Способ контроля качества стальных волок
Номер патента: 3512
Опубликовано: 10.06.1996
Авторы: Тищенко Евгений Александрович, Мурзадилова Розалия Закиевна, Горобец Анатолий Яковлевич, Тищенко Александр Иванович
Формула / Реферат
Изобретение относится к области контроля качества волочильного инструмента, а именно, волок, изготовленных из стали.
Цель изобретения - повышение точности контроля качества волок.
Способ контроля стальных волок включает протягивание участка проволоки, измерение физических параметров взаимодействия волоки и проволоки и определение наличие дефектов в канале волоки по измеренным параметрам. К проволоченному участку проволоки прикладывают в направлении волочения осевое усилие не менее 0,1 усилия волочения, одновременно к тому же участку проволок и вращающейся волоке подводят электрический ток, а в качестве физического параметра взаимодействия волоки и проволоки регистрируют импульсы тока, возникающие при замыкании электрической цепи дефектными участками волоки и соответствующими участками проволоки в результате разрушения масляной пленки в зоне контакта. О наличии дефектов в канале волоки судят по величине среднего тока или суммарной длительности импульсов за фиксированный промежуток времени.
Текст
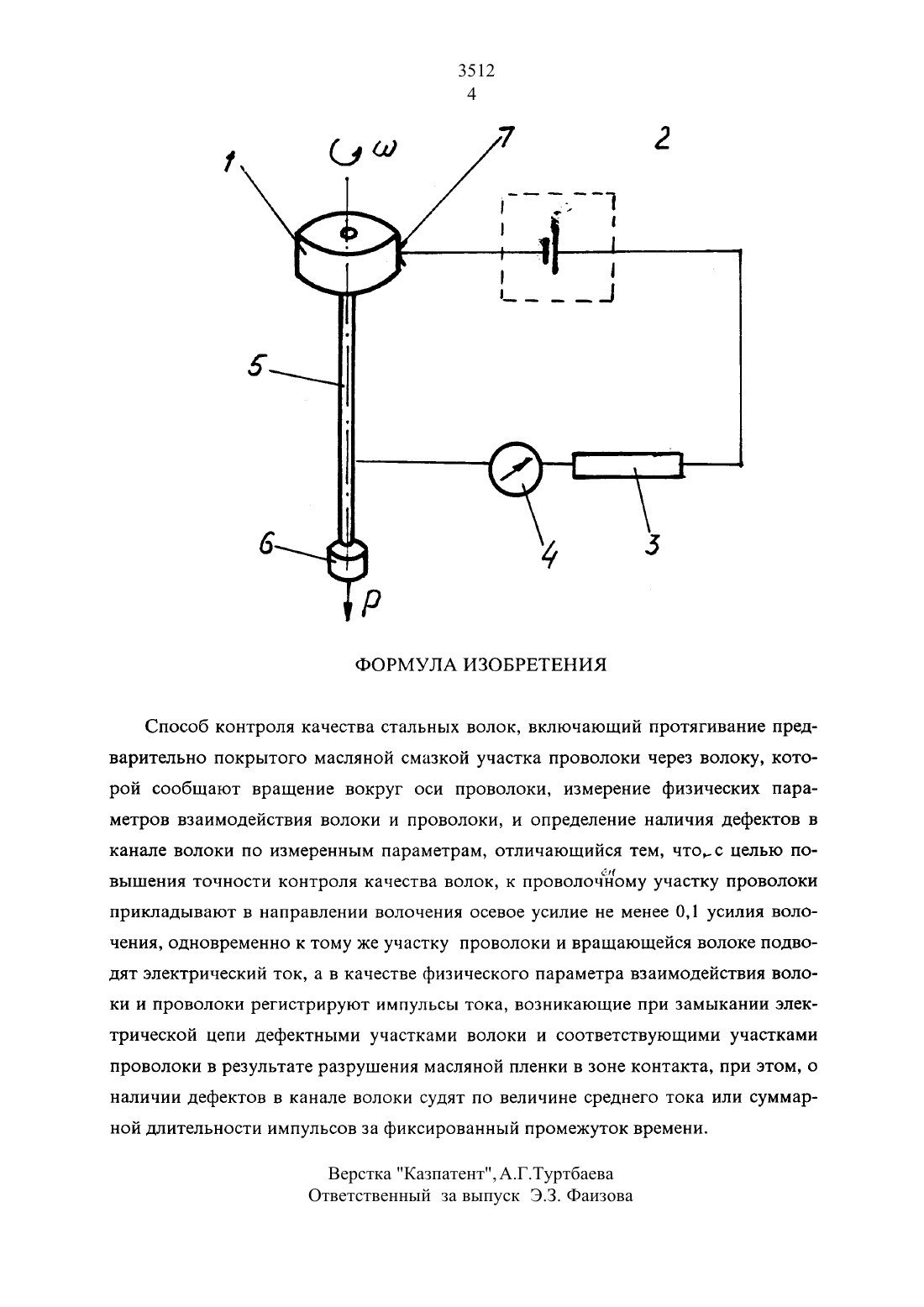
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(73) Казахский Национальный технический университет(54) СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ВОЛОК(57) Изобретение относится к области контроля качества волочильного инструмента, а именно, волок, изготовленных из стали.Цель изобретения - повышение точности контроля качества волок.Способ контроля стальных волок включает протягивание участка проволоки,смазанной масляной смазкой, через волоку, вращающейся вокруг оси проволоки,измерение физических параметров взаимодействия волоки и проволоки и определение наличия дефектов в канале волоки по измеренным параметрам. К проволотйтиому участку проволоки прикладывают в направлении волочения осевое усилие не менее 0,1 усилия волочения одновременно к тому же участку проволоки И вращающейся волоке подводят электрический ток, а в качестве физического параметра взаимодействия волоки и проволоки регистрируют импульсы тока, возникающие при замыкании электрической цепи дефектными участками волоки и соответствующими участками проволоки в результате разрушения масляной пленки в зоне контакта. О наличии дефектов в канале волоки судят по величине сред него тока или суммарной длительности импульсов за фиксированный промежутокИЗООрВТСНИВ ОТНОСИТСЯ К области КОНТрОЛЯ качества ВОПОЧИЛЬНОГО ИНСТруМСНТЗ, а ИМЕННО, ВОЛОК, ИЗГОТОВЛВННЫХ ИЗ электропроводных МЗТСРИЗЛОВ.Известен способ контроля волок. основанный на замере усилия волочения Ри, усилия разрыва проволоки Р и расчете КРН вытяжки ц и определения качества Рповерхности волоки по значениям К, и р (1).Этот способ не отражает действительной картины шероховатости рабочей поверхности волоки, т.к. усилие волочения в этом случае зависит от исполнения диаметра и формы канала (в пределах допуска), а также от физико-механических свойств и волоки и проволоки и не позволяет точно оценить шероховатость волоки. Кроме того, необходимы материальные затраты проволоки.Известен способ определения качества волоки (2) принятый за прототип, состоящий в измерении усилия волочения при изменяющихся параметрах движения проволоки и вращения волоки.Однако, данный способ зависит от свойств как волоки, так и проволоки. Кроме того, измерение усилия волочения очень чувствительно к взаимной ориентации канала волоки и проволоки, а также шероховатости проволоки, что существенно сказывается на точности контроля качества.Целью изобретения повышение точности контроля качества волок.Поставленная цель достигается тем, что в способе контроля качества стальных волок, включающем протягивание предварительно покрытого масляной смазкой участка проволоки через волоку, которой сообщают вращение вокруг оси проволоки, измерение физических параметров взаимодействия волоки и проволоки и определение наличия дефектов в канале волоки по измеренным параметрам,согласно изобретению к проволоченному участку проволоки прикладывают в направлении волочения осевое усилие не менее 0,1 усилия волочения, одновременно к тому же участку проволоки и вращающейся волоке подводят электрический ток,а в качестве физического параметра взаимодействия волоки и проволоки регистрируют импульсы тока, возникающие при замыкании электрической цепи дефектными участками ВОЛОКИ И СООТВСТСТВУЮЩИМИ участками ПРОВОЛОКИ В РСЗУЛЬтате разрушения МЗСЛЯНОЙ ПЛСНКИ В ЗОНЕ контакта, ПрИ ЭТОМ О НЗЛИЧИИ ДСФЗКТОВ В канале волоки судят по величине среднего тока или суммарной длительности импульсов за фиксированный промежуток времени.На чертеже представлено устройство, реализующее предлагаемый способ.Устройство содержит волоку 1, имеющую возможность вращения, источник тока 2, интегратор 3, индикатор 4, проволоку 5, груз 6, скользящие Контакты.Устройство работает следующим образом на смазанный маслом проволочный участок проволоки 5, навешивается груз 6 весом 0,1 Рвоп усилия волочения. Затем волока 1 приводится во вращение и измеряется средний ток в цепи с помощью интегратора 3 и индикатора 4. При качественной поверхности волоки,благодаря гидродинамическому эффекту между проволокой и волокой образуется смазочная пленка, разрывающая электрическую цепь, поэтому ток в цепи не проходит.При наличии дефектов на поверхности волоки, смазочная пленка разрушается и в цепи проходит импульс тока. Разрушение смозочной пленки происходит только при достаточно большой микронеровности или дефекте. Чем больше количество и размеры микронеровностей, тем на больший промежуток времени разрушается смазочная пленка. При этом уровень среднего тока будет отражать состояние поверхности волоки.Напряжение в цепи контроля должно быть достаточно малым (порядка 10 ма), чтобы не вызывать пробоя смазочной пленки.Качество волоки можно оценить также путем измерения суммарной длительности импульсов тока. При этом она пропорциональна количеству и размеру дефектов.Чем выше средний ток или суммарная длительность импульсов, тем менее качественная волока.Оценка качества поверхности предлагаемым способом по среднему значению тока качественно, а по суммарной длительности импульсов количественно, позволяет существенно повысить точность определения качества волоки при их входном контроле, поскольку возникновение электрических импульсов непосредственно связано с наличием дефектов и не связано с какими-либо другими факторами. Использование предлагаемого способа повышает точность контроля качества и засчет большей помехоустойчивости измерений.Способ контроля качества стальных волок, включающий протягивание предварительно покрытого масляной смазкой участка проволоки через волоку, которой сообщают вращение вокруг оси проволоки, измерение физических параметров взаимодействия волоки и проволоки, и определение наличия дефектов в канале волоки по измеренным параметрам, отличающийся тем, что,.с целью повышения точности контроля качества волок, к проволочому участку проволоки прикладывают в направлении волочения осевое усилие не менее 0,1 усилия волочения, одновременно к тому же участку проволоки и вращающейся волоке подводят электрический ток, а в качестве физического параметра взаимодействия волоки и проволоки регистрируют импульсы тока, возникающие при замыкании электрической цепи дефектными участками волоки и соответствующими участками проволоки в результате разрушения масляной пленки в зоне контакта, при этом, о наличии дефектов в канале волоки судят по величине среднего тока или суммар ной длительности импульсов за фиксированный промежуток времени.Ве стка Казпатснт А.Г.Т тбасва 7 Ответственный за выпуск ЭЗ. Фаизова
МПК / Метки
МПК: B21C 3/18, B21C 51/00
Метки: качества, контроля, волок, способ, стальных
Код ссылки
<a href="https://kz.patents.su/4-3512-sposob-kontrolya-kachestva-stalnyh-volok.html" rel="bookmark" title="База патентов Казахстана">Способ контроля качества стальных волок</a>
Устройство для контроля показателей качества электроэнергии
Номер предварительного патента: 3176
Опубликовано: 15.03.1996
Авторы: Буйло Галина Васильевна, Матюхин Петр Александрович, Рудаков Олег Евгеньевич, Стенин Борис Владимирович, Иванов Михаил Петрович
МПК: G01R 19/00
Метки: устройство, показателей, электроэнергии, качества, контроля
Формула / Реферат:
Изобретение относится к измерениям в энергетике.Задачей изобретения является расширение функциональных возможностей приборов контроля показателей качества электроэнергии.Для достижения ожидаемого технического результата в устройство для контроля показателей качества электроэнергии, содержащем аналого-цифровой преобразователь, задатчик номиналов, задатчик моментов измерения, блок управления и блок индикации введены дополнительные блоки управления...
Устройство для контроля качества электросварки на корпусах для изготовления банок
Номер патента: 2777
Опубликовано: 15.12.1995
Автор: Ханс Реесли
МПК: B23K 11/24
Метки: изготовления, корпусах, электросварки, контроля, качества, банок, устройство
Формула / Реферат:
Сущность изобретения: устройство содержит блок 6 измерения и преобразования параметров сварки, задатчик 7 параметров сварки, содержащий блок определения среднего профиля параметров сварки, второй блок памяти и блок определения полосы допуска, а также первый блок 8 памяти, блок 9 сравнения и блок 14 регулирования и сигнализации. 5 ил.
Способ контроля сопротивления изоляции движущихся кабельных изделий
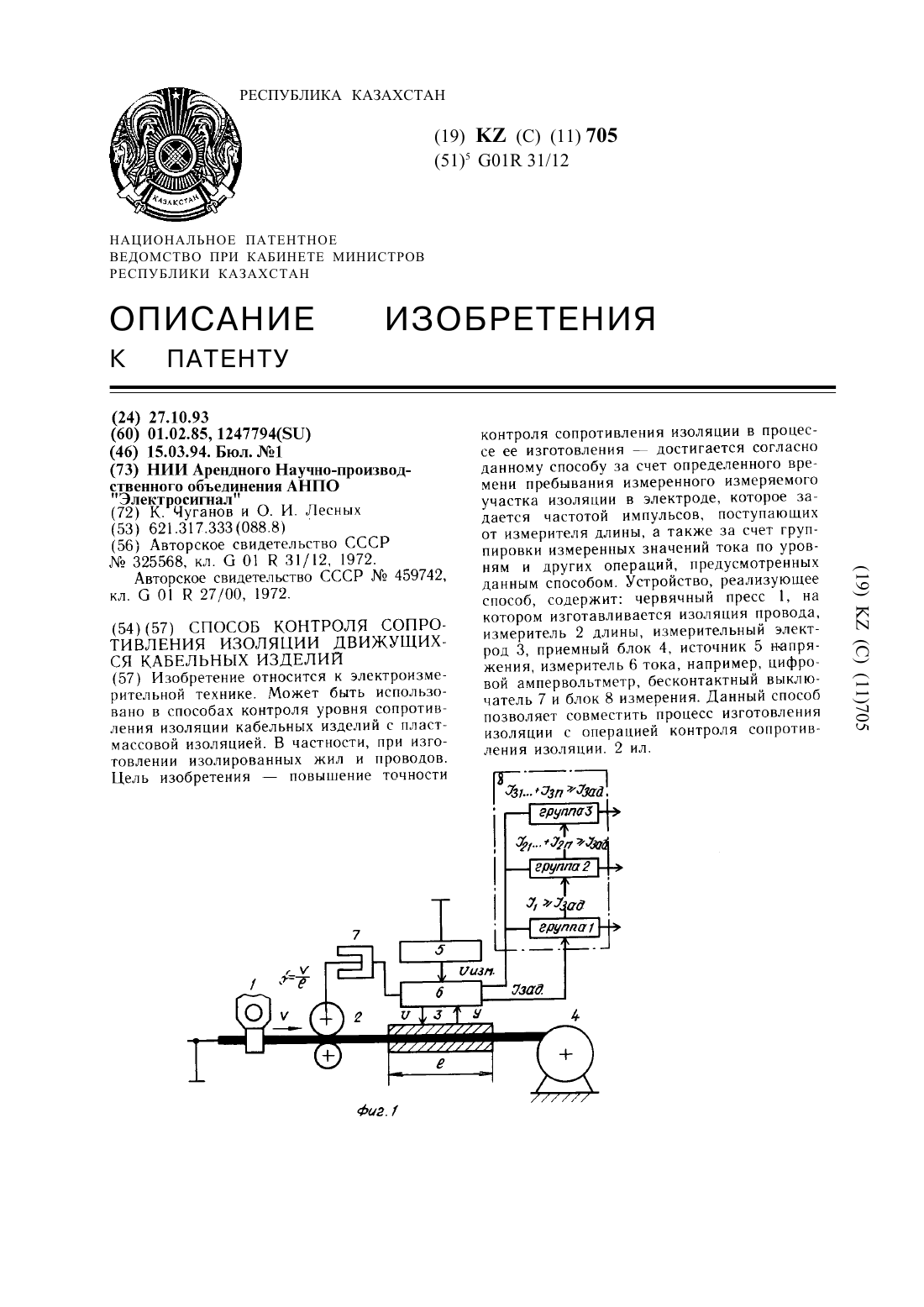
Номер патента: 705
Опубликовано: 15.03.1994
Авторы: Чуганов Кабыльбек, Лесных Ольга Ивановна
МПК: G01R 31/12
Метки: кабельных, способ, контроля, движущихся, сопротивления, изделий, изоляции
Формула / Реферат:
Изобретение относится к электроизмерительной технике. Может быть использовано в способах контроля уровня сопротивления изоляции кабельных изделий с пластмассовой изоляцией. В частности, при изготовлении изолированных жил и проводов. Цель изобретения - повышение точности контроля сопротивления изоляции в процессе ее изготовления - достигается согласно данному способу за счет определенного времени пребывания измеренного измеряемого участка...
Способ получения стальных полос
Номер патента: 549
Опубликовано: 15.03.1994
Авторы: Лозовой Владимир Николаевич, Адякин Виктор Михайлович, Куликов Виктор Иванович, Бенедикс Евгений Владимирович, Сидоркин Валерий Иванович
МПК: C21D 8/12
Метки: стальных, полос, способ, получения
Формула / Реферат:
Изобретение относится к способам получения стальных полос, в частности, из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку, холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0,8-11%. которую ведут с рассогласованием окружных скоростей валков (DV/V) 10-100% от степени относительной деформации...
Способ химико-термической обработки стальных изделий
Номер патента: 2127
Опубликовано: 15.06.1995
Авторы: Жанзакова Ирина Михайловна, Артамонов Владимир Павлович
МПК: C23C 10/44
Метки: химико-термической, способ, стальных, обработки, изделий
Формула / Реферат:
Изобретение относится к способам химико-термической обработки стальных изделий и может быть использовано в машиностроении. Целью изобретения является интенсификация процесса, повышение износостойкости и жаростойкости изделий. Способ химико-термической обработки стальных изделий включает диффузионное силицирование перед кoтoрым на изделие наносят гальваническое покрытие из электролита, содержащего в г/л:железо хлористое -...
Предыдущий патент: Буровой раствор на углеводородной основе ибр – ямр – п 1/25
Следующий патент: Способ получения хлорциана
Случайный патент: Способ производства напитка яблочного "Эсем".