Способ ремонта втулки подшипника
Номер патента: 11223
Опубликовано: 16.06.2008
Авторы: Бодня Александр Анатольевич, Хакимов Кшкембай Булатович, Болотов Владимир Александрович

Формула / Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при ремонте втулок подшипников скольжения турбокомпрессоров двигателей внутреннего сгорания.
Способ ремонта втулки подшипника, преимущественно турбокомпрессора, включает ее обжатие с последующим наращиванием наружной поверхности, например, меднением, при этом обжатие осуществляют путем установки втулки с зазором в нагретую матрицу, изготовленную с натягом по отношению к втулке подшипника из материала, коэффициент термического расширения которого меньше, чем у материала втулки, с последующей выдержкой до выравнивания температур матрицы и втулки и дальнейшего их совместного охлаждения.
Изобретение позволяет снизить стоимость ремонта, улучшить качество и упростить технологию ремонта втулки подшипника.
Текст
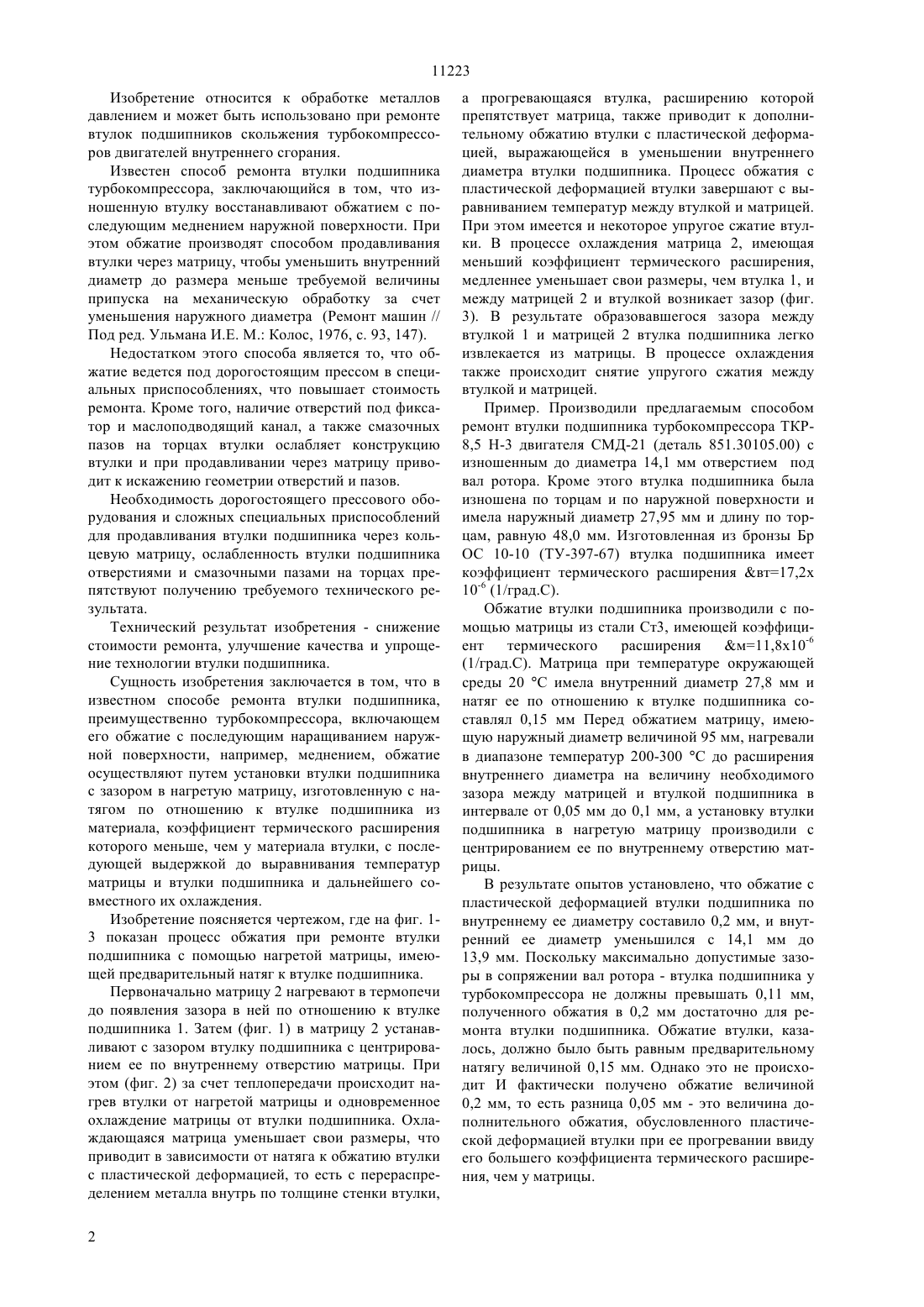
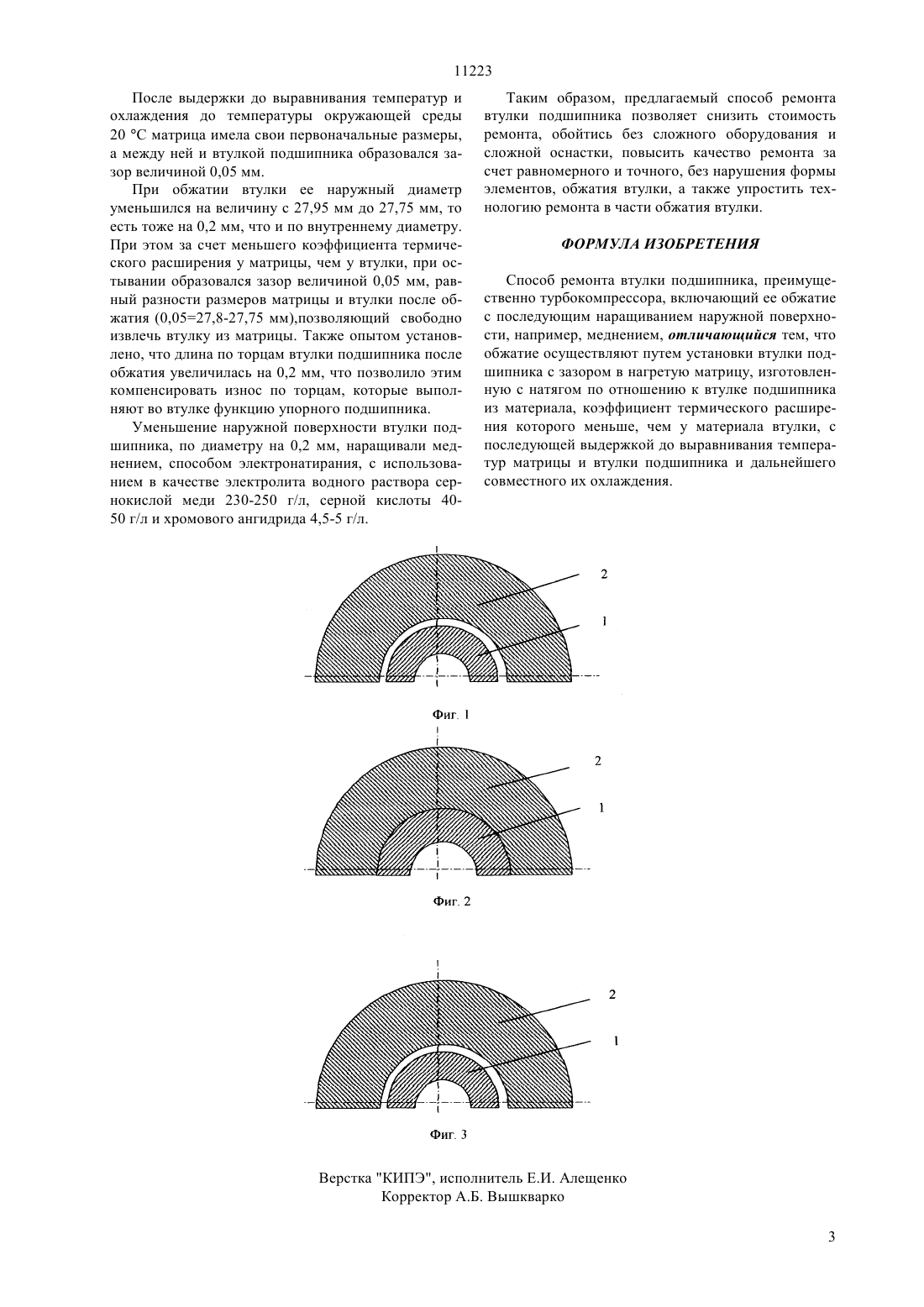
(51)7 16 33/04, 23 6/00 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Хакимов Кшкембай Булатович Бодня Александр Анатольевич Болотов Владимир Александрович(54) СПОСОБ РЕМОНТА ВТУЛКИ ПОДШИПНИКА(57) Изобретение относится к обработке металлов давлением и может быть использовано при ремонте втулок подшипников скольжения турбокомпрессоров двигателей внутреннего сгорания. Способ ремонта втулки подшипника, преимущественно турбокомпрессора, включает ее обжатие с последующим наращиванием наружной поверхности, например, меднением, при этом обжатие осуществляют путем установки втулки с зазором в нагретую матрицу, изготовленную с натягом по отношению к втулке подшипника из материала, коэффициент термического расширения которого меньше, чем у материала втулки, с последующей выдержкой до выравнивания температур матрицы и втулки и дальнейшего их совместного охлаждения. Изобретение позволяет снизить стоимость ремонта, улучшить качество и упростить технологию ремонта втулки подшипника. 11223 Изобретение относится к обработке металлов давлением и может быть использовано при ремонте втулок подшипников скольжения турбокомпрессоров двигателей внутреннего сгорания. Известен способ ремонта втулки подшипника турбокомпрессора, заключающийся в том, что изношенную втулку восстанавливают обжатием с последующим меднением наружной поверхности. При этом обжатие производят способом продавливания втулки через матрицу, чтобы уменьшить внутренний диаметр до размера меньше требуемой величины припуска на механическую обработку за счет уменьшения наружного диаметра (Ремонт машин // Под ред. Ульмана И.Е. М. Колос, 1976, с. 93, 147). Недостатком этого способа является то, что обжатие ведется под дорогостоящим прессом в специальных приспособлениях, что повышает стоимость ремонта. Кроме того, наличие отверстий под фиксатор и маслоподводящий канал, а также смазочных пазов на торцах втулки ослабляет конструкцию втулки и при продавливании через матрицу приводит к искажению геометрии отверстий и пазов. Необходимость дорогостоящего прессового оборудования и сложных специальных приспособлений для продавливания втулки подшипника через кольцевую матрицу, ослабленность втулки подшипника отверстиями и смазочными пазами на торцах препятствуют получению требуемого технического результата. Технический результат изобретения - снижение стоимости ремонта, улучшение качества и упрощение технологии втулки подшипника. Сущность изобретения заключается в том, что в известном способе ремонта втулки подшипника,преимущественно турбокомпрессора, включающем его обжатие с последующим наращиванием наружной поверхности, например, меднением, обжатие осуществляют путем установки втулки подшипника с зазором в нагретую матрицу, изготовленную с натягом по отношению к втулке подшипника из мтил, кэффицинт термического расширения которого меньше, чем у материала втулки, с последующей выдержкой до выравнивания температур матрицы и втулки подшипника и дальнейшего совместного их охлаждения. Изобретение поясняется чертежом, где н фиг. 13 показан процесс обжатия при ремонте втулки подшипника с помощью нагретой матрицы, имеющей предварительный натяг к втулке подшипника. Первоначально матрицу 2 нагревают в термопечи до появления зазора в ней по отношению к втулке подшипника 1. Затем (фиг. 1) в матрицу 2 устанавливают с зазором втулку подшипника с центрированием ее по внутреннему отверстию матрицы. При этом (фиг. 2) за счет теплопередачи происходит нагрев втулки от нагретой матрицы и одновременное охлаждение матрицы от втулки подшипника. Охлаждающаяся матрица уменьшает свои размеры, что приводит в зависимости от натяга к обжатию втулки с пластической деформацией, то есть с перераспределением металла внутрь по толщине стенки втулки,2 а прогревающаяся втулка, расширению которой препятствует матрица, также приводит к дополнительному обжатию втулки с пластической деформацией, выражающейся в уменьшении внутреннего диаметра втулки подшипника. Процесс обжатия с пластической деформацией втулки завершают с выравниванием температур между втулкой и матрицей. При этом имеется и некоторое упругое сжатие втулки. В процессе охлаждения матрица 2, имеющая меньший коэффициент термического расширения,медленнее уменьшает свои размеры, чем втулка 1, и между матрицей 2 и втулкой возникает зазор (фиг. 3). В результате образовавшегося зазора между втулкой 1 и матрицей 2 втулка подшипника легко извлекается из матрицы. В процессе охлаждения также происходит снятие упругого сжатия между втулкой и матрицей. Пример. Производили предлагаемым способом ремонт втулки подшипника турбокомпрессора ТКР 8,5 Н-3 двигателя СМД-21 (деталь 851.30105.00) с изношенным до диаметра 14,1 мм отверстием под вал ротора. Кроме этого втулка подшипника была изношена по торцам и по наружной поверхности и имела наружный диаметр 27,95 мм и длину по торцам, равную 48,0 мм. Изготовленная из бронзы Бр ОС 10-10 (ТУ-397-67) втулка подшипника имеет коэффициент термического расширения вт 17,2 х 10-6 (1/град.С). Обжатие втулки подшипника производили с помощью матрицы из стали Ст 3, имеющей коэффициент термического расширения м 11,8 х 10-6(1/град.С). Матрица при температуре окружающей среды 20 С имела внутренний диаметр 27,8 мм и натяг ее по отношению к втулке подшипника составлял 0,15 мм Перед обжатием матрицу, имеющую наружный диаметр величиной 95 мм, нагревали в диапазоне температур 200-300 С до расширения внутреннего диаметра на величину необходимого зазора между матрицей и втулкой подшипника в интервале от 0,05 мм до 0,1 мм, а установку втулки подшипника в нагретую матрицу производили с центрированием ее по внутреннему отверстию матрицы. В результате опытов установлено, что обжатие с пластической деформацией втулки подшипника по внутреннему ее диаметру составило 0,2 мм, и внутренний ее диаметр уменьшился с 14,1 мм до 13,9 мм. Поскольку максимально допустимые зазоры в сопряжении вал ротора - втулка подшипника у турбокомпрессора не должны превышать 0,11 мм,полученного обжатия в 0,2 мм достаточно для ремонта втулки подшипника. Обжатие втулки, казалось, должно было быть равным предварительному натягу величиной 0,15 мм. Однако это не происходит И фактически получено обжатие величиной 0,2 мм, то есть разница 0,05 мм - это величина дополнительного обжатия, обусловленного пластической деформацией втулки при ее прогревании ввиду его большего коэффициента термического расширения, чем у матрицы. 11223 После выдержки до выравнивания температур и охлаждения до температуры окружающей среды 20 С матрица имела свои первоначальные размеры,а между ней и втулкой подшипника образовался зазор величиной 0,05 мм. При обжатии втулки ее наружный диаметр уменьшился на величину с 27,95 мм до 27,75 мм, то есть тоже на 0,2 мм, что и по внутреннему диаметру. При этом за счет меньшего коэффициента термического расширения у матрицы, чем у втулки, при остывании образовался зазор величиной 0,05 мм, равный разности размеров матрицы и втулки после обжатия (0,0527,8-27,75 мм),позволяющий свободно извлечь втулку из матрицы. Также опытом установлено, что длина по торцам втулки подшипника после обжатия увеличилась на 0,2 мм, что позволило этим компенсировать износ по торцам, которые выполняют во втулке функцию упорного подшипника. Уменьшение наружной поверхности втулки подшипника, по диаметру на 0,2 мм, наращивали меднением, способом электронатирания, с использованием в качестве электролита водного раствора сернокислой меди 230-250 г/л, серной кислоты 4050 г/л и хромового ангидрида 4,5-5 г/л. Таким образом, предлагаемый способ ремонта втулки подшипника позволяет снизить стоимость ремонта, обойтись без сложного оборудования и сложной оснастки, пвыить качество ремонта за счет равномерного и точного, без нарушения формы элементов, обжатия втулки, а также упростить технологию ремонта в части обжатия втулки. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ ремонта втулки подшипника, преимущественно турбокомпрессора, включающий ее обжатие с последующим наращиванием наружной поверхности, например, меднением, отличающийся тем, что обжатие осуществляют путем установки втулки подшипника с зазором в нагретую матрицу, изготовленную с натягом по отношению к втулке подшипника из материала, коэффициент термического расширения которого меньше, чем у материала втулки, с последующей выдержкой до выравнивания температур матрицы и втулки подшипника и дальнейшего совместного их охлаждения.
МПК / Метки
МПК: F16C 33/04, B23P 6/00
Метки: подшипника, втулки, ремонта, способ
Код ссылки
<a href="https://kz.patents.su/3-11223-sposob-remonta-vtulki-podshipnika.html" rel="bookmark" title="База патентов Казахстана">Способ ремонта втулки подшипника</a>
Способ управления трубопроводной арматурой и устройство для его осуществления
Номер предварительного патента: 11224
Опубликовано: 15.02.2002
Автор: Ермеков Танаткан Зинорович
МПК: F16K 31/122
Метки: трубопроводной, устройство, управления, арматурой, способ, осуществления
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при ремонте втулок подшипников скольжения турбокомпрессоров двигателей внутреннего сгорания.Способ ремонта втулки подшипника, преимущественно турбокомпрессора, включает ее обжатие с последующим наращиванием наружной поверхности, например, меднением, при этом обжатие осуществляют путем установки втулки с зазором в нагретую матрицу, изготовленную с натягом по отношению...
Способ ремонта лопаток турбин
Номер предварительного патента: 18118
Опубликовано: 15.12.2006
Автор: Киселев Леонид Александрович
МПК: B23P 6/00
Метки: турбин, способ, ремонта, лопаток
Формула / Реферат:
Изобретение относится к области ремонта энергетического оборудования, в частности, лопаток турбин и компрессоров, и может быть использовано в энергетике и других отраслях промышленности.Техническим результатом является повышение коррозионной стойкости и усталостной прочности зоны ремонта лопаток турбин путем обеспечения равновеликости остаточных напряжений как по сечению наплавленного металла, так и в переходной зоне, т.е. по зоне термического...
Способ ремонта огнеупорного тела на основе оксида и порошкообразная смесь для ремонта
Номер патента: 5744
Опубликовано: 15.04.1999
Авторы: Жан-Пьер Мэйнккан, Александр Зивковик, Бернар Сомерозан
МПК: C04B 35/65
Метки: основе, способ, тела, ремонта, огнеупорного, порошкообразная, смесь, оксида
Формула / Реферат:
Изобретение относится к технологии ремонта огнеупорной футеровки, изготовленной из оксидных огнеупоров.Способ включает подачу порошкообразной смеси на поверхность футеровки при повышенной температуре в присутствии кислорода. Смесь содержит частицы огнеупорного оксида и частицы топлива, которое экзотермически реагирует с кислородом с образованием огнеупорного оксида. В соответствии с изобретением в качестве топлива используют частицы магния,...
Уплотнение подшипника качения

Номер патента: 1120
Опубликовано: 15.03.1996
Авторы: Мамонтов Иван Григорьевич, Томилов Анатолий Иванович, Мурзин Иннокентий Георгиевич, Борисов Алексей Тихонович, Зайнев Василий Александрович, Коржов Александр Васильевич
МПК: F16C 33/78
Метки: уплотнение, качения, подшипника
Формула / Реферат:
Изобретение относится к технике герметизации подшипниковых узлов, работающих с применением индивидуальной смазки и может быть использовано для уплотнения подшипниковых узлов подвижного состава на железнодорожном транспорте. Для повышения надежности уплотнения в уплотнение подшипника качения с крышкой, содержащее упругий эластичный уплотнительный элемент, размещенный между внутренним кольцом подшипника и крышкой, согласно изобретению, упругий...
Способ ремонта асфальтобетонного покрытия и дорожная смесь для ремонта асфальтобетонного покрытия
Номер предварительного патента: 16316
Опубликовано: 14.10.2005
Авторы: Езмахунов Рустам Розахунович, Исаев Евгений Олегович, Малинин Павел Квинтельянович, Сыдыков Жумахан Омарович, Айтахунов Тахир Нурахунович, Асматулаев Руслан Борисович, Асматулаев Борис Айсаевич
МПК: E01C 7/00, C04B 28/00
Метки: смесь, покрытия, асфальтобетонного, способ, дорожная, ремонта
Формула / Реферат:
Изобретение относится к дорожному строительству и может быть использовано при ремонте, втом числе выборочном, деформированных верхнихслоев дорожного покрытия, например трещин, выбоин, сдвигов и неровностей.Технический результат - упрощение способа,снижение трудозатрат, повышение прочности покрытия и возможность ремонта покрытия в зимнеевремя - достигается тем, что в способе ремонта асфальтобетонного покрытия, включающем фрезерование старого...
Предыдущий патент: Штамм “нисхи-мпк” вируса бешенства, используемый для приготовления культуральной инактивированной антирабической вакцины
Следующий патент: Вакцина против пастереллеза сельскохозяйственных животных, пушных зверей и птиц, способ ее получения и способ профилактики пастереллеза
Случайный патент: Способ магнитно-резонансной томографии желчевыводящих путей