Способ изготовления изолированных проводов
Номер патента: 1301
Опубликовано: 15.09.1994
Авторы: Батаков Валерий Павлович, Заславский Владимир Натанович, Солодская Надежда Ивановна, Черневский Игорь Николаевич
Формула / Реферат
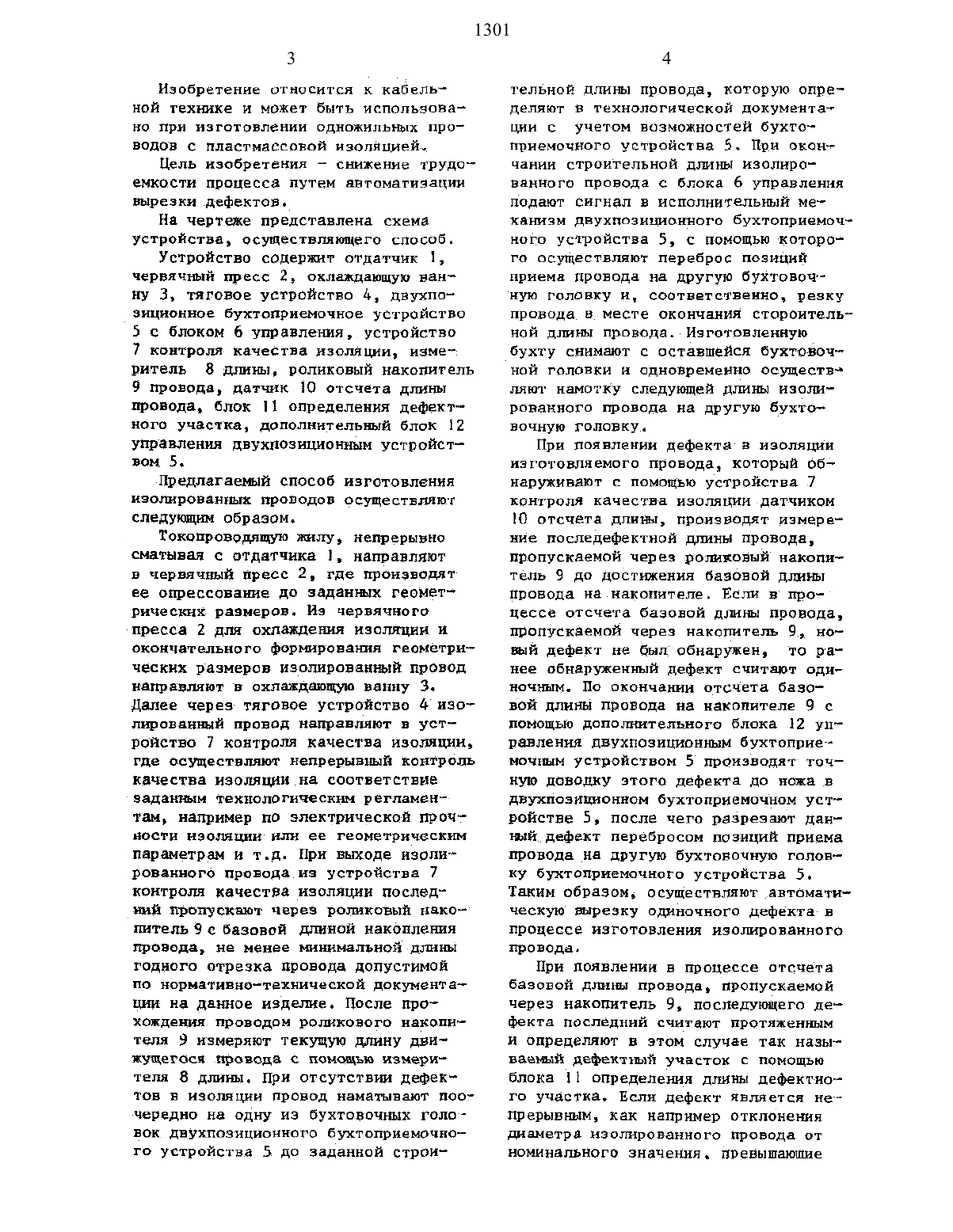
Изобретение относится к электротехнике, в частности к технологии изготовления кабельных изделий. Цель изобретения — снижение трудоемкости процесса путем автоматизации вырезки дефектов. Производят измерение последефектной длины провода, который пропускают через роликовый накопитель 9 до достижения базовой длины провода на накопителе. Если в процессе отсчета базовой длины новый дефект не был обнаружен, то ранее обнаруженный дефект считают одиночным. В этом случае с помощью дополнительного блока управления 12 производят точную доводку этого дефекта до ножа в приемном устройстве 5. При появлении в процессе отсчета базовой длины провода последующего дефекта дефект считают протяженным и определяют дефектный участок с помощью блока 11 определения длины дефектного участка, который выматывают затем на свободную бухтовочную головку.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Шляктер Г.Н. Автоматические лт ни в кабельной промышленности.(54) СПОСОБ ИЗГОТОВЛНИЯ ИЗОЛРОВАНШ пых гтоводов(57) Изобретение относится к электротехнке, В частности к технологии изготовлена кабельных нздвлй. Цель изобретена сниение трудоемкости процесса путем автоматизации вырезкидефектов.Производят измерение последефектной длины провода, который пропускают через роликовый накопитель 9 до достиения базовой длины провода на накопителе. Если в процессе от счета базовой длны новый дефект не был обнаружен, то ранее обнаруженный дефект считают одиночным. В этомслу чае с помощью дополнительного блока управления 12 производят точную дог водку этого дефектадо ножа в прием нон устройстве 5. При появлении в процессе отсчета базовой длиныпровода последующего дефекта дефект считают протяженным н определяют дефектный участок с потмощью-блока 11 определения длины деп фектного участка, который выматывают затем на СВОбОДНУЮ бУХТОВОЧНУЮ ГОЛОЕ ку. 1 ил.Изобретение относится к кабельт ной техике и может быть использоваНО при НЗГОТОВЛЕННН ОДНОЖИЛЬЩПХ ПВО водов с пластмассовой нзолвциейЦель изобретения снижение трудоемкости процесса путем автоматизации вырезки.дефектовНа чертеже представлена схема устройства, осуществляющего способ.Устройство содержит отдатчик 1,червячный пресс 2, охлаждающую ванну 3, тяговое устройство 4, двухпо знционное буктоприемочное устройство5 с блоком 6 управленя, устройство 7 контроля качества изоляции, измет ритель 8 длины, роликовый накопитель 9 провода, датчик 10 отсчета длны провода, блок 1 определения дефект ного участка, дополнительный блок 2 управления двухпозиционным устройством 5.Предлагаемый способ изготовления иэолрованнх проводов осуществляют следующим образом.в червячный пресс 2, где производят ее опрессование до заданных геомете рическин размеров. из червячногоокончательного форммроваия геометрич ческик размеров изолированный провод направляют в охлаждающую ванну 3. Далее через тяговое устройство 4 изолнрованнй провод направляют в устройство 7 контроля качества изоляции,где осуществляют непрерывный контроль качества нзоляцинна соответствие заданным технологическим регламен там, например по электрической прочности изоляции или-ее геометрическим-рованного провода из устройстваКОНТрОЛН КЗЧЕСТВЗ НЗОЛЯЦНИ ПОСЛБДний пропускают через ролковый накоптель 9 базовой дтшной накопления провода, не менее минимальной длны годного отрезка провода допустимой по нормативно-технической докумеитач ции на данное изделе. После лро хождения-проводом роликового накопителя 9 измеряют текущую дюну движущегося.нровода с помощью измерн теля 8 длин. При отсутствии дефекч тов в изоляции провод наматывают пост чередно на одну из бухтовочных голоЗОК. ДУЕПОЗНЦИОННОГО б УХТ ОПРИМОЧНО го устройства 5 до заданной строи 4тельной длины провода, которую олреч деляют в технологической документач цни с учетом возможностей бухтоприемочного устройства 5. При окопе чании строительной длины изолированного провода с блока 6 управления подают сигнал в исполнительный ме ханизм двухпозиционного бухтоприемочч ного устройства 5, с помощью-которого осуществляют переброс позиций приема провода на другую буитовоч ную головку н, соответственно, резку проводавместе окончания стороитель ной длны провода.-Иаготовлеинуюной головки и одновременно осуществт ЛЯЮЧ НЕМОТК-У следующей ДДШЪЪ НЗОТШ рованного провода на другую букточ ВОЧНУЮ ГОЛОВКУ.При появлении дефекта а изоляции изготовляемого провода, который обд наруживают с помощью устройства 7 контроля качества изоляции датчиком ЕО отсчета длин, производят измерен ние поспедефектной длны провода,пропускаемой через роликовыйнаколит таль 9 до достиения базовой длны провода на накопителе. Если в про цессе отсчета базовой длины провода,Пропускаемой через накоптель 9, новый дефект не был обнаружен, то-рад нее обнаруженный дефект считают одиночнн. По окончании отсчета базовой длины провода на накопителе 9 с помощью дополнительного блока 12 управлении двухпозиционным бухтоприет-ночным устройством 5 производят-точ иую доводку этого дефекта до нонав двухповиционном буктопрнемочном устт ройстве 5, после чего разрезают данНЫйдефект перебросом позиций приема провода на другую бухтовочную головку бухтоприемочного устройства 5. Таким образом, осуществляютавтомати ческую вырезку одиночного дефекта-в процессе изготовления изолрованного провода.При появлении в процессе отсчета базовой длины провода, пропускаемой через накопитель 9, последующего дев факта последний считают протяженным и определяют в этом случае так назыч ваемй дефектный участок с помощью блока 11 определеня длин дефектиои го участка. Если дефект является нет прерывным, как например отклонения диаметра изолированного провода от номинального значения. превышающиедопустимые (граничные) значеня от клонений диаметра (например, утолщетния, утоненнп Оголенные участки провода), то он тоже образует дефектныйвходить также участки годного провода, длина которыхменее допустимой длны годного отрезка провода в соответствии с норматнвнодтекннческой документацией на данное неделе.длину дефектного участка изолированного провода определяют следующим образом.При появлении в процессе отсчета базовой длны провода, пропускаемой через накопитель 9, последующего дат фекта показания намеренной части участка базовой дпннылровода запоминают-н начинают новый отсчет базовой длины провода на накопителе 9, При отсутстпинв процессе нового отсчета базовой длин провода, пропускаемой через накоптель 9, другого дефекта предыдущие показания отсчета части базовой-длины провода, пропускаемой через накопитель 9, обнаруживают еще один дЕФект,.то показания также измеренной в этом.случае части базовой длнн проводана накопителе 9 сумит руют с ПРЕДЫДУНМШ показанмяммотсче та части базовой длны проводе, полученными от контроля предыдущего дефекта. Эта сумарная велчнна показаний отсчета и составляет длину дефектного участка.В случае появления протяженного. дефекта, определв, как это было показано ранее,-дпну дефектного участт ка с помощью дополнительного блоке 12-управления двухпозищнонны букто приемочным устройством 5, производнт точную доводку первого дефекта,являЮщегосяначапом ДЛИН дефектного участка, доножа в двухпознцнонт нон бухтоприемочном устройстве 5,после чегораврезают данный дефектна другую бухтовочную головку, на которую выметывают всю длину дефектного участка По-окончании намотки длины дефектного участка,-т.е. при прохождени последнего дефекта производят новый переброс позиций приена проводаосуЩествляя тем самым разрез провода в месте последнего дефекч та. Таким образом осуществляют авто матнческую вырезку дефектного участка провода В процессе его изготовлет ння.Предлагаемый способ изготовлена нзолрованнх проводов по сравнению с прототипом предусматривает снивие трудоемкости процесса на 15 т 192.Способ изготовления изолированных проводов, включающй наложение нзо пяцнн на токопроводнщую жилу, охлаждение, контроль изоляции с фиксацией мест поврежденнй,поочередный прием провода в бухты с использованием двух бухтовочнх головок с разрезной провода по.достнженин заданной длины н в местах повреждения, о т л и ч тем, что, с целью трудоемкости процесса путем автоматизации вырезки дефектов, перед приемомпровода его пропускают через накоптелъ с базовой длиной накопЛЕННЯ не менее миннмепно допустит мой длин провода, определяют на этой базовой длине дефектный участок провода, причем, при напчннодночш ного дефекта не этой длине провода,последний разрезают по дефекту, а прн.налчиннесколькнх дефектов на этой длине, разревку проводят поэтом дефектнй участок провода намапывают на свободную бухтовочную гопопку.Ответственный за выпуск Э.З.ФаИ 3 ова
МПК / Метки
МПК: H01B 13/14
Метки: изолированных, изготовления, способ, проводов
Код ссылки
<a href="https://kz.patents.su/3-1301-sposob-izgotovleniya-izolirovannyh-provodov.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления изолированных проводов</a>
Устройство для изготовления изолированных проводов
Номер патента: 721
Опубликовано: 15.03.1994
Авторы: Батаков Валерий Павлович, Черневский Игорь Николаевич, Солодкая Надежда Ивановна
МПК: H01B 13/14
Метки: изготовления, устройство, изолированных, проводов
Формула / Реферат:
Изобретение относится к электротехнике, в частности к изготовлению кабельных изделий с полимерной изоляцией. Изобретение позволяет повысить качество изделия путем отбраковки дефектных участков. Для достижения поставленной цели устройство, содержащее отдатчик, червячный пресс, охлаждающую ванну, тяговое устройство, прибор контроля качества изоляции, роликовый компенсатор, измеритель длины и сдвоенный бухтонамоточный механизм с блоком управления,...
Способ изготовления проводов с отметкой мест дефектов
Номер патента: 719
Опубликовано: 15.03.1994
Автор: Трубин Олег Юрьевич
МПК: H01B 7/36
Метки: способ, отметкой, изготовления, мест, проводов, дефектов
Формула / Реферат:
Изобретение относится к электротехнике, в частности к кабельной технике, а именно к способам отметки мест дефектов кабельных изделий. Цель изобретения - повышение производительности процесса-путем исключения остановок оборудования за счет сохранения целостности изделия в процессе его изготовления. На жилу наносят изоляцию, контролируют качество провода и при появлении дефекта деформируют участок провода с дефектом периодическим изгибанием...
Устройство для испытания электрической прочности изоляции проводов
Номер патента: 708
Опубликовано: 15.03.1994
Автор: Солодская Надежда Ивановна
МПК: G01R 31/14
Метки: электрической, проводов, прочности, изоляции, устройство, испытания
Формула / Реферат:
Устройство для испытания электрической прочности изоляции проводов. Использование: электрические испытания, с частности испытания электрической прочности изоляции движущихся в процесса производства или перемотки изолированных проводов и кабелей. Сущность изобретения: устройство содержит испытательный блок 1, источник испытательного высокого напряжения 2, блок регистрации пробоев 3, блок определения качества 4, блок сигнализации 5, блок измерения...
Электрод для испытания изоляции проводов
Номер патента: 702
Опубликовано: 15.03.1994
Авторы: Трубин Олег Юрьевич, Стеблевская Людмила Алексеевна
МПК: G01R 31/08
Метки: испытания, проводов, электрод, изоляции
Формула / Реферат:
Изобретение относится к испытаниям электрической прочности изоляции движущихся в процессе производства ленточных проводов и может быть использовано для обнаружения дефектов изоляции ленточных проводов при их изготовлении и перемотке, в том числе точечных микродефектов изоляции между отдельными токопроводящими жилами. Цель изобретения - повышение точности обнаружения дефектов изоляции ленточных проводов в результате выявления микродефектов...
Способ обнаружения дефектов изоляции движущегося провода
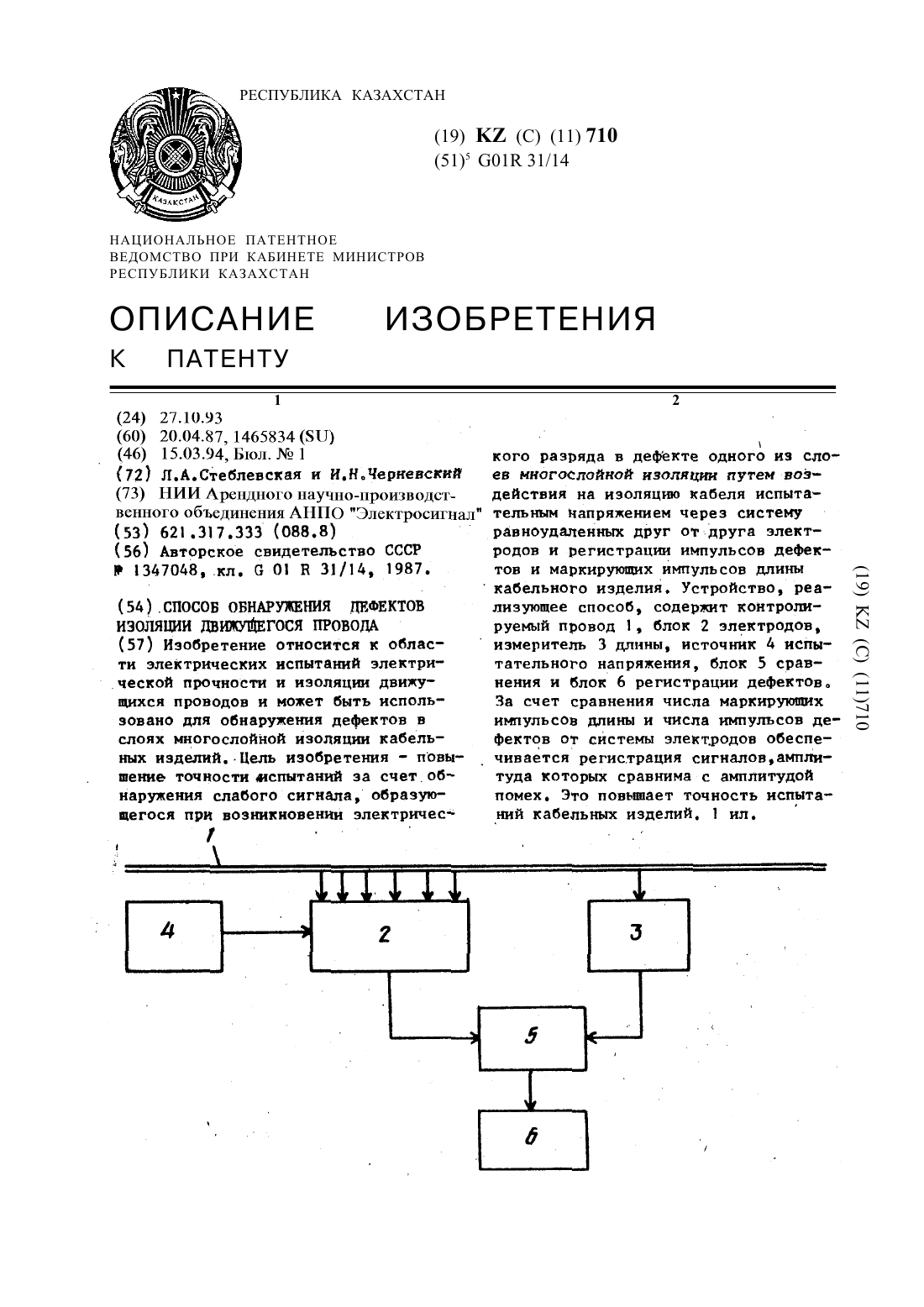
Номер патента: 710
Опубликовано: 15.03.1994
Авторы: Стеблевская Людмила Алексеевна, Черневский Игорь Николаевич
МПК: G01R 31/14
Метки: обнаружения, дефектов, изоляции, способ, провода, движущегося
Формула / Реферат:
Изобретение относится к области электрических испытаний электрической прочности и изоляции движущихся проводов и может быть использовано для обнаружения дефектов в слоях многослойной изоляции кабельных изделий. Цель изобретения - повышение точности испытаний за счет обнаружения слабого сигнала, образующегося при возникновении электрического разряда в дефекте одного из слоев многослойной изоляции путем воздействия на изоляцию кабеля испытательным...
Предыдущий патент: Способ получения пропускающих голограмм
Следующий патент: Дроссель насыщения
Случайный патент: Морская автодорога для нефтепромыслов