Матрица для прессования цилиндрических изделий из порошковых материалов
Номер патента: 23962
Опубликовано: 25.12.2012
Авторы: Маныч Антон Владимирович, Горбушин Александр Вениаминович, Шевченко Галина Михайловна, Русин Юрий Григорьевич
Формула / Реферат
Изобретение относится к машиностроению и может быть использовано при производстве изделий из порошковых материалов, в частности топливных таблеток для атомных реакторов, в порошковой металлургии, химической и других отраслях промышленности.
Задачей изобретения является создание матрицы с формообразующим отверстием для прессования изделий из порошковых материалов , при которой обеспечивались бы одинаковые условия прессования, со стороны нижнего и верхнего пуансонов, улучшающие качество изделий при двухстороннем прессовании, и осуществлялась полная разгрузка от упругих напряжений при выходе изделия из матрицы .
Сущность изобретения заключается в том , что в отличие от известной матрицы для прессования цилиндрических изделий из порошковых материалов , с фаской для захода верхнего пуансона и отверстием с двухсторонней расшлифовкой конусностью 0,002÷0,003 мм, предлагаемая матрица содержит двухстороннюю расшлифовку формообразующего отверстия конусностью 0,0013 мм, стык между расшлифовками скруглён радиусом Rскруг и выполнен напротив торца нижнего пуансона, находящегося в конце прессования, а радиус скругления для захода верхнего пуансона в матрицу, и обеспечивающего полную разгрузку напряжений, находят из выражения
где Rmin- минимальный радиус скругления, r- радиус изделия, Еn- поперечный (радиальный) модуль упругости прессовки при данном давлении прессования, τразр - напряжение разрушения изделия при данном давлении. Длина сферической части l выбирается конструктивно, из условия полной разгрузки прессовки от упругих сил на выходе. Величину радиуса скругления Rскруг, выполняют не меньше величины радиуса Rmin.
Текст
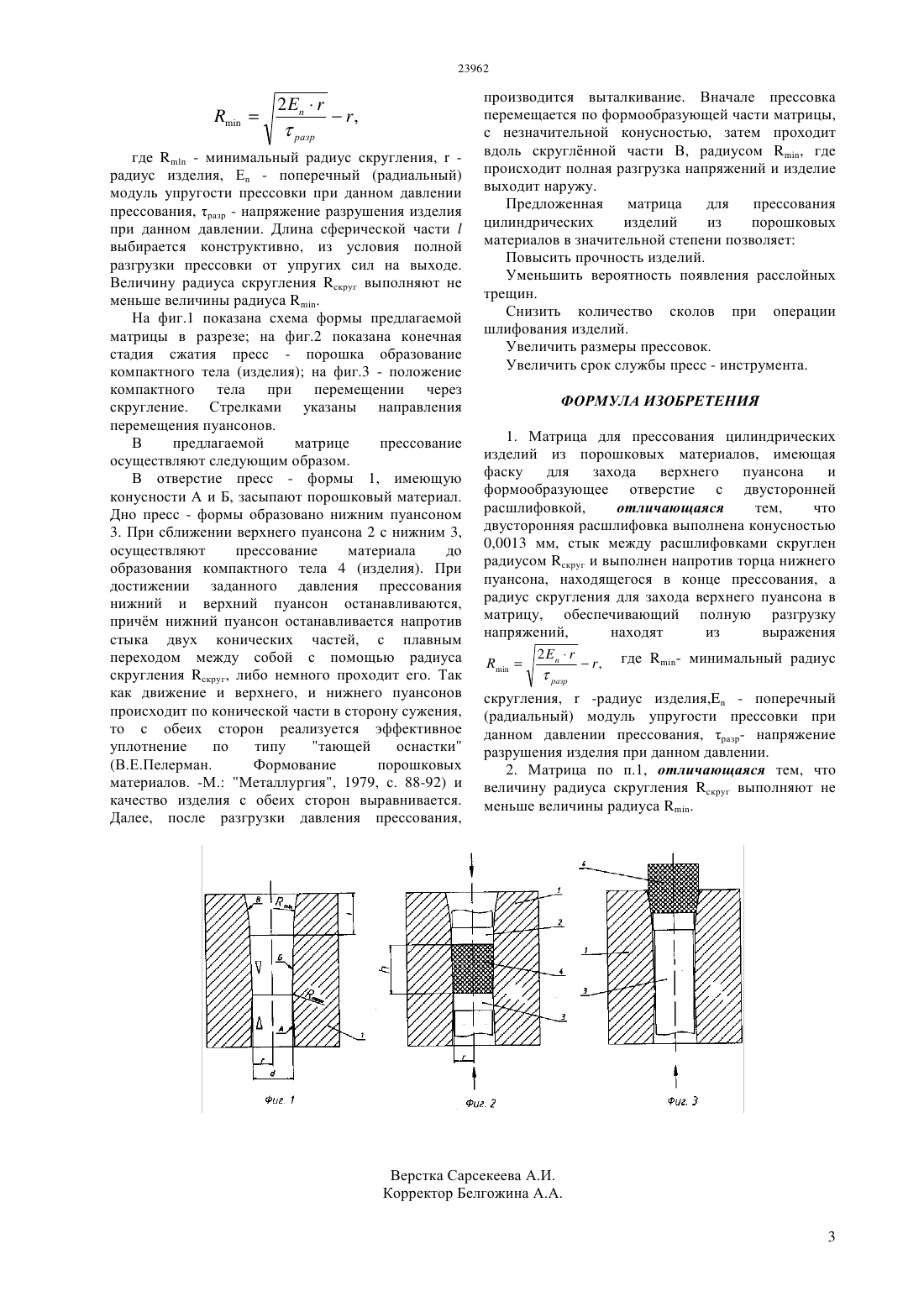
(51) 22 3/00 (2006.01) 30 11/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ полная разгрузка от упругих напряжений при выходе изделия из матрицы . Сущность изобретения заключается в том, что в отличие от известной матрицы для прессования цилиндрических изделий из порошковых,материалов, с фаской для захода верхнего пуансона и отверстием с двухсторонней расшлифовкой конусностью 0,0020,003 мм, предлагаемая матрица содержит двухстороннюю расшлифовку формообразующего отверстия конусностью 0,0013 мм, стык между расшлифовками скруглн радиусом скруг и выполнен напротив торца нижнего пуансона, находящегося в конце прессования, а радиус скругления для захода верхнего пуансона в матрицу, и обеспечивающего полную разгрузку напряжений,находят из выражения 2, где - минимальный радиус(радиальный) модуль упругости прессовки при данном давлении прессования, разр - напряжение разрушения изделия при данном давлении. Длина сферической частивыбирается конструктивно, из условия полной разгрузки прессовки от упругих сил на выходе. Величину радиуса скругления скруг,выполняют не меньше величины радиуса .(72) Маныч Антон Владимирович Русин Юрий Григорьевич Горбушин Александр Вениаминович Шевченко Галина Михайловна(73) Акционерное общество Ульбинский металлургический завод(54) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ(57) Изобретение относится к машиностроению и может быть использовано при производстве изделий из порошковых материалов, в частности топливных таблеток для атомных реакторов, в порошковой металлургии, химической и других отраслях промышленности. Задачей изобретения является создание матрицы с формообразующим отверстием для прессования изделий из порошковых материалов, при которой обеспечивались бы одинаковые условия прессования, со стороны нижнего и верхнего пуансонов, улучшающие качество изделий при двухстороннем прессовании, и осуществлялась Изобретение относится к машиностроению и может быть использовано при производстве изделий из порошковых материалов, в частности топливных таблеток для атомных реакторов, в порошковой металлургии, химической и других отраслях промышленности. Как известно, при выталкивании изделий из порошковых материалов из пресс - формы (после прессования), они расширяются. Причм, для некоторых порошковых материалов процент расширения изделия в радиальном направлении достигает от 0,5 до 1 и более от размера изделия(в радиальном направлении). Поэтому в данных изделиях при выпрессовке возникают значительные напряжения, часто приводящие к появлению расслойных трещин. Кроме этого упругое расширение растт с увеличением размеров прессуемого изделия, что ограничивает размеры данных изделий. Известна матрица для прессования цилиндрических изделий формообразующее отверстие, которой, выполнено со скруглением 1 мм на входе, и с конусностью 0,0013 на основной рабочей части при прессовании порошков диоксида урана (Чертж матрицы 53.011-20.000-01 СБ ), Усть-Каменогорск, УМЗ). Недостатком такой матрицы является, то, что указанная конусность отверстия недостаточна, и не обеспечивает полную разгрузку изделий от напряжений при выталкивании, поэтому в изделиях с уменьшенной прочностью, либо с повышенным давлением прессования,образовываются расслойные трещины. Радиус 1 мм, незначителен,предназначен для захода верхнего пуансона в матрицу, и не сможет обеспечить дополнительную разгрузку напряжений. Повышение вышеуказанной конусности может привести к искажению геометрических форм изделия. Кроме этого данная матрица имеет только одну формообразующую коническую часть, что при двухстороннем прессовании приводит к тому, что прочности с разных сторон таблетки становятся разными, что снижает качество изделий. Известна матрица для прессования цилиндрических изделий, имеющая фаску под углом 45 и шириной 1,52 мм на входе в формообразующее отверстие с конусностью 0,001 на основной части при прессовании фенол формальдегидных пресс - порошков, и конусностью 0,003 при прессовании аминопластов (Э.Э. Кольман- Иванов, К.А. Салазкин. Таблеточные машины. -М. Машиностроение 1966, с. 214-215). Недостатком такой матрицы является, то, что указанные конусности формообразующего отверстия незначительны и не обеспечивают полную разгрузку изделий от напряжений при выталкивании, поэтому в изделиях с уменьшенной прочностью, либо с повышенным давлением прессования, будут образовываться расслойные трещины. Фаска в 45, наоборот, имеет избыточную конусность и не сможет обеспечить разгрузку напряжений. Повышение данной конусности может привести к искажению геометрических форм 2 изделия. Кроме этого, данная матрица, как и вышеприведнная,имеет только одну формообразующую коническую часть, что при двухстороннем прессовании приводит к тому, что прочности с разных сторон таблетки становятся разными, что снижает качество изделий. Известна матрица для прессования цилиндрических изделий таблеточной машины с фаской 0,545 для захода верхнего пуансона в формообразующее отверстие с двухсторонней расшлифовкой конусностью 0,0020,003 мм на длине 58 мм. Двухсторонняя расшлифовка матрицы предназначена для переворота на другую рабочую часть, в случае износа е первой рабочей части. (Кольман - Иванов Э.Э. Таблетирование в химической промышленности. М. Химия, 1976,с.162-153.) Недостатком такой матрицы является, то, что указанные конусности формообразующего отверстия так же, как и в предыдущем случае,незначительны и не обеспечивают полную разгрузку изделий от напряжений при выталкивании, поэтому в изделиях с уменьшенной прочностью, либо с повышенным давлением прессования, будут образовываться расслойные трещины. Фаска в 45,наоборот, имеет избыточную конусность, и не сможет обеспечить разгрузку напряжений. Повышение данной конусности может привести к искажению геометрических форм изделия. Формообразующая часть данной матрицы цилиндрическая, поэтому при выталкивании изделий средних размеров и выше, вследствие вышеуказанных причин, могут образовываться трещины и сколы. Данная матрица с двухсторонней расшлифовкой для прессования цилиндрических изделий из порошковых материалов принята за прототип. Задачей изобретения является создание матрицы с формообразующим отверстием для прессования изделий из порошковых материалов, при которой обеспечивались бы одинаковые условия прессования, со стороны нижнего и верхнего пуансонов, улучшающие качество изделий при двухстороннем прессовании, и осуществлялась полная разгрузка от упругих напряжений при выходе изделия из матрицы. Сущность изобретения заключается в том, что в отличие от известной матрицы для прессования цилиндрических изделий из порошковых материалов, с фаской для захода верхнего пуансона и отверстием с двухсторонней расшлифовкой конусностью 0,0020,003 мм, предлагаемая матрица содержит двухстороннюю расшлифовку формообразующего отверстия конусностью 0,0013 мм, стык между расшлифовками скруглн радиусом скруг и выполнен напротив торца нижнего пуансона, находящегося в конце прессования, а радиус скругления для захода верхнего пуансона в матрицу, и обеспечивающего полную разгрузку напряжений, находят из выражения, где- минимальный радиус скругления,радиус изделия, Е - поперечный (радиальный) модуль упругости прессовки при данном давлении прессования, разр - напряжение разрушения изделия при данном давлении. Длина сферической частивыбирается конструктивно, из условия полной разгрузки прессовки от упругих сил на выходе. Величину радиуса скругления скруг выполняют не меньше величины радиуса . На фиг.1 показана схема формы предлагаемой матрицы в разрезе на фиг.2 показана конечная стадия сжатия пресс - порошка образование компактного тела (изделия) на фиг.3 - положение компактного тела при перемещении через скругление. Стрелками указаны направления перемещения пуансонов. В предлагаемой матрице прессование осуществляют следующим образом. В отверстие пресс - формы 1, имеющую конусности А и Б, засыпают порошковый материал. Дно пресс - формы образовано нижним пуансоном 3. При сближении верхнего пуансона 2 с нижним 3,осуществляют прессование материала до образования компактного тела 4 (изделия). При достижении заданного давления прессования нижний и верхний пуансон останавливаются,причм нижний пуансон останавливается напротив стыка двух конических частей, с плавным переходом между собой с помощью радиуса скругления скруг, либо немного проходит его. Так как движение и верхнего, и нижнего пуансонов происходит по конической части в сторону сужения,то с обеих сторон реализуется эффективное уплотнение по типу тающей оснастки(В.Е.Пелерман. Формование порошковых материалов. -М. Металлургия, 1979, с. 88-92) и качество изделия с обеих сторон выравнивается. Далее, после разгрузки давления прессования, производится выталкивание. Вначале прессовка перемещается по формообразующей части матрицы,с незначительной конусностью, затем проходит вдоль скруглнной части В, радиусом , где происходит полная разгрузка напряжений и изделие выходит наружу. Предложенная матрица для прессования цилиндрических изделий из порошковых материалов в значительной степени позволяет Повысить прочность изделий. Уменьшить вероятность появления расслойных трещин. Снизить количество сколов при операции шлифования изделий. Увеличить размеры прессовок. Увеличить срок службы пресс - инструмента. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Матрица для прессования цилиндрических изделий из порошковых материалов, имеющая фаску для захода верхнего пуансона и формообразующее отверстие с двусторонней расшлифовкой,отличающаяся тем,что двусторонняя расшлифовка выполнена конусностью 0,0013 мм, стык между расшлифовками скруглен радиусом скруг и выполнен напротив торца нижнего пуансона, находящегося в конце прессования, а радиус скругления для захода верхнего пуансона в матрицу, обеспечивающий полную разгрузку напряжений,находят из выражения 2, где - минимальный радиусразр скругления,-радиус изделия, - поперечный(радиальный) модуль упругости прессовки при данном давлении прессования, разр- напряжение разрушения изделия при данном давлении. 2. Матрица по п.1, отличающаяся тем, что величину радиуса скругления скруг выполняют не меньше величины радиуса .
МПК / Метки
МПК: B22F 3/00, B30B 11/00
Метки: изделий, цилиндрических, порошковых, прессования, материалов, матрица
Код ссылки
<a href="https://kz.patents.su/3-23962-matrica-dlya-pressovaniya-cilindricheskih-izdelijj-iz-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Казахстана">Матрица для прессования цилиндрических изделий из порошковых материалов</a>
Способ прессования порошковых материалов
Номер патента: 21785
Опубликовано: 15.04.2011
Авторы: Кириллов Евгений Викторович, Роганов Александр Геннадьевич, Горбушин Александр Вениаминович, Русин Юрий Григорьевич
МПК: B22F 3/02, B30B 11/02
Метки: порошковых, способ, прессования, материалов
Формула / Реферат:
Изобретение относится к машиностроению и может быть использовано при производстве изделий из порошковых материалов, в частности, топливных таблеток для атомных реакторов, в порошковой металлургии, химической и других отраслях промышленности.Способ прессования изделий из порошковых материалов, осуществляемый путём засыпки порошка в пресс-форму, сжатия его между пуансонами, отличается тем, что последующее извлечение изделия из пресс-формы...
Равноканальная матрица для прессования заготовок
Номер предварительного патента: 15279
Опубликовано: 17.01.2005
Авторы: Ашкеев Жасулан Аманжолович, Толеуова Асемгуль Рымкуловна, Голумбовская Светлана Юрьевна, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: матрица, заготовок, прессования, равноканальная
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к устройствам для прессованияслитков и заготовок и может быть использовано вкузнечно-прессовых цехах металлургических и машиностроительных заводов.Равноканальная матрица для прессования заготовок включает два канала, и между ними выполнентретий канал, образующий одинаковый угол наклона к первому и второму каналам.Предлагаемая матрица позволяет повысить качество заготовок и снизить...
Микродозатор порошковых материалов
Номер предварительного патента: 5072
Опубликовано: 15.08.1997
Автор: Васильев Сергей Андреевич
МПК: B65B 1/36, G01F 13/00
Метки: порошковых, микродозатор, материалов
Формула / Реферат:
Изобретение относится к устройствам для дозирования порошковых материалов с одновременным их распылением и может быть использовано в практике лабораторных исследований, в частности, для подачи порошковых материалов в плазмотрон, газоструйные горелки при нанесении покрытий газопламенным напылением, лазерной наплавке металла, в фармацевтике для таблетирования лекарств, в кондитерском производстве и т.п.Технический результат, получаемый при...
Устройство для нанесения порошковых материалов на изделия
Номер предварительного патента: 18183
Опубликовано: 15.01.2007
Авторы: Шевченко Эдуард Николаевич, Миронов Владимир Григорьевич, Шилов Геннадий Тимофеевич, Лимин Виктор Александрович
МПК: B05B 5/08
Метки: изделия, порошковых, устройство, нанесения, материалов
Формула / Реферат:
Изобретение относится к технике нанесения порошковых полимерных материалов и порошковых красок на изделия напылением и может быть использовано при разработке оборудования и технологических линий для нанесения износостойких, коррозионно стойких, диэлектрических, химически стойких покрытий и декоративной отделки изделий различных отраслей народного хозяйства.Устройство для нанесения порошковых материалов на изделия содержит распылитель,...
Устройство для трибоэлектризации порошковых материалов
Номер предварительного патента: 16075
Опубликовано: 15.08.2005
Авторы: Сулейменов Максат Оралбекович, Джунисбеков Турсыналы Мусербекович
МПК: B05B 5/047
Метки: трибоэлектризации, устройство, материалов, порошковых
Формула / Реферат:
Изобретение относится к нанесению полимерных покрытий на поверхность металлических трубпутем нанесения порошковых материалов на защищаемую поверхность с последующим их закреплением.Устройство для нанесения порошковых покрытий путем предварительной трибоэлектризации,состоящее из вставки, установленной в полом цилиндрическом корпусе, отличается тем, что она выполнена из плоского цельного материала равной подлине с цилиндрическим корпусом и...