Новый способ и резцовая головка для получения отверстий точением
Формула / Реферат
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично относительно оси резцовой головки, наименьшее количество резцов равно двум. Для улучшения условий обработки путём исключения нулевой скорости резания на приосевой части внутреннего резца выполнен срез режущей кромки и ломающий уклон или уступ для обламывания остающегося при обработке стержня материала вдоль оси. Для повышения качества обработки применяется выглаживание обработанного отверстия, в качестве выглаживающей части применяются наружная поверхность корпуса или специальные твердосплавные направляющие. Повышается качество обработки, увеличивается скорость резания (производительность), повышается стойкость инструмента по сравнению со сверлением отверстий.
Текст
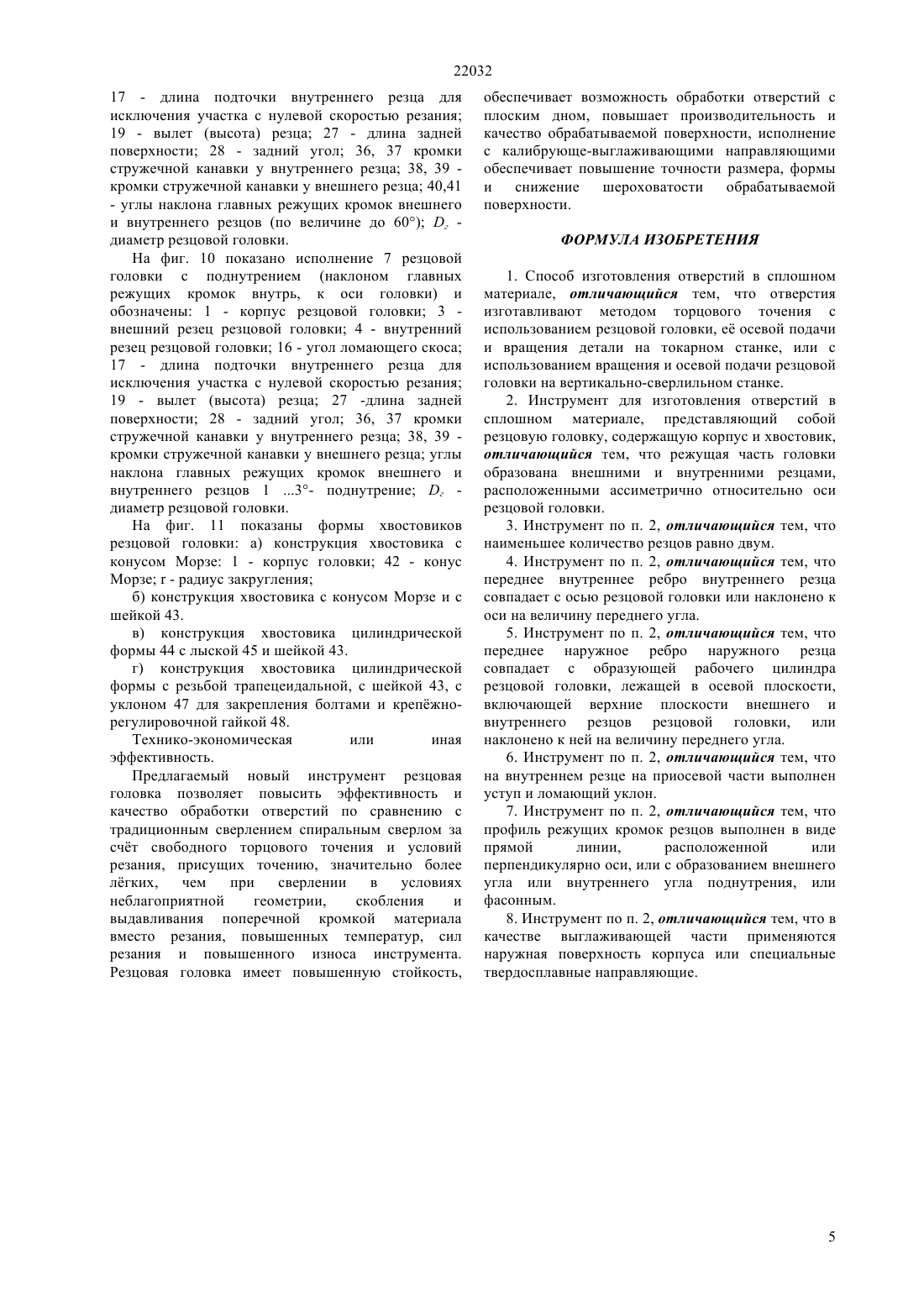
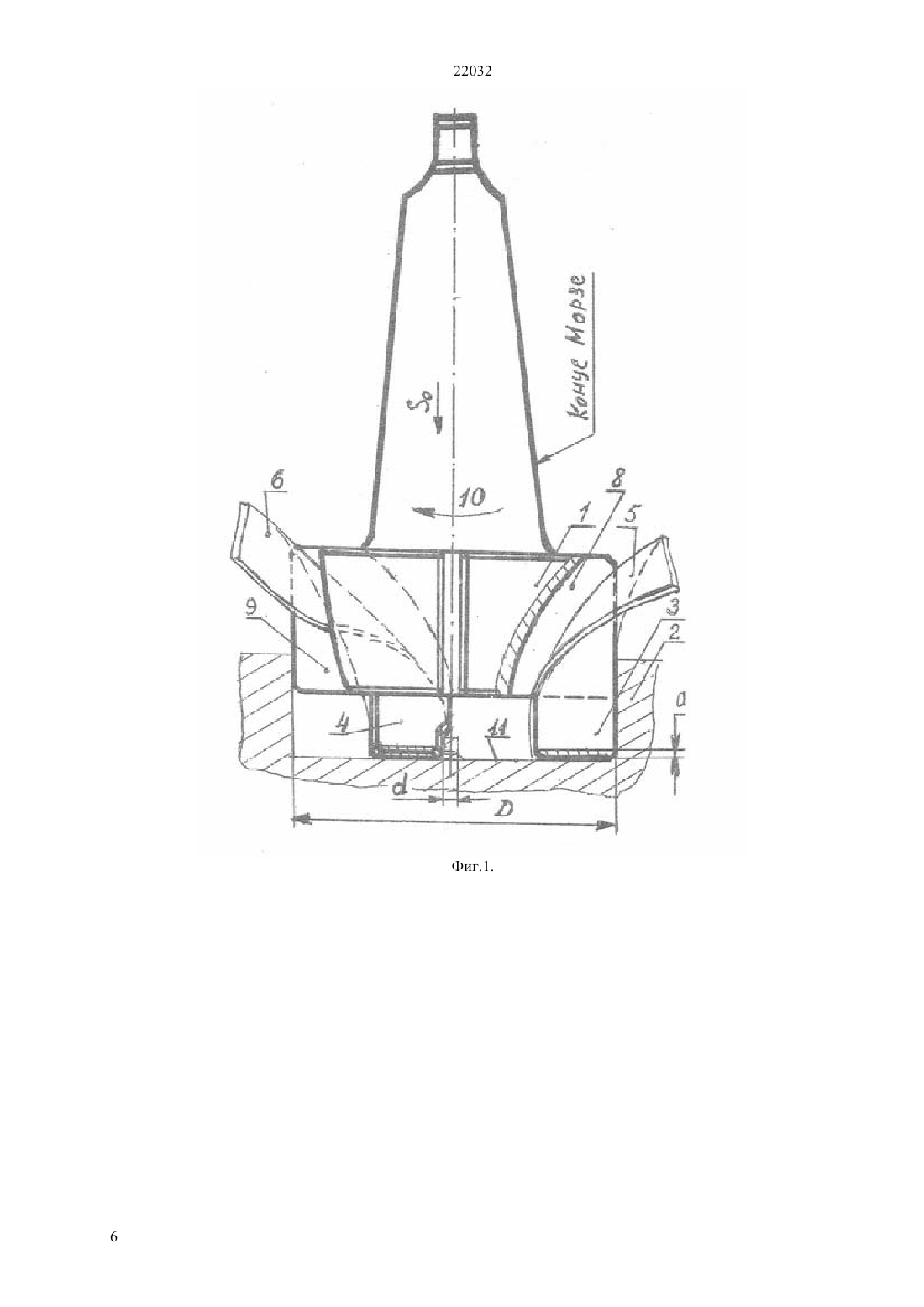
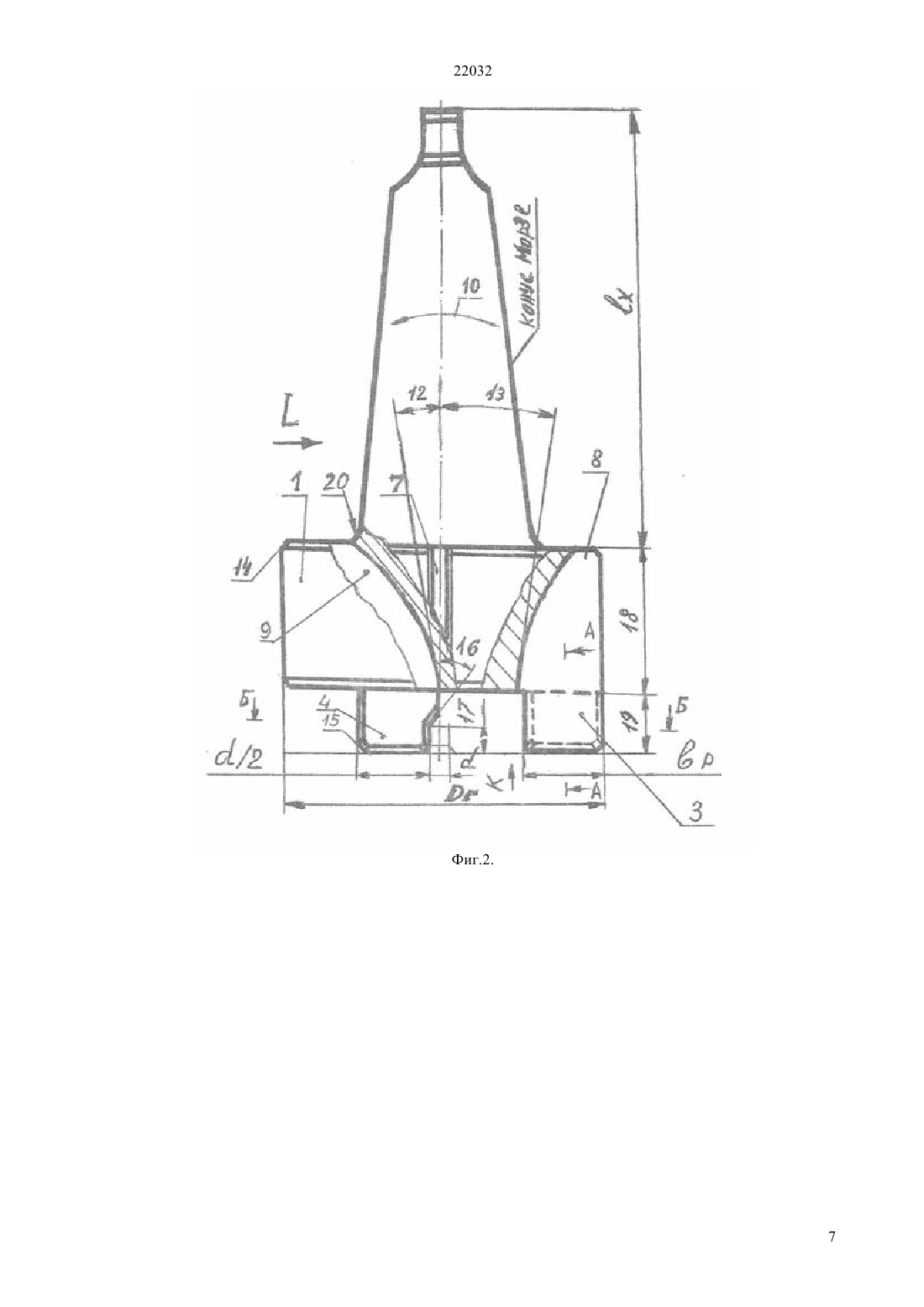
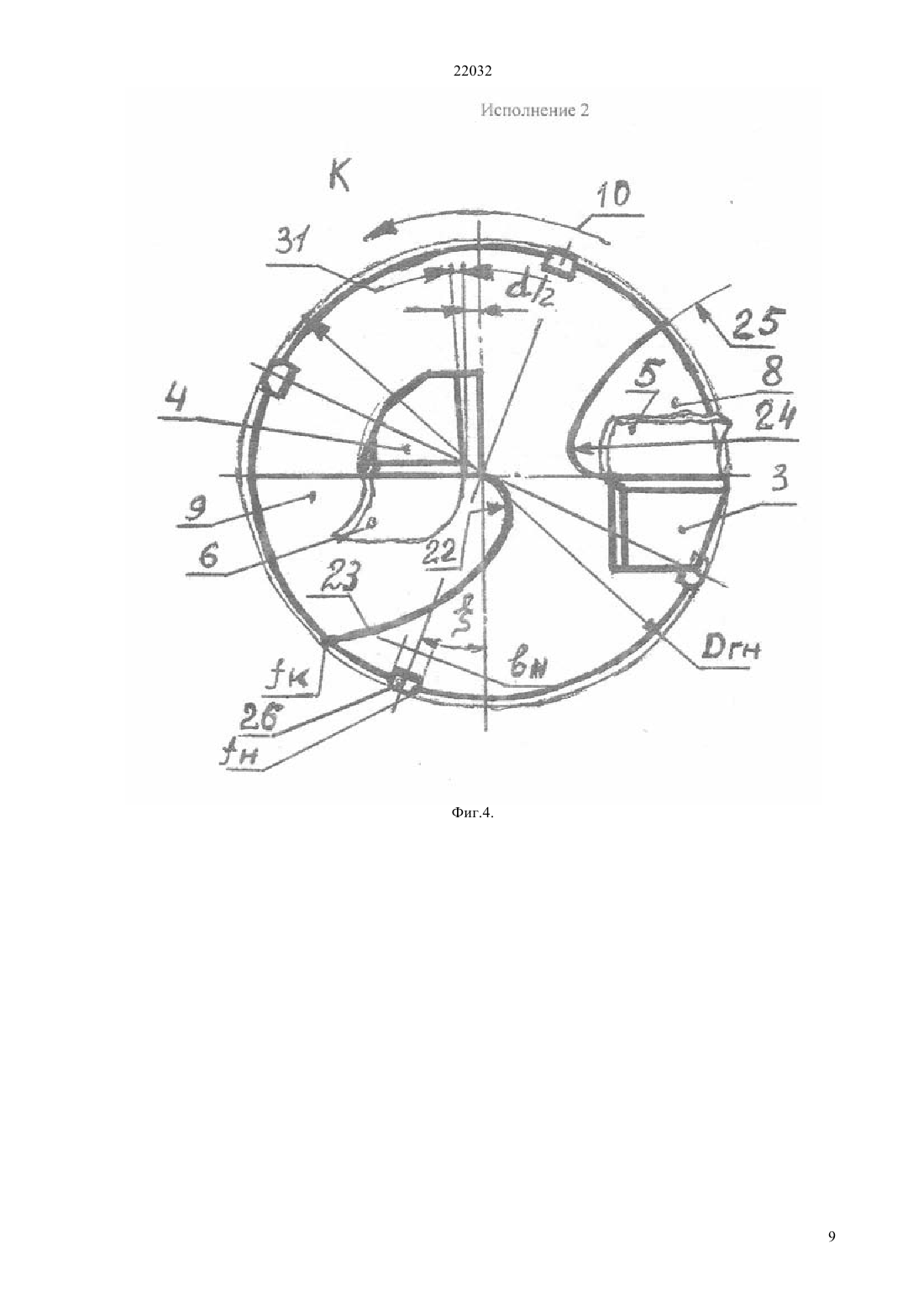
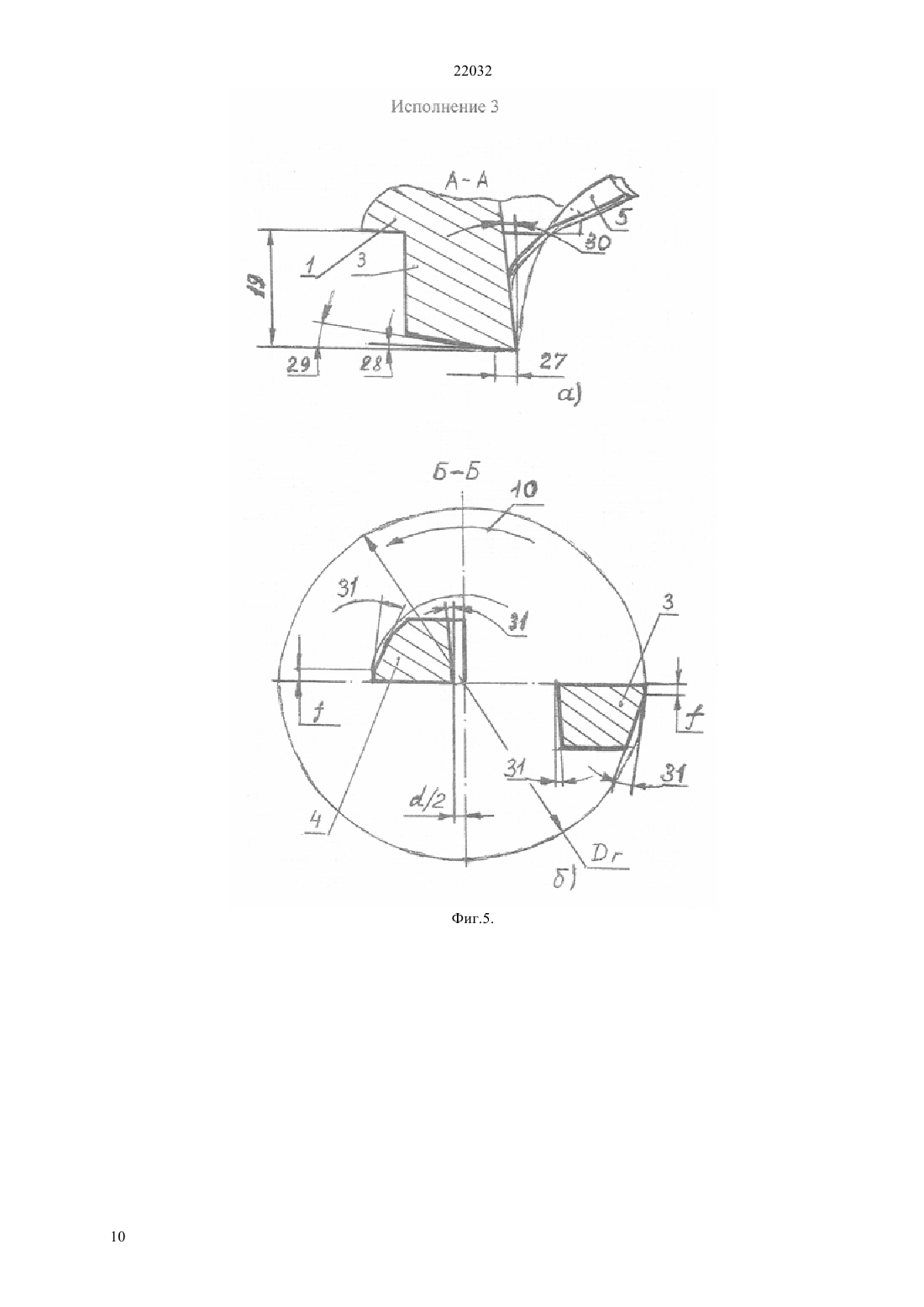
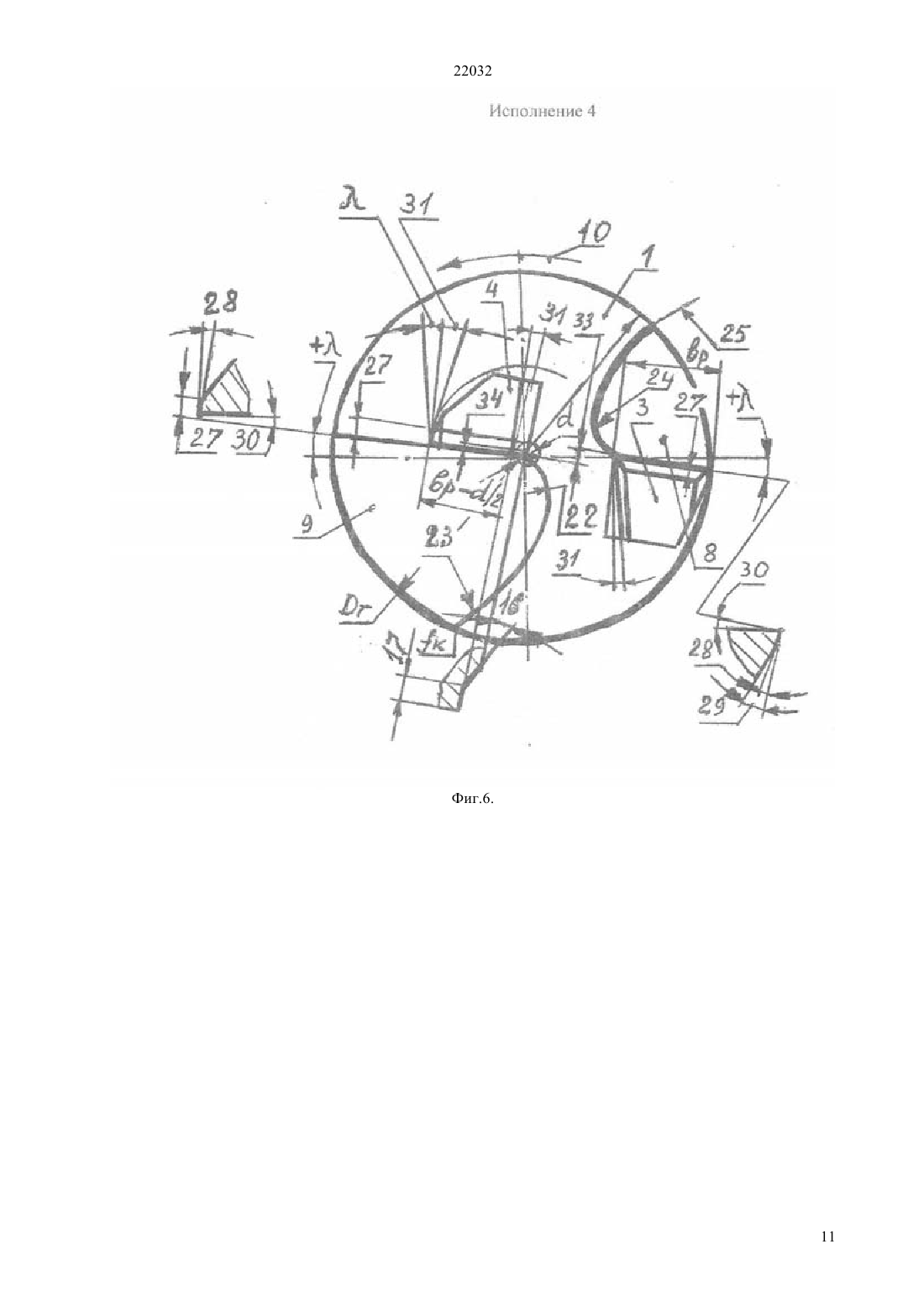
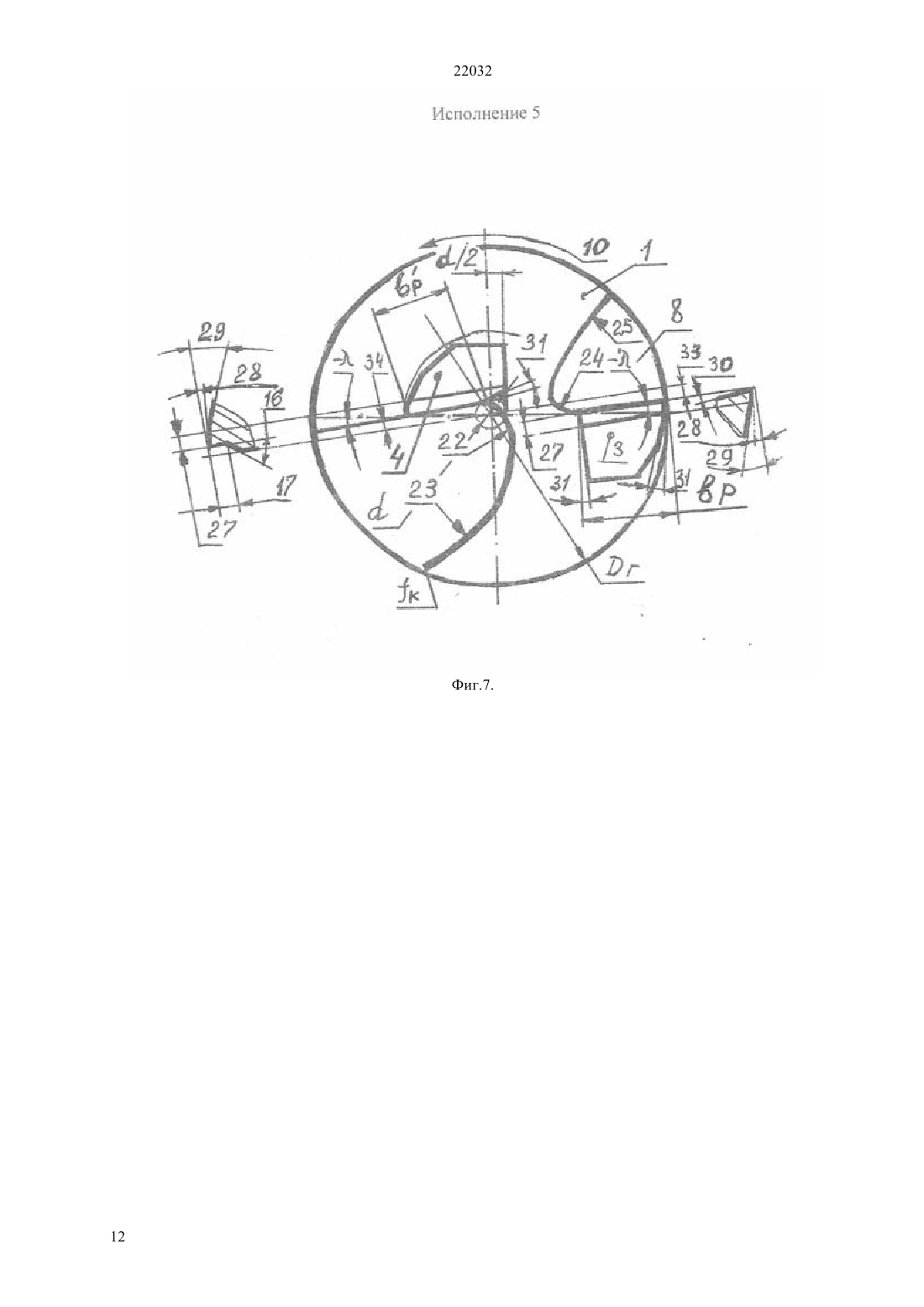
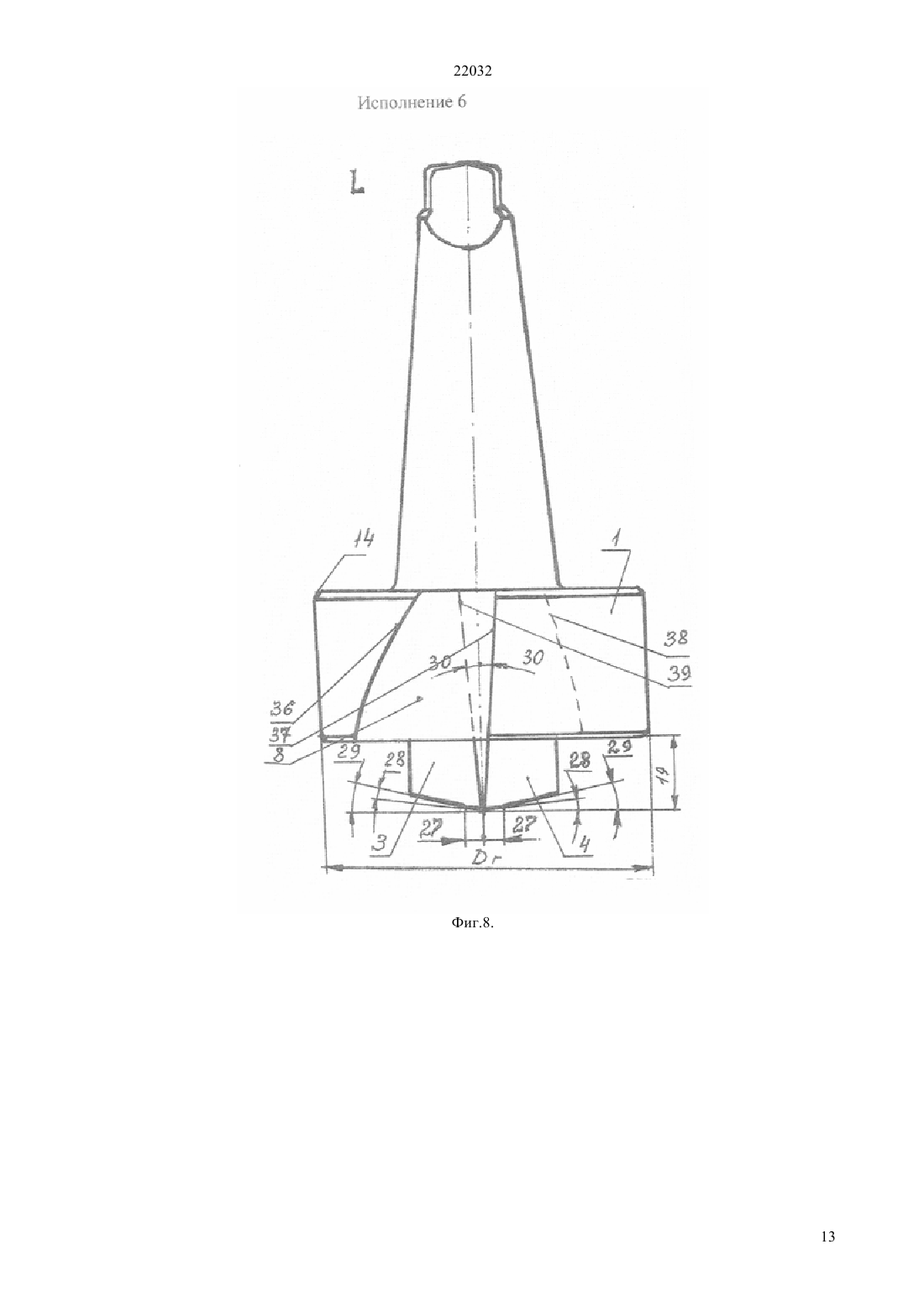
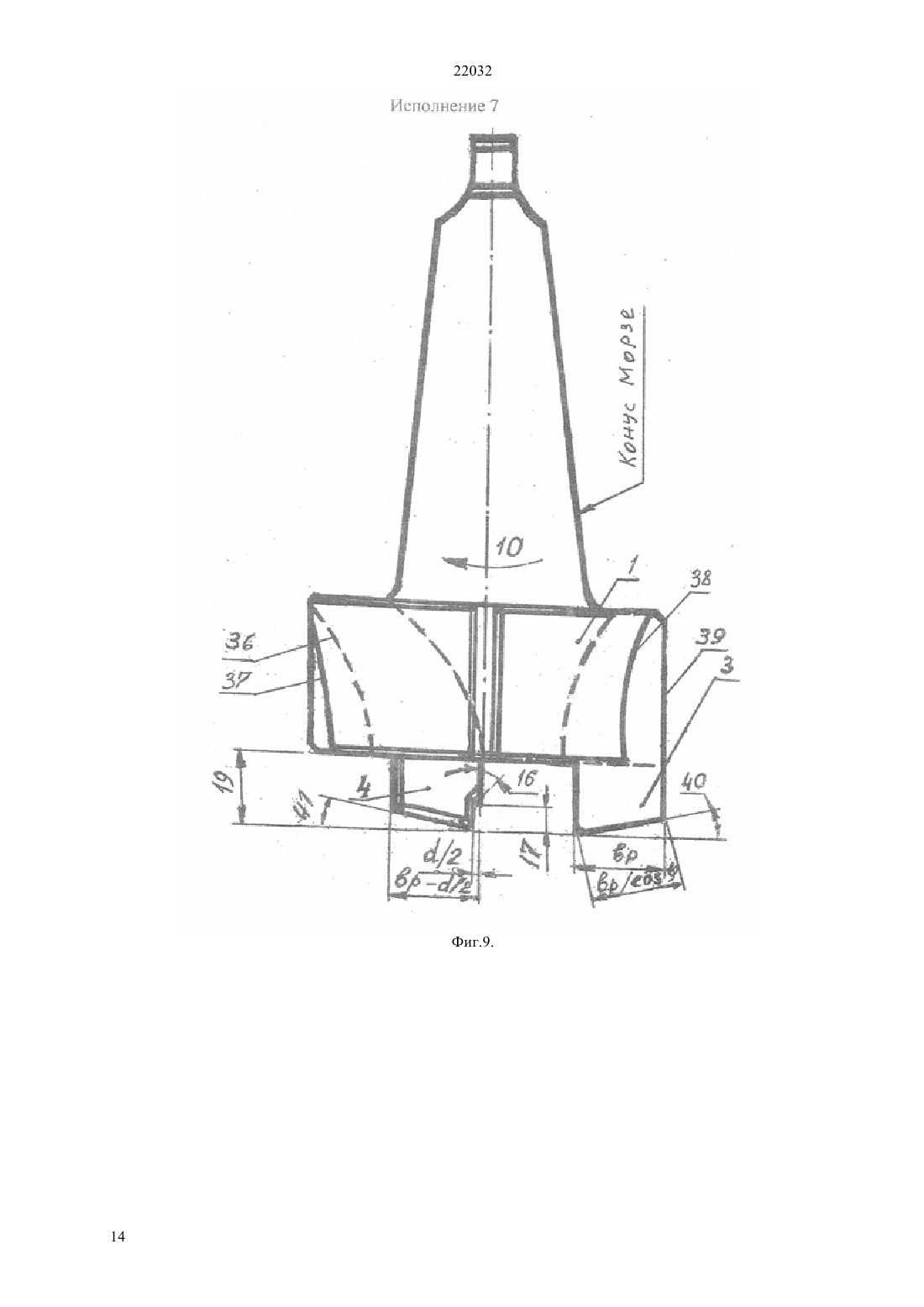
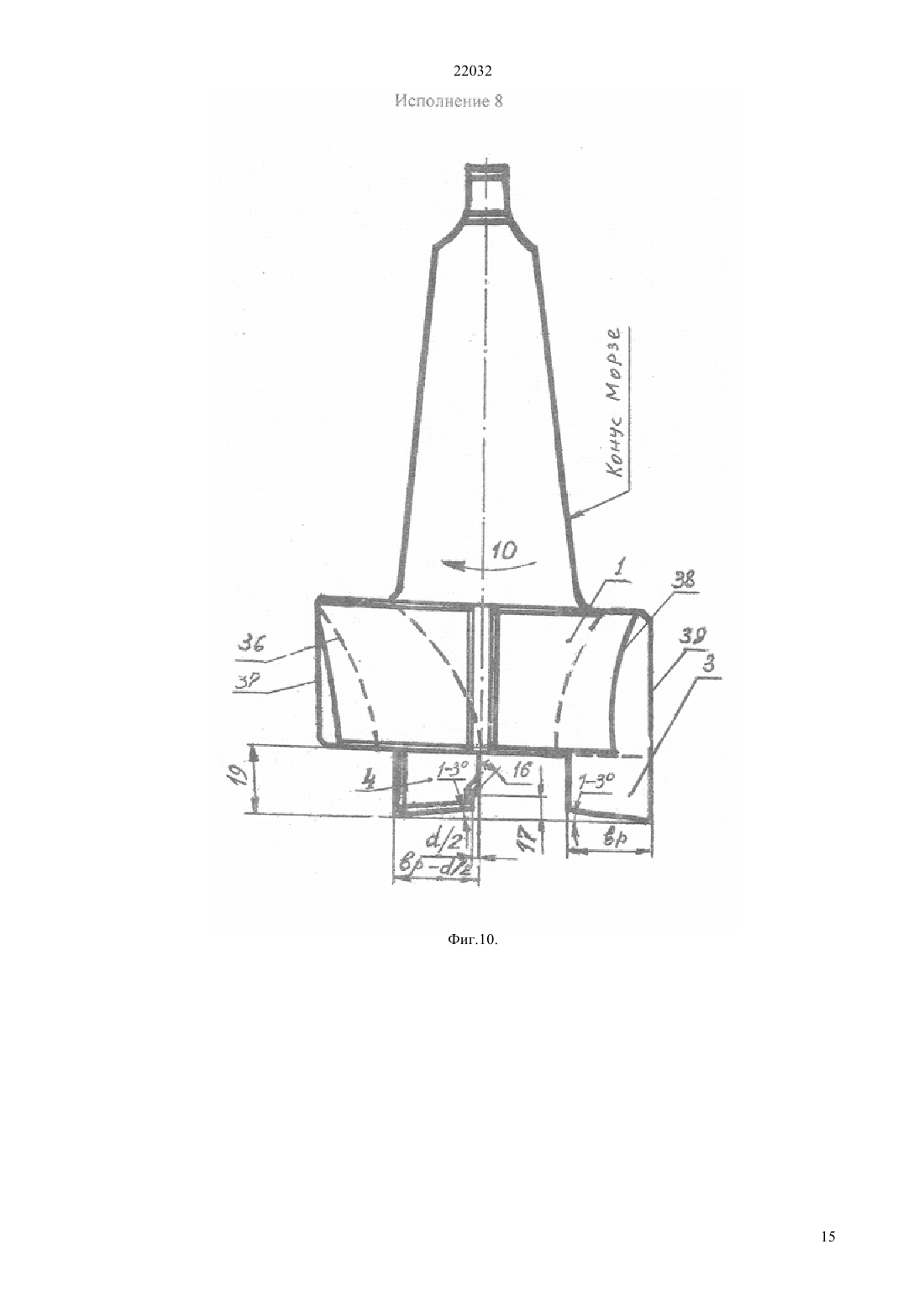
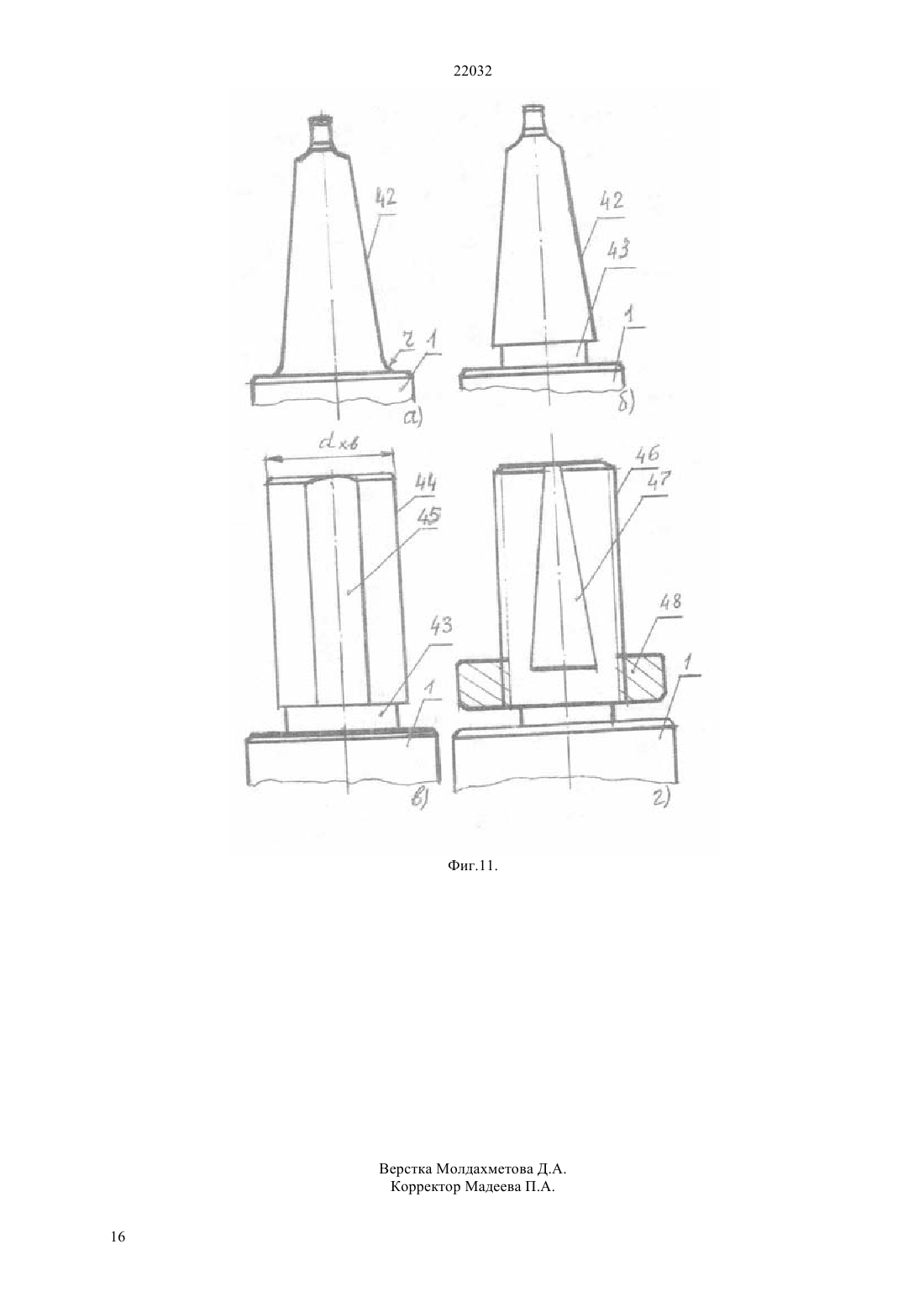
(51) 23 В 27/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами,расположенными ассиметрично относительно оси резцовой головки,наименьшее количество резцов равно двум. Для улучшения условий обработки путм исключения нулевой скорости резания на приосевой части внутреннего резца выполнен срез режущей кромки и ломающий уклон или уступ для обламывания остающегося при обработке стержня материала вдоль оси. Для повышения качества обработки применяется выглаживание обработанного отверстия, в качестве выглаживающей части применяются наружная поверхность корпуса или специальные твердосплавные направляющие. Повышается качество обработки, увеличивается скорость резания (производительность), повышается стойкость инструмента по сравнению со сверлением отверстий.(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Бобров В.Ф., Основы теории резания металлов,с. 60, рис. 26 Сахаров Г.Н. и др., Металлорежущие инструменты. - М., Маш., 1989, с.103, рис. 2.55(54) НОВЫЙ СПОСОБ И РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ ТОЧЕНИЕМ(57) Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, е осевой подачи и вращения детали на токарном станке, или с 22032 Изобретение относится к области обработки резанием и режущим инструментам и представляет собой новый высокопроизводительный способ торцового точения отверстий с помощью резцовой головки, оснащнной ассиметрично расположенными резцами, позволяющими получать любую форму дна глухого отверстия или обрабатывать сквозные отверстия. Термин точение отверстий принят потому, что сверление исключается из-за отсутствия сверла. Термин расточка неприменим, так как нет предварительного отверстия для растачивания. Осуществляется торцовое точение с осевой подачей. Известен способ-аналог сверления отверстий при помощи сврл Бобров В. Ф. Основы теории резания металлов, с.60, рис. 26. Сверление отверстий характеризуется невысокими скоростями резания и малым периодом стойкости в силу конструктивных недостатков сврл(наличия сердцевины и возникновения поперечной кромки при заточке сврл). Известно спиральное сверло-аналог Г.Н. Сахаров и др. Металлорежущие инструменты. М., Маш., 1989, с.103, рис. 2.55, для изготовления отверстий малых и больших диаметров от 0,3 до 80 мм, которое состоит из режущей и калибрующей частей, шейки и хвостовика. Режущие кромки расположены на лезвиях перьев сверла. Спиральные сверла имеют поперечную режущую кромку, которая обеспечивает неблагоприятные условия резания в зоне поперечной кромки вместо резания имеет место выдавливание,смятие и скобление, что вызывает большое тепловыделение и износ, снижение стойкости инструмента, что сопровождается более высокой температурой и механическим напряжением на режущей части в зоне резания, повышенным износом, снижающими стойкость и обеспечивающими низкую точность обработки. В качестве прототипа выбрана головка для кольцевого сверления Г.Н. Сахаров и др. Металлорежущие инструменты. М., Маш., 1989, с. 118, рис. 2.65. Головки для кольцевого сверления предназначены для сверления кольцевых отверстий. Для сверления обычных отверстий в сплошном материале необходимо видоизменить рабочую часть данного инструмента. Заявленная головка для высокопроизводительного торцового точения отверстий успешно выполняет поставленную задачу, начиная с диаметров от 58 мм и выше. Новый инструмент имеет повышенную жесткость, не имеет поперечной кромки, работа резания распределена равномерно по длине лезвий,уменьшается удельное давление и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки, в том числе и за счт выполнения на корпусе выглаживающих элементов позволяющих уменьшить отклонения от круглости отверстия и шероховатость. При резании исключаются выдавливание, смятие и скобление с большим выделением тепла и повышенным износом режущего инструмента. 2 Основные признаки способа и инструмента для изготовления отверстий в сплошном материале отверстия изготавливают методом торцового точения с использованием резцовой головки, е осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикальносверлильном станке, резцовая головка имеет корпус и хвостовик, режущая часть головки образована внешними и внутренними резцами,расположенными ассиметрично относительно оси резцовой головки, при этом наименьшее количество резцов равно двум, причм профиль режущих кромок резцов выполнен в виде прямой лини,расположенной или перпендикулярно оси, или с образованием внешнего угла или внутреннего угла поднутрения, или фасонным. Переднее внутреннее ребро внутреннего резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла, а переднее наружное ребро наружного резца совпадает с образующей рабочего цилиндра резцовой головки, лежащей в осевой плоскости, включающей верхние плоскости внешнего и внутреннего резцов резцовой головки,или наклонено к ней на величину переднего угла. Рабочий цилиндр резцовой головки представляет собой цилиндр - геометрическое место траекторий точек формообразования обрабатываемого отверстия. Для улучшения условий резания путм исключения участков лезвия внутреннего резца со скоростью,близкой или равной нулю, часть лезвия внутреннего резца в околоосевой зоне срезана и образованы ломающий уступ и уклон, для постоянного ломания и отвода вместе со стружкой остающегося центрального стержня диаметром 23 мм. Для повышения качества обработки может применяться выглаживание поверхности, а в качестве выглаживающей части применяются наружная поверхность корпуса с грязевыми канавками или специальные твердосплавные направляющие. Новый способ и новый инструмент - резцовая головка для высокопроизводительного торцового точения отверстий с плоским или иной формы дном, - обеспечивают более высокую производительность, стойкость и качество обрабатываемой поверхности. Технический результат повышение производительности и качества обработки отверстий,повышение стойкости режущего инструмента. Технический результат достигается тем, что режущая часть выполнена в виде резцов,расположение и конструкция которых позволяют заменить сверление торцовым точением с использованием всех преимуществ точения перед сверлением. Заявленный инструмент имеет высокую жесткость, не имеет поперечной кромки, работа резания распределена равномерно по длине лезвий,уменьшается удельное давление и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки. Сведения,подтверждающие возможность осуществления изобретения 22032 На фиг. 1 показана схема точения отверстия резцовой головкой с режущими кромками, перпендикулярными оси головки, нанесены необходимые размеры, обозначения, позиции. На фиг. 2 показана конструкция резцовой головки с режущими кромками, перпендикулярными оси головки (общий вид), нанесены необходимые размеры, обозначения, позиции. На фиг. 3 показан вид на резцовую головку по стрелке К с исполнением 1 корпуса - с грязевыми канавками, нанесены необходимые размеры,обозначения, позиции. На фиг. 4 показан вид на резцовую головку по стрелке К с исполнением 2 корпуса - с твердосплавными выглаживающими направляющими,нанесены необходимые размеры, обозначения,позиции. На фиг. 5 показано продольное сечение А-А резцовой головки плоскостью, нормальной к главной режущей кромке резца, исполнение 3 сечение Б-Б для идентификации геометрии резцов в плоскости,перпендикулярной оси резцовой головки показаны необходимые размеры,обозначения, позиции. На фиг. 6 показан вид на резцовую головку по стрелке К исполнения 4 с положительным углом наклона главных режущих кромок резцов,вызывающим отклонение направления движения снимаемой стружки к периферии, показаны необходимые размеры, обозначения, позиции. На фиг. 7 показан вид на резцовую головку по стрелке К исполнения 5 с отрицательным углом наклона главных режущих кромок резцов,вызывающим отклонение направления движения снимаемой стружки к центру головки, показаны необходимые размеры, обозначения, позиции. На фиг. 8 показан вид на резцовую головку исполнения 6 (с режущими кромками, перпендикулярными оси головки) сбоку по стрелке ,нанесены необходимые размеры, обозначения,позиции, идентифицирующие конструкцию головки и положение резцов. На фиг. 9 показано исполнение 7 резцовой головки с наклоном главных режущих кромок относительно оси резцовой головки, нанесены необходимые размеры, позиции. На фиг. 10 показано исполнение 8 резцовой головки с наклоном главных режущих кромок внутрь (с поднутрением). На фиг. 11 показаны типы хвостовиков, применяемых для крепления резцовых головок на станке,нанесены необходимые обозначения, позиции. Описание способа точения отверстий,конструкции резцовой головки и е работы. На фиг. 11- резцовая головка, с помощью которой отверстия изготавливают методом торцового точения с использованием резцовой головки, е осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикальносверлильном станке, резцовая головка имеет корпус и хвостовик, режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично относительно оси резцовой головки,2 - заготовка 3 - резец,расположенный у периферии резцовой головки(внешний резец) 4 - резец, расположенный у оси резцовой головки (внутренний резец) 5 - срезаемая стружка внешним резцом (а - толщина среза) 6 срезаемая стружка внутренним резцом 7 - грязевая канавка (условно показана в осевой плоскости,перпендикулярной к режущим кромкам резцов) 8 стружечная канавка у внешнего резца 9 стружечная канавка у внутреннего резца 10 вращательное движение резцовой головки при точении отверстия 0 - осевая подача на один оборот резцовой головки при точении отверстиядиаметр отверстия- диаметр стержня,остающийся вдоль оси заготовки, периодически обламывающийся и уносящийся стружкой наличие на внутреннем резце ломающего уступа со стороны оси (размером /2) позволяет исключить нулевую и близкую к нулю скорость резания при точении отверстия и повысить стойкость резцовой головки 11 - плоское дно обработанного отверстия (иное при ином расположении режущих кромок). На фиг. 2 1 - резцовая головка 3 - внешний резец резцовой головки 4 - внутренний резец резцовой головки 7 - грязевая канавка (условно совмещена на чертеже с осью резцовой головки) 8 стружечная канавка у внешнего резца 9 стружечная канавка у внутреннего резца 10 вращательное движение резцовой головки 12 проекционный угол наклона стружечной канавки у внутреннего резца относительно оси резцовой головки 13 - проекционный угол наклона стружечной канавки у внешнего резца относительно оси резцовой головки 14 - фаска на корпусе резцовой головки 15 - фаски для притупления заострения по краям режущих кромок резцов 16 угол скоса ломающего уступа с приосевой стороны внутреннего резца 17 - длина подточки на приосевой стороне внутреннего резца для образования постоянно обламывающегося стержня вдоль оси заготовки в зоне резания с целью исключения зоны с нулевой скоростью резания 18 длина корпуса резцовой головки 19 - вылет(высота) резца 20 - радиус закругления х - длина хвостовика А-А - сечение для идентификации геометрии резца в плоскости, касательной к траектории выбранной точки режущей кромки резца Б-Б - сечение резцов для идентификации их геометрии в плоскости, перпендикулярной оси резцовой головки г - диаметр резцовой головки,измеренной по корпусу (для выглаживания обработанного отверстия) и образованный траекторией внешнего резца большая жесткость инструмента и выглаживание повышают точность и качество поверхности отверстия. На фиг. 1 и 2 переднее внутреннее ребро внутреннего резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла, а переднее наружное ребро наружного резца совпадает с образующей рабочего цилиндра резцовой головки,лежащей в осевой плоскости, включающей верхние плоскости внешнего и внутреннего резцов резцовой 3 22032 головки, или наклонено к ней на величину переднего угла. Рабочий цилиндр резцовой головки представляет собой цилиндр - геометрическое место траекторий точек формообразования обрабатываемого отверстия. На фиг. 3 показаны на виде по стрелке К с исполнением 1 корпуса 1 - резцовая головка 3 внешний резец резцовой головки 4 - внутренний резец резцовой головки 5 - стружка, снимаемая внешним резцом 6 - стружка, снимаемая внутренним резцом, 7 - грязевая канавка на корпусе резцовой головки 8 - стружечная канавка у внешнего резца 9 - стружечная канавка у внутреннего резца резцовой головки 10 вращательное движение при работе резцовой головки 21 - выглаживающая поверхность корпуса резцовой головки диаметром г 22, 23 - радиусы стружечной канавки у внутреннего резца резцовой головки в поперечном сечении 24, 25 - радиусы стружечной канавки у внешнего резца резцовой головки в поперечном сечении /2- размер подточки внутреннего резца в - ширина грязевой канавки- фаска на грязевой канавке- угол смещения грязевой канавки относительно вертикальной плоскости симметрии на чертежепритупление края канавки на корпусе (может также применяться исполнение 2 - условно не показано без грязевых канавок на корпусе и без направления корпуса головки в отверстии). На фиг. 4 показаны на виде по стрелке К с исполнением 3 корпуса с твердосплавными направляющими для выглаживания отверстия 1 резцовая головка 3 - внешний резец резцовой головки 4 - внутренний резец резцовой головки 5 стружка, снимаемая внешним резцом 6 - стружка,снимаемая внутренним резцом 8 - стружечная канавка у внешнего резца 9 - стружечная канавка у внутреннего резца резцовой головки 10 вращательное движение при работе резцовой головки 22, 23 - радиусы стружечной канавки у внутреннего резца резцовой головки в поперечном сечении 24, 25 - радиусы стружечной канавки у внешнего резца резцовой головки в поперечном сечении 26 - выглаживающие твердосплавные направляющие /2 - размер подточки внутреннего резца- угол смещения грязевой канавки относительно вертикальной плоскости симметрии на чертеже вН - ширина направляющей. На фиг. 5 а) показана конструкция и геометрия внешнего резца (сечение А-А) 1 - корпус резцовой головки 3 - внешний резец 5 - стружка у внешнего резца 19 - вылет резца 27 - ширина задней поверхности 28 - задний угол 29 - угол, смежный с задним углом резца, 30 - передний угол резца. На фиг. 5 б) показано сечение Б-Б по резцам резцовой головки 3 - внешний резец резцовой головки 4 - внутренний резец резцовой головки 10 вращение резцовой головки 31 - задние боковые углы на резцах г - диаметр резцовой головки. На фиг. 6 показано исполнение 4 резцовой головки с положительным углом наклона главной режущей кромки в виде по стрелке К и обозначены 1 - корпус резцовой головки 3 - внешний резец 4 4 внутренний резец 8 - стружечная канавка внешнего резца 9 - стружечная канавка внутреннего резца 10-вращение головки 22 и 23 - радиусы закругления стружечной канавки внутреннего резца 24 и 25 радиусы закругления стружечной канавки внешнего резца 27 - ширина задней поверхности резца 28 задний угол резца 29 - угол, смежный с задним углом 30 - передний угол 31 - боковые задние углы 33 -расстояние от главной режущей кромки внешнего резца до оси головки 34 - расстояние от оси головки до главной режущей кромки внутреннего резца- диаметр несрезаемого стержня материала заготовки, обламываемого уступом резца- угол наклона главной режущей кромки г - диаметр резцовой головки. На фиг. 7 показано исполнение 5 резцовой головки с отрицательным углом наклона главной режущей кромки в виде по стрелке К и обозначены 1- корпус резцовой головки 3 - внешний резец 4 внутренний резец 8 - стружечная канавка внешнего резца 9 - стружечная канавка внутреннего резца 10 вращение головки 22 и 23 - радиусы закругления стружечной канавки внутреннего резца 24 и 25 радиусы закругления стружечной канавки внешнего резца 27 - ширина задней поверхности резца 28 задний угол резца 29 - угол, смежный с задним углом 30 - передний угол 31 - боковые задние углы 32 -задний боковой угол на приосевой кромке внутреннего резца 33 - расстояние от главной режущей кромки внешнего резца до оси головки 34 - расстояние от оси головки до главной режущей кромки внутреннего резца- диаметр несрезаемого стержня материала заготовки, обламываемого уступом резца длиной 17 и с углом 16- угол наклона главной режущей кромки г - диаметр резцовой головки. На фиг. 8 показан вид на резцовую головку по стрелкеи обозначены 1 - корпус резцовой головки 3 - внешний резец резцовой головки 4 внутренний резец резцовой головки 8 - стружечная канавка при внешнем резце резцовой головки 14 фаска на корпусе резцовой головки 19 - высота(вылет) резца 27 - ширина задней поверхности 28 задние углы резцов 29 - дополнительные углы заточки резцов у задней поверхности 30 - передние углы резцов 36, 37 кромки стружечной канавки у внутреннего резца 38, 39 - кромки стружечной канавки у внешнего резца (на противоположной стороне) г - диаметр резцовой головки. Наклон резцов 3 и 4 на данной фиг. был отражн и в первоначальных материалах заявки, но не был отражн в формуле, так что речь надо вести не о добавлении, изменяющем сущность изобретения, но об исправлении допущенной с нашей стороны ошибки, которая не была замечена экспертами, и эту обоюдную ошибку надо исправлять, потому замечания по п.п. 4 и 5 формулы некорректны. На фиг. 9 показано исполнение 6 резцовой головки с неперпендикулярными главными режущими кромками относительно оси резцовой головки и обозначены 1 - корпус резцовой головки 3 - внешний резец резцовой головки 4 - внутренний резец резцовой головки 16 - угол ломающего скоса 22032 17 - длина подточки внутреннего резца для исключения участка с нулевой скоростью резания 19 - вылет (высота) резца 27 - длина задней поверхности 28 - задний угол 36, 37 кромки стружечной канавки у внутреннего резца 38, 39 кромки стружечной канавки у внешнего резца 40,41- углы наклона главных режущих кромок внешнего и внутреннего резцов (по величине до 60) г диаметр резцовой головки. На фиг. 10 показано исполнение 7 резцовой головки с поднутрением (наклоном главных режущих кромок внутрь, к оси головки) и обозначены 1 - корпус резцовой головки 3 внешний резец резцовой головки 4 - внутренний резец резцовой головки 16 - угол ломающего скоса 17 - длина подточки внутреннего резца для исключения участка с нулевой скоростью резания 19 - вылет (высота) резца 27 -длина задней поверхности 28 - задний угол 36, 37 кромки стружечной канавки у внутреннего резца 38, 39 кромки стружечной канавки у внешнего резца углы наклона главных режущих кромок внешнего и внутреннего резцов 1 3- поднутрение г диаметр резцовой головки. На фиг. 11 показаны формы хвостовиков резцовой головки а) конструкция хвостовика с конусом Морзе 1 - корпус головки 42 - конус Морзе- радиус закругления б) конструкция хвостовика с конусом Морзе и с шейкой 43. в) конструкция хвостовика цилиндрической формы 44 с лыской 45 и шейкой 43. г) конструкция хвостовика цилиндрической формы с резьбой трапецеидальной, с шейкой 43, с уклоном 47 для закрепления болтами и крепжнорегулировочной гайкой 48. Технико-экономическая или иная эффективность. Предлагаемый новый инструмент резцовая головка позволяет повысить эффективность и качество обработки отверстий по сравнению с традиционным сверлением спиральным сверлом за счт свободного торцового точения и условий резания, присущих точению, значительно более лгких,чем при сверлении в условиях неблагоприятной геометрии,скобления и выдавливания поперечной кромкой материала вместо резания, повышенных температур, сил резания и повышенного износа инструмента. Резцовая головка имеет повышенную стойкость, обеспечивает возможность обработки отверстий с плоским дном, повышает производительность и качество обрабатываемой поверхности, исполнение с калибрующе-выглаживающими направляющими обеспечивает повышение точности размера, формы и снижение шероховатости обрабатываемой поверхности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления отверстий в сплошном материале, отличающийся тем, что отверстия изготавливают методом торцового точения с использованием резцовой головки, е осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. 2. Инструмент для изготовления отверстий в сплошном материале, представляющий собой резцовую головку, содержащую корпус и хвостовик,отличающийся тем, что режущая часть головки образована внешними и внутренними резцами,расположенными ассиметрично относительно оси резцовой головки. 3. Инструмент по п. 2, отличающийся тем, что наименьшее количество резцов равно двум. 4. Инструмент по п. 2, отличающийся тем, что переднее внутреннее ребро внутреннего резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла. 5. Инструмент по п. 2, отличающийся тем, что переднее наружное ребро наружного резца совпадает с образующей рабочего цилиндра резцовой головки, лежащей в осевой плоскости,включающей верхние плоскости внешнего и внутреннего резцов резцовой головки, или наклонено к ней на величину переднего угла. 6. Инструмент по п. 2, отличающийся тем, что на внутреннем резце на приосевой части выполнен уступ и ломающий уклон. 7. Инструмент по п. 2, отличающийся тем, что профиль режущих кромок резцов выполнен в виде прямой линии,расположенной или перпендикулярно оси, или с образованием внешнего угла или внутреннего угла поднутрения, или фасонным. 8. Инструмент по п. 2, отличающийся тем, что в качестве выглаживающей части применяются наружная поверхность корпуса или специальные твердосплавные направляющие.
МПК / Метки
МПК: B23B 27/00
Метки: головка, способ, отверстий, точением, получения, новый, резцовая
Код ссылки
<a href="https://kz.patents.su/16-ip22032-novyjj-sposob-i-rezcovaya-golovka-dlya-polucheniya-otverstijj-tocheniem.html" rel="bookmark" title="База патентов Казахстана">Новый способ и резцовая головка для получения отверстий точением</a>
Способ и инструмент для изготовления отверстий в сплошном материале
Номер предварительного патента: 20211
Опубликовано: 17.11.2008
Авторы: Дудак Николай Степанович, Тастенов Ерлан Кайроллинович
МПК: B23D 77/12, B23D 43/08
Метки: изготовления, сплошном, способ, инструмент, отверстий, материале
Формула / Реферат:
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично...
Резцовая сборная развертка с безвершинными зубьями
Номер инновационного патента: 21106
Опубликовано: 15.04.2009
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: B23B 27/02
Метки: развертка, сборная, зубьями, резцовая, безвершинными
Формула / Реферат:
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Четыре вставных резца-зуба развёртки установлены в пазы со смещением друг относительно друга вдоль оси и закреплены прижимами. Резцы-зубья имеют режущие кромки в форме окружности, которая расположена под углом к оси отверстия (оси развёртки). На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный...
Способ точения и станок с регулируемыми осями шпинделя и задней бабки
Номер предварительного патента: 21054
Опубликовано: 15.04.2009
Авторы: Величко Александр Николаевич, Дудак Николай Степанович, Гемзен Максим Петрович
МПК: B23Q 37/00
Метки: способ, регулируемыми, станок, бабки, точения, задней, шпинделя, осями
Формула / Реферат:
Изобретение относится к металлорежущим станкам и теории резания и представляет собой способ обработки напроход сабельным резцом деталей типа вал; длина единственной прямолинейной режущей кромки сабельного резца равна длине резца. Заготовка устанавливается в поводковом патроне и на центре задней бабки токарного станка под углом до 15° к направлению подачи. В поводковом патроне заготовка самоустанавливается на сферических центрах, вращение...
Сверло спиральное зигзаг без поперечной кромки бессердцевинное
Номер предварительного патента: 19560
Опубликовано: 16.06.2008
Авторы: Кусаинов Руслан Бексултанович, Дудак Николай Степанович
МПК: B23B 51/02
Метки: зигзаг, кромки, поперечной, сверло, бессердцевинное, спиральное
Формула / Реферат:
Изобретение относится к металлорежущим инструментам для обработки отверстий в деталях из металла, пластмасс по 11-13 квалитетам точности и может использоваться исполнение для правого и левого резания.Спиральное сверло для обработки отверстий в деталях из металлов, пластмасс, имеющее перья с режущими кромками (режущую часть), калибрующую часть, шейку, конический или цилиндрический (гладкий или резьбовой) хвостовик, лапку, ленточку на калибрующей...
Режущее устройство (варианты), муфта (варианты) и держатель резца для указанного режущего устройства
Номер предварительного патента: 13340
Опубликовано: 15.08.2003
Авторы: БОШ Нелл Джонатан, БОШ Роберт Хью, ООСТХЮЙЦЕН Йоханнес Хендрикус
МПК: E21C 35/19, E21C 35/197
Метки: устройства, устройство, варианты, режущего, держатель, муфта, режущее, резца, указанного
Формула / Реферат:
Настоящее изобретение относится к режущему устройству врубовых машин. В соответствии с изобретением режущее устройство (10) включает в себя держатель резца (12) с отверстием (14), в которое помещена муфта (16). Внутри муфты, в свою очередь, расположен стержень (18) резца (20). Резец (20) и муфта (16) имеют головки (22; 24). Головка (24) муфты (16) имеет внешнюю примыкающую поверхность (26) и внутреннюю примыкающую поверхность (30). Внешняя...
Предыдущий патент: Способ сбора затвердевших нефтесодержащих сливных отходов (НСО) и устройство для осуществления способа
Следующий патент: Способ очистки сульфатного раствора
Случайный патент: Адаптер