Способ стыкового соединения резинотросовых лент
Номер патента: 2315
Опубликовано: 15.08.2000
Авторы: Серебренников Геннадий Михайлович, Бегляров Михаил Арамович, Наливайко Леонид Васильевич, Зигерт Гарий Александрович

Формула / Реферат
Изобретение относится к общему машиностроению, в частности к эксплуатации ленточных конвейеров и уравновешивающих резинотросовых канатов. Способ стыкового соединения резинотросовых лент заключается в непосредственном соединении тросов,путем свивки их расплетенных концов, обвязки сплетенных частей в местах их неполного прилегания друг к другу проволокой, в последующем выравнивании длин тросов в месте соединения и сплетении оставшихся концов троса, затем раскладки об кладочной резины и вулканизации. Предлагаемое изобретение позволяет повысить надежность стыкового соединения путем равномерного распределения нагрузок на тросы в месте соединения.
Текст
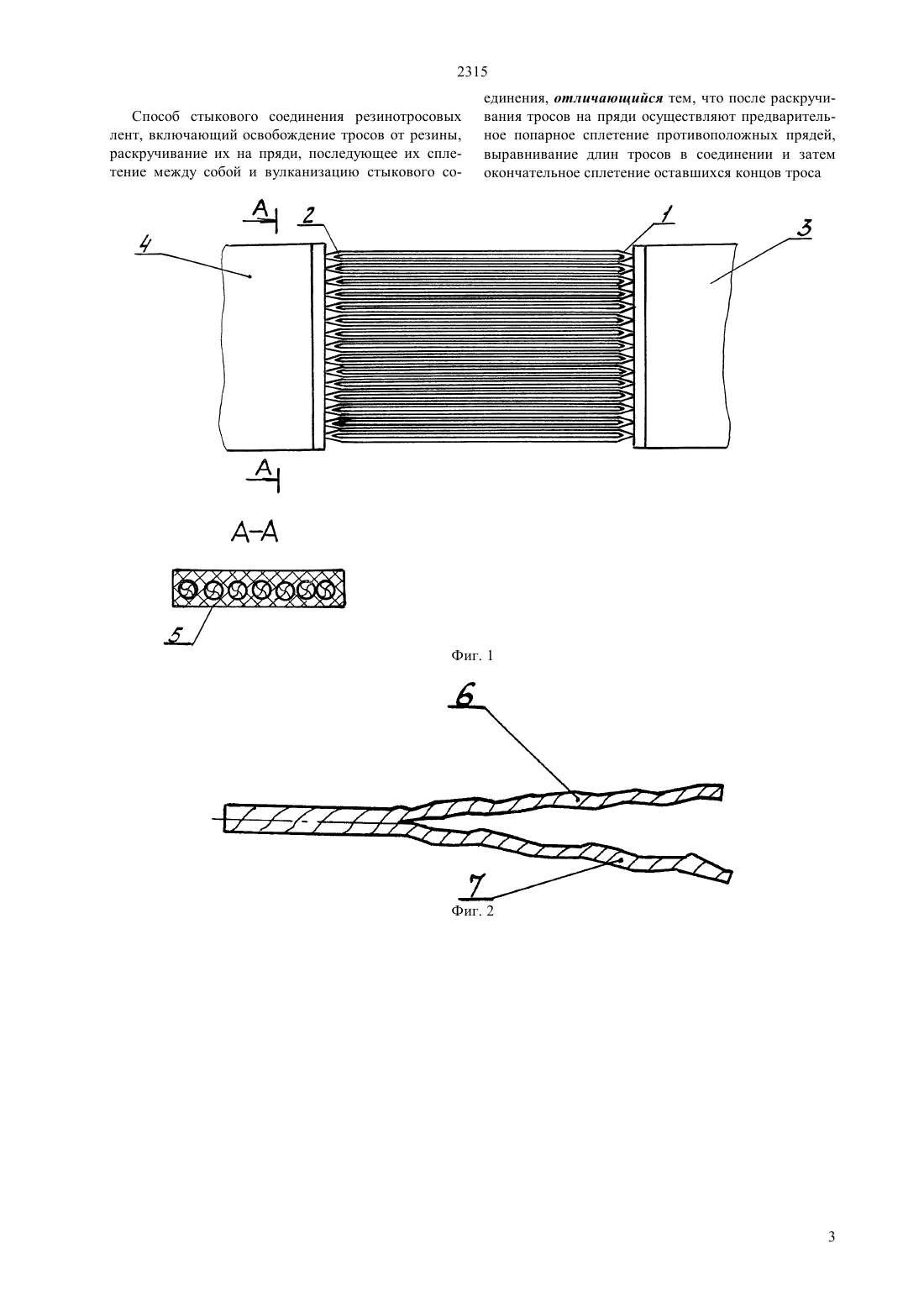
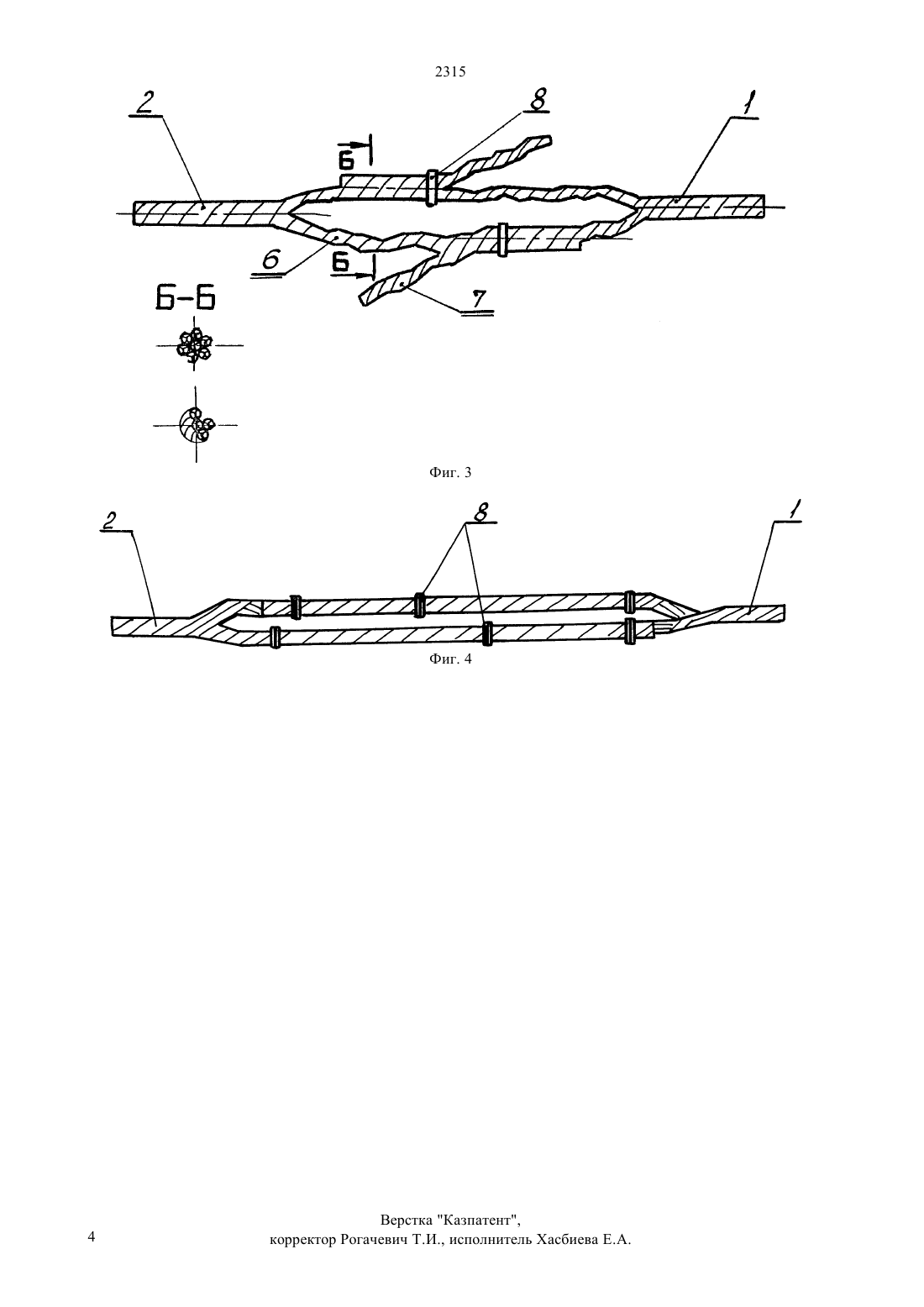
(51)6 16 3/10 НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(72) Серебренников Геннадий Михайлович Зигерт Гарий Александрович Бегляров Михаил Арамович Наливайко Леонид Васильевич(54) СПОСОБ СТЫКОВОГО СОЕДИНЕНИЯ РЕЗИНОТРОСОВЫХ ЛЕНТ(57) Изобретение относится к эксплуатации подъемно-транспортного оборудования и может быть использовано для соединения резинотросовых канатов. Способ стыкового соединения резинотросовых лент заключается в освобождении тросов от резины,раскручивании их на пряди, предварительном попарном сплетении противоположных прядей, выравнивании длин тросов в соединении, окончательном сплетении оставшихся концов троса и последующей вулканизации стыкового соединения. Предлагаемое изобретение позволяет повысить прочность стыкового соединения путем увеличения количества сплетенных прядей, а также равномерного распределения нагрузок на тросы в месте соединения. 2315 Изобретение относится к эксплуатации подъемно-транспортного оборудования и может быть использовано для соединения резинотросовых канатов. Известен способ стыкового соединения резинотросовых лент (а. с. СССР 947542, кл. 16 3/10,1982), в котором соединение лент производится путем укладки тросов в месте соединения в шахматном порядке в два ряда, между которыми находится прослойка, при этом тросы одного конца расположены над тросами другого конца. Известен также способ стыкового соединения резинотросовых лент (а. с. СССР 1240975, кл. 16 3/10,1986), где на пластину, расположенную ниже ленты на величину, равную половине толщины стыкового соединения, укладывают, попеременно чередуя, тросы каждого конца ленты. Затем сверху накладывают лист прослоечной резины и снова раскладывают тросы, обкладочную резину и вулканизируют. Углы изгиба тросов на обоих концах ленты равны между собой. Недостатком вышеуказанных решений является то, что при таком способе соединения резинотросовых лент основную нагрузку несет резиновая обкладка, которая при больших нагрузках может сильно вытянуться, вследствие чего возможен обрыв. Кроме того, во втором случае практически невозможно сохранить углы изгиба тросов равными между собой в период вулканизации, что может отрицательно повлиять на степень загрузки тросов. Тем самым вышеуказанные решения не могут обеспечить достаточную надежность стыкового соединения резинотросовых лент. Известен также способ изготовления (сращивания) транспортирующего армированного ремня (заявка Франции 2265638, кл. В 65 15/36, 21 15/02, оп. 24.10.75), принимаемый за прототип, где указано, что после снятия покрытия со всех концов ремня, их вытягивают, затем каждая пара концов раскручивается на пряди, некоторые отрезаются,другие переплетаются. Данная последовательность операций, когда тросы вытягивают до их сплетения, а количество прядей в результате обрезки уменьшается, не позволяет обеспечить достаточной прочности стыкового соединения. Использование предлагаемого изобретения позволяет повысить прочность стыкового соединения путем увеличения количества сплетенных прядей, а также равномерного распределения нагрузки на тросы в месте соединения. Сущность изобретения заключается в том, что в способе стыкового соединения резинотросовых лент,включающем освобождение тросов от резины, раскручивание их на пряди, последующее их сплетение и вулканизацию, после раскручивания тросов на пряди осуществляют предварительное попарное сплетение противоположных прядей, выравнивание длин тросов в соединении и затем окончательное сплетение оставшихся концов троса. Соединение тросов обоих концов каната данным способом повышает степень надежности стыкового соединения и обеспечивает равномерное распределение их в месте соединения. В результате этого основная нагрузка тягового усилия в стыковом соединении равномерно распределяется на удвоенное количество тросов и, тем самым, повышается прочность, а следовательно, надежность стыкового соединения. Сущность изобретения поясняется чертежами. На фиг. 1 показано стыковое соединение перед вулканизацией и поперечный разрез резинотросового каната на фиг. 2 - расплетенный трос одного из концов ленты на фиг. 3 - первоначальный этап свивки противоположных тросов на фиг. 4 - окончательная стадия соединения двух противоположных концов свивкой. Стыковое соединение состоит из тросов 1 и 2,попарно свитых между собой, концов лент 3 и 4,обкладки 5. Обкладка 5 в сечении резинотросового каната и в сечении стыкового соединения имеет одну и ту же форму. Сборку стыкового соединения производят с освобождения тросов на концах стыкуемых канатов на определенную длину и освобождения их от остатков эластомера, с последующим расплетением тросов на две составляющие 6 с тремя прядями и 7 с четырьмя прядями. Затем составляющие противоположных тросов 1 и 5 одинаковой свивки, левый с левой, правый с правой свивают между собой попарно на определенную длину, при этом три пряди, составляющие одного троса, с четырьмя прядями второго троса таким образом, чтобы выступы одной пряди совпали с впадинами другой. От самопроизвольного расплетения вновь полученные тросы обвязывают мягкой вязальной проволокой. После этого проводят операцию выравнивания,которая осуществляется следующим образом после сплетения расплетенных частей на концах каждого троса с противоположными и обвязки сплетенных тросов через определенные интервалы, один конец резинотросовой ленты закрепляют неподвижно, а другой конец при помощи тягового устройства вытягивают до тех пор, пока сплетенные тросы не примут прямолинейную форму и одинаковую длину. Затем осуществляют окончательную свивку тросов,т.е. сплетение оставшихся концов троса. После окончательной свивки тросов стык укладывают на приготовленную постель из эластомера в форме вулканизатора, сверху накладывают прокладку и вулканизируют при температуре 143-152 С под давлением не ниже 15 атм. Большую роль в работе стыкового соединения играет равномерное распределение тросов в стыке. Равномерное распределение тросов в стыке обеспечивает прочность стыкового соединения не ниже 80 от агрегатной прочности каната, а также уменьшение длины соединения. ФОРМУЛА ИЗОБРЕТЕНИЯ 2315 Способ стыкового соединения резинотросовых лент, включающий освобождение тросов от резины,раскручивание их на пряди, последующее их сплетение между собой и вулканизацию стыкового со единения, отличающийся тем, что после раскручивания тросов на пряди осуществляют предварительное попарное сплетение противоположных прядей,выравнивание длин тросов в соединении и затем окончательное сплетение оставшихся концов троса
МПК / Метки
МПК: F16G 3/10
Метки: соединения, стыкового, лент, резинотросовых, способ
Код ссылки
<a href="https://kz.patents.su/4-2315-sposob-stykovogo-soedineniya-rezinotrosovyh-lent.html" rel="bookmark" title="База патентов Казахстана">Способ стыкового соединения резинотросовых лент</a>
Узел “МАД”
Номер патента: 1638
Опубликовано: 15.12.1994
Автор: Курилов Виктор Викторович
МПК: F16G 11/00
Формула / Реферат:
Изобретение относится к средствам для соединения концов тросов, канатов и может быть использовано в туризме, строительстве и т.д. Цель изобретения - повышение удобства в эксплуатации путем уменьшения числа переплетений ветвей тросов. Узел МАД содержит две петли с ходовыми и коренными концами. Петли соединяемых концов троса выполнены открытыми с центром их пересечения в месте контакта коренного и ходового концов каждой петли. Ходовой конец каждой...
Стыковой рельсовый соединитель
Номер полезной модели: 57
Опубликовано: 15.06.2000
Автор: Омаров Тлеужан Омарович
МПК: E01B 11/00
Метки: рельсовый, стыковой, соединитель
Формула / Реферат:
Полезная модель относится к железнодорожному транспорту, а именно к стыковым рельсовым соединителям, которые предназначены для улучшения электропроводности рельсовых нитей железнодорожного пути электрофицированных участков. Для повышения надежности сварного шва стыкового рельсового соединителя он содержит трос, концы которого заделаны в стальные наконечники, выполнен спаренным, состоящим из двух тросов, и снабжен металлическими пластинами, к...
Закрытый ящичный калибр для холодной прокатки тонких металлических полос и лент
Номер предварительного патента: 6479
Опубликовано: 14.08.1998
Авторы: Давильбеков Нариман Халбекович, Клементьев Владислав Алексеевич, Антонова Валентина Владимировна, Курапов Георгий Георгиевич, Ескулов Серикжан Сагатович
МПК: B21B 27/02
Метки: прокатки, калибр, полос, лент, закрытый, металлических, ящичный, холодной, тонких
Формула / Реферат:
Изобретение относится к прокатному производству, а именно к холодной прокатке тонких полос и лент, в том числе из цветных металлов.Для исключения упругой деформации валков закрытый ящичный калибр для холодной прокатки тонких металлических полос и лент состоит из валков, один из которых имеет в рабочей части выступающий, а другой - углубленный цилиндрические профили, валки выполнены разного диаметра, причем в нерабочей части валки имеют...
Способ получения гребенных лент и гребнечесальная машина для его осуществления .
Номер патента: 2134
Опубликовано: 15.06.1995
Авторы: Шарыгин Сергей Иванович, Штрахер Лев Ильич, Лебеденко Георгий Степанович, Кондратьев Геннадий Александрович
МПК: D01G 19/04
Метки: гребенных, получения, гребнечесальная, машина, способ, лент, осуществления
Формула / Реферат:
Изобретение относится к области текстильной промышленности и может быть использовано приемущественно тонкогребенном прядении шерсти. Способ получения гребенных лент включает сложение продукта, продольное деление нагретым и сжатым воздухом на равные полосы, каждую из которых затем делят на h - полосок. Смещение полосок осуществляют путем объединения их в ленты. Способ осуществляется на гребнечесальной машине, в узле питания которой выполнены...
Устройство для местной вулканизации конвейерных лент .
Номер патента: 2414
Опубликовано: 15.09.1995
Авторы: Гаральд Фудикар, Петер Тис
МПК: B29C 67/10
Метки: конвейерных, местной, устройство, вулканизации, лент
Формула / Реферат:
Изобретение относится к устройствам для местной вулканизации, может быть использовано для вулканизации стыков и ремонта конвейерных лент и является усовершенствованием изобретения по патенту СССР № 1034600. Цель дополнительного изобретения - расширение технологических возможностей устройства при одновременном упрощении монтажа. Для этого обогреваемые плиты 5 и 6 выполнены в виде набора полых брусков 12, равных по размерам поверхности нажимных...
Предыдущий патент: Электродиализатор фильтр-прессного типа для очистки воды
Следующий патент: Смеситель гравитационный
Случайный патент: Состав электролита для формирования разнообразной микроструктуры хромовой матрицы