Конвекторное кольцо
Формула / Реферат
Изобретение относится к приспособлениям для отжига плотно смотанных рулонов холоднокатаного стального листа и жести в колпаковых печах.
Сущность изобретения заключается в уменьшении сварки кромок рулонов из-за их смятия в результате соприкосновения с рабочей поверхностью кольца от участков с локальной неплоскостностью, образующихся в процессе эксплуатации.
Техническим результатом данного изобретения является снижение отсортировки металла по дефекту «слипание-сварка» кромок витков и повышение стойкости самих конвекторных колец.
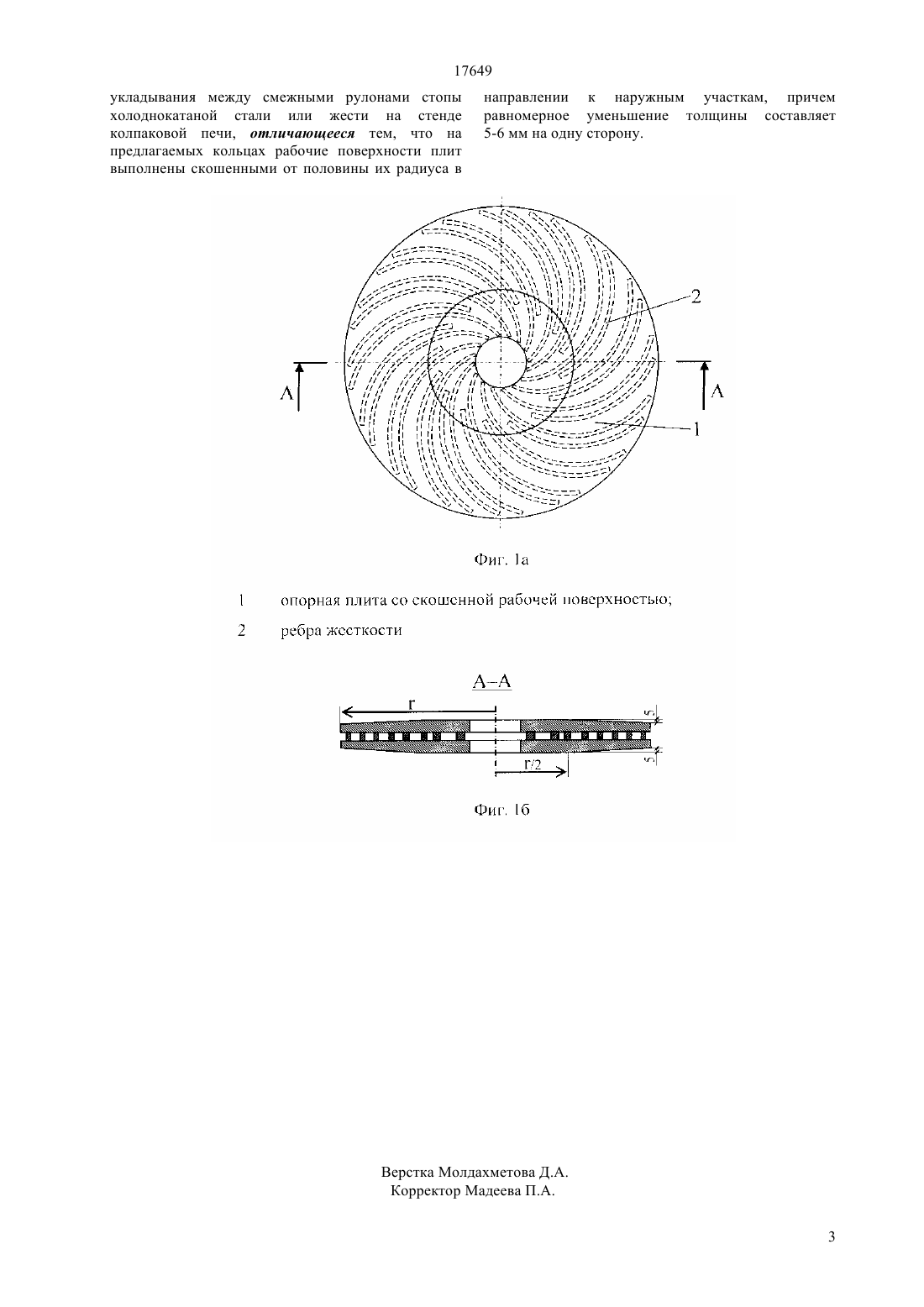
Достигнутый технический результат осуществляется за счет скашивания рабочих поверхностей плит примерно от половины их радиуса в направлении к наружным участкам, причем разница в толщине плиты (кольца для одной стороны) должна составлять примерно 5-6 мм. Эффект достигается за счет нивелирования влияния неравномерности удельных давлений от локальных неплоскостностей конверторного кольца на более горячих наружных витках, что значительно снижает количество сварившихся рулонов.
Текст
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Сущность изобретения заключается в уменьшении сварки кромок рулонов из-за их смятия в результате соприкосновения с рабочей поверхностью кольца от участков с локальной неплоскостностью, образующихся в процессе эксплуатации. Техническим результатом данного изобретения является снижение отсортировки металла по дефекту слипание-сварка кромок витков и повышение стойкости самих конвекторных колец. Достигнутый технический результат осуществляется за счет скашивания рабочих поверхностей плит примерно от половины их радиуса в направлении к наружным участкам,причем разница в толщине плиты (кольца для одной стороны) должна составлять примерно 5-6 мм. Эффект достигается за счет нивелирования влияния неравномерности удельных давлений от локальных неплоскостностей конверторного кольца на более горячих наружных витках, что значительно снижает количество сварившихся рулонов.(72) Кузьминов Игорь Иванович Сабельников Юрий Анатольевич Зубков Сергей Витальевич Долженко Александр Васильевич Лыжин Юрий Анатольевич Корнилин Сергей Владимирович(73) Акционерное общество АрселорМиттал Темиртау(57) Изобретение относится к приспособлениям для отжига плотно смотанных рулонов холоднокатаного стального листа и жести в колпаковых печах. 17649 Изобретение относится к приспособлениям для отжига плотно смотанных рулонов холоднокатаного стального листа и жести в колпаковых печах. Сущность изобретения заключается в уменьшении сварки кромок рулонов из-за их смятия в результате соприкосновения с рабочей поверхностью кольца от участков с локальной неплоскостностью, образующихся в процессе эксплуатации. Известна Конвекторная плита (а.с. СССР 675295, кл. 27 В 11/10, 1979), содержащая направляющие ребра, которые с обеих сторон перекрыты опорами в виде концентрично размещенных колец толщиной не менее 10 мм и выполненных так, чтобы средняя часть торцевой поверхности рулона не перекрывалась опорами и свободно контактировала с циркулирующим газом. Недостатком этой конструкции является распределение уровня удельных давлений на торцах рулонов в сторону их увеличения на внешнем радиусе (наиболее горячем), что не устраняет сварки кромок. Кроме того, в районе кромок дополнительных дисков имела место сварка витков, обусловленная разностью тепловых расширений (линейного у кольца и радиального у рулона). Наиболее близкими по технической сущности и достигаемому результату является а) Подставка для рулонов (а.с. СССР 635377, кл. 27 В 11/10, 1978), выполненная в виде съемных дисков и радиальными пазами по периметру кольца, при этом конфигурация опорных поверхностей каждого диска идентична и симметрична относительно горизонтальной оси, что уменьшает деформацию и увеличивает долговечность подставок при работе в печах б) Подставка для термообработки рулонов(а.с. СССР 859470, кл. С 21 9/673, 1981),содержащая опорные кольцевые диски, которые выполнены армированными посредством кольца и радиально приваренных к ним ребер жесткости. Недостатком этих изобретений является- необходимость специального оборудования для насаживания рулонов на опоры и установки плит перед термообработкой и их снятия после разгрузки печи, что само по себе является дополнительными технологическими операциями- значительное увеличение общего веса садки изза большой массы опор и плит, что неизбежно приводит к снижению производительности колпаковых печей и дополнительному расходу топлива- увеличивается время отжига и охлаждения изза отсутствия омывания внутреннего витка защитной атмосферой, а значит, отсутствием теплопередачи от защитной атмосферы витку при нагреве и от витка к защитной атмосфере при охлаждении. Техническим результатом данного изобретения является снижение отсортировки металла по дефекту слипание-сварка кромок витков и повышение стойкости самих конвекторных колец. 2 Наблюдениями установлено, сварка витков на рулонах происходит, в основном, на внешних (более горячих) витках примерно до половины радиуса его намотки, в то время как внутренние витки практически всегда разматываются без проблем. Достигнутый технический результат осуществляется скашиванием рабочих поверхностей плит примерно от половины их радиуса в направлении к наружным участкам, причем разница в толщине плиты (кольца для одной стороны) должна составлять примерно 5-6 мм. Эффект достигается за счет нивелирования влияния неравномерности удельных давлений от локальных неплоскостностей конверторного кольца на более горячих наружных витках, что значительно снижает количество сварившихся рулонов. Пример реализации изобретения. На фиг. 1 а, б показано конвекторное кольцо со сплошными опорными плитами 1, имеющее скошенные рабочие поверхности и ребра жесткости 2, между которыми происходит циркуляция защитного газа. Формирование стопы жести на АО Миттал Стил Темиртау (масса рулонов - 10-16 т, наружный диаметр - до 2200 мм, внутренний диаметр - 400 мм,ширина полосы - 750-940 мм, количество рулонов в садке - 3-4, масса садки - 50-53 т) производится с предлагаемыми конвекторными кольцами между рулонами на стенде колпаковой печи. Затем стопу накрывают муфелем,устанавливают нагревательный колпак и осуществляют нагрев садки по режиму,регламентированному технологической инструкцией. После окончания нагрева стопу охлаждают до температуры распаковки, после чего рулоны мостовым краном развозят на участок окончательного охлаждения. Таким образом, отжиг рулонов на предлагаемых кольцах ничем не отличается от отжига рулонов на традиционных кольцах с плоской рабочей поверхностью. Опытно-промышленная эксплуатация предлагаемых конвекторных колец в цехе белой жести (ЛПЦ-3) на АО Миттал Стил Темиртау(фиг. 1 а, б) в течение 8-ми месяцев показала их эффективность. Так на печи, где металл отжигался на предлагаемых конвекторных кольцах (103 рулона за 34 цикла) не было ни одного случая сварки кромок витков рулонов. За этот же период в цехе было отсортировано в некондицию по дефекту рваная кромка 510 тонн жести в результате сварки кромок рулонов по конвекторным кольцам имеющим плоскую поверхность опорной плиты. Ухудшение устойчивости стопы рулонов с применением данных конвекторных колец не наблюдалось. ФОРМУЛА ИЗОБРЕТЕНИЯ Конвекторное кольцо,содержащее две сплошные опорные плиты с ребрами жесткости между ними или направляющими ребрами с параллельными рабочими поверхностями, для 17649 укладывания между смежными рулонами стопы холоднокатаной стали или жести на стенде колпаковой печи, отличающееся тем, что на предлагаемых кольцах рабочие поверхности плит выполнены скошенными от половины их радиуса в направлении к наружным участкам, причем равномерное уменьшение толщины составляет 5-6 мм на одну сторону.
МПК / Метки
МПК: C21D 9/673, C21D 9/67
Метки: кольцо, конвекторное
Код ссылки
<a href="https://kz.patents.su/3-17649-konvektornoe-kolco.html" rel="bookmark" title="База патентов Казахстана">Конвекторное кольцо</a>
Упорное кольцо
Номер предварительного патента: 1439
Опубликовано: 15.12.1994
Авторы: Соловьев Юрий Александрович, Маратканов Василий Николаевич
МПК: F16B 21/18
Формула / Реферат:
Изобретение относится к машиностроению. Достигаемый изобретением технический результат - упрощение и усиление конструкции стопорящей вал , ось, деталь на валу или внутри корпуса,например, подшипник. Упорное кольцо выполнено из двух полуколец, соединенных между собой гибким элементом в виде приваренной проволоки из мягкой стали или соединенных шарниром в виде полупустотелой заклепки. Для фиксации кольца в рабочем положении предусмотрен отгибной...
Кольцо стеновое
Номер инновационного патента: 20165
Опубликовано: 15.10.2008
Авторы: Кибирова Гульмира Абдурахимовна, Шварц Семен Давидович
МПК: E02D 29/12
Формула / Реферат:
Изобретение относится к области строи-тельства, а именно к конструкции бетонных и железобетонных колодцев канализационных, водо-проводных и газопроводных сетей и может быть использовано при строительстве зданий и сооружений, а также монтаже коммуникаций для прокладки кабельных сетей.Технический результат - повышение прочности крепления и надежности, а также увеличение долговечности а также исключения проникновения влаги внутрь колодца -...
Опорное кольцо
Номер инновационного патента: 20164
Опубликовано: 15.10.2008
Авторы: Шварц Семен Давидович, Кибирова Гульмира Абдурахимовна
МПК: E02D 29/12
Формула / Реферат:
Изобретение относится к конструкции железо-бетонных колодцев канализационных, водо-проводных и газопроводных сетей и может быть использовано при строительстве зданий и сооружений, а также монтаже коммуникаций для прокладки кабельных сетей.Технический результат - повышение прочности, увеличение долговечности, а также исключение проникновения влаги внутрь опорного кольца - достигается тем, что у опорного кольца колодца, содержащего корпус с...
Детское зубное кольцо
Номер предварительного патента: 4925
Опубликовано: 15.08.1997
Авторы: Сабитова Клара Елтековна, Герасименко Владимир Георгиевич, Аубакирова Нурсагиля Сейтнуровна, Имангалиева Айгуль Тлепбергеновна
МПК: A61J 17/00
Метки: кольцо, детское, зубное
Формула / Реферат:
Изобретение относится к медицинской технике, в частности к кольцам для облегчения прорезывания зубов у детей.
Улучшение контакта с десной прорезываемого зуба достигается тем, что детское зубное кольцо, выполненное в виде упругого тора, содержит эластичную оболочку, натянутую на тор с образованием полости, в которой размещен твердый сыпучий наполнитель.
Твердый сыпучий наполнитель представляет собой гранитные зерна размером 1-2 мм.
Устройство для кантования и перемещения транспортного средства по рольгангу
Номер патента: 7346
Опубликовано: 15.03.1999
Авторы: Абельдинов Сапабек Камзенович, Жакупбеков Куат Курмангалиевич
МПК: B65G 57/081, B60S 5/00
Метки: транспортного, рольгангу, кантования, средства, устройство, перемещения
Формула / Реферат:
содержащее поворотную раму, установленную внутри колец, вращающихся на опорных роликах, отличающееся тем, что, с целью повышения эффективности путем упрощения процесса перемещения перевернутого транспортного средства на рольганг, он снабжен роликами, установленными внутри колец на расстоянии от оси вращения колец, равном расстоянию от этой оси до осевой линии рольганга, причем для снижения ударных нагрузок при свободной фиксации транспортного...
Предыдущий патент: Способ получения комплемента
Следующий патент: Аппарат для рафинирования металлов вакуумной дистилляцией
Случайный патент: Способ получения препарата для лечения, иммунокоррекции и повышения общей резистентности организма у животных с болезнями органов дыхания