Способ утепления головной части слитка спокойной стали, включающий нанесение на затвердевшее зеркало металла углерод содержащего материала отличающийся тем, что сразу после нанесения слоя теплоизолирующей засыпки изложницу накрывают теплозащитной крышкой до полной кристаллизации слитка.
Текст
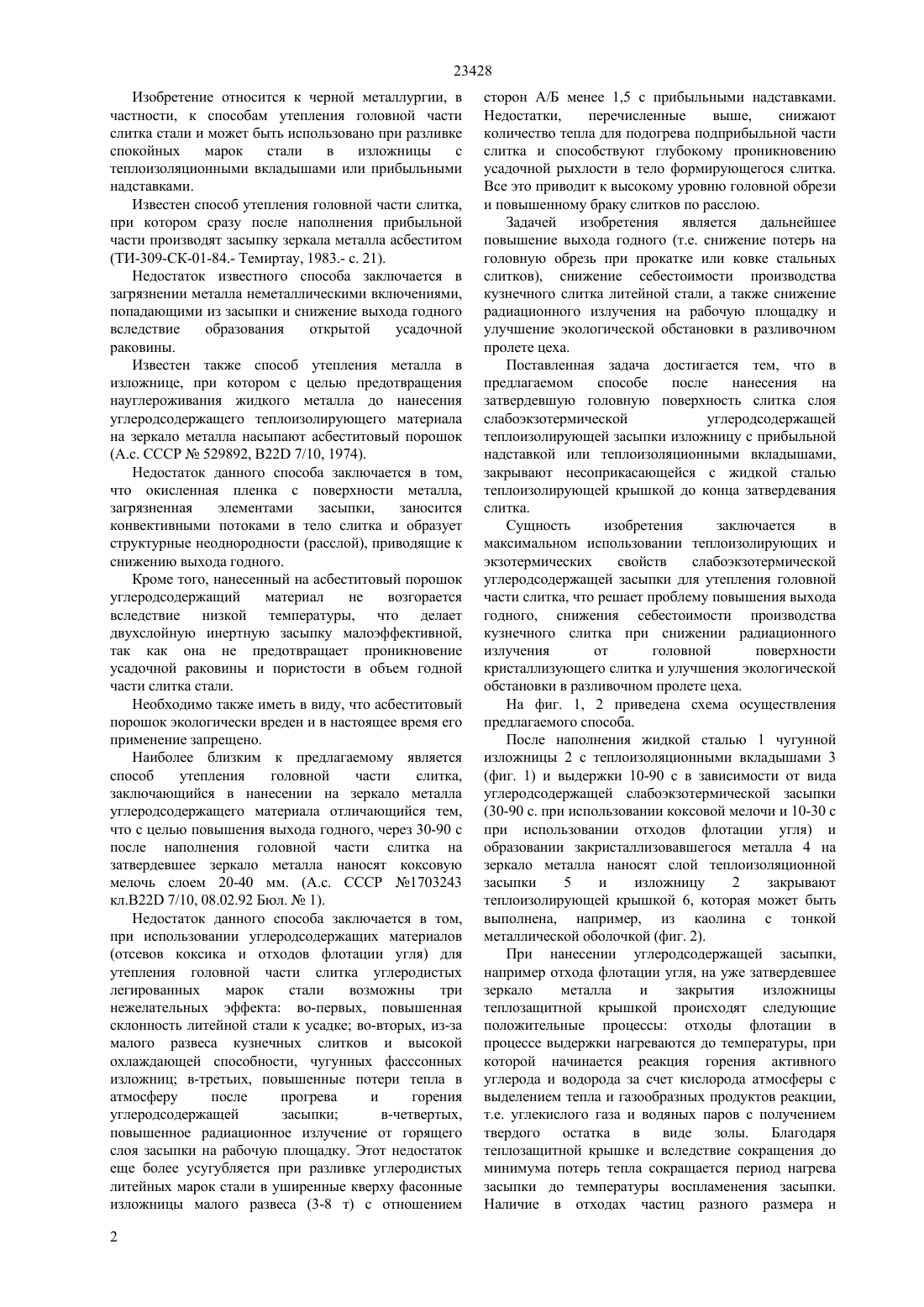
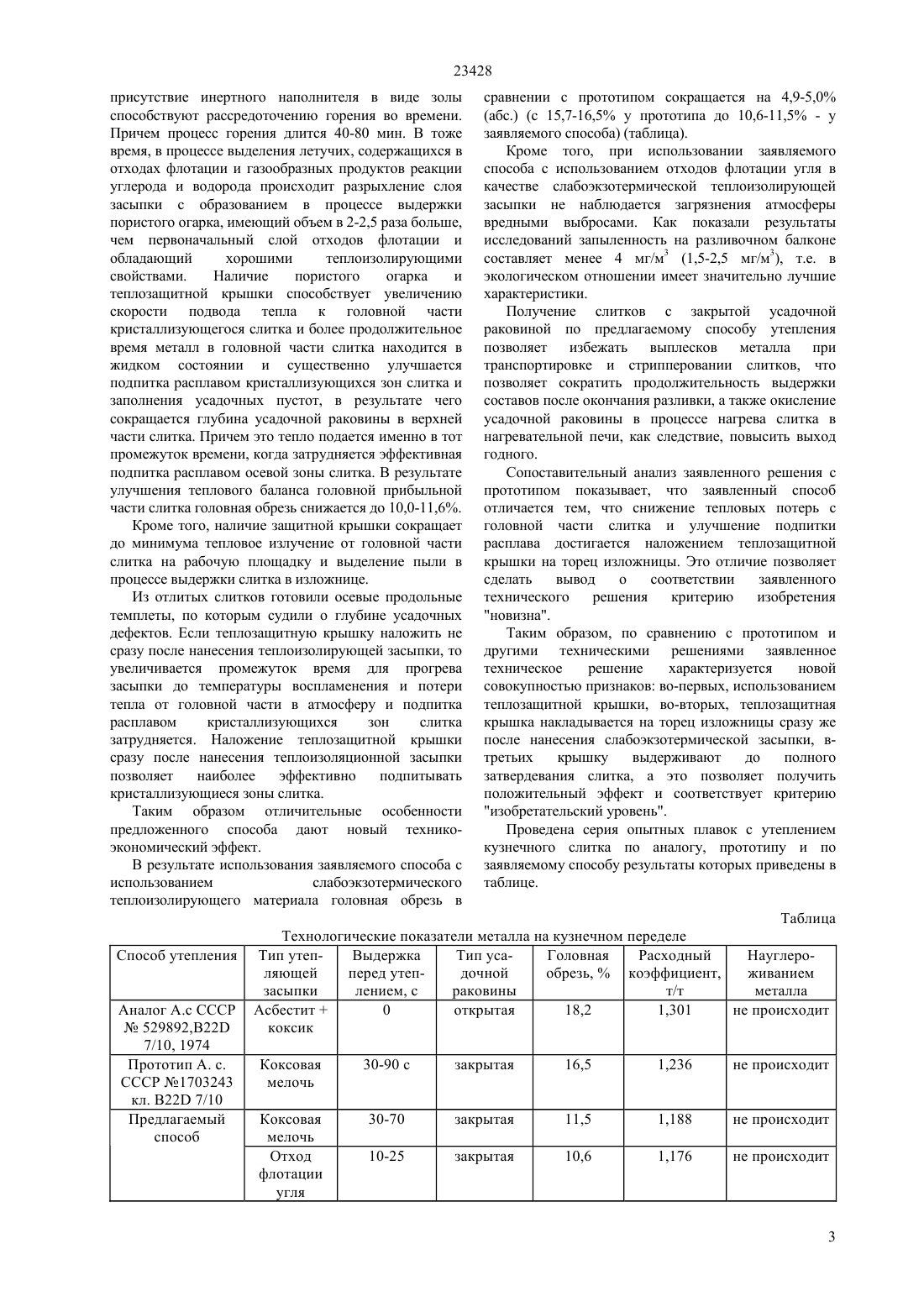
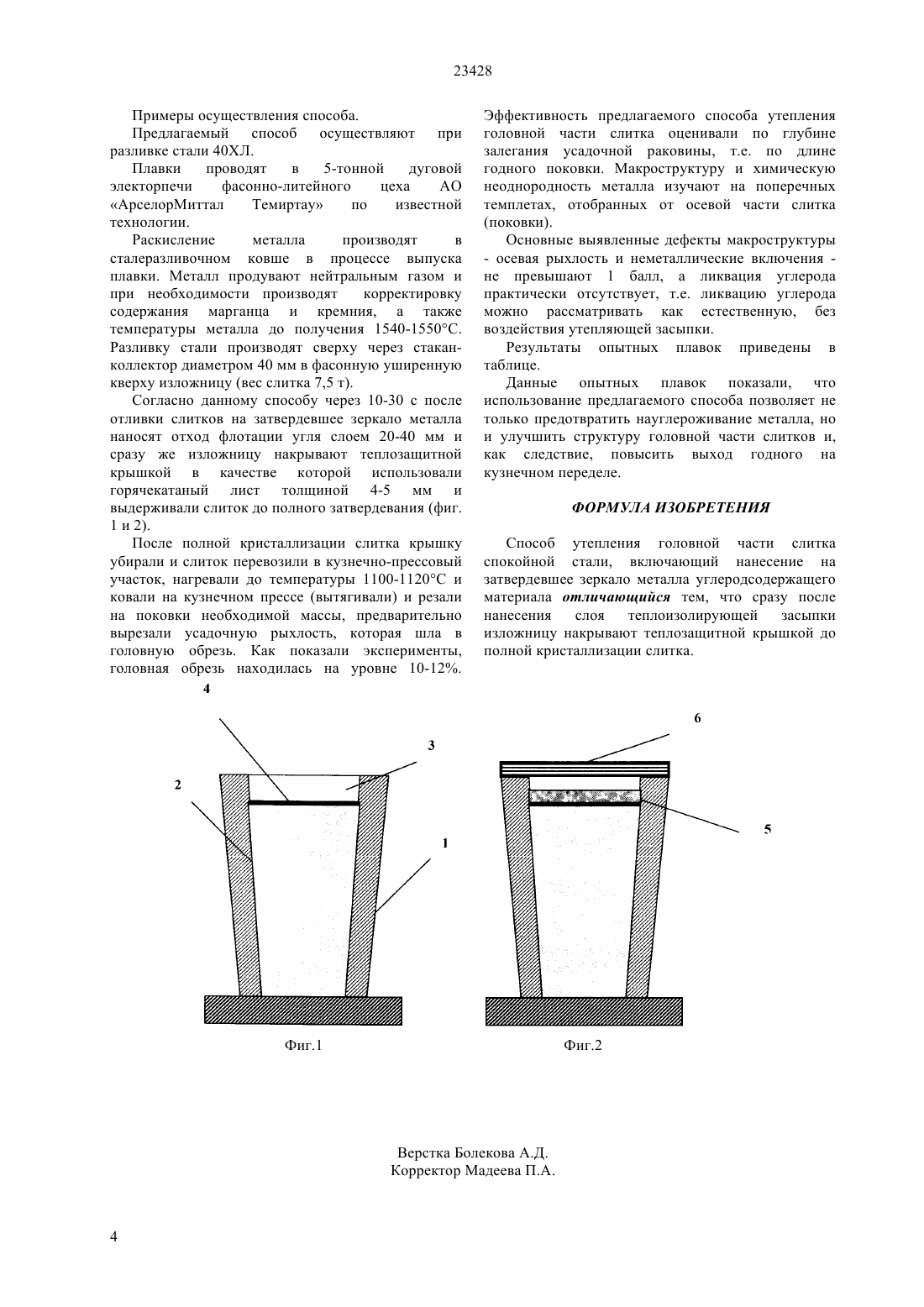
(2009.01), 22 27/06 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ слитка стали и может быть использовано при разливке спокойных марок стали в изложницы с теплоизоляционными вкладышами или прибыльными надставками. Способ утепления головной части слитка спокойной стали, включающий нанесение на затвердевшее зеркало металла углерод содержащего материала отличающийся тем, что сразу после нанесения слоя теплоизолирующей засыпки изложницу накрывают теплозащитной крышкой до полной кристаллизации слитка.(72) Ибраев Иршек Кажикаримович Пустовит Николай Николаевич(73) Акционерное общество АрселорМиттал Темиртау(54) СПОСОБ УТЕПЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СЛИТКА СПОКОЙНОЙ СТАЛИ(57) Изобретение относится к черной металлургии,в частности, к способам утепления головной части 23428 Изобретение относится к черной металлургии, в частности, к способам утепления головной части слитка стали и может быть использовано при разливке спокойных марок стали в изложницы с теплоизоляционными вкладышами или прибыльными надставками. Известен способ утепления головной части слитка,при котором сразу после наполнения прибыльной части производят засыпку зеркала металла асбеститом(ТИ-309-СК-01-84.- Темиртау, 1983.- с. 21). Недостаток известного способа заключается в загрязнении металла неметаллическими включениями,попадающими из засыпки и снижение выхода годного вследствие образования открытой усадочной раковины. Известен также способ утепления металла в изложнице, при котором с целью предотвращения науглероживания жидкого металла до нанесения углеродсодержащего теплоизолирующего материала на зеркало металла насыпают асбеститовый порошок(А.с. СССР 529892, В 22 7/10, 1974). Недостаток данного способа заключается в том,что окисленная пленка с поверхности металла,загрязненная элементами засыпки,заносится конвективными потоками в тело слитка и образует структурные неоднородности (расслой), приводящие к снижению выхода годного. Кроме того, нанесенный на асбеститовый порошок углеродсодержащий материал не возгорается вследствие низкой температуры, что делает двухслойную инертную засыпку малоэффективной,так как она не предотвращает проникновение усадочной раковины и пористости в объем годной части слитка стали. Необходимо также иметь в виду, что асбеститовый порошок экологически вреден и в настоящее время его применение запрещено. Наиболее близким к предлагаемому является способ утепления головной части слитка,заключающийся в нанесении на зеркало металла углеродсодержащего материала отличающийся тем,что с целью повышения выхода годного, через 30-90 с после наполнения головной части слитка на затвердевшее зеркало металла наносят коксовую мелочь слоем 20-40 мм. (А.с. СССР 1703243 кл.В 22 7/10, 08.02.92 Бюл.1). Недостаток данного способа заключается в том,при использовании углеродсодержащих материалов(отсевов коксика и отходов флотации угля) для утепления головной части слитка углеродистых легированных марок стали возможны три нежелательных эффекта во-первых, повышенная склонность литейной стали к усадке во-вторых, из-за малого развеса кузнечных слитков и высокой охлаждающей способности, чугунных фасссонных изложниц в-третьих, повышенные потери тепла в атмосферу после прогрева и горения углеродсодержащей засыпки в-четвертых,повышенное радиационное излучение от горящего слоя засыпки на рабочую площадку. Этот недостаток еще более усугубляется при разливке углеродистых литейных марок стали в уширенные кверху фасонные изложницы малого развеса (3-8 т) с отношением 2 сторон А/Б менее 1,5 с прибыльными надставками. Недостатки,перечисленные выше,снижают количество тепла для подогрева подприбыльной части слитка и способствуют глубокому проникновению усадочной рыхлости в тело формирующегося слитка. Все это приводит к высокому уровню головной обрези и повышенному браку слитков по расслою. Задачей изобретения является дальнейшее повышение выхода годного (т.е. снижение потерь на головную обрезь при прокатке или ковке стальных слитков), снижение себестоимости производства кузнечного слитка литейной стали, а также снижение радиационного излучения на рабочую площадку и улучшение экологической обстановки в разливочном пролете цеха. Поставленная задача достигается тем, что в предлагаемом способе после нанесения на затвердевшую головную поверхность слитка слоя слабоэкзотермической углеродсодержащей теплоизолирующей засыпки изложницу с прибыльной надставкой или теплоизоляционными вкладышами,закрывают несоприкасающейся с жидкой сталью теплоизолирующей крышкой до конца затвердевания слитка. Сущность изобретения заключается в максимальном использовании теплоизолирующих и экзотермических свойств слабоэкзотермической углеродсодержащей засыпки для утепления головной части слитка, что решает проблему повышения выхода годного, снижения себестоимости производства кузнечного слитка при снижении радиационного излучения от головной поверхности кристаллизующего слитка и улучшения экологической обстановки в разливочном пролете цеха. На фиг. 1, 2 приведена схема осуществления предлагаемого способа. После наполнения жидкой сталью 1 чугунной изложницы 2 с теплоизоляционными вкладышами 3(фиг. 1) и выдержки 10-90 с в зависимости от вида углеродсодержащей слабоэкзотермической засыпки(30-90 с. при использовании коксовой мелочи и 10-30 с при использовании отходов флотации угля) и образовании закристаллизовавшегося металла 4 на зеркало металла наносят слой теплоизоляционной засыпки 5 и изложницу 2 закрывают теплоизолирующей крышкой 6, которая может быть выполнена, например, из каолина с тонкой металлической оболочкой (фиг. 2). При нанесении углеродсодержащей засыпки,например отхода флотации угля, на уже затвердевшее зеркало металла и закрытия изложницы теплозащитной крышкой происходят следующие положительные процессы отходы флотации в процессе выдержки нагреваются до температуры, при которой начинается реакция горения активного углерода и водорода за счет кислорода атмосферы с выделением тепла и газообразных продуктов реакции,т.е. углекислого газа и водяных паров с получением твердого остатка в виде золы. Благодаря теплозащитной крышке и вследствие сокращения до минимума потерь тепла сокращается период нагрева засыпки до температуры воспламенения засыпки. Наличие в отходах частиц разного размера и 23428 присутствие инертного наполнителя в виде золы способствуют рассредоточению горения во времени. Причем процесс горения длится 40-80 мин. В тоже время, в процессе выделения летучих, содержащихся в отходах флотации и газообразных продуктов реакции углерода и водорода происходит разрыхление слоя засыпки с образованием в процессе выдержки пористого огарка, имеющий объем в 2-2,5 раза больше,чем первоначальный слой отходов флотации и обладающий хорошими теплоизолирующими свойствами. Наличие пористого огарка и теплозащитной крышки способствует увеличению скорости подвода тепла к головной части кристаллизующегося слитка и более продолжительное время металл в головной части слитка находится в жидком состоянии и существенно улучшается подпитка расплавом кристаллизующихся зон слитка и заполнения усадочных пустот, в результате чего сокращается глубина усадочной раковины в верхней части слитка. Причем это тепло подается именно в тот промежуток времени, когда затрудняется эффективная подпитка расплавом осевой зоны слитка. В результате улучшения теплового баланса головной прибыльной части слитка головная обрезь снижается до 10,0-11,6. Кроме того, наличие защитной крышки сокращает до минимума тепловое излучение от головной части слитка на рабочую площадку и выделение пыли в процессе выдержки слитка в изложнице. Из отлитых слитков готовили осевые продольные темплеты, по которым судили о глубине усадочных дефектов. Если теплозащитную крышку наложить не сразу после нанесения теплоизолирующей засыпки, то увеличивается промежуток время для прогрева засыпки до температуры воспламенения и потери тепла от головной части в атмосферу и подпитка расплавом кристаллизующихся зон слитка затрудняется. Наложение теплозащитной крышки сразу после нанесения теплоизоляционной засыпки позволяет наиболее эффективно подпитывать кристаллизующиеся зоны слитка. Таким образом отличительные особенности предложенного способа дают новый техникоэкономический эффект. В результате использования заявляемого способа с использованием слабоэкзотермического теплоизолирующего материала головная обрезь в Способ утепления Аналог А.с СССР 529892,В 22 7/10, 1974 Прототип А. с. СССР 1703243 кл. В 22 7/10 Предлагаемый способ сравнении с прототипом сокращается на 4,9-5,0(абс.) (с 15,7-16,5 у прототипа до 10,6-11,5 - у заявляемого способа) (таблица). Кроме того, при использовании заявляемого способа с использованием отходов флотации угля в качестве слабоэкзотермической теплоизолирующей засыпки не наблюдается загрязнения атмосферы вредными выбросами. Как показали результаты исследований запыленность на разливочном балконе составляет менее 4 мг/м 3 (1,5-2,5 мг/м 3), т.е. в экологическом отношении имеет значительно лучшие характеристики. Получение слитков с закрытой усадочной раковиной по предлагаемому способу утепления позволяет избежать выплесков металла при транспортировке и стрипперовании слитков, что позволяет сократить продолжительность выдержки составов после окончания разливки, а также окисление усадочной раковины в процессе нагрева слитка в нагревательной печи, как следствие, повысить выход годного. Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается тем, что снижение тепловых потерь с головной части слитка и улучшение подпитки расплава достигается наложением теплозащитной крышки на торец изложницы. Это отличие позволяет сделать вывод о соответствии заявленного технического решения критерию изобретения новизна. Таким образом, по сравнению с прототипом и другими техническими решениями заявленное техническое решение характеризуется новой совокупностью признаков во-первых, использованием теплозащитной крышки, во-вторых, теплозащитная крышка накладывается на торец изложницы сразу же после нанесения слабоэкзотермической засыпки, втретьих крышку выдерживают до полного затвердевания слитка, а это позволяет получить положительный эффект и соответствует критерию изобретательский уровень. Проведена серия опытных плавок с утеплением кузнечного слитка по аналогу, прототипу и по заявляемому способу результаты которых приведены в таблице. Таблица Технологические показатели металла на кузнечном переделе Тип утепВыдержка Тип усаГоловная Расходный Науглероляющей перед утепдочной обрезь,коэффициент,живанием засыпки лением, с раковины т/т металла Асбестит 0 открытая 18,2 1,301 не происходит коксик Коксовая мелочь Коксовая мелочь Отход флотации угля 23428 Примеры осуществления способа. Предлагаемый способ осуществляют при разливке стали 40 ХЛ. Плавки проводят в 5-тонной дуговой электорпечи фасонно-литейного цеха АО АрселорМиттал Темиртау по известной технологии. Раскисление металла производят в сталеразливочном ковше в процессе выпуска плавки. Металл продувают нейтральным газом и при необходимости производят корректировку содержания марганца и кремния, а также температуры металла до получения 1540-1550 С. Разливку стали производят сверху через стаканколлектор диаметром 40 мм в фасонную уширенную кверху изложницу (вес слитка 7,5 т). Согласно данному способу через 10-30 с после отливки слитков на затвердевшее зеркало металла наносят отход флотации угля слоем 20-40 мм и сразу же изложницу накрывают теплозащитной крышкой в качестве которой использовали горячекатаный лист толщиной 4-5 мм и выдерживали слиток до полного затвердевания (фиг. 1 и 2). После полной кристаллизации слитка крышку убирали и слиток перевозили в кузнечно-прессовый участок, нагревали до температуры 1100-1120 С и ковали на кузнечном прессе (вытягивали) и резали на поковки необходимой массы, предварительно вырезали усадочную рыхлость, которая шла в головную обрезь. Как показали эксперименты,головная обрезь находилась на уровне 10-12. Эффективность предлагаемого способа утепления головной части слитка оценивали по глубине залегания усадочной раковины, т.е. по длине годного поковки. Макроструктуру и химическую неоднородность металла изучают на поперечных темплетах, отобранных от осевой части слитка(поковки). Основные выявленные дефекты макроструктуры- осевая рыхлость и неметаллические включения не превышают 1 балл, а ликвация углерода практически отсутствует, т.е. ликвацию углерода можно рассматривать как естественную, без воздействия утепляющей засыпки. Результаты опытных плавок приведены в таблице. Данные опытных плавок показали, что использование предлагаемого способа позволяет не только предотвратить науглероживание металла, но и улучшить структуру головной части слитков и,как следствие, повысить выход годного на кузнечном переделе. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ утепления головной части слитка спокойной стали, включающий нанесение на затвердевшее зеркало металла углеродсодержащего материала отличающийся тем, что сразу после нанесения слоя теплоизолирующей засыпки изложницу накрывают теплозащитной крышкой до полной кристаллизации слитка.
МПК / Метки
МПК: B22D 27/06, B22D 7/00, B22D 7/10
Метки: спокойной, части, стали, утепления, способ, головной, слитка
Код ссылки
<a href="https://kz.patents.su/4-ip23428-sposob-utepleniya-golovnojj-chasti-slitka-spokojjnojj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ утепления головной части слитка спокойной стали</a>
Способ утепления головной части слитка спокойной стали
Номер инновационного патента: 21567
Опубликовано: 14.08.2009
Авторы: Ибраев Иршек Кажикаримович, Ибраева Оразбике Токтархановна, Исагулов Аристотель Зейнуллинович
МПК: B22D 27/06, B22D 7/10
Метки: способ, утепления, головной, стали, слитка, части, спокойной
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к способам утепления головной части слитка стали и может быть использовано при разливке спокойных марок стали в изложницы с теплоизоляционными вкладышами или прибыльными надставками.Способ утепления головной части слитка спокойной стали, включающий нанесение на затвердевшее зеркало металла углеродсодержащего материала отличающийся тем, что в качестве углеродсодержащего материала...
Экзотермический материал для утепления головной части слитка спокойной стали
Номер патента: 3625
Опубликовано: 10.06.1996
Авторы: Щерба Виктор Семенович, Кутергин Николай Германович, Цымбал Виктор Иванович, Богомяков Владимир Иванович, Нуржанов Мухаметжан Нуржанович, Вареник Валерий Иосифович, Ибраев Иршек Кажикаримович
МПК: B22D 7/10
Метки: экзотермический, части, стали, спокойной, головной, утепления, слитка, материал
Формула / Реферат:
Изобретение относится к черной металлургии, а именно к составам экзотермических смесей, используемых для утепления головной части слитков спокойной стали при разливке ее в изложницы. В качестве экзотермического материала для утепления головной части стального слитка применяют отсевы алюминиевой стружки. Изобретение обеспечивает улучшение экологической обстановки, упрощение и удешевление технологии утепления, снижение головной обрези и улучшение...
Теплоизолирующая смесь для утепления головной части стального слитка
Номер патента: 16935
Опубликовано: 15.07.2009
Автор: Садовский Валентин Георгиевич
МПК: B22D 7/10
Метки: части, теплоизолирующая, стального, утепления, головной, слитка, смесь
Формула / Реферат:
Изобретение относится к металлургической промышленности и может быть использовано для утепления головной части стальных слитков при разливке металла в изложницы. Цель изобретения - улучшение теплоизолирующих свойств смеси и уменьшение головной обрези металла. Технический результат достигается тем, что на поверхность зеркала жидкого металла стального слитка засыпается высокоогнеупорная теплоизолирующая смесь с коэффициентом теплопроводности 0,28...
Способ и устройство для повышения качества слитка стали
Номер предварительного патента: 15807
Опубликовано: 15.06.2005
Авторы: Максимов Евгений Викторович, Щерба Виктор Семенович, Сарафанов Иван Павлович, Огурцов Евгений Александрович, Фет Елена Павловна, Ахметов Абылкасым Балхиевич
Метки: стали, слитка, способ, повышения, устройство, качества
Формула / Реферат:
Изобретение относится к технологии производства стали, в частности, к процессу ее разливки иможет быть использовано в металлургической илитейной промышленности.Решаемая задача: уменьшение объема усадочнойраковины; снижение количества брызг металла настенках изложницы (дефекта «плена»);уменьшение стоимости рафинирующей смеси;равномерное распределение серы и фосфора по высоте слитка.Достигаемый технический результат: количествокапель металла на...
Способ изготовления слитков спокойной стали
Номер патента: 1487
Опубликовано: 15.12.1994
Авторы: Цымбал Виктор Павлович, Денисов Василий Андреевич, Мирко Владимир Александрович, Чабан Виктор Михайлович, Стецюк Виталий Михайлович, Бурдонов Борис Александрович, Вареник Валерий Иосифович
МПК: B22D 7/00
Метки: стали, слитков, способ, спокойной, изготовления
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к способам изготовления слитков спокойной стали и может быть использовано в сталеплавильных цехах. Цель изобретения - снижение себестоимости стали путем использования изложниц без прибыльных надставок и теплоизоляционных плит. Способ изготовления слитков спокойной стали включает заливку расплава в уширенные книзу изложницы, подачу после окончания заливки на зеркало расплава слоя...
Предыдущий патент: Защитное заграждение «аллигатор»
Следующий патент: Установка электрохимичекой обработки “Орал 12000-08″
Случайный патент: Размольная мельница