Способ восстановления рабочих органов почвообрабатывающих машин
Формула / Реферат
Изобретение относится к способам восстановления и упрочнения изношенных деталей с применением сварки и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно стрельчатых лап. В способах восстановления стрельчатых лап почвообрабатывающих машин применяют ремонтные размеры компенсирующих пластин в зависимости от степени износа. Перед сваркой две пластины и угловую накладку вырезают из полосы или ленты на гильотине и формируют режущую кромку лапы, изношенную часть детали удаляют с помощью установки для плазменной резки «Мультиплаз-7500».
Текст
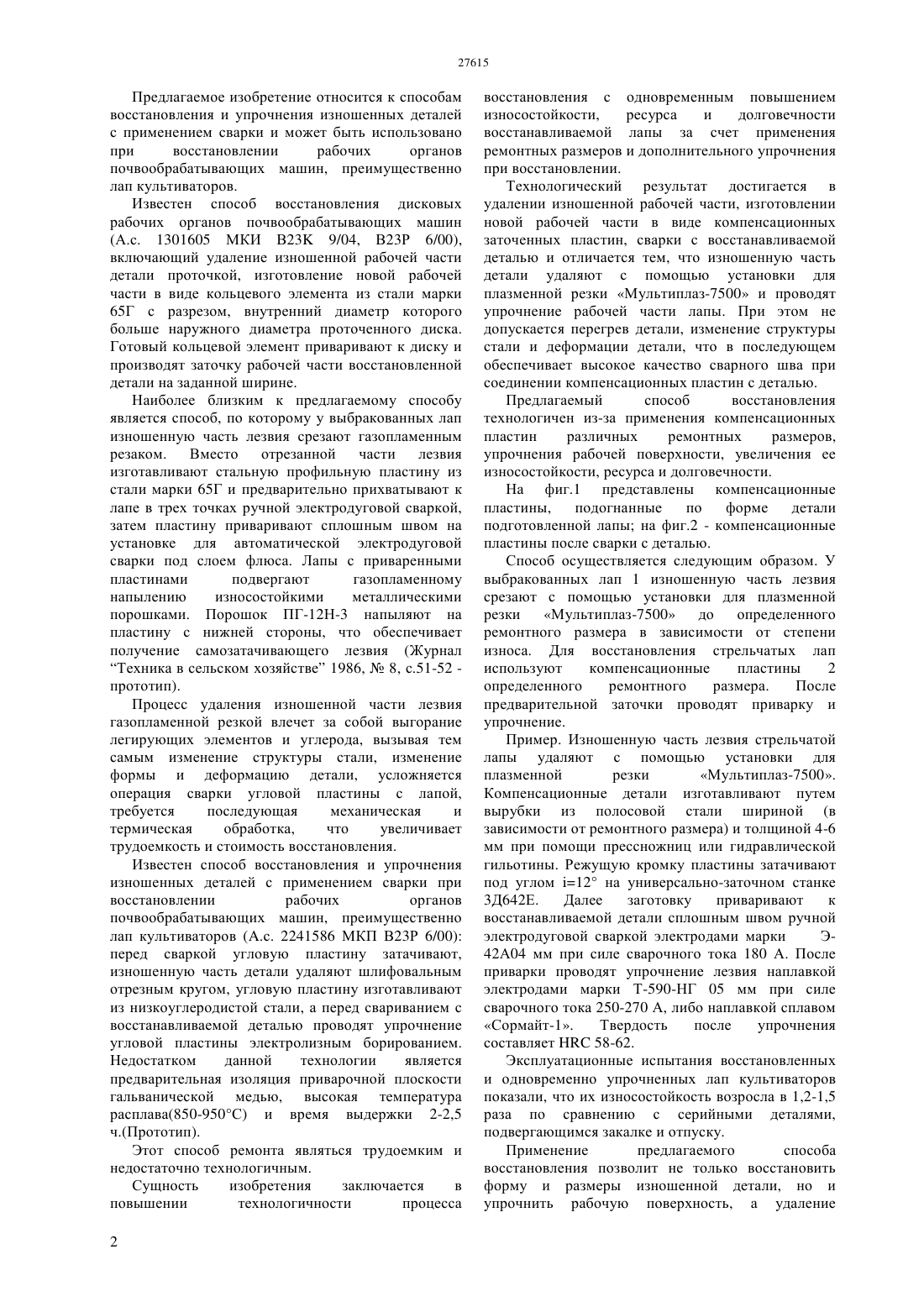
(51) 23 6/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ с применением сварки и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно стрельчатых лап. В способах восстановления стрельчатых лап почвообрабатывающих машин применяют ремонтные размеры компенсирующих пластин в зависимости от степени износа. Перед сваркой две пластины и угловую накладку вырезают из полосы или ленты на гильотине и формируют режущую кромку лапы, изношенную часть детали удаляют с помощью установки для плазменной резки Мультиплаз-7500.(73) Товарищество с ограниченной ответственностью Казахский научноисследовательский институт механизации и электрификации сельского хозяйства(54) СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН Предлагаемое изобретение относится к способам восстановления и упрочнения изношенных деталей с применением сварки и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно лап культиваторов. Известен способ восстановления дисковых рабочих органов почвообрабатывающих машин(А.с. 1301605 МКИ В 23 9/04, В 23 Р 6/00),включающий удаление изношенной рабочей части детали проточкой, изготовление новой рабочей части в виде кольцевого элемента из стали марки 65 Г с разрезом, внутренний диаметр которого больше наружного диаметра проточенного диска. Готовый кольцевой элемент приваривают к диску и производят заточку рабочей части восстановленной детали на заданной ширине. Наиболее близким к предлагаемому способу является способ, по которому у выбракованных лап изношенную часть лезвия срезают газопламенным резаком. Вместо отрезанной части лезвия изготавливают стальную профильную пластину из стали марки 65 Г и предварительно прихватывают к лапе в трех точках ручной электродуговой сваркой,затем пластину приваривают сплошным швом на установке для автоматической электродуговой сварки под слоем флюса. Лапы с приваренными пластинами подвергают газопламенному напылению износостойкими металлическими порошками. Порошок ПГ-12 Н-3 напыляют на пластину с нижней стороны, что обеспечивает получение самозатачивающего лезвия (Журнал Техника в сельском хозяйстве 1986,8, с.51-52 прототип). Процесс удаления изношенной части лезвия газопламенной резкой влечет за собой выгорание легирующих элементов и углерода, вызывая тем самым изменение структуры стали, изменение формы и деформацию детали, усложняется операция сварки угловой пластины с лапой,требуется последующая механическая и термическая обработка,что увеличивает трудоемкость и стоимость восстановления. Известен способ восстановления и упрочнения изношенных деталей с применением сварки при восстановлении рабочих органов почвообрабатывающих машин, преимущественно лап культиваторов (.с. 2241586 МКП В 23 Р 6/00) перед сваркой угловую пластину затачивают,изношенную часть детали удаляют шлифовальным отрезным кругом, угловую пластину изготавливают из низкоуглеродистой стали, а перед свариванием с восстанавливаемой деталью проводят упрочнение угловой пластины электролизным борированием. Недостатком данной технологии является предварительная изоляция приварочной плоскости гальванической медью, высокая температура расплава(850-950 С) и время выдержки 2-2,5 ч.(Прототип). Этот способ ремонта являться трудоемким и недостаточно технологичным. Сущность изобретения заключается в повышении технологичности процесса 2 восстановления с одновременным повышением износостойкости,ресурса и долговечности восстанавливаемой лапы за счет применения ремонтных размеров и дополнительного упрочнения при восстановлении. Технологический результат достигается в удалении изношенной рабочей части, изготовлении новой рабочей части в виде компенсационных заточенных пластин, сварки с восстанавливаемой деталью и отличается тем, что изношенную часть детали удаляют с помощью установки для плазменной резки Мультиплаз-7500 и проводят упрочнение рабочей части лапы. При этом не допускается перегрев детали, изменение структуры стали и деформации детали, что в последующем обеспечивает высокое качество сварного шва при соединении компенсационных пластин с деталью. Предлагаемый способ восстановления технологичен из-за применения компенсационных пластин различных ремонтных размеров,упрочнения рабочей поверхности, увеличения ее износостойкости, ресурса и долговечности. На фиг.1 представлены компенсационные пластины,подогнанные по форме детали подготовленной лапы на фиг.2 - компенсационные пластины после сварки с деталью. Способ осуществляется следующим образом. У выбракованных лап 1 изношенную часть лезвия срезают с помощью установки для плазменной резки Мультиплаз-7500 до определенного ремонтного размера в зависимости от степени износа. Для восстановления стрельчатых лап используют компенсационные пластины 2 определенного ремонтного размера. После предварительной заточки проводят приварку и упрочнение. Пример. Изношенную часть лезвия стрельчатой лапы удаляют с помощью установки для плазменной резки Мультиплаз-7500. Компенсационные детали изготавливают путем вырубки из полосовой стали шириной (в зависимости от ремонтного размера) и толщиной 4-6 мм при помощи прессножниц или гидравлической гильотины. Режущую кромку пластины затачивают под углом 12 на универсально-заточном станке 3 Д 642 Е. Далее заготовку приваривают к восстанавливаемой детали сплошным швом ручной электродуговой сваркой электродами марки Э 42 А 04 мм при силе сварочного тока 180 А. После приварки проводят упрочнение лезвия наплавкой электродами марки Т-590-НГ 05 мм при силе сварочного тока 250-270 А, либо наплавкой сплавом Сормайт-1. Твердость после упрочнения составляет 58-62. Эксплуатационные испытания восстановленных и одновременно упрочненных лап культиваторов показали, что их износостойкость возросла в 1,2-1,5 раза по сравнению с серийными деталями,подвергающимся закалке и отпуску. Применение предлагаемого способа восстановления позволит не только восстановить форму и размеры изношенной детали, но и упрочнить рабочую поверхность, а удаление изношенной части лапы с помощью установки для плазменной резки Мультиплаз-7500 позволит создать более благоприятные условия при сварке угловой пластины с восстанавливаемой деталью,что повышает технологичность процесса восстановления. ФОРМУЛА ИЗОБРЕТЕНИЯ удаление изношенной рабочей части, изготовление новых рабочих частей в виде компенсирующих пластин (определенных ремонтных размеров в зависимости от степени износа) и сварки с восстанавливаемой деталью, отличающийся тем,что перед сваркой компенсационные пластины затачивают, изношенную часть детали удаляют с помощью установки для плазменной резки Мультиплаз-7500. Способ восстановления стрельчатых лап почвообрабатывающих машин,включающий
МПК / Метки
МПК: B23P 6/00
Метки: почвообрабатывающих, восстановления, органов, рабочих, способ, машин
Код ссылки
<a href="https://kz.patents.su/3-ip27615-sposob-vosstanovleniya-rabochih-organov-pochvoobrabatyvayushhih-mashin.html" rel="bookmark" title="База патентов Казахстана">Способ восстановления рабочих органов почвообрабатывающих машин</a>
Стенд для испытания рабочих органов роторных машин
Номер предварительного патента: 12448
Опубликовано: 17.12.2002
Авторы: Трофимчук Владимир Александрович, Нураков Серик, Нуркенов Жанбырши Есетович, Темирбеков Ербол Садуахасович, Валиев Рафик Гарифович, Успанов Бауржан Шарипович
МПК: E02F 3/18
Метки: стенд, машин, органов, рабочих, испытания, роторных
Формула / Реферат:
Изобретение относится к устройствам для испытаний землеройных машин, в частности, рабочих органов роторных экскаваторов.Достигаемым техническим результатом изобретения является расширение функциональных возможностей стенда путем установки испытываемого ротора в зависимости от его типа вдоль или поперек продольной оси стенда, имеющего ходовые колеса для перемещения при работе и транспортировании.Результат достигается тем, что испытываемый ротор...
Способ восстановления деталей машин
Номер предварительного патента: 14815
Опубликовано: 15.09.2004
Авторы: Исламкулов Кайрат Муканович, Умбетов Оразбек Жупаркулович, Суворов Сергей Александрович
Метки: деталей, восстановления, способ, машин
Формула / Реферат:
Изобретение относится к машиностроению иможет быть использовано на ремонтных предприятиях для восстановления деталей автотракторныхдвигателей (коленчатые и распределительные валы,штоки, рычаги, пальцы, зубчатые колеса).Задачей изобретения является повышение механических характеристик деталей машин и, как следствие, удлинение срока службы восстановленныхдеталей машин.Способ восстановления деталей машин, преимущественно коленчатых валов, включает...
Способ возврата рабочих элементов клапанных ударных машин
Номер инновационного патента: 23024
Опубликовано: 15.10.2010
Автор: Латыпов Авис Самигуллинович
МПК: E21B 4/00
Метки: способ, рабочих, ударных, элементов, клапанных, машин, возврата
Формула / Реферат:
Изобретение относится к области горных машин, в частности к гидроударным машинам, используемым для ударно-вращательного бурения.Технический результат изобретения - повышение долговечности и коэффициента полезного действия клапанных ударных машин.Для этого в клапанной ударной машине, включающей осуществление рабочими элементами прямого хода под действием энергии перекрытого клапаном прямого потока текучей среды, отсечку клапана с последующим...
Способ Жакупова-Киселева ремонта и восстановления рабочих кромок лопаток паровых турбин
Номер патента: 6364
Опубликовано: 15.11.2001
Авторы: Киселев Леонид Александрович, Жакупов Габдулла Аксекпаевич
МПК: B23K 9/235, B23K 33/00, B23P 6/00...
Метки: ремонта, жакупова-киселева, лопаток, рабочих, восстановления, кромок, способ, паровых, турбин
Формула / Реферат:
Предложен способ ремонта и восстановления энергетического оборудования, в частности, рабочих кромок лопаток паровых турбин. Способ может быть использован в области энергетики.Способ позволяет обеспечить возможность ремонта и восстановления рабочих лопаток последней ступени турбины, без демонтажа лопаток, а также позволяет снизить затраты, связанные с термообработкой, и обеспечить при этом повышение коррозионной и эрозионной стойкости...
Механизм высокого класса с последовательными выстоями рабочих органов
Номер предварительного патента: 7748
Опубликовано: 15.07.1999
Авторы: Уалиев Гахип Уалиевич, Тулешев Амандык Куатович, Нысанбаева Сагадат Саяковна, Рахимов Есентай Рахимович
МПК: F16H 21/02, F16H 21/40
Метки: последовательными, высокого, выстоями, органов, рабочих, механизм, класса
Формула / Реферат:
Изобретение относится к машиностроению и может быть использовано в автоматизированных производственных системах (например, для автоматической загрузки рабочих машин штучными деталями, а также для изменения расстояния между заготовками).Технический результат - расширение функциональных возможностей механизма.Это достигается механизмом высокого класса с последовательными выстоями рабочих органов, включающий стойку, кривошип, выходные звенья,...
Предыдущий патент: Оправка прошивного стана
Следующий патент: Двухвершинное спиральное сверло без поперечной кромки с подточкой ленточки
Случайный патент: Штамм гриба microsporum equinum f-0182, используемый для изготовления инактивированной вакцины против микроспории лошадей