Турбина и способ ее изготовления
Формула / Реферат
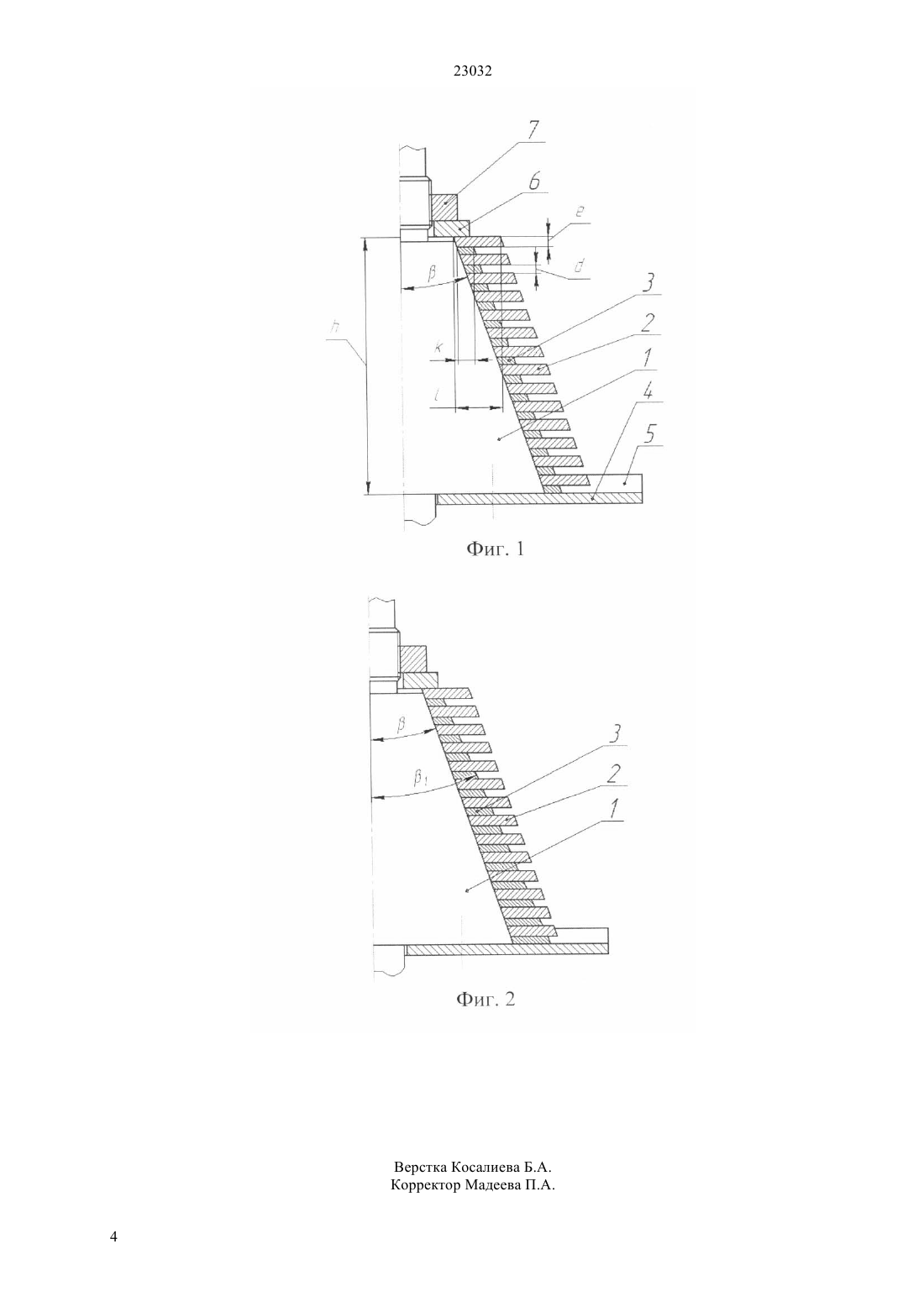
Изобретение относится к турбостроению, преимущественно к турбинам и может применяться в паровых, газовых и гидравлических турбомашинах для привода электрогенераторов, компрессоров, насосов. Сущность изобретения заключается в том, что конусная турбина 1 со спиралеобразными (конусно-винтовыми) лезвиями 2, переходящими на концах в лопасти 5, снабжена размещенными между спиралеобразными лезвиями конусно-винтовыми вставками 3 и средством для крепления их на конусной турбине 1, при этом средство для крепления имеет две планшайбы 4, 6 и стягивающее устройство 7, а внутренняя и наружная грань конусно-винтовых вставок выполнены под разными углами конусности. Способ изготовления турбины, осуществляемый закреплением спиралеобразных лезвий 2 на конусной турбине 1, заключается в изготовлении из листового материала спиралеобразных лезвий 2 и вставок 3, плоские заготовки которых вытягиваются в соответствующие пространственные спирали и попарно в необходимом количестве устанавливаются на конусной турбине 1 и фиксируются на ней средством для крепления. При этом операции вырубки и вытягивания в пространственную спираль лезвий 2 и вставок 3 совмещены.
Текст
(51) 03 1/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ спиралеобразными лезвиями конусно-винтовыми вставками 3 и средством для крепления их на конусной турбине 1, при этом средство для крепления имеет две планшайбы 4, 6 и стягивающее устройство 7, а внутренняя и наружная грань конусно-винтовых вставок выполнены под разными углами конусности. Способ изготовления турбины,осуществляемый закреплением спиралеобразных лезвий 2 на конусной турбине 1, заключается в изготовлении из листового материала спиралеобразных лезвий 2 и вставок 3, плоские заготовки которых вытягиваются в соответствующие пространственные спирали и попарно в необходимом количестве устанавливаются на конусной турбине 1 и фиксируются на ней средством для крепления. При этом операции вырубки и вытягивания в пространственную спираль лезвий 2 и вставок 3 совмещены.(76) Кулжабаев Бауржан Джамалбекович Лысенко Виктор Степанович(56) Фоминский Л.П. Сверхединичные теплогенераторы против Римского клуба. Черкасы,ОКО-ПЛЮС, 2003, с.293 Башуев М.Н. Технология производства турбин. Машиностроение, Ленинград,1966, с.418(57) Изобретение относится к турбостроению,преимущественно к турбинам и может применяться в паровых, газовых и гидравлических турбомашинах для привода электрогенераторов, компрессоров,насосов. Сущность изобретения заключается в том,что конусная турбина 1 со спиралеобразными(конусно-винтовыми) лезвиями 2, переходящими на концах в лопасти 5, снабжена размещенными между 23032 Изобретение относится к турбостроению,преимущественно к турбинам и может применяться в паровых, газовых и гидравлических турбомашинах для привода электрогенераторов, компрессоров,насосов. Известны радиальные и радиально-осевые турбины(Ковалев Н.Н.,Гидротурбины. Конструкции и вопросы проектирования. Гидротурбины. Л., Машиностроение, 1971.- с. 584) имеющие сложной конфигурации лопасти. Недостатком этих турбин является сложная технология их изготовления. Известна также турбина (Патент США 3697 190), которая имеет коническую форму с конусновинтовыми канавками, которые проточены на конусной поверхности турбины. Недостатком этого аналога является сложная технология изготовления конусно-винтовых канавок. Наиболее близким аналогом, то есть прототипом предлагаемого технического решения является двигатель Ричарда Клемма (Л.П. Фоминский Сверхединичные теплогенераторы против Римского клуба. Черкассы, ОКО-ПЛЮС, 2003, с. 293),внутри корпуса, которого находится турбина в виде конуса. Вал, на котором укреплен конус, пустой внутри и переходит в спиральные полые каналы внутри корпуса. Они обвивают конус и заканчиваются у его основания соплами(форсунками). Недостатком прототипа является сложная технология изготовления конусно-винтовых каналов. Известны способы получения конусно-винтовых канавок (Обработка металлов резанием Справочник технолога / А.А. Панов, В.В.Анкин и др. -М.,Машиностроение,1988. с.736),которые заключаются в механической обработке конусновинтовых канавок на токарных, фрезерных или специальных с числовым программным обеспечением станках с использованием известных приспособлений. Недостатком этих способов является низкая производительность и высокая себестоимость технологии. Известен также способ получения шнеков (А.с. СССР 265850) путем изготовления винтообразной спиральной заготовки и растяжения ее на валу, при этом спиральную заготовку изготавливают с наружным диаметром, переменным в соответствии с изменением шага шнека, а растягивание осуществляют до образования равномерного по длине диаметра шнека. Недостатком этого способа является то, что его невозможно применить для конусного шнека(лезвия). Наиболее близким аналогом, то есть прототипом является способ производства рабочих колес турбин(Бушуев М.Н. Технология производства турбин. Машиностроение, Ленинград, 1966 г. с. 418),заключающийся в изготовлении рабочих лопаток турбин, сборки их на турбине и закреплении при помощи сварки. 2 Недостатком этого способа является высокая трудоемкость процесса изготовления турбины. Задачей изобретения обеспечение технологичности изготовления турбины. Поставленная цель достигается тем, что конусная турбина со спиралеобразными (конусновинтовыми) лезвиями, переходящими на концах в лопасти,снабжена размещенными между спиралеобразными лезвиями конусно-винтовыми вставками и средством для крепления их на конусной турбине, при этом средство для крепления имеет две планшайбы и стягивающее устройство, а внутренняя и наружная грань конусно-винтовых вставок выполнены под разным углом конусности. Способ изготовления турбины, осуществляемый закреплением спиралеобразных лезвий на конусной турбине, заключается в изготовлении из листового материала спиралеобразных лезвий и вставок,которые вытягиваются в соответствующие пространственные спирали и попарно в необходимом количестве устанавливаются на конусной турбине и закрепляются средством для крепления. При этом операции вырубки и вытягивания в пространственную спираль лезвий и вставок совмещены. Предлагаемое техническое решение позволяет сократить объем механических операций обработки конусно-винтовых поверхностей турбины на металлорежущих станках за счет изготовления лезвий и вставок из листового материала методом штамповки. На фиг. 1 представлен разрез сборочного чертежа турбины на фиг. 2 -разрез сборочного чертежа турбины с конусно-винтовыми вставками,выполненными под разным углом конусности. Турбина (фиг. 1) с конусной частью 1 снабжена конусно-винтовыми лезвиями 2 и вставками 3,количество которых определяется целым числом(число заходов винтовых канавок). Эти лезвия 2 и вставки 3 попарно в необходимом количестве собираются на конусной части 1 турбины и стягиваются при помощи, жестко закрепленной на нижнем основании конусной части турбины 1,нижней планшайбы 4 изготовленной совместно с лопастями 5 и верхней планшайбы 6 при помощи гайки 7 или иного крепежного средства. Планшайбы 4 и 6 имеют специальные проточки для фиксации выходящих концов конусно-винтовых вставок 3 (на фиг. 1 не показаны). Из фиг. 1 легко определяется соотношение между геометрическими размерами лезвий 2(толщина е, ширина ) и вставки 3 (толщина ,ширина ), числом их пар , числом витков конусной спиралии высотой сборки (конусной части турбины) . Это соотношение будут иметь вид. Из этого выражения, задавая необходимые параметры, можно определить остальные. При этом следует учитывать то, что ширина винтовой канавки соответствует толщине вкладыша , а высота или глубина канавки равна с(-). Конусно-винтовые вставки 3 могут быть изготовлены таким образом, что их внутренняя и 23032 наружная грани имеют разные углы конусностии 1 соответственно (фиг. 2). Это позволяет обеспечить постепенное уменьшение площади канавки, что приведет к ускорению потока жидкости. Турбина работает следующим образом. Турбина устанавливается в корпус (не показан),в котором под давлением завихренный поток жидкости попадает в конусно-винтовые канавки между лезвиями 2 и вставками 3. В этих канавках поток ускоряется и на выходе, воздействуя на лопасти 5, раскручивает турбину. Способ изготовления турбины заключается в следующем. Для каждого типоразмера (мощности) турбины изготавливаются штампы для вырубки конусновинтовых лезвий 2 и конусно-винтовых вставок 3 в соответствии с известными математическими зависимостями для конусно-винтовых линий из листового материала. Далее плоские спирали растягиваются в конусновинтовые формы по шаблонам, соответствующим реальным параметрам конусно-винтовых линий. После этого лопасти 2 и вставки 3 собираются попарно в необходимом количестве на конусной части 1 турбины и стягиваются при помощи планшайб 4, 6 и крепежных средств, в частности при помощи гайки 7. Описанная технология позволяет значительно сократить механические операции на металлорежущих станках и тем самым повысить ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Турбина со спиралеобразными лезвиями,переходящими на концах в лопасти, отличающаяся тем,что снабжена размещенными между спиралеобразными лезвиями конусно-винтовыми вставками и средством для крепления их на конусной турбине. 2. Турбина по п.1, отличающаяся тем, что средство для крепления имеет две планшайбы и стягивающее устройство. 3. Турбина по п.1, отличающаяся тем, что внутренняя и наружная грани конусно-винтовых вставок выполнены под разным углом конусности. 4. Способ изготовления турбины,осуществляемый закреплением спиралеобразных лезвий на конусной турбине, отличающийся тем,что изготовление спиралеобразных лезвий и вставок осуществляется штамповкой из листового материала, а полученные плоские заготовки лезвий и вставок вытягиваются в соответствующие пространственные спирали и попарно в необходимом количестве устанавливаются на конусной турбине и фиксируются на ней средством для крепления. 5. Способ изготовления турбины по п.4,отличающийся тем, что операции вырубки и вытягивания в пространственную спираль лезвий и вставок совмещены.
МПК / Метки
МПК: F03B 1/00
Метки: турбина, способ, изготовления
Код ссылки
<a href="https://kz.patents.su/4-ip23032-turbina-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Казахстана">Турбина и способ ее изготовления</a>
Турбина
Номер предварительного патента: 1731
Опубликовано: 15.03.1995
Автор: Калбаев Арман Жиксимбаевич
МПК: F01D 1/02
Метки: турбина
Формула / Реферат:
Изобретение относится к турбостроению, преимущественно к газотурбинным двигателям. В турбине кинетическая энергия рабочего тела превращается в механическую энергию ротора. Турбина состоит из неподвижного корпуса и вращающегося ротора, имеющего форму трубы, в котором закреплены рабочие лопатки. Рабочее тело проходит внутри ротора и, воздействуя на лопатки, приводит ротор во вращение. Предлагаемая конструкция турбины позволяет повысить надёжность...
Паровая турбина
Номер инновационного патента: 21230
Опубликовано: 15.05.2009
Авторы: Абдрахманов Евгений Валерьевич, Мунсызбай Толеухан Мусалимович, Абдрашев Олжас Бекетович, Лухтин Сергей Александрович, Бупешов Гамзат Таскалиевич
МПК: F02C 1/02
Формула / Реферат:
Изобретение относится к паровым турбинам и может быть использовано в электрических станциях.Более полное использования кинетической энергии пара осуществляется за счет того, что пар при выходе из сопл попадает на внешние рабочие лопатки турбины и заставляет ее вращаться при этом пар отражается от рабочих лопаток и попадает на неподвижную часть выполняющую роль отражателя, после отражателя попадает на рабочие лопатки расположенные по периметру...
Турбина
Номер предварительного патента: 4323
Опубликовано: 14.03.1997
Авторы: Акулов Федор Геннадьевич, Акулов Геннадий Варфоломеевич, Акулов Владимир Геннадьевич
МПК: F03D 3/06
Метки: турбина
Формула / Реферат:
Изобретение относится к турбинам, работающим от потока воздуха или потока воды, и может быть использовано как ветровые турбины на ветровых электростанциях, а также на электростанциях, работающих от потоков воды, и может использоваться на транспорте для получения дополнительной энергии.Технический результат, получаемый при использовании изобретения, - увеличение мощности турбин.Это достигается тем, что турбина, содержащая, по меньшей мере, один...
Турбина
Номер предварительного патента: 19315
Опубликовано: 15.04.2008
Автор: Большанин Иннокентий Михайлович
МПК: F01D 5/00
Метки: турбина
Формула / Реферат:
Изобретение относится к турбинным силовым установкам, в частности к газотурбинным двигателям.Технический результат изобретения - повышение механического КПД турбины, за счет более полного использования кинетической энергии газа, путем увеличения продолжительности активного динамического давления каждой отдельно рассматриваемой «порции» газа на вогнутую поверхность лопатки турбины.Это достигается тем, что в турбине, включающей неподвижный...
Вихревая гидротурбина
Номер инновационного патента: 21232
Опубликовано: 15.05.2009
Автор: Кулжабаев Бауржан Джамалбекович
МПК: F03B 7/00
Метки: гидротурбина, вихревая
Формула / Реферат:
Изобретение относится к энергетике и может быть использовано для привода электрогенераторов, теплогенераторов, насосов, мельниц и других агрегатов. Сущность изобретения: вихревая гидротурбина состоящая из корпуса 1, подводящего 5 и отводного 6 водоводов, конической осевой турбины 2 с по крайней мере двумя спиралеобразными лезвиями 9 в виде штопора переходящими в лопасти 10 снабжена вихревой трубой 7, которая выполнена конической или иной...
Предыдущий патент: Нейтрализатор отработавших газов
Следующий патент: Ветроагрегат
Случайный патент: Способ предоставления услуги потоковой передачи видеоданных