Способ изготовления проводов с отметкой мест дефектов
Формула / Реферат
Изобретение относится к электротехнике, в частности к кабельной технике, а именно к способам отметки мест дефектов кабельных изделий. Цель изобретения - повышение производительности процесса-путем исключения остановок оборудования за счет сохранения целостности изделия в процессе его изготовления. На жилу наносят изоляцию, контролируют качество провода и при появлении дефекта деформируют участок провода с дефектом периодическим изгибанием провода в двух противоположных направлениях от оси провода.
Текст
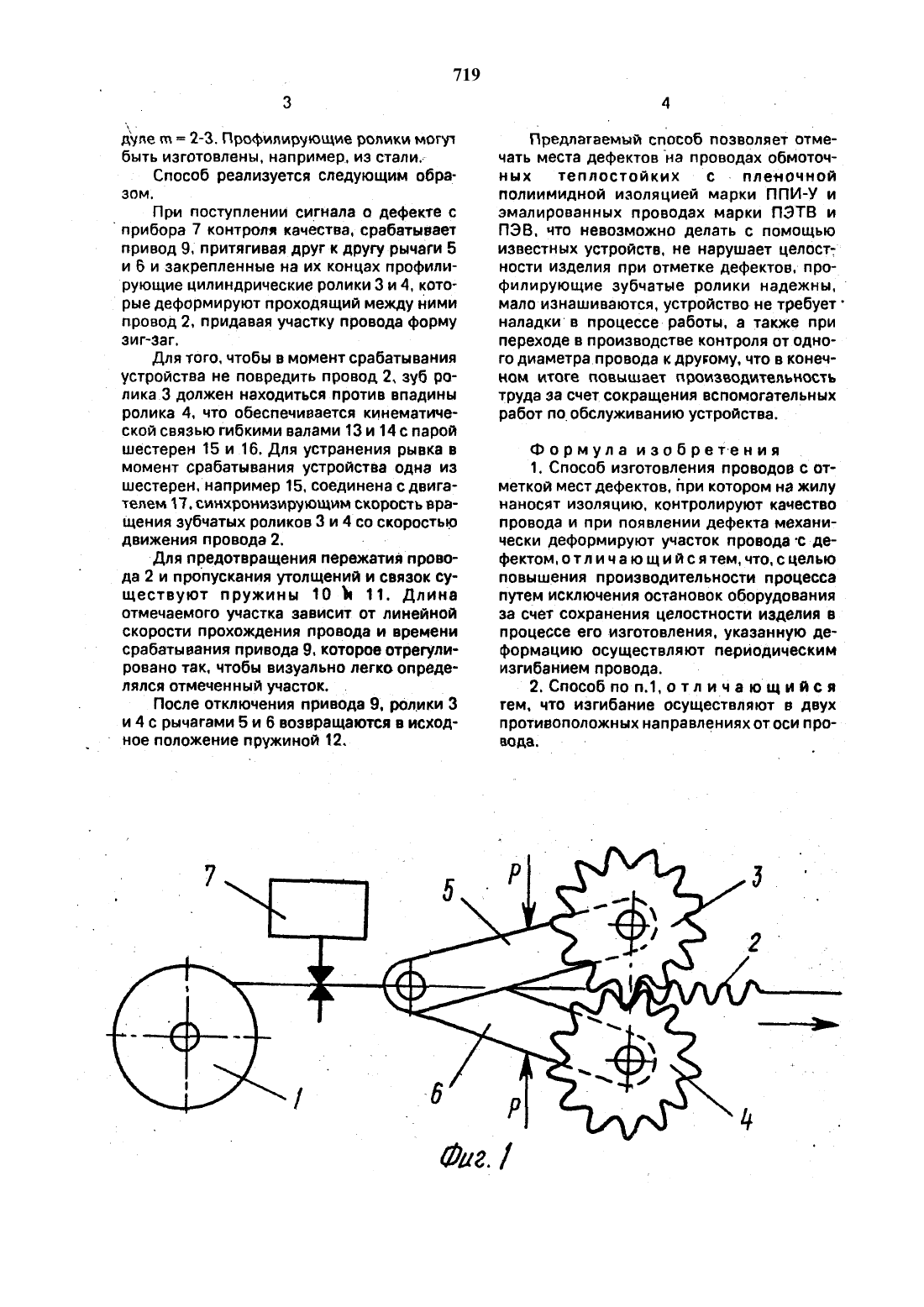
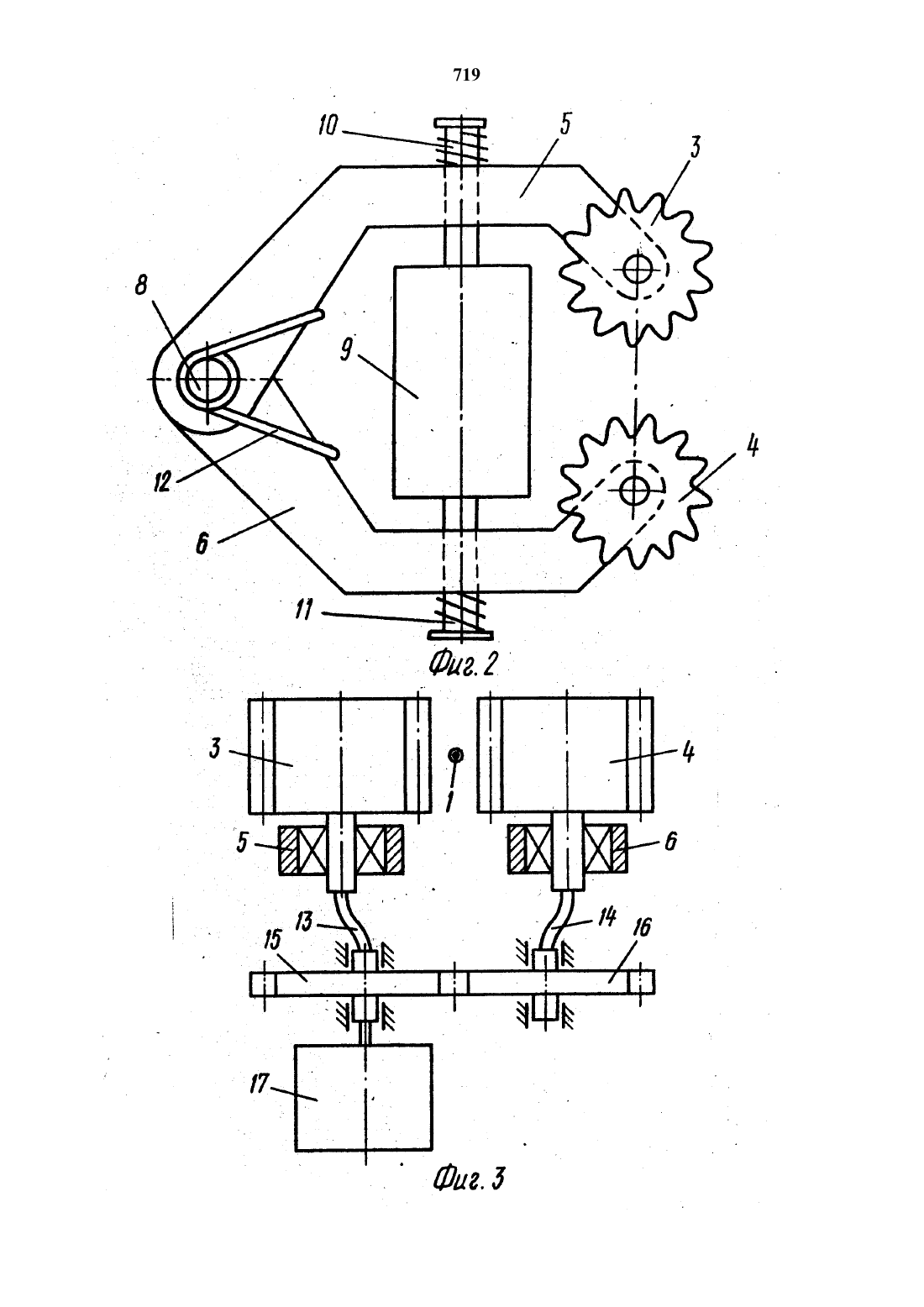
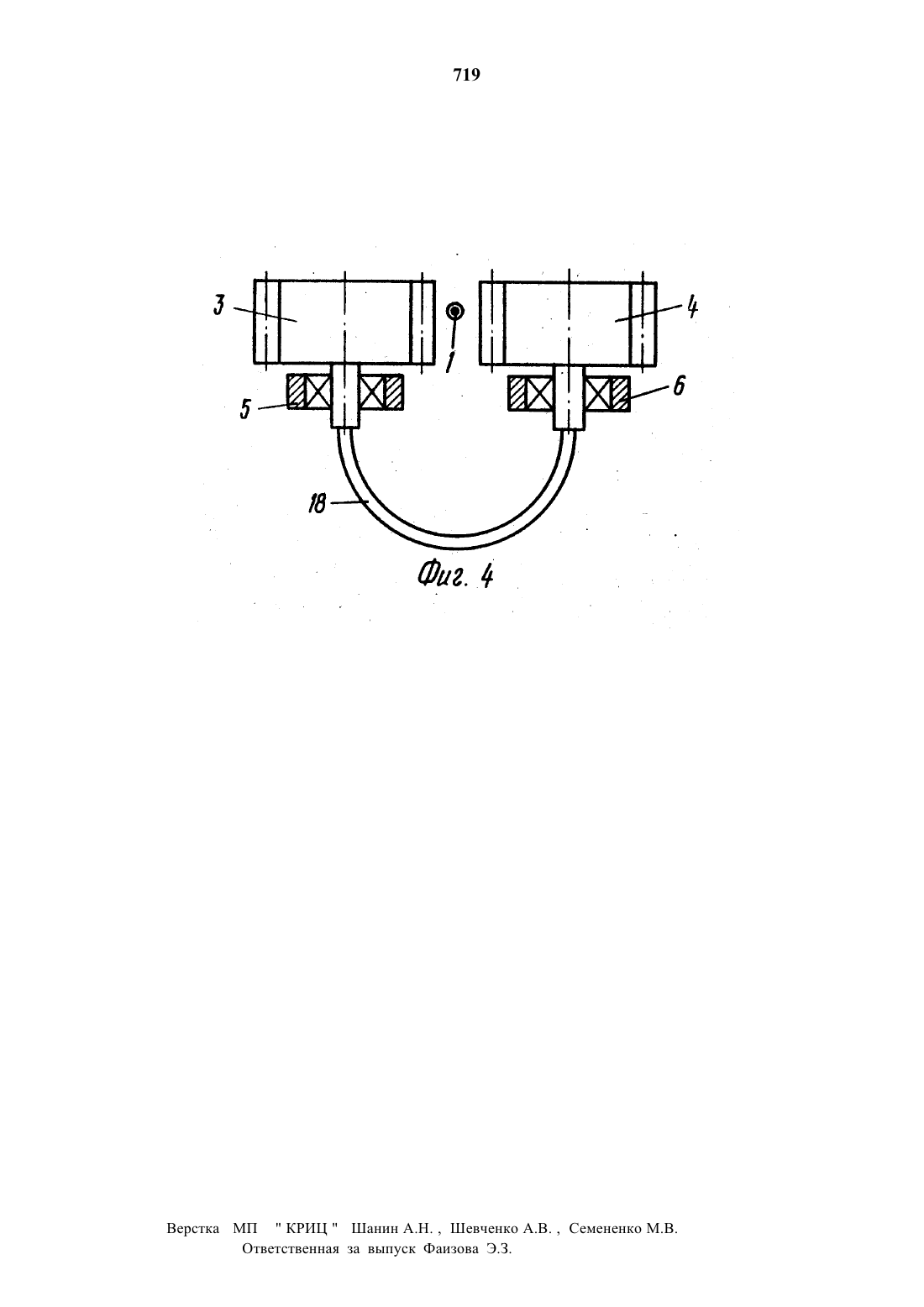
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАНИзобретение относится к электротехникецв частности к кабельной техникед именно к способам отметки мест дефектов кабельных изделий. АЦель изобретения повышение произ водительности процесса путем исключенияостановок оборудования за счет сохранения целостности изделия в процессе его изготовления. - На фиг. 1 показано устройство для рва С лизации указанного способа на фиг. 2инструмент для отметки мест дефектов на фиг. 3 инструмент для отметки мест дефектов сприводом. вид сверху на фиг. 4 узел синхронизации инструмента для отметки мест дефектов. . . Устройство для реализации способа содержит катушку 1 для отдачи изолированного про вода 2, крепленные с возможностью вращения на рычагах 5 и 6. соответственно прибор 7 контроля качества провода. Рычаги 5 и 6 соединены между собой подвижно шарниром 8 и сприводом 9. например электромагнитом.профилирующие цилиндрические зубчатые ролики 3 и 4, задно к способам отметки мест дефектов кабельных изделии. Цель изобретения повышение производительности процессапутем исключения остановок оборудования за счет сохранения целостности изделия в процессе его изготовления. На жилу наносят изоляцию. контролируют качество провода и при поя влении дефекта деформируют участок провода с дефектом периодическим из гибанием провода в двух противоположных направлениях от оси провода. 1-з.п. ф-лы. 4 ил. кчерез подпружиненные штоки 10 и 11 соот- ч5 и 6 возвращаются пружиной 12. у профилирующие ролики 3 и 4 для гаран тированного попадания зуба одного ролика во впадину второго ролика в момент срабатывания устройства для отметки дефектов связаны между собой. например посредством гибких валов 1.3 и 14 и шестернями 15 и 16.причем количество зубьев у профилирующих зубчатых роликов 3 и 4 и шестерен 15 и 16 попарно равны. Одна из шестерен. например шестерня 15. соединена с двигателем 17, который позволяет синхронизировать скорость вращения про филирующих зубчатых роликов 3 и 4 со ско ростью движения изолированного провода 2.При работе с кабельными изделиями большого диаметра (3 мм и больше). зубчатые колеса 3 и 4 могут быть соединены непосредственно друг с другом гибким валом 18 (фигА). Диаметр профилирующих роликов составляет 30-50 диаметров провода при мо 61401) (э) 21 (61)Способ реализуется следующим образомПри поступлении сигнала о дефекте спривод 9. притягивая друг к другу рычаги 5 и 6 и закрепленные на их концах профилирующие цилиндрические ролики 3 и 4. кото рые деформируют проходящий между нимипровод 2. придавая участку провода форму зиг-заг.Для того. чтобы в момент срабатывания устройства не повредить провод 2. зуб ролика З должен находиться против впадины ролика 4, что обеспечивается кинематической связью гибкими валами 13 и 14 с парой шестерен 15 и 16. Для устранения рывка в момент срабатывания устройства одна из шестеренунапример 15. соединена с двигателем 17, синхронизирующим скорость вращения зубчатых роликов З и 4 со скоростью движения провода 2. тдля предотвращения пережатия провода 2 и пропускания утолщений и связок существуют пружины 10 й 11. Длина отмечаемого участка зависит от линейной скорости прохождения провода и времени срабатывания привода 9. которое отрегулировано так. чтобы визуально легко определялся отмеченный участок.После отключения привода 9. ролики 3 и 4 с рычагами 5 и Б возвращаются в исходное положение пружиной 12.Предлагаемый способ позволяет отмечать места дефектов на проводах обмоточных теплостойких с пленочной полиимидной изоляцией марки ППИ-У и эмалированных проводах марки ПЭТВ и ПЭВ. что невозможно делать с помощьюизвестных устройств. не нарушает целост ности изделия при отметке дефектов.- про филирующие зубчатые ролики надежны. мало изнашиваются, устройство не требуетналадки в процессе работы. а также при переходе в производстве контроля от одного диаметрапровода к другому, что в конечном итоге повышает производительность труда за счет сокращения вспомогательных работ по, обслуживанию устройства.1. Способ изготовления проводов с отметкой мест дефектов, при котором на жилу наносят изоляцию. контролируют качество провода и при появлении дефекта механически деформируют участок провода с деФектомютличающийсятемжтоюцелью повышения производительности процесса путем исключения остановок оборудования за счет сохранения целостности изделия в процессе его изготовления. указанную деформацию осуществляют периодическим изгибанием провода.2. Способпо п.1.отл инающийся тем. что изгибание осуществляют в двух противоположных направлениях от оси провода.Верстка МП КРИЦ Шанин А.Н. , Шевченко А.В. , Семененко М.В. Ответственная за выпуск Фаизова Э.З.
МПК / Метки
МПК: H01B 7/36
Метки: изготовления, способ, отметкой, дефектов, мест, проводов
Код ссылки
<a href="https://kz.patents.su/4-719-sposob-izgotovleniya-provodov-s-otmetkojj-mest-defektov.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления проводов с отметкой мест дефектов</a>
Электрод для испытания изоляции проводов
Номер патента: 702
Опубликовано: 15.03.1994
Авторы: Трубин Олег Юрьевич, Стеблевская Людмила Алексеевна
МПК: G01R 31/08
Метки: испытания, электрод, проводов, изоляции
Формула / Реферат:
Изобретение относится к испытаниям электрической прочности изоляции движущихся в процессе производства ленточных проводов и может быть использовано для обнаружения дефектов изоляции ленточных проводов при их изготовлении и перемотке, в том числе точечных микродефектов изоляции между отдельными токопроводящими жилами. Цель изобретения - повышение точности обнаружения дефектов изоляции ленточных проводов в результате выявления микродефектов...
Способ обнаружения дефектов изоляции движущегося провода
Номер патента: 710
Опубликовано: 15.03.1994
Авторы: Черневский Игорь Николаевич, Стеблевская Людмила Алексеевна
МПК: G01R 31/14
Метки: провода, изоляции, движущегося, способ, обнаружения, дефектов
Формула / Реферат:
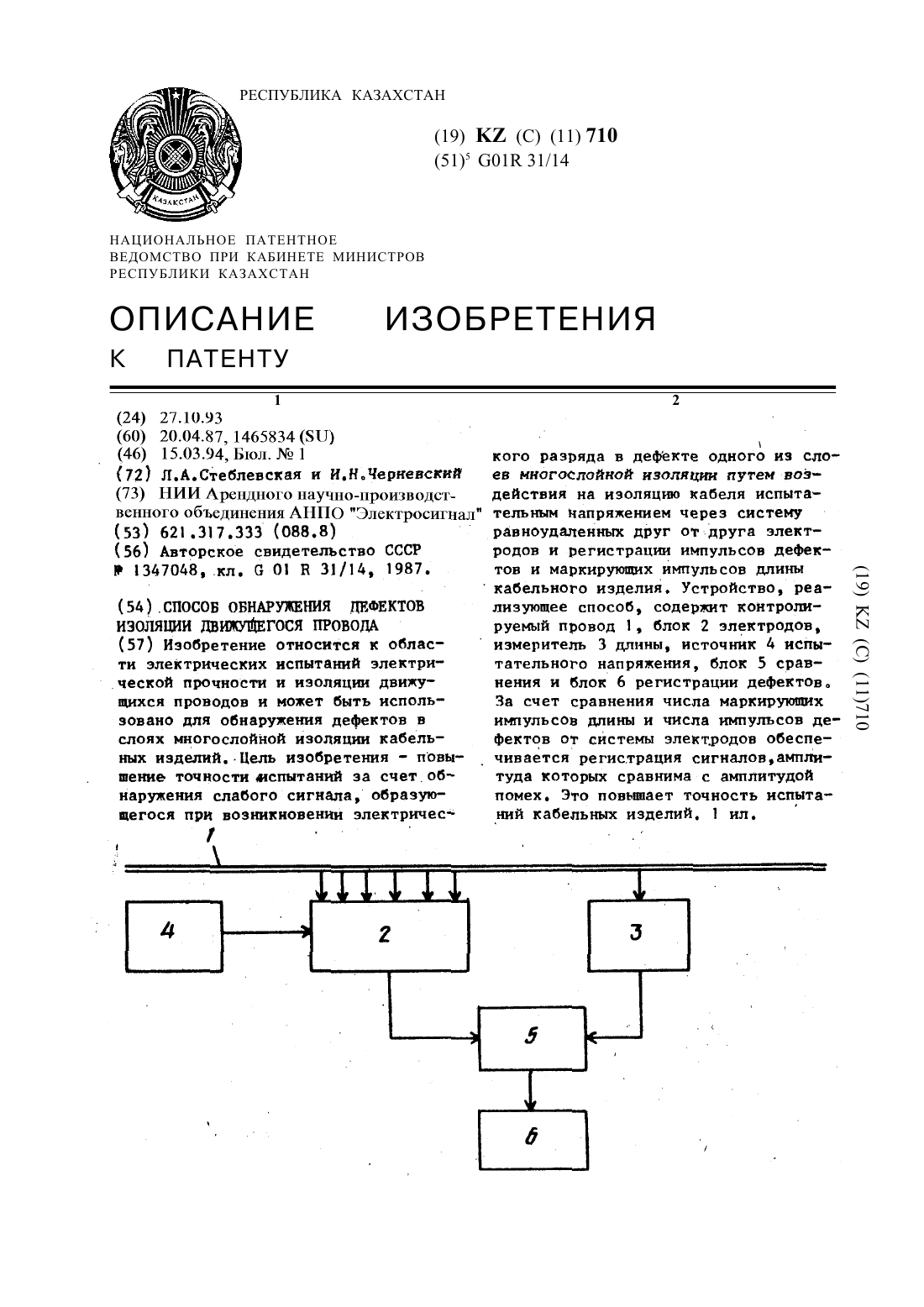
Изобретение относится к области электрических испытаний электрической прочности и изоляции движущихся проводов и может быть использовано для обнаружения дефектов в слоях многослойной изоляции кабельных изделий. Цель изобретения - повышение точности испытаний за счет обнаружения слабого сигнала, образующегося при возникновении электрического разряда в дефекте одного из слоев многослойной изоляции путем воздействия на изоляцию кабеля испытательным...
Электрод для испытания напряжением на проход изоляции проводов
Номер патента: 703
Опубликовано: 15.03.1994
Авторы: Стеблевская Людмила Алексеевна, Трубин Олег Юрьевич
МПК: G01R 31/08
Метки: электрод, изоляции, напряжением, испытания, проводов, проход
Формула / Реферат:
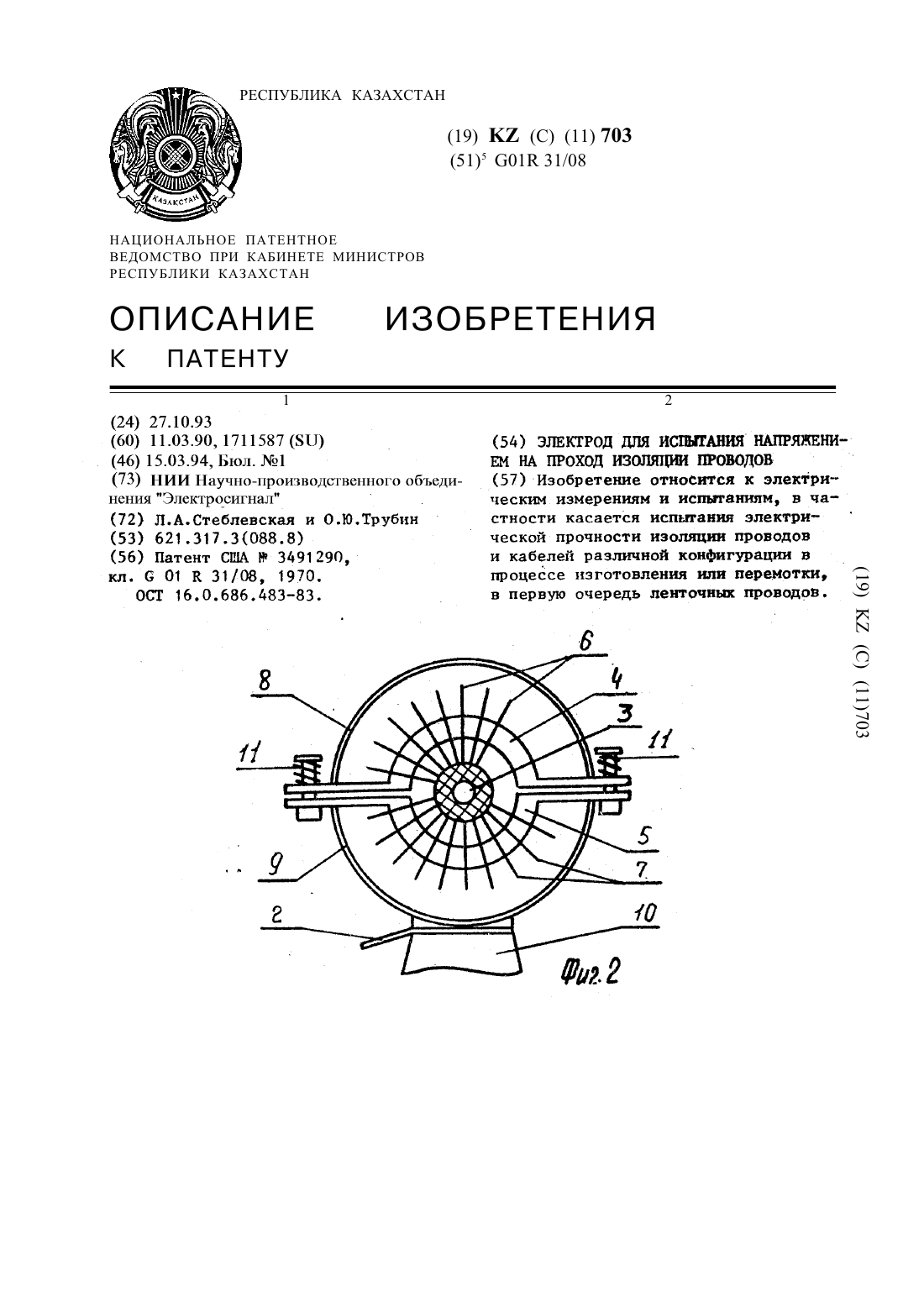
Изобретение относится к электрическим измерениям и испытаниям, в частности касается испытания электрической прочности изоляции проводов и кабелей различной конфигурации в процессе изготовления или перемотки, в первую очередь ленточных проводов. Изобретение позволяет повысить надежность работы электрода в процессе испытания. Это достигается за счет контактных элементов, выполненных в виде колец, свободно нанизанных на подвески, форма которых...
Устройство для обнаружения и регистрации дефектов изоляции движущегося длинномерного изделия
Номер патента: 706
Опубликовано: 15.03.1994
Авторы: Черневский Игорь Николаевич, Стеблевская Людмила Алексеевна
МПК: G01R 31/14
Метки: дефектов, длинномерного, изоляции, устройство, изделия, регистрации, обнаружения, движущегося
Формула / Реферат:
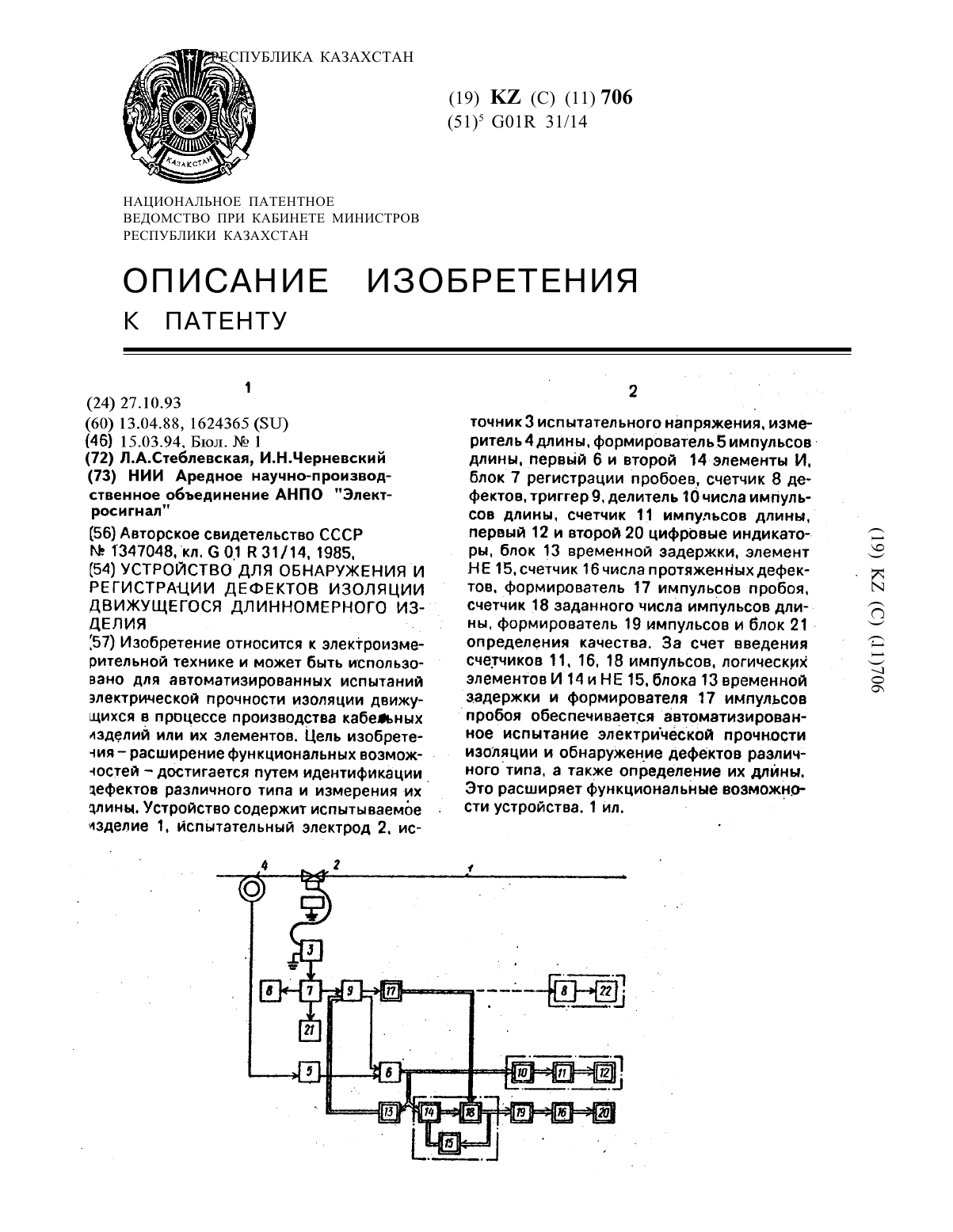
Изобретение относится к электроизмерительной технике и может быть использовано для автоматизированных испытаний электрической прочности изоляции движущихся в процессе производства кабельных изделий или их элементов. Цель изобретения - расширение функциональных возможностей - достигается путем идентификации дефектов различного типа и измерения их длины. Устройство содержит испытываемое изделие 1. испытательный электрод 2, источник 3...
Устройство для обнаружения дефектов изоляции движущегося длинномерного изделия
Номер патента: 707
Опубликовано: 15.03.1994
Авторы: Стеблевская Людмила Алексеевна, Черневский Игорь Николаевич
МПК: G01R 31/14
Метки: устройство, изделия, дефектов, обнаружения, изоляции, движущегося, длинномерного
Формула / Реферат:
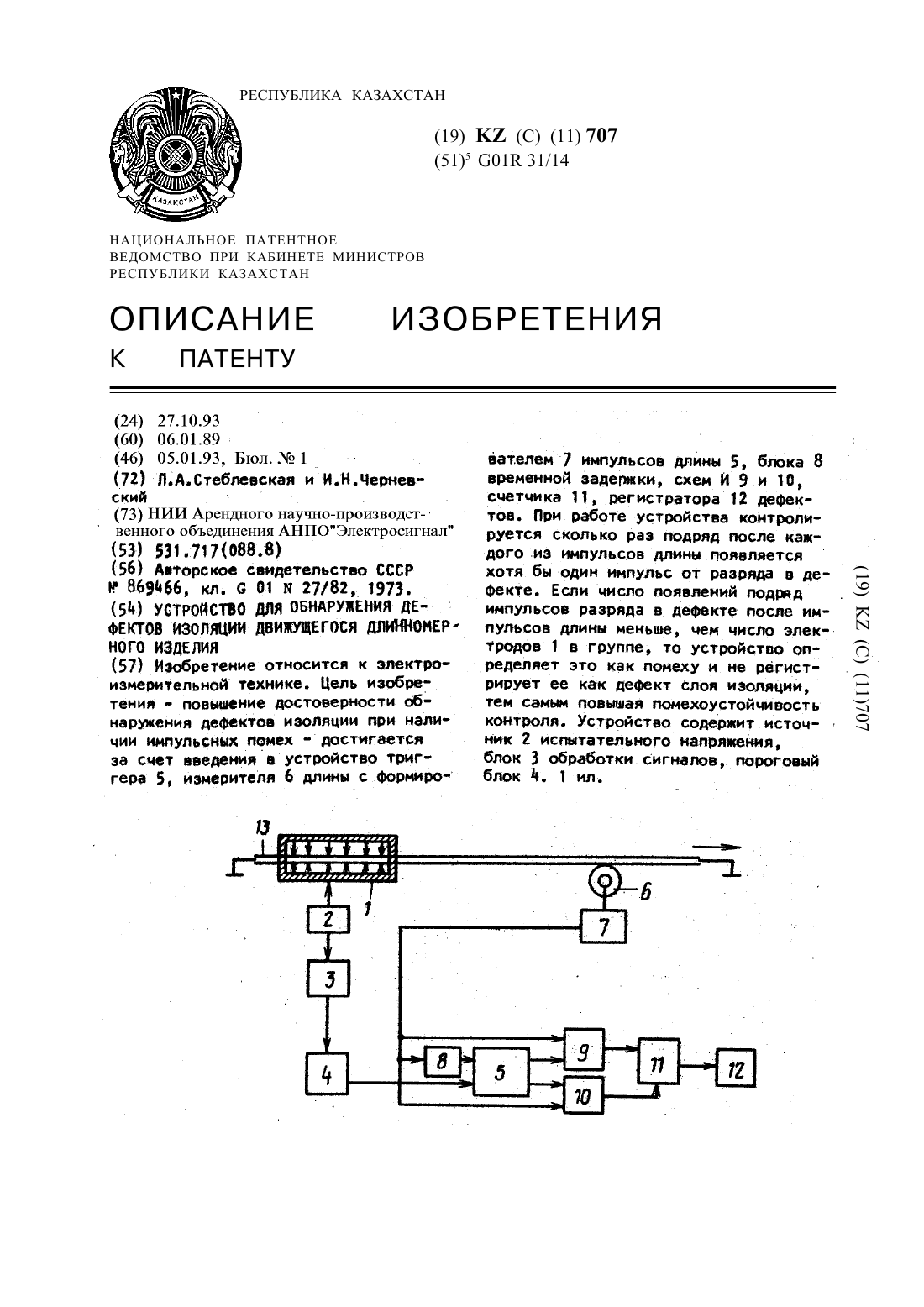
Изобретение относится к электроизмерительной технике. Цель изобретения - повышение достоверности обнаружения дефектов изоляции при наличии импульсных помех - достигается за счет введения в устройство триггера 5, измерителя 6 длины с формирователем 7 импульсов длины 5, блока 8 временной задержки, схем И 9 и 10, счетчика 11, регистратора 12 дефектов. При работе устройства контролируется сколько раз подряд после каждого из импульсов длины...
Предыдущий патент: Способ моделирования опухоли легкого и устройство для его осуществления
Следующий патент: Способ удаления воды с поверхности кабеля и устройство для его осуществления
Случайный патент: Теплообменная поверхность