Устройство для разделения расплавов
Номер инновационного патента: 25097
Опубликовано: 15.12.2011
Авторы: Яблонский Владимир Иванович, Микляев Александр Павлинович, Зазуля Виктор Михайлович, Абишев Эрик Жаныбекович, Романов Виктор Иванович
Формула / Реферат
Изобретение относится к металлургии, в частности к непрерывной разливке стали. Предложенное устройство для разделения металла и шлака может быть использовано при переливах из одной емкости в другую.
Задачей данного изобретения является обеспечение гарантированного формирования головной части заготовки в кристаллизаторе машины непрерывной разливки исключая «прорывы» жидкого металла на старте.
Технический результат достигается тем, что устройство изготавливается из стального листа, которое изгибается в форму трубы диаметром равным 2-4 внутренних диаметров посадочного гнезда, высотой от 1,7 до 3,5 внутренних диаметров этой же трубы, стыкуется и проваривается определенным заданным шагом сваркой.
Текст
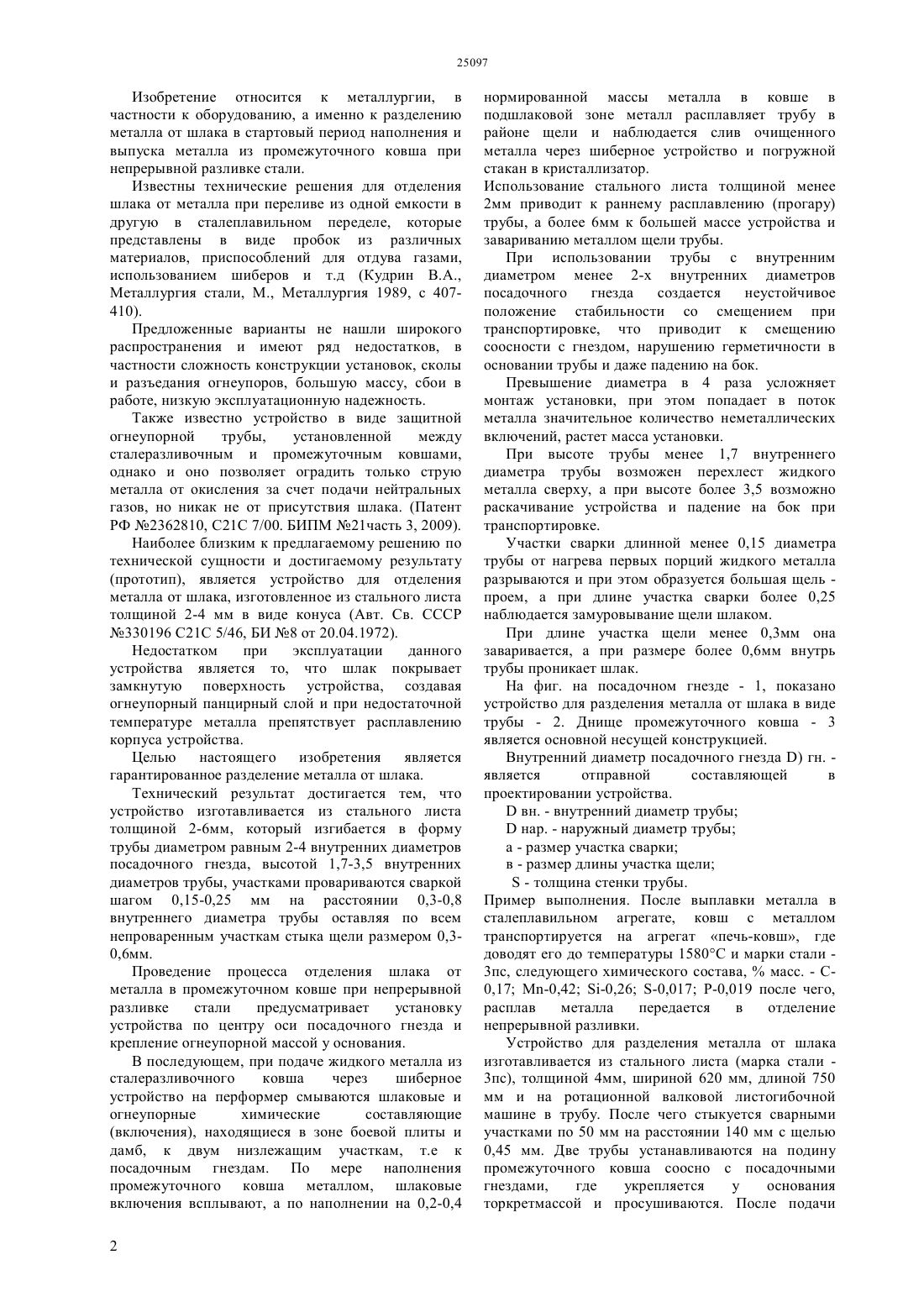
(51) 21 7/12 (2010.01) 21 5/28 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ шлака может быть использовано при переливах из одной емкости в другую. Задачей данного изобретения является обеспечение гарантированного формирования головной части заготовки в кристаллизаторе машины непрерывной разливки исключая прорывы жидкого металла на старте. Технический результат достигается тем, что устройство изготавливается из стального листа,которое изгибается в форму трубы диаметром равным 2-4 внутренних диаметров посадочного гнезда, высотой от 1,7 до 3,5 внутренних диаметров этой же трубы, стыкуется и проваривается определенным заданным шагом сваркой.(72) Микляев Александр Павлинович Яблонский Владимир Иванович Романов Виктор Иванович Абишев Эрик Жаныбекович Зазуля Виктор Михайлович(73) Акционерное общество АрселорМиттал Темиртау(54) УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ РАСПЛАВОВ(57) Изобретение относится к металлургии, в частности к непрерывной разливке стали. Предложенное устройство для разделения металла и Изобретение относится к металлургии, в частности к оборудованию, а именно к разделению металла от шлака в стартовый период наполнения и выпуска металла из промежуточного ковша при непрерывной разливке стали. Известны технические решения для отделения шлака от металла при переливе из одной емкости в другую в сталеплавильном переделе, которые представлены в виде пробок из различных материалов, приспособлений для отдува газами,использованием шиберов и т.д (Кудрин В.А.,Металлургия стали, М., Металлургия 1989, с 407410). Предложенные варианты не нашли широкого распространения и имеют ряд недостатков, в частности сложность конструкции установок, сколы и разъедания огнеупоров, большую массу, сбои в работе, низкую эксплуатационную надежность. Также известно устройство в виде защитной огнеупорной трубы,установленной между сталеразливочным и промежуточным ковшами,однако и оно позволяет оградить только струю металла от окисления за счет подачи нейтральных газов, но никак не от присутствия шлака. (Патент РФ 2362810, С 21 С 7/00. БИПМ 21 часть 3, 2009). Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату(прототип), является устройство для отделения металла от шлака, изготовленное из стального листа толщиной 2-4 мм в виде конуса (Авт. Св. СССР 330196 С 21 С 5/46, БИ 8 от 20.04.1972). Недостатком при эксплуатации данного устройства является то, что шлак покрывает замкнутую поверхность устройства, создавая огнеупорный панцирный слой и при недостаточной температуре металла препятствует расплавлению корпуса устройства. Целью настоящего изобретения является гарантированное разделение металла от шлака. Технический результат достигается тем, что устройство изготавливается из стального листа толщиной 2-6 мм, который изгибается в форму трубы диаметром равным 2-4 внутренних диаметров посадочного гнезда, высотой 1,7-3,5 внутренних диаметров трубы, участками провариваются сваркой шагом 0,15-0,25 мм на расстоянии 0,3-0,8 внутреннего диаметра трубы оставляя по всем непроваренным участкам стыка щели размером 0,30,6 мм. Проведение процесса отделения шлака от металла в промежуточном ковше при непрерывной разливке стали предусматривает установку устройства по центру оси посадочного гнезда и крепление огнеупорной массой у основания. В последующем, при подаче жидкого металла из сталеразливочного ковша через шиберное устройство на перформер смываются шлаковые и огнеупорные химические составляющие(включения), находящиеся в зоне боевой плиты и дамб, к двум низлежащим участкам, т.е к посадочным гнездам. По мере наполнения промежуточного ковша металлом, шлаковые включения всплывают, а по наполнении на 0,2-0,4 2 нормированной массы металла в ковше в подшлаковой зоне металл расплавляет трубу в районе щели и наблюдается слив очищенного металла через шиберное устройство и погружной стакан в кристаллизатор. Использование стального листа толщиной менее 2 мм приводит к раннему расплавлению (прогару) трубы, а более 6 мм к большей массе устройства и завариванию металлом щели трубы. При использовании трубы с внутренним диаметром менее 2-х внутренних диаметров посадочного гнезда создается неустойчивое положение стабильности со смещением при транспортировке, что приводит к смещению соосности с гнездом, нарушению герметичности в основании трубы и даже падению на бок. Превышение диаметра в 4 раза усложняет монтаж установки, при этом попадает в поток металла значительное количество неметаллических включений, растет масса установки. При высоте трубы менее 1,7 внутреннего диаметра трубы возможен перехлест жидкого металла сверху, а при высоте более 3,5 возможно раскачивание устройства и падение на бок при транспортировке. Участки сварки длинной менее 0,15 диаметра трубы от нагрева первых порций жидкого металла разрываются и при этом образуется большая щель проем, а при длине участка сварки более 0,25 наблюдается замуровывание щели шлаком. При длине участка щели менее 0,3 мм она заваривается, а при размере более 0,6 мм внутрь трубы проникает шлак. На фиг. на посадочном гнезде - 1, показано устройство для разделения металла от шлака в виде трубы - 2. Днище промежуточного ковша - 3 является основной несущей конструкцией. Внутренний диаметр посадочного гнезда ) гн. является отправной составляющей в проектировании устройства.вн. - внутренний диаметр трубынар. - наружный диаметр трубы а - размер участка сварки в - размер длины участка щели- толщина стенки трубы. Пример выполнения. После выплавки металла в сталеплавильном агрегате, ковш с металлом транспортируется на агрегат печь-ковш, где доводят его до температуры 1580 С и марки стали 3 пс, следующего химического состава,масс. - С 0,17 -0,42 -0,26 -0,017 Р-0,019 после чего,расплав металла передается в отделение непрерывной разливки. Устройство для разделения металла от шлака изготавливается из стального листа (марка стали 3 пс), толщиной 4 мм, шириной 620 мм, длиной 750 мм и на ротационной валковой листогибочной машине в трубу. После чего стыкуется сварными участками по 50 мм на расстоянии 140 мм с щелью 0,45 мм. Две трубы устанавливаются на подину промежуточного ковша соосно с посадочными гнездами,где укрепляется у основания торкретмассой и просушиваются. После подачи промежуточного ковша на машину непрерывного литья заготовок и установки над двумя кристаллизаторами происходит наполнение ковша на 17 тонн за 154 секунды и в этот момент, почти одновременно с интервалом в 3 секунды, из обеих каналов наблюдается стартовый слив металла. Затем массу металла в промежуточном ковше доводят до уровня 45 тонн и температуры 1542 С, при этом наблюдается нормальный ход разливки. Использование устройства позволило наиболее полно разделить шлак с частицами торкретмассы и футеровки от металла, тем самым обеспечить гарантированное формирование головной части заготовки в кристаллизаторе и исключить аварийные ситуации, в частности прорыв на старте. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для разделения расплавов из металла и шлака, изготовленное из стального листа,отличающееся тем, что стальной лист толщиной от 2 до 6 мм изгибается в форму грубы диаметром равным 2-4 внутренних диаметров посадочного гнезда, высотой 1,7-3,5 внутренних диаметров трубы, которая участками проваривается сваркой шагом 0,15-0,25 мм на расстоянии 0,3-0,8 внутреннего диаметра трубы, оставляя по всему непроваренному участку стыка щели размером 0,3-0,6 мм.
МПК / Метки
Метки: разделения, устройство, расплавов
Код ссылки
<a href="https://kz.patents.su/3-ip25097-ustrojjstvo-dlya-razdeleniya-rasplavov.html" rel="bookmark" title="База патентов Казахстана">Устройство для разделения расплавов</a>
Способ предотвращения попадания шлака в струю металла, вытекающего из ковша, при заливке форм из чайниковых ковшей
Номер предварительного патента: 18378
Опубликовано: 16.04.2007
Автор: Исагулов Аристотель Зейнуллинович
МПК: B22D 41/14
Метки: шлака, способ, вытекающего, металла, заливке, попадания, струю, предотвращения, чайниковых, ковша, форм, ковшей
Формула / Реферат:
Изобретение относится к литейному производству и касается заливки форм из чайниковых ковшей.Задачей изобретения является предотвращение попадания шлака в форму при заливке из чайникового ковша.Предложен способ предотвращения попадания шлака в струю металла, вытекающего из ковша, при заливке форм из чайниковых ковшей с помощью перегородки для отделения шлака, в котором на поверхности жидкого металла размещают свободно плавающую разделительную...
Устройство для диспергирования расплавов
Номер предварительного патента: 16937
Опубликовано: 15.02.2006
Авторы: Рычков Григорий Севастьянович, Кениг Вадим Карлович, Горяев Геннадий Владимирович, Пестова Галина Сергеевна, Сырнев Борис Владимирович
МПК: B22F 9/10
Метки: расплавов, устройство, диспергирования
Формула / Реферат:
Устройство для диспергирования расплавов относится к металлургии и может быть использова-но для получения гранул из расплавов. Предлагаемое изобретение упрощает конструк-цию диспергирующего устройства, согласовывает неконтролируемый слив из печи и расчетную про-изводительность охлаждающего устройства, орга-низует самораспад струй расплава. Сущность изобретения заключается в том, что устройство содержит подающий лоток, распредели-тельное...
Устройство для дозированного ввода мелкодисперсного материала в реакционный сосуд, установка для получения металлических расплавов с таким устройством и способ эксплуатации этого устройства
Номер патента: 8957
Опубликовано: 15.08.2001
Авторы: Кепплингер, Леопольд Вернер, ГЕННАРИ Удо, Валльнер, Феликс
МПК: C21B 13/14, F27D 3/18
Метки: сосуд, устройства, устройство, установка, устройством, расплавов, мелкодисперсного, получения, эксплуатации, ввода, дозированного, реакционный, таким, способ, материала, металлических, этого
Формула / Реферат:
Устройство (29) для дозированного ввода мелкодисперсного материала в реакционный сосуд (10) содержит шлюз (31) с псевдоожиженным слоем, в который сверху входит устройство (9) для подачи материала, а в нижней части - газопровод (33) для подачи сжижающего газа и который содержит перепускную трубу (34) для передачи дальше мелкодисперсного материала. Для обеспечения дозированного ввода мелкодисперсного материала в реакционный сосуд (10) за пределами...
Устройство для разделения и очистки веществ направленной кристаллизцией расплава
Номер инновационного патента: 22890
Опубликовано: 15.09.2010
Авторы: Касымбеков Бактыбай Ашимбекович, Мейрбеков Абдилда Турсунханович, Башаев Газиз Маратович, Мейрбекова Эльмира Абдилдаевна, Балабеков Оразалы Сатимбекович, Шарафиев Асан Шарафиевич
МПК: B01D 9/02
Метки: очистки, расплава, веществ, разделения, устройство, кристаллизцией, направленной
Формула / Реферат:
Изобретение относится к устройствам, предназначенным для разделения и очистки веществ направленной кристаллизацией расплава, и может быть использовано в химической, нефтехимической, пищевой, фармацевтической и других отраслях промышленности.Устройство для разделения и очистки веществ направленной кристаллизацией расплава, включает цилиндрический сосуд с рубашкой и обогреваемым дном, нагреватель, расположенный по оси сосуда, устройство для...
Устройство для разделения навоза на фракции
Номер предварительного патента: 12896
Опубликовано: 15.04.2003
Авторы: Исинтаев Кумар Такабайулы, Исинтаев Такабай Исинтайулы, Альсеитов Гыйлимхан Сапажанович
МПК: A01C 3/00
Метки: навоза, разделения, устройство, фракции
Формула / Реферат:
Устройство относится к сельскому хозяйству, в частности, к установкам для разделения навоза на фракции. Устройство для разделения навоза на фракции содержит горизонтально вращающуюся емкость переменного сечения, загрузочный патрубок и разгрузочные отверстия, причем боковая образующая емкости выполнена сплошной, и для выгрузки осадка используется шнековый транспортер, расположенный соосно с емкостью, выполненный с переменным шагом, уменьшающимся...
Предыдущий патент: Способ определения лактозоположительных кишечных палочек в воде поверхностных водоемов
Следующий патент: Способ выплавки конвертерной стали
Случайный патент: Установка для съемки шкур с туш убойных животных