Способ обработки металлорежущих инструментов
Номер инновационного патента: 25865
Опубликовано: 16.07.2012
Авторы: Исламкулов Кайрат Муканович, Колмыкпаев Батырбек Камитович
Формула / Реферат
Изобретение относится к машиностроению и может быть использовано для повышения износостойкости стальных изделий (пальцы, рычаги, кулачки, валы, зубчатые колеса, шестерни, фильеры, волоки волочильных станов и др.).
Целью изобретения является повышение износостойкости металлорежущих инструментов и как следствие повышение их долговечности (сверла, фрезы, резцы, дисковые пилы).
Указанная задача достигается нанесением износостойкого слоя на поверхность металлорежущих инструментов, включающий ионно-плазменную обработку изделий нитридами алюминия и нитридами титана.
Пример. Проводилась ионно - плазменная обработка сверла из стали Р6М5. Поверхность сверла подвергалась обезжириванию и очистке в тлеющем разряде, в вакууме, при подаче напряжения 1,2 - 1,3 В на испарители ( пушки ) ионно - плазменной установки ИЭТ - 8 -И2
С целью уменьшения диффузионного изнашивания инструмента при эксплуатации и учитывая, что изделие может работать в ударно- прерывистом режиме, поизводили многослойное покрытие на инструмент. Для получения прочного износостойкого покрытия в вакуумную камеру подается плазмообразующий газ - азот. Реагируя с распыленным материалом катода (Ti, А1), он создает соответствующее упрочняющее покрытие в виде нитридов алюминия и нитридов титана. В начале на поверхность инструмента осаждают покрытие из нитридов алюминия при давлении плазмообразующего газа (азота) 4•10-1 Па, температура нагрева изделий 250 - 300°C, время напыления 15мин.,толщина покрытия 5-6мкм..Затем на сформировавшийся слой из нитрида алюминия осаждают нитрид титана при температуре нагрева инструмента 350 - 450°C, давление плазмообразующего газа (азота) 5•10-3 Па, время осаждения 15-20 мин., толщина покрытия 14-15мкм.
Изобретение по сравнению с прототипом обеспечивает 5-6 кратное увеличение износостойкости, повышает адгезионную способность нитридных слоев.
Текст
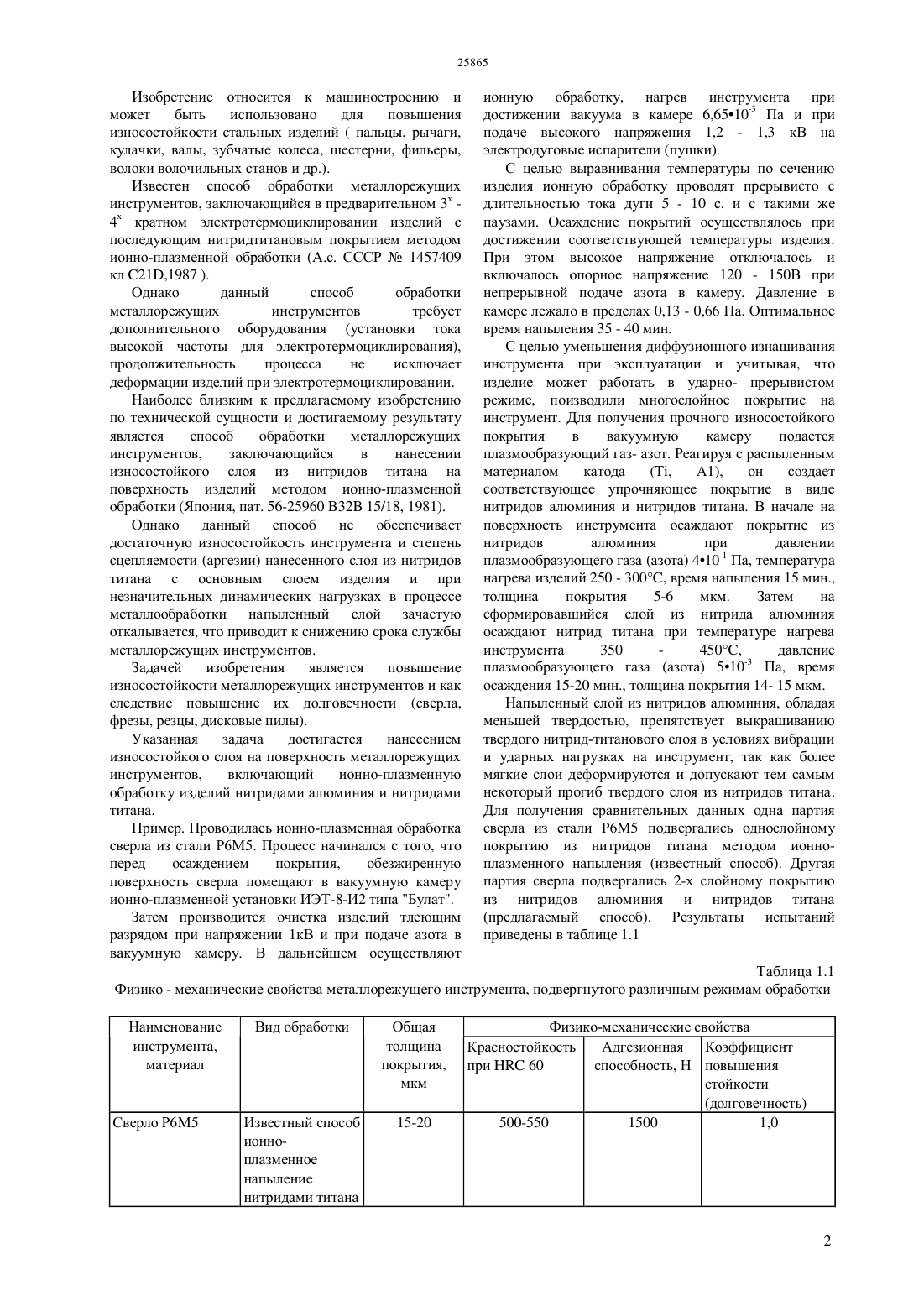
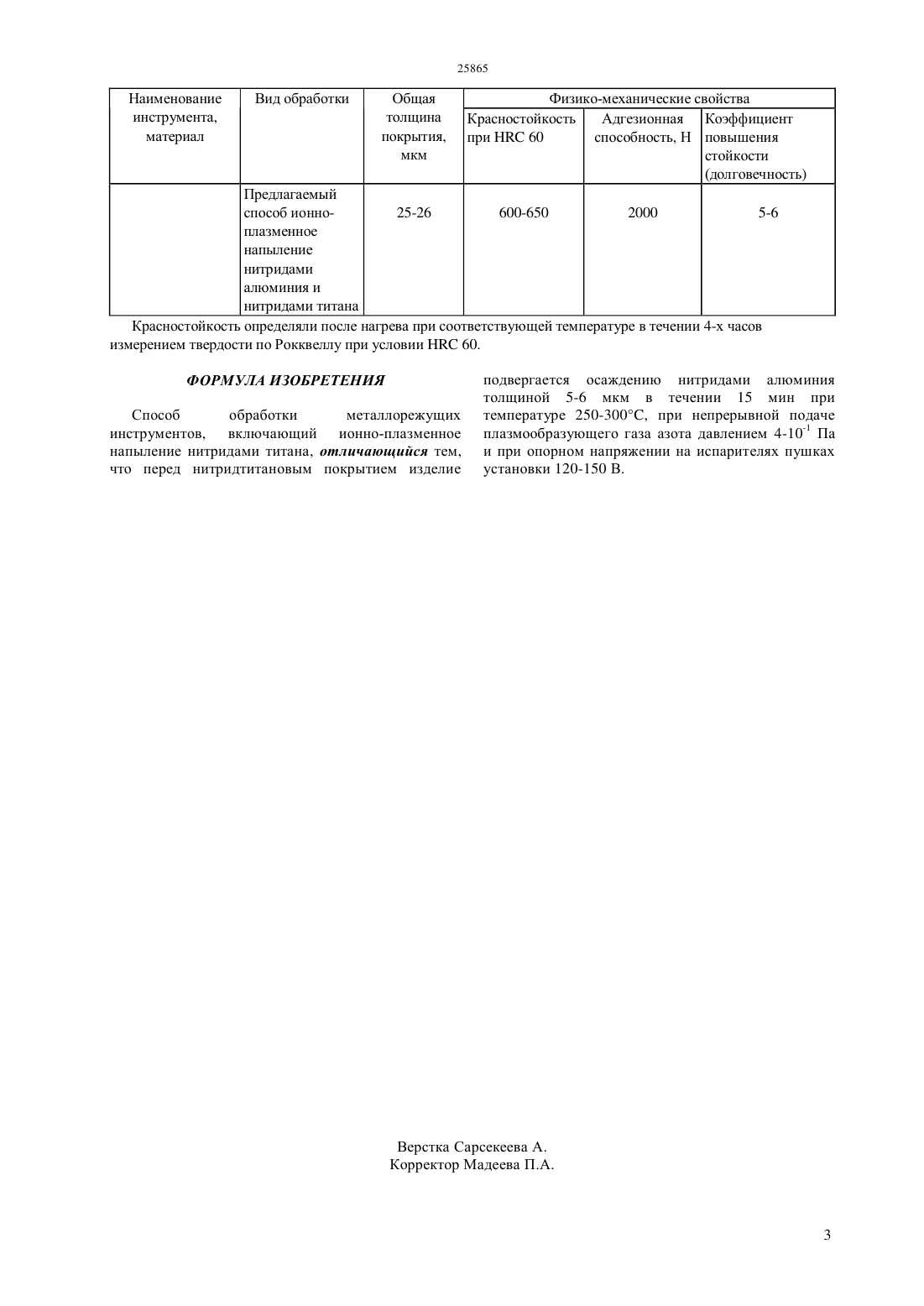
(51) 23 15/28 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ напряжения 1,2 - 1,3 В на испарители ( пушки ) ионно - плазменной установки ИЭТ - 8 -И 2 С целью уменьшения диффузионного изнашивания инструмента при эксплуатации и учитывая, что изделие может работать в ударнопрерывистом режиме, поизводили многослойное покрытие на инструмент. Для получения прочного износостойкого покрытия в вакуумную камеру подается плазмообразующий газ - азот. Реагируя с распыленным материалом катода (, А 1), он создает соответствующее упрочняющее покрытие в виде нитридов алюминия и нитридов титана. В начале на поверхность инструмента осаждают покрытие из нитридов алюминия при давлении плазмообразующего газа (азота) 410-1 Па,температура нагрева изделий 250 - 300, время напыления 15 мин.,толщина покрытия 5-6 мкмЗатем на сформировавшийся слой из нитрида алюминия осаждают нитрид титана при температуре нагрева инструмента 350 450,давление плазмообразующего газа (азота) 510-3 Па, время осаждения 15-20 мин., толщина покрытия 14-15 мкм. Изобретение по сравнению с прототипом обеспечивает 5-6 кратное увеличение износостойкости,повышает адгезионную способность нитридных слоев.(72) Исламкулов Кайрат Муканович Колмыкпаев Батырбек Камитович(73) Учреждение образования Академический инновационный университет(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ(57) Изобретение относится к машиностроению и может быть использовано для повышения износостойкости стальных изделий (пальцы,рычаги, кулачки, валы, зубчатые колеса, шестерни,фильеры, волоки волочильных станов и др.). Целью изобретения является повышение износостойкости металлорежущих инструментов и как следствие повышение их долговечности (сверла,фрезы, резцы, дисковые пилы). Указанная задача достигается нанесением износостойкого слоя на поверхность металлорежущих инструментов,включающий ионно-плазменную обработку изделий нитридами алюминия и нитридами титана. Пример. Проводилась ионно - плазменная обработка сверла из стали Р 6 М 5. Поверхность сверла подвергалась обезжириванию и очистке в тлеющем разряде, в вакууме, при подаче Изобретение относится к машиностроению и может быть использовано для повышения износостойкости стальных изделий ( пальцы, рычаги,кулачки, валы, зубчатые колеса, шестерни, фильеры,волоки волочильных станов и др.). Известен способ обработки металлорежущих инструментов, заключающийся в предварительном 3 х 4 х кратном электротермоциклировании изделий с последующим нитридтитановым покрытием методом ионно-плазменной обработки (А.с. СССР 1457409 кл 21,1987 ). Однако данный способ обработки металлорежущих инструментов требует дополнительного оборудования (установки тока высокой частоты для электротермоциклирования),продолжительность процесса не исключает деформации изделий при электротермоциклировании. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ обработки металлорежущих инструментов,заключающийся в нанесении износостойкого слоя из нитридов титана на поверхность изделий методом ионно-плазменной обработки (Япония, пат. 56-25960 32 15/18, 1981). Однако данный способ не обеспечивает достаточную износостойкость инструмента и степень сцепляемости (аргезии) нанесенного слоя из нитридов титана с основным слоем изделия и при незначительных динамических нагрузках в процессе металлообработки напыленный слой зачастую откалывается, что приводит к снижению срока службы металлорежущих инструментов. Задачей изобретения является повышение износостойкости металлорежущих инструментов и как следствие повышение их долговечности (сверла,фрезы, резцы, дисковые пилы). Указанная задача достигается нанесением износостойкого слоя на поверхность металлорежущих инструментов,включающий ионно-плазменную обработку изделий нитридами алюминия и нитридами титана. Пример. Проводилась ионно-плазменная обработка сверла из стали Р 6 М 5. Процесс начинался с того, что перед осаждением покрытия,обезжиренную поверхность сверла помещают в вакуумную камеру ионно-плазменной установки ИЭТ-8-И 2 типа Булат. Затем производится очистка изделий тлеющим разрядом при напряжении 1 кВ и при подаче азота в вакуумную камеру. В дальнейшем осуществляют ионную обработку, нагрев инструмента при достижении вакуума в камере 6,6510-3 Па и при подаче высокого напряжения 1,2 - 1,3 кВ на электродуговые испарители (пушки). С целью выравнивания температуры по сечению изделия ионную обработку проводят прерывисто с длительностью тока дуги 5 - 10 с. и с такими же паузами. Осаждение покрытий осуществлялось при достижении соответствующей температуры изделия. При этом высокое напряжение отключалось и включалось опорное напряжение 120 - 150 В при непрерывной подаче азота в камеру. Давление в камере лежало в пределах 0,13 - 0,66 Па. Оптимальное время напыления 35 - 40 мин. С целью уменьшения диффузионного изнашивания инструмента при эксплуатации и учитывая, что изделие может работать в ударно- прерывистом режиме, поизводили многослойное покрытие на инструмент. Для получения прочного износостойкого покрытия в вакуумную камеру подается плазмообразующий газ- азот. Реагируя с распыленным материалом катода(,А 1),он создает соответствующее упрочняющее покрытие в виде нитридов алюминия и нитридов титана. В начале на поверхность инструмента осаждают покрытие из нитридов алюминия при давлении плазмообразующего газа (азота) 410-1 Па, температура нагрева изделий 250 - 300, время напыления 15 мин.,толщина покрытия 5-6 мкм. Затем на сформировавшийся слой из нитрида алюминия осаждают нитрид титана при температуре нагрева инструмента 350 450,давление плазмообразующего газа (азота) 510-3 Па, время осаждения 15-20 мин., толщина покрытия 14- 15 мкм. Напыленный слой из нитридов алюминия, обладая меньшей твердостью, препятствует выкрашиванию твердого нитрид-титанового слоя в условиях вибрации и ударных нагрузках на инструмент, так как более мягкие слои деформируются и допускают тем самым некоторый прогиб твердого слоя из нитридов титана. Для получения сравнительных данных одна партия сверла из стали Р 6 М 5 подвергались однослойному покрытию из нитридов титана методом ионноплазменного напыления (известный способ). Другая партия сверла подвергались 2-х слойному покрытию из нитридов алюминия и нитридов титана(предлагаемый способ). Результаты испытаний приведены в таблице 1.1 Таблица 1.1 Физико - механические свойства металлорежущего инструмента, подвергнутого различным режимам обработки Наименование инструмента,материал Известный способ ионноплазменное напыление нитридами титана Физико-механические свойства Красностойкость Адгезионная Коэффициент при 60 способность, Н повышения стойкости Физико-механические свойства Красностойкость Адгезионная Коэффициент при 60 способность, Н повышения стойкости Предлагаемый способ ионно 25-26 600-650 2000 5-6 плазменное напыление нитридами алюминия и нитридами титана Красностойкость определяли после нагрева при соответствующей температуре в течении 4-х часов измерением твердости по Рокквеллу при условии 60. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ обработки металлорежущих инструментов, включающий ионно-плазменное напыление нитридами титана, отличающийся тем,что перед нитридтитановым покрытием изделие подвергается осаждению нитридами алюминия толщиной 5-6 мкм в течении 15 мин при температуре 250-300, при непрерывной подаче плазмообразующего газа азота давлением 4-10-1 Па и при опорном напряжении на испарителях пушках установки 120-150 В.
МПК / Метки
МПК: B23P 15/28
Метки: инструментов, способ, обработки, металлорежущих
Код ссылки
<a href="https://kz.patents.su/3-ip25865-sposob-obrabotki-metallorezhushhih-instrumentov.html" rel="bookmark" title="База патентов Казахстана">Способ обработки металлорежущих инструментов</a>
Набор гинекологических инструментов для первичного осмотра
Номер предварительного патента: 11589
Опубликовано: 14.06.2002
Авторы: Махметов Тулеген Зиятденович, У Юрий Санхович
МПК: A61B 17/42
Метки: осмотра, гинекологических, набор, первичного, инструментов
Формула / Реферат:
Изобретение относится к хирургическим, а именно к гинекологическим инструментам.Набор гинекологических инструментов содержит ложку гинекологическую двустороннюю, зеркало влагалищное Симса, зажим жесткий для влагалищных операций изогнутый, зеркало-подъемник влагалищное, при этом инструменты выполнены из полимерных материалов, размещены в герметичном пакете и простерилизованы после упаковки.Предложенный набор гинекологических инструментов...
Способ диагностирования аварийных ситуаций при работе на металлорежущих станках и устройство для его осуществления
Номер предварительного патента: 12370
Опубликовано: 17.12.2002
Авторы: Кадырова Мадина Жаннатовна, Кадыров Жаннат Нургалиевич, Нургали Омар Жаннатулы, Кадыров Ильяс Жаннатович, Кадыров Байсал Жаннатович, Кадырова Зауре Жаннатовна
МПК: B23Q 15/00, G01L 1/22
Метки: станках, осуществления, аварийных, ситуаций, способ, диагностирования, работе, металлорежущих, устройство
Формула / Реферат:
Изобретение относится к машиностроению, в частности, к работе на металлорежущих станках преимущественно токарной группы, и предназначено для оперативного выявления типичных аварийных ситуаций, возникающих во время эксплуатации станков,Технический результат изобретения заключается в увеличении достоверности диагностирования.Это достигается тем, что в способе диагностирования, заключающемся в регистрации при резании электрического сигнала,...
Устройство для линейно-контролируемого введения пункционных инструментов
Номер инновационного патента: 22409
Опубликовано: 15.04.2010
Авторы: Сейсембаев Манас Ахметжарович, Каштаев Рустем Елемесович, Султаналиев Токан Анарбекович, Абеленцев Владимир Владимирович, Ешмуратов Темур Шерханович, Абеленцева Татьяна Геннадьевна, Сарсенбаев Ербол Жаксылыкович, Медеубеков Улугбек Шалхарович
МПК: A61B 19/00, A61B 1/01
Метки: линейно-контролируемого, инструментов, устройство, пункционных, введения
Формула / Реферат:
Изобретение относится к медицинской технике, а именно к устройствам, применяемым в хирургических областях медицины, и может быть использовано при транскутанных пункционных вмешательствах и оперативных вмешательствах на органах грудной и брюшной полостей, для диагностического исследования состояния органов и тканей, а также для лечебных манипуляций.Устройство для линейно-контролируемого введения пункционных инструментов, состоит из металлического...
Способ обработки изделий из малоуглеродистых сталей
Номер предварительного патента: 15836
Опубликовано: 15.06.2005
Авторы: Умбетов Оразбек Жупаркулович, Исламкулов Кайрат Муканович, Суворов Сергей Александрович
МПК: C21D 1/78
Метки: изделий, малоуглеродистых, обработки, сталей, способ
Формула / Реферат:
Изобретение относится к машиностроению иможет быть использовано для замены высокоуглеродистых и низколегированных сталей на малоуглеродистые при изготовлении деталей машин.Предложен способ обработки малоуглеродистой стали, включающий предварительную термоциклическую обработку, ионно-плазменное напыление слоя из нитрида титана с последующей многократной холодной пластической деформацией.Способ позволяет повысить твердость и износостойкость...
Зенкер-протяжка для обработки цилиндрических отверстий
Номер предварительного патента: 20384
Опубликовано: 15.12.2008
Авторы: Дудак Николай Степанович, Итыбаева Галия Тулеубаевна
Метки: зенкер-протяжка, цилиндрических, отверстий, обработки
Формула / Реферат:
Изобретение относится к области металлорежущих инструментов и представляет собой стержневой инструмент зенкер-протяжку для высокопроизводительной обработки цилиндрических отверстий. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности. В осевом направлении конструктивные признаки и кинематика заявленного инструмента соответствуют признакам протяжки...
Предыдущий патент: Способ объемного дозирования
Следующий патент: Горнолыжный бугельный буксир чиркина
Случайный патент: Состав и способ приготовления пива "Тянь-Шань apple beer"