Способ электродуговой наплавки коленчатых валов
Номер патента: 864
Опубликовано: 15.06.1994
Авторы: Стручков Владимир Васильевич, Егоров Виктор Петрович, Иминов Михаил Умарович
Формула / Реферат
Способ электродуговой наплавки коленчатых валов преимущественно из углеродистых, и среднелегированных сталей, при котором вначале наплавляют галтели шеек, а затем производят наплавку цилиндрической части шеек, отличающийся тем, что, с целью повышения усталостной прочности наплавленных коленчатых валов путем устранения дефектов и улучшения структуры наплавленного металла, вначале от центра вала к его краям без предварительного подогрева наплавляют шатунные шейки с наплавкой галтелей не менее чем в два слоя, после чего вал подвергают правке, а затем наплавляют коренные шейки, также с наплавкой галтелей не менее чем в два слоя.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ М(72) М.И.Иминов В П Его ПОСОБ ЭЛЕКТРОДУГОВОЙ РВ 7 В-В.СТРУЧКОВ КОЛЕНЧАТЫХ НАПЛАВКИ ВАЛОВ81 бНТЪ ИСПОЛЪЗОЕЭНО при ЕООСТЗНОНЛЭНИД наплавкой ИЗНОШВНННХпутем предотвращения образования трИ ХИМИЧЕСКОГО состава ГЗЛТЭЛЪННХ ШВОВ. ЧТО вначале О 1 ЦЭНТ например шеек коленчатых валов. изобретения является повышение уста валов. восстановленных наплавкой, ешин, улучшения микрострук ТУРЫ Поставленная ЦЕЛЬ ДОСТИГЭВТОЯ тем, нм без предварительного подогревКН О НЭПЛВВКОЙ ГЗЛТВЛЗЙ пе менее ЧЭМ В а затем ЕЗПЛЕВЛЯЮТ КО ра вала к его кра а наплав ляют шатуннне шей слоя, после чего вал поРВНННВ шейки также С 138113138пвергают правке,кой галтелей не менее чем в. дваслоя. Такое сочетание операций наплавки оплавленного металла без трещин и более что уменьшает коробление вала. о не толькобеспечивает потче НЛВ на РЗЕНОМЭРННЙ ПО догрвв вала по всей его длине,предлегаешнспособ отличается от известногванием операций наплаекп, но и тем,е и ответственные швн выполняменее чем в два слоя без аликов на Цилиндри более рациональным череде что первые наиболее нагружении ются непосредственно в галтели п неНЭЛОЖВВИЯ ПРЭЦВЭРИТВЗХЪННХ ЦОДОГРЭВЗЮЩИХ ВБОПЕЗЗШЗЗЦШ ЦРВОГО НЗШШВЛЭННОГО валика О ЦВЛЪЮ УЛУЧШЕНИЯего микроструктуры и химического состава, так как после окончательной обработки от его физико механических свойств воМНОГОМ будет ЗЭВИСВТЬ НЭДЭЖНООТЬ вала В ЭКСПЛУЗТЗЦИИ 3 вовтсрыхУВ 8 ЛИЧИВ 88 ТСЯ КОЛЕЧЭОТВО теплавносимого В ГЭЛТ 6 ЛЬ ЧТО В П 0 С.их, увеличивается катет углового / галтельного / шва, чтоповышает его прочностные характеристики и стойкость против об.разованин трещин от значителънн растягивающих напряжений, действующих в районе галтель- щека, как в процессе наплавкиТаК И ПОСЛЕ ДО ПРОВЕДЕНИЯ ООЩВРО высокотемпературногоотпускавала. П. Указанные преимущества позволяет повысить усталостную прочность коленчатнш валов, восстановленных наплавкой. Пример. Ч Перед наплавкой наличие трещин на шайках коленчатых валов двигателей КамАЗ 740, ЯЗ 2 З 6/2 З 8/ определяли магнитным спо-А сосем на дефектоскопа УМДЭ-2500 М. Затем производилась наплав на всех галтелей шатунных шеек не менее чем в два слон без1 предварительного и сопутствующего подогрева. Наплавка осу ществлялась от центральных шеек к крайним для более равномерногопрогрева вала, После заплавки галтелей производили выплавку цилиндрической части шатунных шеек с последующей правкой нагретого от наплавкн вала, чВ дальнейшем осуществляласв наплавка всех галтелей норенннх шеек также не менее чем в два слоя, а затем наплавлялицилиндрические поверхности коренных шеек.После наплавки в течение не более чем через час производили высокотемпературный отпуск вала.Вновой технологии восстановления коленчатых валов дизельных двигателей после предварительного шлифования коренных и шатунны шеек введена операция по контролю качества наплавки Цветным методом / метолом красок /.Выборочно из партии коленчатых валов были вырезаны ме ханическим путем несколько коренных и шатунных шеек для про ведения металлографических исследований с целью выявления микро трещин, измерения микроповерхности и изучения микроструктуры наплавленното и основного металшн в околошовной зоне и зоне термического влияния. Ь 7Ни цветннм способом. ни при изучении микроструктуры обнаружить трещин не удалось.Использование разрабатываемого способа наплавки из ношеннх шеек коленчатых валов дизельных двигателей даст сделавшие преимущества.во 3 можность полунать наплавленный металл без тре шин. повысить усталостную прочность восстановленных валов, а следоеателънообеспечить его хорошую надежность и долговеч.Ц ность в эксплуатации .- наплавку можно будет проводить без предваритель НОГО И ООПУТОТВУЩЭГО ПОДОГРВВЗ вала.1. Способ электродуговой наплавки коленчатых валов преи мущественно из углеродистнх.и среднелегированнн сталей, д.при которои вначале наплавляют галтели шеек, а затем производятнаплавку цилиндрической части шеек, отличающийся тем, что, с целью повышения усталостной прочности наплавленных коленчатых валов путем устранения лефектов.и улучшения структуры наплавленного неталла,вначале от центра валадк его краям без предварительного подогрева наплавлнют шатунные шейки с наплавкой галителей не менее чем в два слоя, после чего вал подвергаютпразк, а затем наплавлнют коренные шейки, также с наплавкой галтецей не менее чем в два слоя дВерстка МП КРИЦ, исполнитель Т.В.МедВедеВд Ответственный за выпуск Э.З. ФаИЗОВа
МПК / Метки
МПК: B23K 9/04
Метки: способ, валов, коленчатых, наплавки, электродуговой
Код ссылки
<a href="https://kz.patents.su/4-864-sposob-elektrodugovojj-naplavki-kolenchatyh-valov.html" rel="bookmark" title="База патентов Казахстана">Способ электродуговой наплавки коленчатых валов</a>
Способ восстановления шеек валов
Номер патента: 256
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: способ, шеек, валов, восстановления
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности к способам фиксации на шейках валов различного назначения ремонтных оболочек, состоящих из двух и более частей. Целью изобретения является повышение качества восстановленных шеек за счет исключения возникновения трещин и разрушения ремонтных оболочек вследствие напряжений, создающихся из-за усадки сварочных швов. Восстановление изношенных шеек производят путем обработки их под ремонтные...
Способ восстановленя изношенных шеек валов
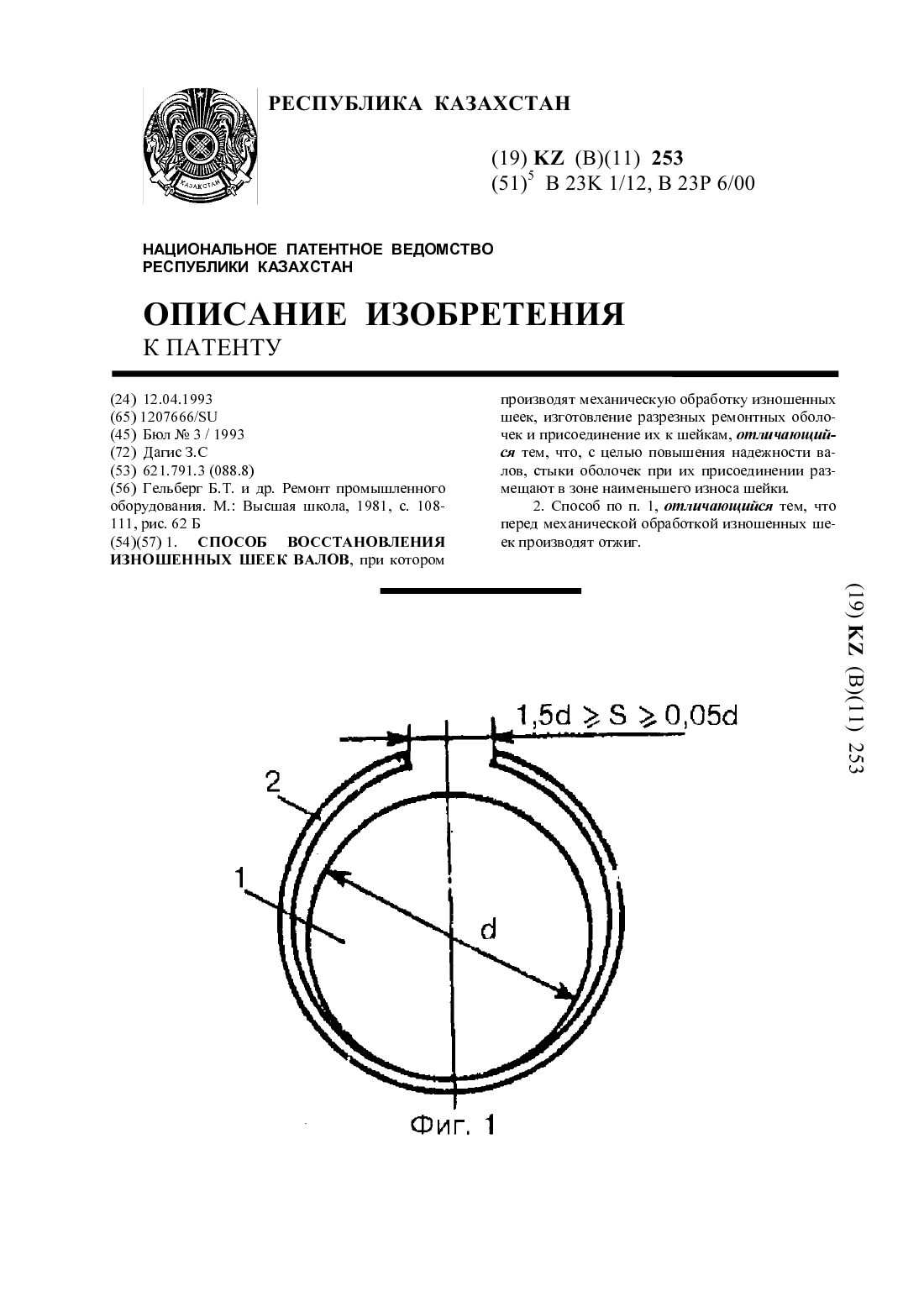
Номер патента: 253
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
Метки: валов, шеек, восстановленя, изношенных, способ
Формула / Реферат:
СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ, при котором производят механическую обработку изношенных шеек, изготовление разрезных ремонтных оболочек и присоединение их к шейкам, отличающийся тем, что, с целью повышения надежности валов, стыки оболочек при их присоединении размещают в зоне наименьшего износа шейки. 2. Способ по п. 1, отличающийся тем, что перед механической обработкой изношенных шеек производят отжиг.
Способ Дагиса восстановления шеек валов
Номер патента: 258
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Дагис Валерий Зигфридович
МПК: B23P 6/00
Метки: дагиса, способ, шеек, валов, восстановления
Формула / Реферат:
Изобретение относится к восстановлению шеек валов установкой ремонтных деталей, выполненных в виде ремонтных секторов. Цель изобретения - сокращение трудоемкости технологического процесса ремонта. Способ включает обработку изношенных шеек, установку на шейках ремонтных секторов, ориентацию секторов на шейках, поджатие их к шейкам, сборку стыков и приварку их к шейкам, обработку выходов масляных каналов в ремонтных секторах на заданную величину,...
Способ восстановления деталей
Номер патента: 457
Опубликовано: 15.03.1994
Автор: Дагис Зигфрид Станиславович
МПК: B23K 9/04
Метки: способ, восстановления, деталей
Формула / Реферат:
Способ восстановления деталей, включающий обработку изношенных поверхностей и последующее нанесение покрытия, отличающийся тем, что, с целью повышения ресурса работы направляемых деталей, обработку изношенных поверхностей производят с учетом толщины некачественного слоя покрытия, которую определяют заранее,а снимаемый слой материала отсчитывают от номинального размера поверхности в тело детали.
Устройство для приготовления и раздачи жидкого корма
Номер патента: 401
Опубликовано: 15.03.1994
Авторы: Сабденов Калдыбек Сабденович, Бекболатов Сайлыбай Бекболатович, Янишевский Леонид Владимирович
МПК: A23N 17/00
Метки: устройство, раздачи, приготовления, жидкого, корма
Формула / Реферат:
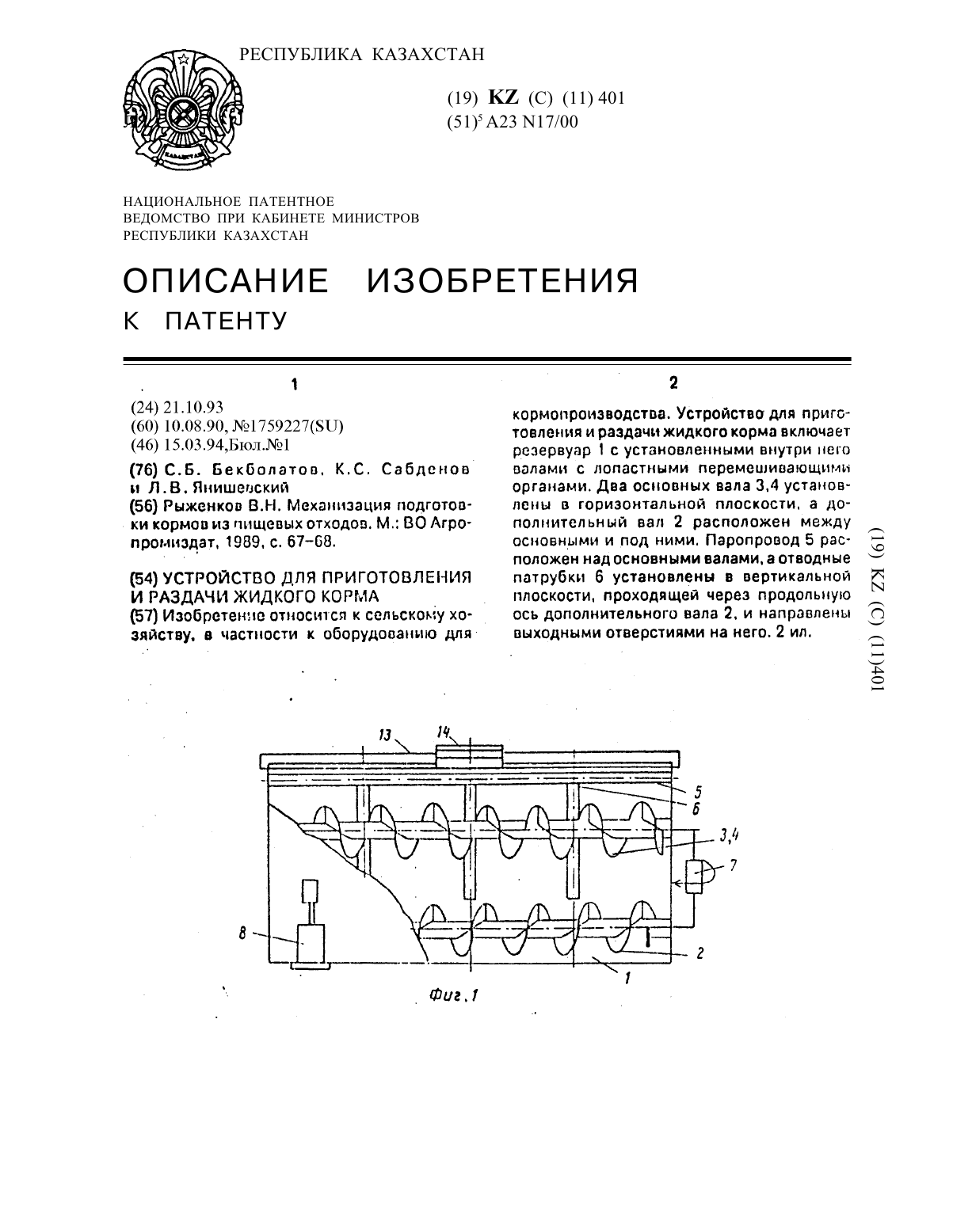
Изобретение относится к сельскому хозяйству. а частности к оборудованию для кормопроизводства. Устройство для приготовления и раздачи жидкого корма включает резервуар 1 с установленными внутри него валами с лопастными перемешивающими органами. Два основных вала 3.4 установлены в горизонтальной плоскости, а дополнительный вал 2 расположен между основными и под ними. Паропровод 5 расположен над основными валами, а отводные патрубки 6 установлены в...
Предыдущий патент: Многоручьевой кристаллизатор для горизонтального непрерывного литья
Следующий патент: Способ восстановления гнезд коренных подшипников блоков цилиндров двигателей
Случайный патент: Смазка для форм в производстве железобетонных изделий