Способ точения малых диаметров в сплошном материале и инструмент для его осуществления

Формула / Реферат
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий малых диаметров в сплошном материале методом точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Другие сочетания вращательного и поступательного движений использованы при работе на многорезцовых полуавтоматах, на многошпиндельных автоматах, на расточных станках и др. Режущая часть головки образована двумя симметричными резцами, двумя асимметричными (внешним и внутренним) резцами, расположенными ассиметрично относительно оси резцовой головки, или одним резцом. Внутренними названы асимметричные резцы, расположенные на той стороне резцовой головки, на которой резец своей державкой соприкасается с осью резцовой головки. Для улучшения условий обработки путём исключения нулевой скорости резания на приосевой части внутреннего резца выполнен срез режущей кромки или смещение резца относительно оси, подточка и ломающий уклон или уступ для обламывания остающегося при обработке стержня материала вдоль оси. Повышается качество обработки, увеличивается скорость резания (производительность), повышается стойкость инструмента по сравнению со сверлением отверстий.
Текст
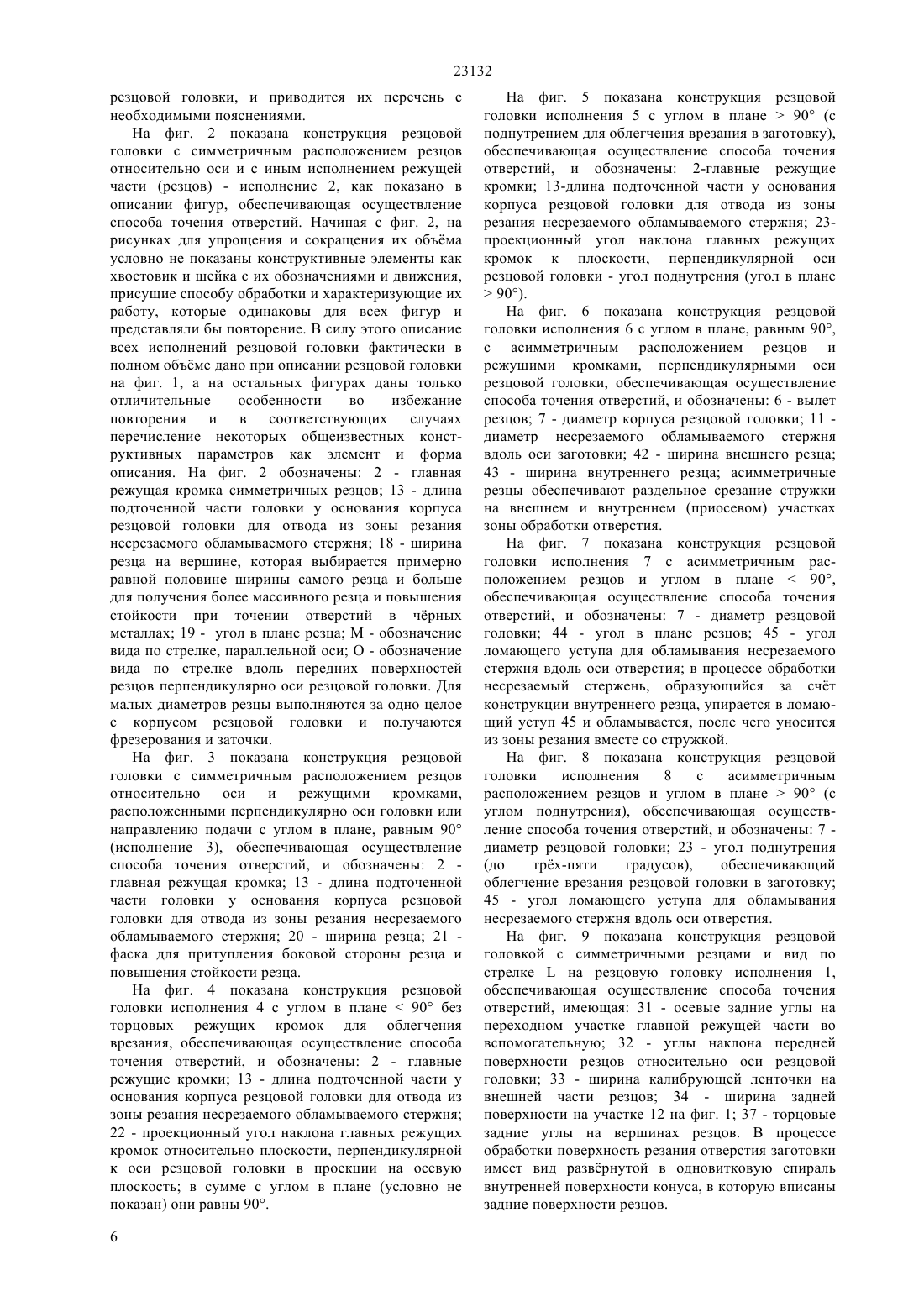
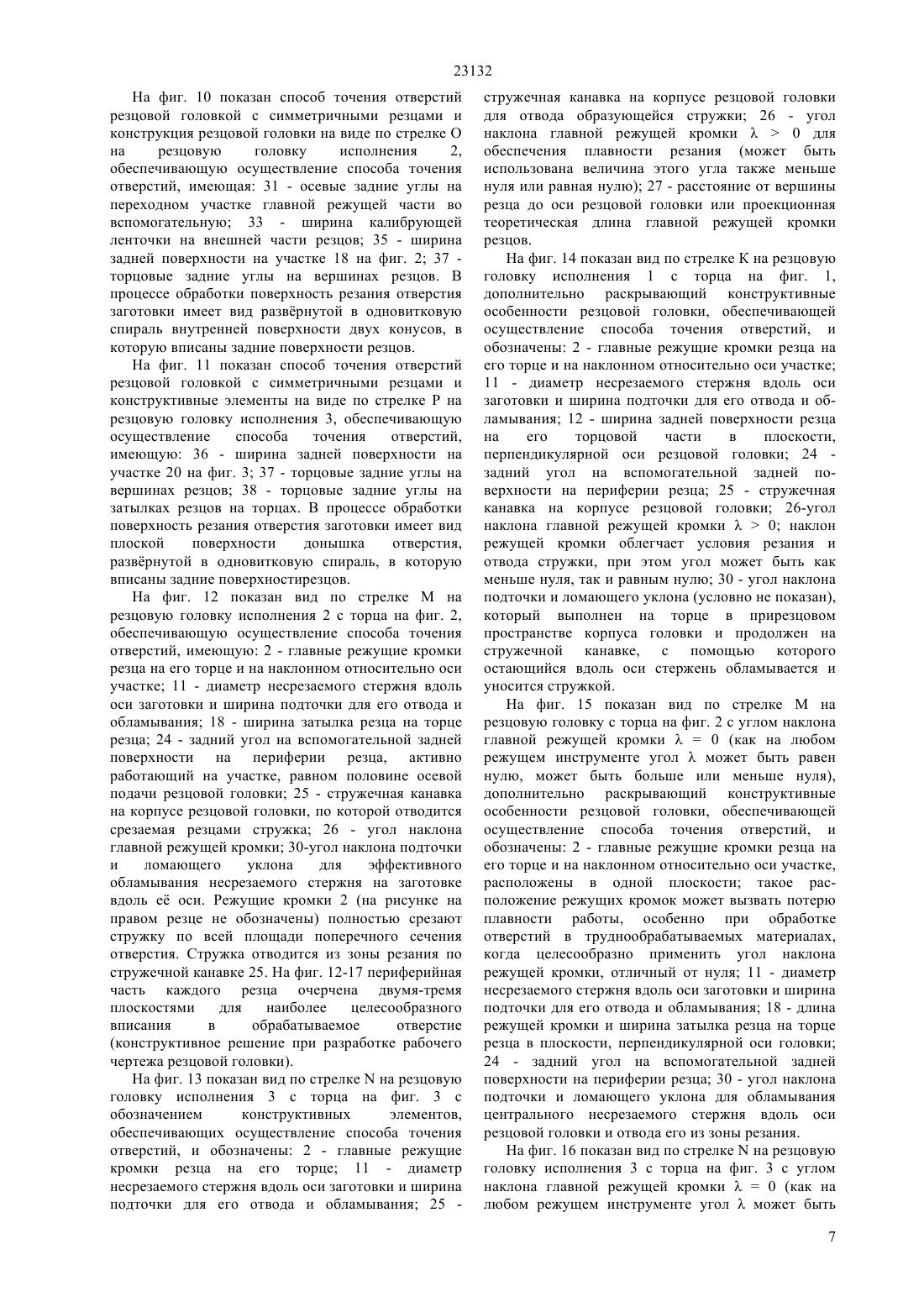
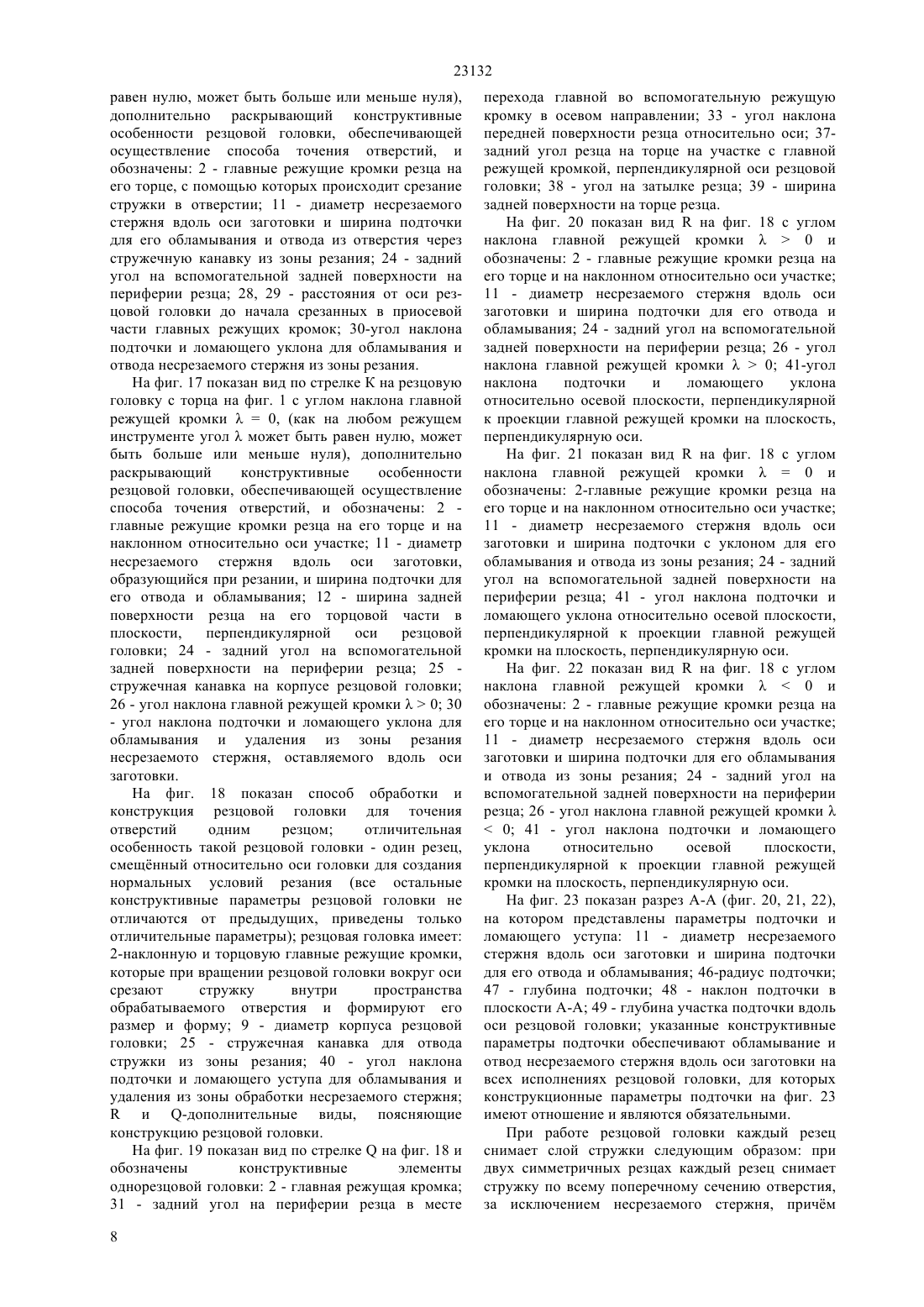
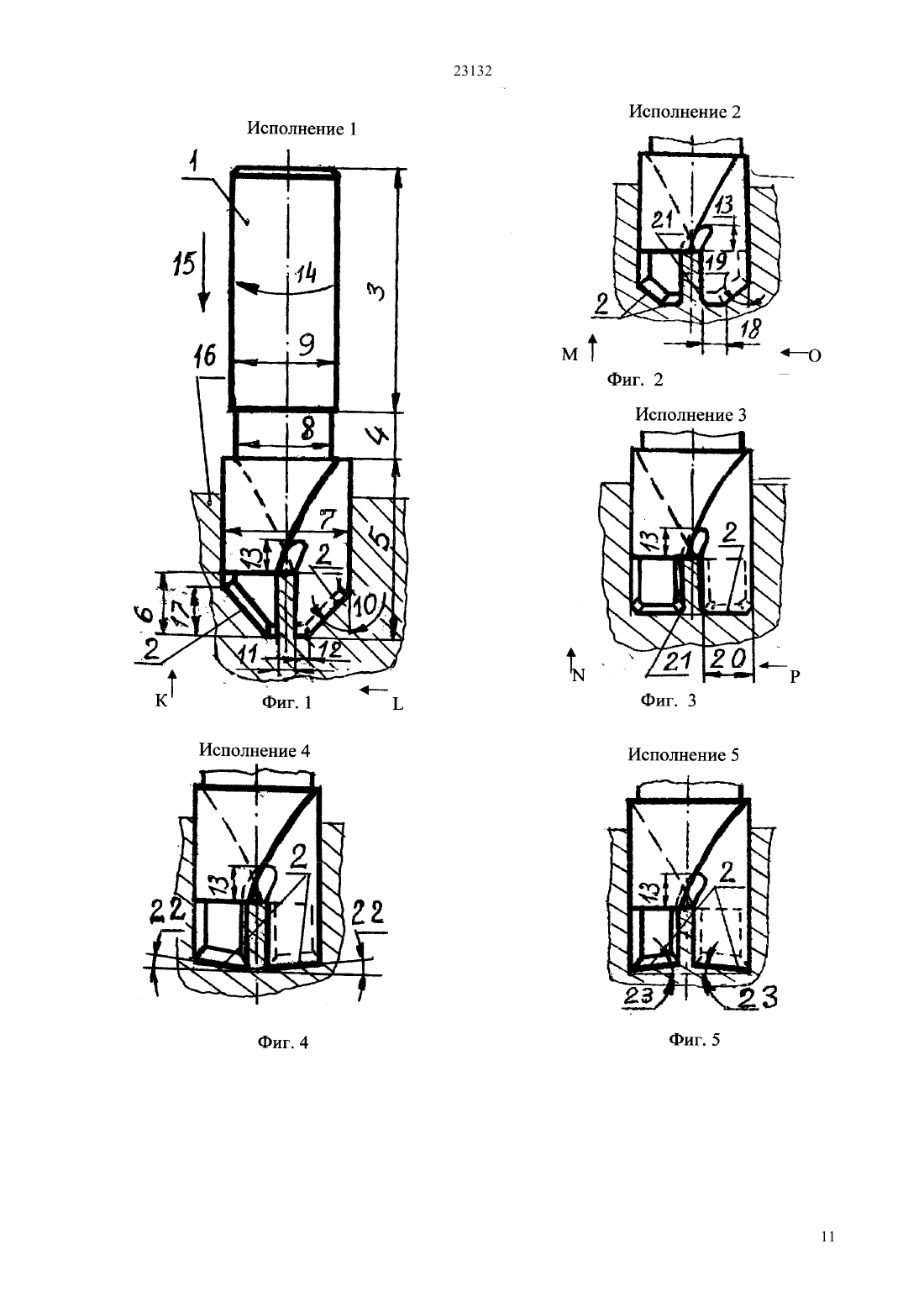
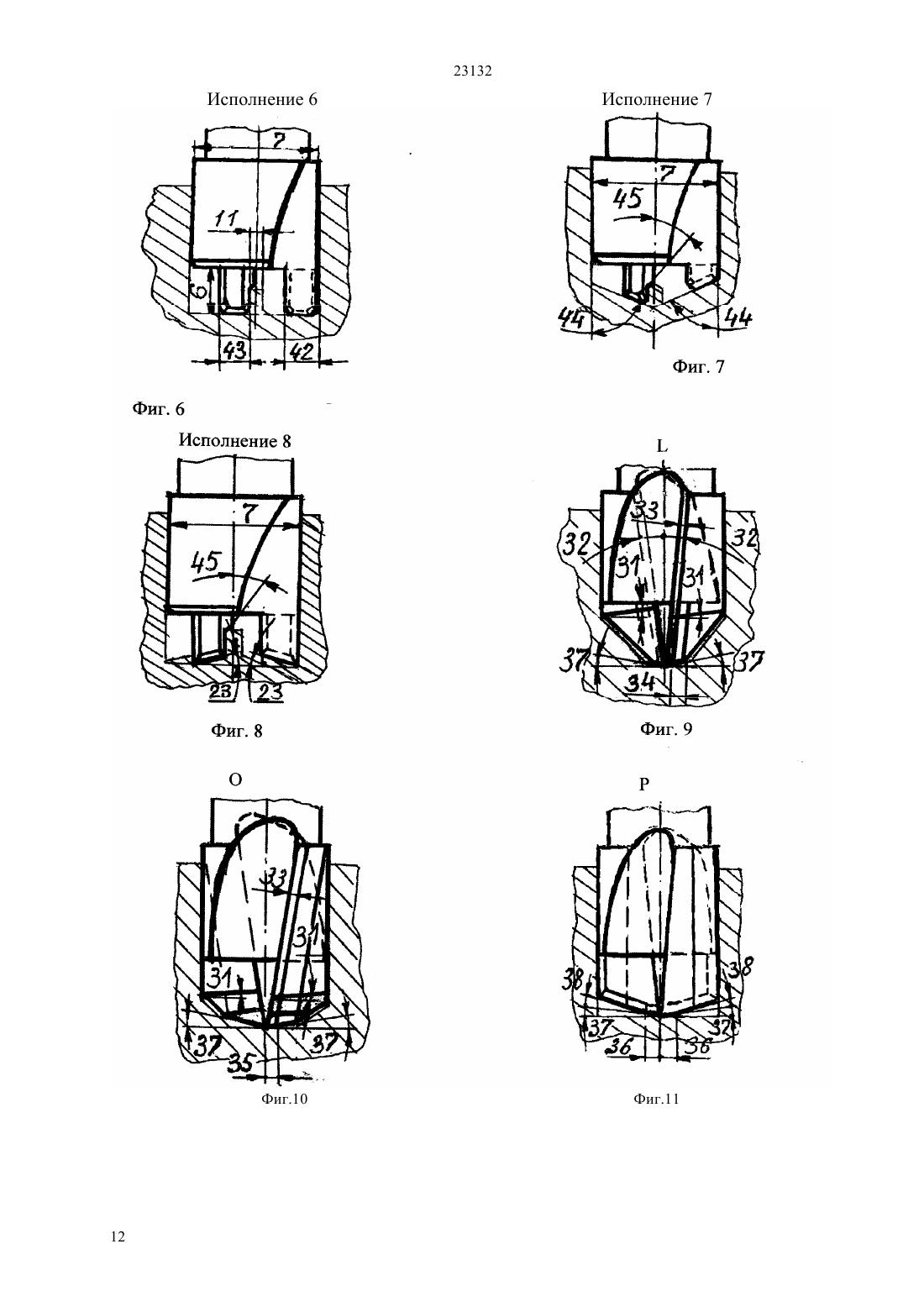
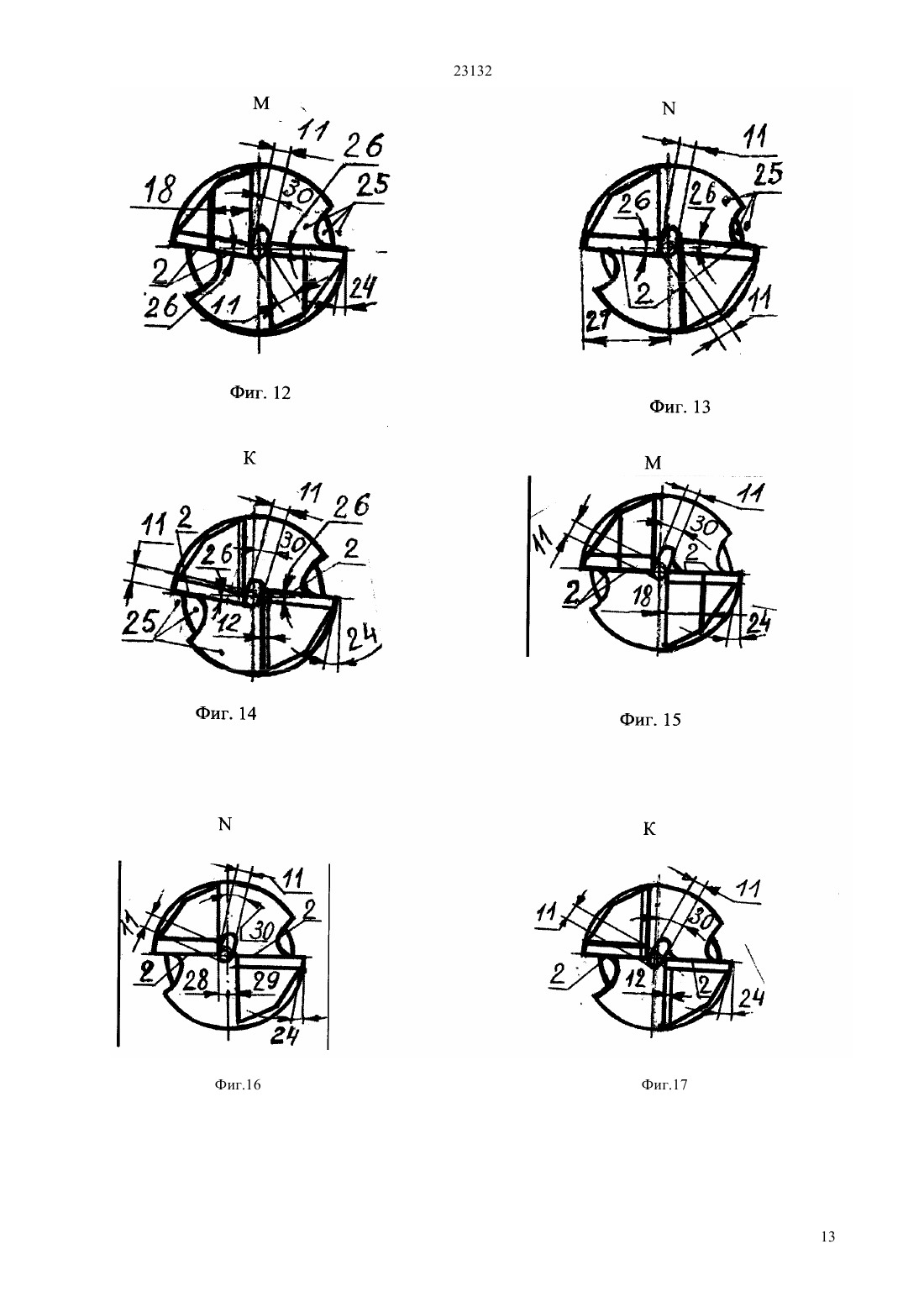
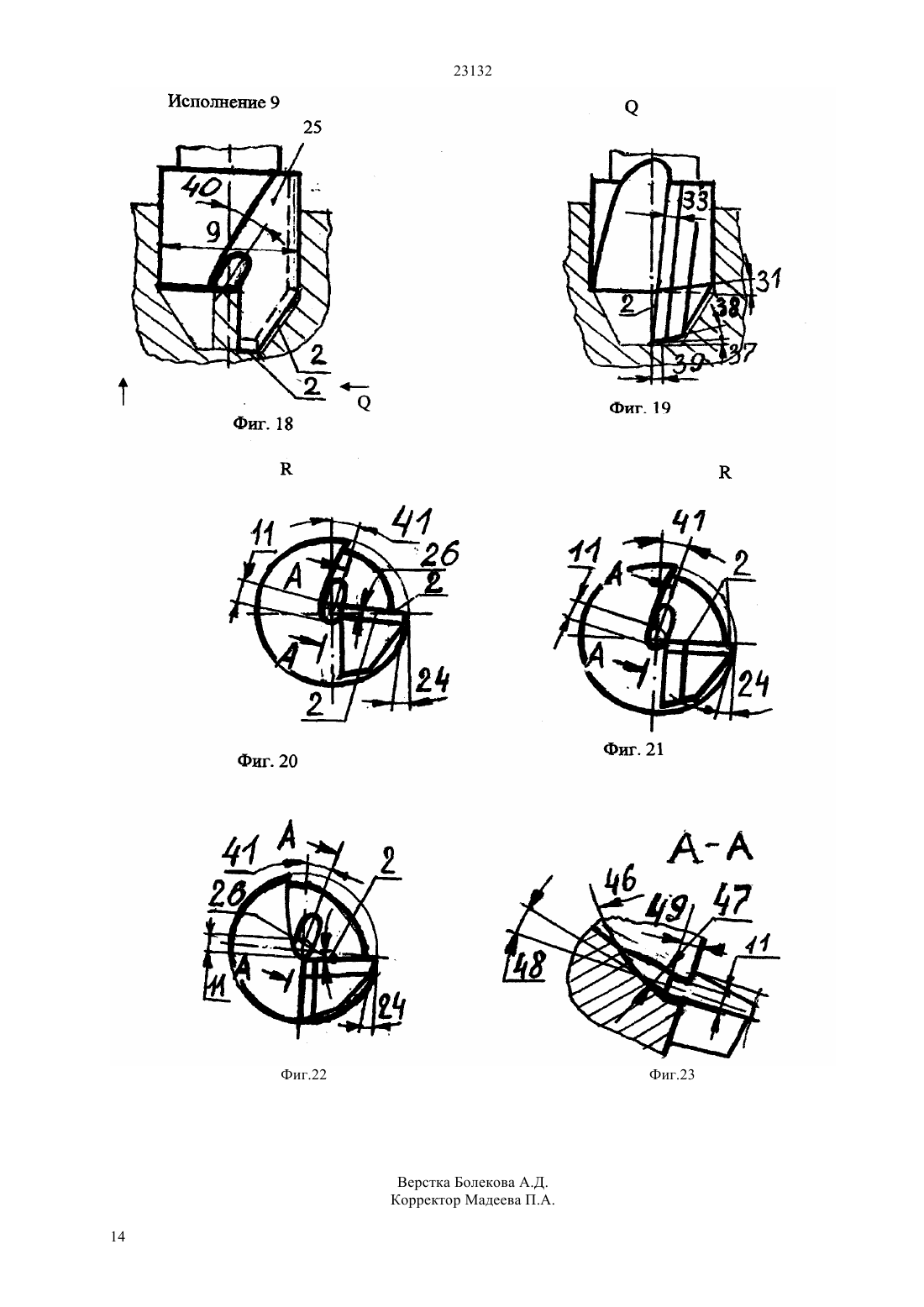
(51) 23 77/04 (2010.01) 23 77/12 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ движений использованы при работе на многорезцовых полуавтоматах, на многошпиндельных автоматах, на расточных станках и др. Режущая часть головки образована двумя симметричными резцами, двумя асимметричными(внешним и внутренним) резцами, расположенными ассиметрично относительно оси резцовой головки,или одним резцом. Внутренними названы асимметричные резцы, расположенные на той стороне резцовой головки, на которой резец своей державкой соприкасается с осью резцовой головки. Для улучшения условий обработки путм исключения нулевой скорости резания на приосевой части внутреннего резца выполнен срез режущей кромки или смещение резца относительно оси,подточка и ломающий уклон или уступ для обламывания остающегося при обработке стержня материала вдоль оси. Повышается качество обработки,увеличивается скорость резания(производительность),повышается стойкость инструмента по сравнению со сверлением отверстий.(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Предварительный патент РК 20211, 23 77/12, 23 43/08, 17.11.2008(54) СПОСОБ ТОЧЕНИЯ МАЛЫХ ДИАМЕТРОВ В СПЛОШНОМ МАТЕРИАЛЕ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий малых диаметров в сплошном материале методом точения с использованием резцовой головки, е осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Другие сочетания вращательного и поступательного 23132 Изобретение относится к области обработки резанием и режущим инструментам и представляет собой новый высокопроизводительный способ торцового точения сплошных отверстий малых диаметров с помощью резцовой головки,оснащнной симметрично и ассиметрично расположенными резцами, или одним резцом,позволяющими получать любую форму дна глухого отверстия или обрабатывать сквозные отверстия в сплошном материале. Термин точение отверстий принят потому, что сверление исключается из-за отсутствия сверла. Термин расточка неприменим,так как нет предварительного отверстия для растачивания. Осуществляется точение отверстий в сплошном материале с осевой подачей инструмента. Известен способ сверления сплошных отверстий при помощи сврл Бобров В. Ф. Основы теории резания металлов, с. 60, рис. 26. Сверление отверстий характеризуется невысокими скоростями резания и малым периодом стойкости в силу конструктивных недостатков сврл(наличия сердцевины и возникновения поперечной кромки при заточке сврл). Известно спиральное сверло Г.Н. Сахаров и др. Металлорежущие инструменты. М., Маш., 1989, с. 103, рис. 2.55 для изготовления сплошных отверстий малых и больших диаметров от 0,3 до 80 мм, которое состоит из режущей и калибрующей частей, шейки и хвостовика. Режущие кромки расположены на лезвиях перьев сверла. Спиральные сврла имеют поперечную режущую кромку,которая обеспечивает неблагоприятные условия резания в зоне поперечной кромки вместо резания происходит выдавливание,смятие и скобление,что сопровождается более высокой температурой и механическим напряжением на режущей части в зоне резания, повышенным износом, снижающими стойкость и точность обработки. Известен способ точения отверстий в сплошном материале и инструмент для его осуществления,изложенный в предварительном патенте РК 20211, (19)(13) А (11) 20211 (51) 23 77/12(2006/01), 23 43/08 (2006/01), авторы Дудак Н.С.,Тастенов Е.К., который выбран в качестве аналога и прототипа. Ниже представлена сущность изобретения Заявленная головка для высокопроизводительного торцового точения отверстий резцами успешно выполняет поставленную задачу, начиная с диаметров от 58 мм и выше. Задача изобретения заключается в том, чтобы разработать более производительный режущий инструмент для получения отверстий малых диаметров в сплошном материале с помощью точения, лишнный недостатков применяемых также для обработки отверстий таких традиционных инструментов как сврла, повысить качество обработки и стойкость инструмента. При обработке резцами малыми диаметрами считаются диаметры 20 миллиметров и менее. При этом для изготовления отверстий меньше 20 миллиметров требуется 2 усовершенствованная режущая часть, эффективная при работе режущего инструмента малых диаметров, в частности, однорезцовое исполнение режущей части в условиях ограниченного пространства для двух резцов, как показано ниже на рисунках, а именно отличия, идентифицированные в перечне и описании фигур, что и составило предмет изобретения. Основные признаки способа изготовления отверстий в сплошном материале отверстия изготавливают методом точения, при котором используют режущий инструмент резцовую головку и схему обработки с вращательным движением и поступательным перемещением резцовой головки,или придают вращательное движение заготовке и поступательное перемещение резцовой головке, или придают вращательное движение резцовой головке и поступательное перемещение заготовке, снятие стружки выполняют режущими кромками лезвий раздельно на торцовой или конической, или одновременно на торцовой и конической частях резцов резцовой головки. Схему способа обработки получают использованием осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Другие сочетания вращательного и поступательного движений используют при работе на многорезцовых полуавтоматах, на многошпиндельных автоматах,на расточных станках, станках с ЧПУ и др. Основные признаки инструмента для изготовления отверстий в сплошном материале инструмент представляет собой резцовую головку,имеющую режущую часть, корпус, шейку,стружечные канавки и хвостовик, в которой режущая часть образована двумя симметричными резцами, или двумя асимметричными (внешним и внутренним) резцами,расположенными ассиметрично относительно оси резцовой головки,или одним резцом резцы выполнены за одно целое с корпусом резцовой головки, а режущие лезвия и их режущие кромки выполнены на торцовых или конических, или одновременно на торцовых и конических участках резцов внутренними названы асимметричные резцы,своей державкой соприкасающиеся с осью резцовой головки. Повышается качество обработки, увеличивается скорость резания (производительность), повышается стойкость инструмента по сравнению со сверлением отверстий малых диаметров сврлами в диапазоне малых диаметров (до 30 мм), особенно при близких к минимальным, не может эффективно работать резцовая головка по патенту 20211, когда требуется исполнение резцовой головки с одним резцом. Для улучшения условий резания путм исключения участков лезвия внутреннего резца со скоростью, близкой или равной нулю, часть лезвия асимметричного внутреннего резца в околоосевой зоне срезана и образованы ломающий уступ (уклон),для постоянного ломания и отвода вместе со стружкой остающегося центрального стержня диаметром до 1 мм. Ширина резцов равна четверти диаметра резцовой головки плюс перекрытие 0,5 1 23132 мм. При симметричных резцах или единственном резце на корпусе резцовой головки вдоль оси выполнены подточка и ломающий уклон. Режущие кромки резцов расположены в плоскости,перпендикулярной оси резцовой головки, или наклонены к ней с образованием углов в плане или углов поднутрения. Края режущих кромок притуплены фаской до 3 мм для повышения стойкости резцов. Переднее внутреннее ребро внутреннего асимметричного резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла переднее наружное ребро наружного асимметричного резца совпадает с образующей рабочего цилиндра резцовой головки, лежащей в осевой плоскости, включающей верхние плоскости внешнего и внутреннего резцов резцовой головки,или наклонено к ней на величину переднего угла рабочий цилиндр представляет собой геометрическое место формообразующих точек(линий) при вращении резцовой головки или образованный при резании цилиндр обработанного отверстия при расположении передних плоскостей симметричных и асимметричных резцов резцовой головки в одной осевой плоскости на резцах выполнен конструктивный элемент - подточка - с образованием переднего угла на боковых сторонах(вспомогательных режущих кромках) резцов выполнены боковые задние углы на боковых сторонах резцов перед задней поверхностью могут быть выполнены выглаживающие ленточки для повышения качества обработки угол наклона главных режущих кромок резцов выполнен равным нулю или для повышения плавности работы он выполнен больше или меньше нуля при отрицательном угле наклона главных режущих кромок боковая грань внутреннего резца смещена за пределы оси головки на величину, равную половине диаметра несрезаемого стержня вдоль оси заготовки симметричные резцы или единственный резец резцовой головки смещены к периферии от оси на 0,5 мм ширина внешнего и внутреннего асимметричных резцов равна четверти диаметра резцовой головки плюс перекрытие 0,5-1,0 мм торцовые режущие кромки резцов расположены в плоскости, перпендикулярной оси, или наклонены с ней с образованием угла в плане или угла поднутрения края режущих кромок резцов притуплены фаской до трх миллиметров на резцы приваривают пластинки быстрорежущей стали или напаивают пластинки тврдого сплава, или режущую часть выполняют из инструментальной стали для установки инструмента использованы хвостовики конические (конус Морзе и др.), или конические с канавкой между хвостовиком и корпусом,или цилиндрические,или цилиндрические с лыской. Новый способ и новый инструмент - резцовая головка для высокопроизводительного точения отверстий с плоским или иной формы дном, обеспечивают более высокую производительность,стойкость и качество обрабатываемой поверхности в заявленном диапазоне диаметров по сравнению с существующими способами - обработкой сверлом и резцовой головкой - аналогом и прототипом. Заявленная резцовая головка не имеет поперечной кромки, потому условия работы при точении отверстий значительно легче и можно повысить скорость резания, а точность обработки значительно выше в силу отсутствия дестабилизирующего влияния поперечной кромки. Технический результат повышение производительности и качества обработки отверстий,повышение стойкости режущего инструмента. Технический результат достигается тем, что режущая часть выполнена в виде резцов,расположение и конструкция которых позволяют заменить сверление точением с использованием всех преимуществ точения перед сверлением. Новый инструмент имеет повышенную жсткость,не имеет поперечной кромки, работа резания распределена равномерно по длине лезвий,уменьшается удельное давление и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки по сравнению со сверлением. При обработке малых диаметров (до 30 мм) заявленная резцовая головка работает эффективнее прототипа и аналога. Выполненные на корпусе выглаживающие элементы позволяют также уменьшить отклонения от круглости отверстия и шероховатость. Ниже представлен перечень иллюстраций На фиг. 1 показана схема точения отверстия резцовой головкой и конструкция резцовой головки исполнения 1 с симметричными резцами, с главным углом в плане (углом наклона главной режущей кромки относительно образующей цилиндра или оси резцовой головки, направления подачи)90,нанесены необходимые обозначения, позиции. На фиг. 2 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 2 с режущими кромками, перпендикулярными к оси резцовой головки в приосевой части (угол в плане равен 90) и с наклонными режущими кромками на периферии резцов (угол в плане 90), нанесены необходимые обозначения, позиции. На фиг. 3 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 3 с режущими кромками, перпендикулярными к оси резцовой головки (угол в плане равен 90), нанесены необходимые обозначения, позиции. На фиг. 4 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 4 с режущими кромками, не перпендикулярными к оси резцовой головки (угол в плане 90), нанесены необходимые обозначения, позиции. На фиг. 5 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 5 с режущими кромками, не перпендикулярными к оси резцовой головки (угол в плане 90), нанесены необходимые обозначения, позиции. 3 23132 На фиг. 6 показана схема точения отверстия резцовой головкой с асимметричными резцами и конструкция резцовой головки исполнения 6 с режущими кромками, перпендикулярными к оси резцовой головки (угол в планеравен 90) для образования в отверстии плоского донышка,нанесены необходимые обозначения, позиции. На фиг. 7 показана схема точения отверстия резцовой головкой с асимметричными резцами и конструкция резцовой головки исполнения 7 с режущими кромками, не перпендикулярными к оси резцовой головки (угол в плане 90), нанесены необходимые обозначения, позиции. На фиг. 8 показана схема точения отверстия резцовой головкой с асимметричными резцами и конструкция резцовой головки исполнения 8 с режущими кромками, не перпендикулярными к оси резцовой головки (угол в плане 90), нанесены необходимые обозначения, позиции. На фиг. 9 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 1 на виде по стрелке , нанесены необходимые обозначения,позиции. На фиг. 10 показана схема точения отверстия резцовой головкой исполнения 2 с симметричными резцами и е конструкция на виде по стрелке О,нанесены необходимые обозначения, позиции. На фиг. 11 показана схема точения отверстия резцовой головкой с симметричными резцами и конструкция резцовой головки исполнения 3 с режущими кромками, перпендикулярными к оси резцовой головки (угол в плане равен 90), нанесены необходимые обозначения, позиции. На фиг. 12 показан вид по стрелке М на резцовую головку с симметричными резцами и конструкция резцовой головки исполнения 2 с углом наклона главной режущей кромки 0,нанесены необходимые обозначения, позиции. Исполнение 9 с углом наклона главной режущей кромки 0 условно не показано. На фиг. 13 показан вид по стрелкена резцовую головку исполнения 3 с углом наклона режущей кромки 0, с симметричными резцами, нанесены необходимые обозначения, позиции. Исполнение с углом наклона режущей кромки 0 и 0 условно не показаны. На фиг. 14 показан вид по стрелке К на резцовую головку исполнения 1 с симметричными резцами и углом наклона режущих кромок 0, нанесены необходимые обозначения, позиции. Исполнение 11 с углом наклона режущей кромки 0 условно не показано. На фиг. 15 показан вид по стрелке М на резцовую головку исполнения 12 с симметричными резцами, с углом наклона режущих кромок 0,нанесены необходимые обозначения, позиции. На фиг. 16 показан вид по стрелкена резцовую головку исполнения 13 с симметричными резцами, с углом наклона режущих кромок 0, нанесены необходимые обозначения, позиции. На фиг. 17 показан вид по стрелке К на резцовую головку исполнения 14 с симметричными резцами, с 4 углом наклона режущих кромок 0, нанесены необходимые обозначения, позиции. На фиг. 18 показан способ обработки и конструкция однорезцовой резцовой головки исполнения 15,нанесены необходимые обозначения, позиции. На фиг. 19 показан вид по стрелкерезцовой головки исполнения 15, нанесены необходимые обозначения, позиции. На фиг. 20 показан вид по стрелке(исполнение 16) однорезцовой головки с наклоном режущей кромки 0, нанесены необходимые обозначения,позиции. На фиг. 21 показан вид по стрелке(исполнение 17) однорезцовой головки с наклоном режущей кромки 0, нанесены необходимые обозначения,позиции. На фиг. 22 показан вид по стрелке(исполнение 18) однорезцовой головки с наклоном режущей кромки 0, нанесены необходимые обозначения,позиции. На фиг. 23 показан разрез А-А на виде ,нанесены необходимые обозначения, позиции. Ниже представлены сведения, подтверждающие возможность осуществления изобретения,относящиеся к способу. На фиг. 1-11 и 18-19 показан способ точения отверстий заявленной резцовой головкой в сплошном материале на фиг. 1-5 соответственно резцовой головкой с симметричным расположением резцов относительно оси с расположением режущих кромок 2 на резцах по поверхности конуса с углом в плане 10 меньше 90 и длиной режущих кромок 12 на вершине меньше половины ширины резцов (фиг. 1) с расположением режущих кромок 2 на резцах по поверхности конуса с углом в плане 19 меньше 90 и длиной режущих кромок 18 на вершине зубьев меньше половины ширины зубьев(фиг. 2) с торцовым расположением режущих кромок 2 на резцах (фиг. 3) с расположением режущих кромок 2 на резцах с углом в плане,приближающемся к 90 (с углом 22, равным 1-3,задающим малое отклонение угла конуса от 180(фиг. 4) с расположением режущих кромок 2 на резцах по поверхности внутреннего конуса с углом поднутрения 1-3 (фиг. 5) на фиг. 6-11 показан способ точения отверстий в сплошном материале резцовыми головками с асимметричным расположением резцов с торцовым расположением режущих кромок (условно не показаны, фиг. 6) с расположением режущих кромок резцов на поверхности конуса с углом в плане 44, меньшем 90(фиг. 7) с расположением режущих кромок резцов на поверхности внутреннего конуса (с углом поднутрения 23, фиг 8) на фиг. 9, 10, 11 показаны особенности конструктивных элементов резцов резцовой головки, с которыми связаны условия способа обработки, показанные в описаниях этих фигур в процессе обработки поверхность резания отверстия имеет вид разврнутой в одновитковую спираль внутренней поверхности конуса,образуемой режущими кромками резцов,прочерченной на рисунке тонкими линиями как след 23132 режущих кромок вдоль вписанных в спираль внутренней поверхности конуса задней поверхности резцов на фиг. 18 показан способ точения отверстий в сплошном материале резцовой головкой с одним резцом, режущая кромка которого (условно не показана) расположена на поверхности конуса с углом в плане меньше 90 режущие кромки 2 резца срезают материал заготовки в отверстии по всему его поперечному сечению с оставлением несрезаемого стержня вдоль оси заготовки, который обламывается в процессе обработки и уносится стружкой через стружечную канавку 25 на фиг. 19 показаны условия размещения резца в пространстве обрабатываемого отверстия на вышеперечисленных фигурах показан один способ точения отверстий с использованием резцовых головок различного исполнения и некоторым различием условий резания резцов с симметричным расположением,асимметричных, с торцовым расположением режущих кромок и т.д. Через хвостовик резцовой головке передатся вращательное движение 14 для снятия стружки режущими кромками на конической части и на торцовой части резцов и поступательное перемещение 15 для срезания стружки по длине отверстия,т.е. для формообразования цилиндрического отверстия по длине. Во всех случаях при точении отверстий резцовыми головками других исполнений вдоль оси остатся указанный несрезаемый осевой стержень 11,который получается благодаря смещению от оси торцовых режущих кромок резцов с целью исключить малые и нулевую скорость резания в приосевой зоне обрабатываемого отверстия. На фиг. 1 ширина торцовой режущей части 12 резцов резцовой головки на вершине (равна 10-20 от ширины резца для лгкости врезания), используется при обработке лгких металлов и сплавов. Конструктивный элемент подточка на длине 13 выполнена для изгибания и поломки несрезаемого стержня и его отвода со стружкой из зоны резания. В зависимости от вида металлорежущего оборудования соотношение движений резцовой головки и заготовки для осуществления резания выбирают следующим вращательное и поступательное движение резцовой головки вращательное движение заготовки и поступательное движение резцовой головки вращательное движение резцовой головки и поступательное движение заготовки. Полное описание конструктивных элементов резцов и других элементов резцовой головки дано в е описании на соответствующих фигурах. Таким образом, способ точения отверстий малых диаметров в сплошном материале характеризуется тем, что для его осуществления используют режущий инструмент резцовую головку с двумя симметричными, двумя асимметричными или одним резцом, вращательное и поступательное движения резцовой головки и заготовки, а в процессе точения вдоль оси образуется несрезаемый стержень,которой при обламывании выводится со стружкой из зоны резания, при этом отверстия изготавливают методом точения резцами резцовой головки при точении отверстий применяют схему с вращательным движением и поступательным перемещением резцовой головки, или придают вращательное движение заготовке и поступательное перемещение резцовой головке, или придают вращательное движение резцовой головке и поступательное перемещение заготовке для снятия стружки режущими кромками на конической части и на торцовой части резцов для срезания стружки по всей длине отверстия. Ниже представлены сведения, подтверждающие возможность осуществления изобретения,относящиеся к резцовой головке. Описание конструкции резцовой головки. На фиг. 1 показана конструкция резцовой головки с симметричным расположением резцов относительно оси и режущими кромками,расположенными под углом 10 (углом в плане,меньшим 90) к оси головки или направлению подачи, обеспечивающая осуществление способа точения отверстий, и обозначены 1-резцовая головка диаметром 7, которая имеет шейку диаметром 8, цилиндрический хвостовик диаметром 9 (конический хвостовик и другие типы цилиндрических хвостовиков условно не показаны),через который передатся крутящий момент для выполнения работы резания и формообразование отверстия, диаметр которого равен диаметру 7 резцовой головки резцовая головка имеет главные режущие кромки резцов 2, разделнные канавкой,при помощи которой формируется несрезаемый,периодически обламываемый стержень, отводимый вместе со стружкой из зоны резания канавкой разделены резцы с режущими кромками 2 и удалена приосевая часть, или сердцевина, головки и предотвращено образование поперечной кромки при заточке резцов, которая является неотъемлемой частью конструкции режущей части такого инструмента для образования отверстия, как сверло хвостовик с продольным параметром 3 (длиной хвостовика) шейку 4 головку длиной 5, которая зависит от глубины обрабатываемого отверстия резцы с вылетом 6, величина которого выбирается с целью сформировать несрезаемый стержень диаметром 11 и достаточной длины для снижения его жсткости и возможности обламывания при упоре в подточенную часть (уклон) 13 корпуса и отвода со стружкой резцы резцовой головки имеют угол в плане 10 12 - длина режущей кромки в торцовой плоскости резца 14, 15 - соответственно вращательное и поступательное движения резцовой головки при работе 16 - заготовка, 17 - длина режущей части резца. Резцовая головка с такими параметрами и геометрией режущей части резцов является конструктивным исполнением 1. К обозначение вида по стрелке вдоль оси резцовой головки- обозначение вида по стрелке вдоль передних поверхностей резцов перпендикулярно оси резцовой головки. Здесь, на фиг. 1, приведено наиболее полное описание конструкции резцовой головки, а в описании головки, связанном с остальными фигурами, даны только те дополнения,касающиеся особенности каждого исполнения 5 23132 резцовой головки, и приводится их перечень с необходимыми пояснениями. На фиг. 2 показана конструкция резцовой головки с симметричным расположением резцов относительно оси и с иным исполнением режущей части (резцов) - исполнение 2, как показано в описании фигур, обеспечивающая осуществление способа точения отверстий. Начиная с фиг. 2, на рисунках для упрощения и сокращения их объма условно не показаны конструктивные элементы как хвостовик и шейка с их обозначениями и движения,присущие способу обработки и характеризующие их работу, которые одинаковы для всех фигур и представляли бы повторение. В силу этого описание всех исполнений резцовой головки фактически в полном объме дано при описании резцовой головки на фиг. 1, а на остальных фигурах даны только отличительные особенности во избежание повторения и в соответствующих случаях перечисление некоторых общеизвестных конструктивных параметров как элемент и форма описания. На фиг. 2 обозначены 2 - главная режущая кромка симметричных резцов 13 - длина подточенной части головки у основания корпуса резцовой головки для отвода из зоны резания несрезаемого обламываемого стержня 18 - ширина резца на вершине, которая выбирается примерно равной половине ширины самого резца и больше для получения более массивного резца и повышения стойкости при точении отверстий в чрных металлах 19 - угол в плане резца М - обозначение вида по стрелке, параллельной оси О - обозначение вида по стрелке вдоль передних поверхностей резцов перпендикулярно оси резцовой головки. Для малых диаметров резцы выполняются за одно целое с корпусом резцовой головки и получаются фрезерования и заточки. На фиг. 3 показана конструкция резцовой головки с симметричным расположением резцов относительно оси и режущими кромками,расположенными перпендикулярно оси головки или направлению подачи с углом в плане, равным 90(исполнение 3), обеспечивающая осуществление способа точения отверстий, и обозначены 2 главная режущая кромка 13 - длина подточенной части головки у основания корпуса резцовой головки для отвода из зоны резания несрезаемого обламываемого стержня 20 - ширина резца 21 фаска для притупления боковой стороны резца и повышения стойкости резца. На фиг. 4 показана конструкция резцовой головки исполнения 4 с углом в плане 90 без торцовых режущих кромок для облегчения врезания, обеспечивающая осуществление способа точения отверстий, и обозначены 2 - главные режущие кромки 13 - длина подточенной части у основания корпуса резцовой головки для отвода из зоны резания несрезаемого обламываемого стержня 22 - проекционный угол наклона главных режущих кромок относительно плоскости, перпендикулярной к оси резцовой головки в проекции на осевую плоскость в сумме с углом в плане (условно не показан) они равны 90. 6 На фиг. 5 показана конструкция резцовой головки исполнения 5 с углом в плане 90 (с поднутрением для облегчения врезания в заготовку),обеспечивающая осуществление способа точения отверстий, и обозначены 2-главные режущие кромки 13-длина подточенной части у основания корпуса резцовой головки для отвода из зоны резания несрезаемого обламываемого стержня 23 проекционный угол наклона главных режущих кромок к плоскости, перпендикулярной оси резцовой головки - угол поднутрения (угол в плане 90). На фиг. 6 показана конструкция резцовой головки исполнения 6 с углом в плане, равным 90,с асимметричным расположением резцов и режущими кромками, перпендикулярными оси резцовой головки, обеспечивающая осуществление способа точения отверстий, и обозначены 6 - вылет резцов 7 - диаметр корпуса резцовой головки 11 диаметр несрезаемого обламываемого стержня вдоль оси заготовки 42 - ширина внешнего резца 43 - ширина внутреннего резца асимметричные резцы обеспечивают раздельное срезание стружки на внешнем и внутреннем (приосевом) участках зоны обработки отверстия. На фиг. 7 показана конструкция резцовой головки исполнения 7 с асимметричным расположением резцов и углом в плане 90,обеспечивающая осуществление способа точения отверстий, и обозначены 7 - диаметр резцовой головки 44 - угол в плане резцов 45 - угол ломающего уступа для обламывания несрезаемого стержня вдоль оси отверстия в процессе обработки несрезаемый стержень, образующийся за счт конструкции внутреннего резца, упирается в ломающий уступ 45 и обламывается, после чего уносится из зоны резания вместе со стружкой. На фиг. 8 показана конструкция резцовой головки исполнения 8 с асимметричным расположением резцов и углом в плане 90 (с углом поднутрения), обеспечивающая осуществление способа точения отверстий, и обозначены 7 диаметр резцовой головки 23 - угол поднутрения(до трх-пяти градусов),обеспечивающий облегчение врезания резцовой головки в заготовку 45 - угол ломающего уступа для обламывания несрезаемого стержня вдоль оси отверстия. На фиг. 9 показана конструкция резцовой головкой с симметричными резцами и вид по стрелкена резцовую головку исполнения 1,обеспечивающая осуществление способа точения отверстий, имеющая 31 - осевые задние углы на переходном участке главной режущей части во вспомогательную 32 - углы наклона передней поверхности резцов относительно оси резцовой головки 33 - ширина калибрующей ленточки на внешней части резцов 34 - ширина задней поверхности на участке 12 на фиг. 1 37 - торцовые задние углы на вершинах резцов. В процессе обработки поверхность резания отверстия заготовки имеет вид разврнутой в одновитковую спираль внутренней поверхности конуса, в которую вписаны задние поверхности резцов. 23132 На фиг. 10 показан способ точения отверстий резцовой головкой с симметричными резцами и конструкция резцовой головки на виде по стрелке О на резцовую головку исполнения 2,обеспечивающую осуществление способа точения отверстий, имеющая 31 - осевые задние углы на переходном участке главной режущей части во вспомогательную 33 - ширина калибрующей ленточки на внешней части резцов 35 - ширина задней поверхности на участке 18 на фиг. 2 37 торцовые задние углы на вершинах резцов. В процессе обработки поверхность резания отверстия заготовки имеет вид разврнутой в одновитковую спираль внутренней поверхности двух конусов, в которую вписаны задние поверхности резцов. На фиг. 11 показан способ точения отверстий резцовой головкой с симметричными резцами и конструктивные элементы на виде по стрелке Р на резцовую головку исполнения 3, обеспечивающую осуществление способа точения отверстий,имеющую 36 - ширина задней поверхности на участке 20 на фиг. 3 37 - торцовые задние углы на вершинах резцов 38 - торцовые задние углы на затылках резцов на торцах. В процессе обработки поверхность резания отверстия заготовки имеет вид плоской поверхности донышка отверстия,разврнутой в одновитковую спираль, в которую вписаны задние поверхностирезцов. На фиг. 12 показан вид по стрелке М на резцовую головку исполнения 2 с торца на фиг. 2,обеспечивающую осуществление способа точения отверстий, имеющую 2 - главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 18 - ширина затылка резца на торце резца 24 - задний угол на вспомогательной задней поверхности на периферии резца, активно работающий на участке, равном половине осевой подачи резцовой головки 25 - стружечная канавка на корпусе резцовой головки, по которой отводится срезаемая резцами стружка 26 - угол наклона главной режущей кромки 30-угол наклона подточки и ломающего уклона для эффективного обламывания несрезаемого стержня на заготовке вдоль е оси. Режущие кромки 2 (на рисунке на правом резце не обозначены) полностью срезают стружку по всей площади поперечного сечения отверстия. Стружка отводится из зоны резания по стружечной канавке 25. На фиг. 12-17 периферийная часть каждого резца очерчена двумя-тремя плоскостями для наиболее целесообразного вписания в обрабатываемое отверстие(конструктивное решение при разработке рабочего чертежа резцовой головки). На фиг. 13 показан вид по стрелкена резцовую головку исполнения 3 с торца на фиг. 3 с обозначением конструктивных элементов,обеспечивающих осуществление способа точения отверстий, и обозначены 2 - главные режущие кромки резца на его торце 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 25 стружечная канавка на корпусе резцовой головки для отвода образующейся стружки 26 - угол наклона главной режущей кромки 0 для обеспечения плавности резания (может быть использована величина этого угла также меньше нуля или равная нулю) 27 - расстояние от вершины резца до оси резцовой головки или проекционная теоретическая длина главной режущей кромки резцов. На фиг. 14 показан вид по стрелке К на резцовую головку исполнения 1 с торца на фиг. 1,дополнительно раскрывающий конструктивные особенности резцовой головки, обеспечивающей осуществление способа точения отверстий, и обозначены 2 - главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 12 - ширина задней поверхности резца на его торцовой части в плоскости,перпендикулярной оси резцовой головки 24 задний угол на вспомогательной задней поверхности на периферии резца 25 - стружечная канавка на корпусе резцовой головки 26-угол наклона главной режущей кромки 0 наклон режущей кромки облегчает условия резания и отвода стружки, при этом угол может быть как меньше нуля, так и равным нулю 30 - угол наклона подточки и ломающего уклона (условно не показан),который выполнен на торце в прирезцовом пространстве корпуса головки и продолжен на стружечной канавке, с помощью которого остающийся вдоль оси стержень обламывается и уносится стружкой. На фиг. 15 показан вид по стрелке М на резцовую головку с торца на фиг. 2 с углом наклона главной режущей кромки 0 (как на любом режущем инструменте уголможет быть равен нулю, может быть больше или меньше нуля),дополнительно раскрывающий конструктивные особенности резцовой головки, обеспечивающей осуществление способа точения отверстий, и обозначены 2 - главные режущие кромки резца на его торце и на наклонном относительно оси участке,расположены в одной плоскости такое расположение режущих кромок может вызвать потерю плавности работы, особенно при обработке отверстий в труднообрабатываемых материалах,когда целесообразно применить угол наклона режущей кромки, отличный от нуля 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 18 - длина режущей кромки и ширина затылка резца на торце резца в плоскости, перпендикулярной оси головки 24 - задний угол на вспомогательной задней поверхности на периферии резца 30 - угол наклона подточки и ломающего уклона для обламывания центрального несрезаемого стержня вдоль оси резцовой головки и отвода его из зоны резания. На фиг. 16 показан вид по стрелкена резцовую головку исполнения 3 с торца на фиг. 3 с углом наклона главной режущей кромки 0 (как на любом режущем инструменте уголможет быть 7 23132 равен нулю, может быть больше или меньше нуля),дополнительно раскрывающий конструктивные особенности резцовой головки, обеспечивающей осуществление способа точения отверстий, и обозначены 2 - главные режущие кромки резца на его торце, с помощью которых происходит срезание стружки в отверстии 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его обламывания и отвода из отверстия через стружечную канавку из зоны резания 24 - задний угол на вспомогательной задней поверхности на периферии резца 28, 29 - расстояния от оси резцовой головки до начала срезанных в приосевой части главных режущих кромок 30-угол наклона подточки и ломающего уклона для обламывания и отвода несрезаемого стержня из зоны резания. На фиг. 17 показан вид по стрелке К на резцовую головку с торца на фиг. 1 с углом наклона главной режущей кромки 0, (как на любом режущем инструменте уголможет быть равен нулю, может быть больше или меньше нуля), дополнительно раскрывающий конструктивные особенности резцовой головки, обеспечивающей осуществление способа точения отверстий, и обозначены 2 главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки,образующийся при резании, и ширина подточки для его отвода и обламывания 12 - ширина задней поверхности резца на его торцовой части в плоскости,перпендикулярной оси резцовой головки 24 - задний угол на вспомогательной задней поверхности на периферии резца 25 стружечная канавка на корпусе резцовой головки 26 - угол наклона главной режущей кромки 0 30- угол наклона подточки и ломающего уклона для обламывания и удаления из зоны резания несрезаемото стержня, оставляемого вдоль оси заготовки. На фиг. 18 показан способ обработки и конструкция резцовой головки для точения отверстий одним резцом отличительная особенность такой резцовой головки - один резец,смещнный относительно оси головки для создания нормальных условий резания (все остальные конструктивные параметры резцовой головки не отличаются от предыдущих, приведены только отличительные параметры) резцовая головка имеет 2-наклонную и торцовую главные режущие кромки,которые при вращении резцовой головки вокруг оси срезают стружку внутри пространства обрабатываемого отверстия и формируют его размер и форму 9 - диаметр корпуса резцовой головки 25 - стружечная канавка для отвода стружки из зоны резания 40 - угол наклона подточки и ломающего уступа для обламывания и удаления из зоны обработки несрезаемого стержняи -дополнительные виды, поясняющие конструкцию резцовой головки. На фиг. 19 показан вид по стрелкена фиг. 18 и обозначены конструктивные элементы однорезцовой головки 2 - главная режущая кромка 31 - задний угол на периферии резца в месте 8 перехода главной во вспомогательную режущую кромку в осевом направлении 33 - угол наклона передней поверхности резца относительно оси 37 задний угол резца на торце на участке с главной режущей кромкой, перпендикулярной оси резцовой головки 38 - угол на затылке резца 39 - ширина задней поверхности на торце резца. На фиг. 20 показан видна фиг. 18 с углом наклона главной режущей кромки 0 и обозначены 2 - главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 24 - задний угол на вспомогательной задней поверхности на периферии резца 26 - угол наклона главной режущей кромки 0 41-угол наклона подточки и ломающего уклона относительно осевой плоскости, перпендикулярной к проекции главной режущей кромки на плоскость,перпендикулярную оси. На фиг. 21 показан видна фиг. 18 с углом наклона главной режущей кромки 0 и обозначены 2-главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки с уклоном для его обламывания и отвода из зоны резания 24 - задний угол на вспомогательной задней поверхности на периферии резца 41 - угол наклона подточки и ломающего уклона относительно осевой плоскости,перпендикулярной к проекции главной режущей кромки на плоскость, перпендикулярную оси. На фиг. 22 показан видна фиг. 18 с углом наклона главной режущей кромки 0 и обозначены 2 - главные режущие кромки резца на его торце и на наклонном относительно оси участке 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его обламывания и отвода из зоны резания 24 - задний угол на вспомогательной задней поверхности на периферии резца 26 - угол наклона главной режущей кромки 0 41 - угол наклона подточки и ломающего уклона относительно осевой плоскости,перпендикулярной к проекции главной режущей кромки на плоскость, перпендикулярную оси. На фиг. 23 показан разрез А-А (фиг. 20, 21, 22),на котором представлены параметры подточки и ломающего уступа 11 - диаметр несрезаемого стержня вдоль оси заготовки и ширина подточки для его отвода и обламывания 46-радиус подточки 47 - глубина подточки 48 - наклон подточки в плоскости А-А 49 - глубина участка подточки вдоль оси резцовой головки указанные конструктивные параметры подточки обеспечивают обламывание и отвод несрезаемого стержня вдоль оси заготовки на всех исполнениях резцовой головки, для которых конструкционные параметры подточки на фиг. 23 имеют отношение и являются обязательными. При работе резцовой головки каждый резец снимает слой стружки следующим образом при двух симметричных резцах каждый резец снимает стружку по всему поперечному сечению отверстия,за исключением несрезаемого стержня, причм 23132 толщина стружки равна половине осевой подачи при двух асимметричных резцах внутренний резец образует цилиндр отверстия примерно 0,5 диаметра отверстия, в зависимости от принятых соотношений ширины резцов внешний резец срезает стружку на кольцевом участке обрабатываемого отверстия,остающемся после прохода внутреннего резца толщина срезаемой стружки определяется, исходя из осевой подачи при однорезцовом исполнении резцовой головки резец снимает стружку по всему поперечному сечению отверстия, за исключением несрезаемого стержня. Отсутствие поперечной кромки значительно улучшает условия резания и повышает качество обработки. Ниже перечислены основные параметры резцовой головки после уточнения е конструкции и конструктивных параметров. Резцовая головка имеет режущую часть, корпус, шейку, стружечные канавки и хвостовик, в которой режущая часть образована двумя симметричными резцами, или двумя асимметричными (внешним и внутренним) резцами,расположенными ассиметрично относительно оси резцовой головки, или одним резцом резцы выполнены за одно целое с корпусом резцовой головки, а режущие лезвия и их режущие кромки выполнены на торцовых или конических,или одновременно на торцовых и конических участках резцов внутренними названы асимметричные резцы,своей державкой соприкасающиеся с осью резцовой головки. Переднее внутреннее ребро внутреннего асимметричного резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла переднее наружное ребро наружного асимметричного резца совпадает с образующей рабочего цилиндра резцовой головки, лежащей в осевой плоскости, включающей верхние плоскости внешнего и внутреннего резцов резцовой головки,или наклонено к ней на величину переднего угла рабочий цилиндр представляет собой геометрическое место формообразующих точек(линий) при вращении резцовой головки или образованный при резании цилиндр обработанного отверстия при расположении передних плоскостей симметричных и асимметричных резцов резцовой головки в одной осевой плоскости на резцах выполнен конструктивный элемент - подточка - с образованием переднего угла на боковых сторонах(вспомогательных режущих кромках) резцов выполнены боковые задние углы на боковых сторонах резцов перед задней поверхностью могут быть выполнены выглаживающие ленточки для повышения качества обработки угол наклона главных режущих кромок резцов выполнен равным нулю или для повышения плавности работы он выполнен больше или меньше нуля при отрицательном угле наклона главных режущих кромок боковая грань внутреннего резца смещена за пределы оси головки на величину, равную половине диаметра несрезаемого стержня вдоль оси заготовки симметричные резцы или единственный резец резцовой головки смещены к периферии от оси на 0,5 мм ширина внешнего и внутреннего асимметричных резцов равна четверти диаметра резцовой головки плюс перекрытие 0,5-1,0 мм торцовые режущие кромки резцов расположены в плоскости, перпендикулярной оси, или наклонены с ней с образованием угла в плане или угла поднутрения края режущих кромок резцов притуплены фаской до трх миллиметров на резцы приваривают пластинки быстрорежущей стали или напаивают пластинки тврдого сплава, или режущую часть выполняют из инструментальной стали. При симметричных резцах или единственном резце на корпусе резцовой головки вдоль оси выполнены подточка и ломающий уклон. Режущие кромки резцов расположены в плоскости,перпендикулярной оси резцовой головки или наклонены к ней с образованием углов в плане или углов поднутрения. Края режущих кромок притуплены фаской до 3 мм для повышения стойкости резцов. Для улучшения условий резания путм исключения участков лезвия внутреннего резца со скоростью, близкой или равной нулю, часть лезвия асимметричного внутреннего резца в околоосевой зоне срезана и образованы ломающий уступ (уклон),для постоянного ломания и отвода вместе со стружкой остающегося центрального стержня диаметром до 1 мм. При использовании заявленной резцовой головки повышается качество обработки,увеличивается скорость резания(производительность),повышается стойкость инструмента по сравнению со сверлением отверстий малых диаметров сврлами в диапазоне малых диаметров, особенно близких к минимальным, не может эффективно работать резцовая головка по патенту 20211, тогда требуется исполнение резцовой головки с одним резцом, что и выполнено в данном изобретении. Для установки инструмента использованы хвостовики конические (конус Морзе и др.), или конические с канавкой между хвостовиком и корпусом, или цилиндрические, или цилиндрические с лыской. Экономическая или иная эффективность Предлагаемый новый способ и резцовая головка для его осуществления позволяют повысить эффективность и качество обработки отверстий по сравнению с традиционным сверлением спиральным сверлом за счт точения и условий резания,присущих точению, значительно более лгких, чем при сверлении в условиях неблагоприятной геометрии (выдавливание, смятие и скобление) поперечной кромкой материала вместо резания,повышенных температур,сил резания и повышенного износа инструмента. Резцовая головка имеет повышенную стойкость, обеспечивает возможность обработки отверстий с плоским дном,повышает производительность и качество обрабатываемой поверхности. Однорезцовое исполнение резцовой головки для малых отверстий имеет более благоприятные условия для конструктивного оформления режущего клинарезца в малом объме пространства и повышения стойкости инструмента. 23132 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обработки отверстий малых диаметров в сплошном материале, при котором используют режущий инструмент, резцовую головку и схему обработки с вращательным движением и поступательным перемещением резцовой головки,или придают вращательное движение заготовке и поступательное перемещение резцовой головке, или придают вращательное движение резцовой головке и поступательное перемещение заготовке,отличающийся тем, что обработка отверстий выполняется методом точения снятием стружки режущими кромками лезвий на торцовой или конической, или на торцовой и конической частях резцов резцовой головки. 2. Инструмент для изготовления отверстий в сплошном материале, представляющий собой резцовую головку, имеющую режущую часть,корпус, шейку, стружечные канавки и хвостовик, в которой режущая часть образована резцами и на внутреннем асимметричном резце на приосевой части выполнен уступ,ломающий уклон,отличающийся тем, что резцы выполнены за одно целое с корпусом резцовой головки, а режущие лезвия и их режущие кромки выполнены на торцовых или конических, или на торцовых и конических участках резцов. 3. Инструмент по п.2, отличающийся тем, что режущая часть образована двумя симметричными,или двумя асимметричными резцами, или одним резцом. 4. Инструмент по п.2, отличающийся тем, что симметричные резцы или единственный резец резцовой головки смещены к периферии от оси на 0,5 мм. 5. Инструмент по п.2, отличающийся тем, что при симметричных резцах или единственном резце на корпусе резцовой головки вдоль оси выполнены подточка и ломающий уклон. 6. Инструмент по п.2, отличающийся тем, что ширина внешнего и внутреннего асимметричных резцов равна четверти диаметра резцовой головки плюс перекрытие 0,5-1,0 мм. 7. Инструмент по п.2, отличающийся тем, что торцовые режущие кромки резцов расположены в плоскости, перпендикулярной оси, или наклонены с ней с образованием угла в плане или угла поднутрения. 8. Инструмент по п.2, отличающийся тем, что края режущих кромок резцов притуплены фаской до трх миллиметров. 9. Инструмент по п.2, отличающийся тем, что переднее внутреннее ребро асимметричного внутреннего резца совпадает с осью резцовой головки или наклонено к оси на величину переднего угла. 10. Инструмент по п.2, отличающийся тем, что переднее наружное ребро асимметричного наружного резца совпадает с образующей рабочего цилиндра резцовой головки, лежащей в осевой плоскости,включающей верхние плоскости внешнего и внутреннего резцов резцовой головки,или наклонено к ней на величину переднего угла. 11. Инструмент по п. 2, отличающийся тем, что при расположении режущих кромок резцов резцовой головки в одной осевой плоскости на резцах выполнен конструктивный элементподточкас образованием переднего угла. 12. Инструмент по п.2, отличающийся тем, что на резцах приварены пластинки быстрорежущей стали или напаяны пластинки тврдого сплава, или режущая часть выполнена из инструментальной стали, или при диаметре меньше 8 мм весь инструмент выполнен из инструментальной стали. 13. Инструмент по п.2, отличающийся тем, что на боковых сторонах, вспомогательных режущих кромках резцов выполнены боковые задние углы. 14. Инструмент по п.2, отличающийся тем, что на боковых сторонах резцов выполнены вспомогательные задние поверхности или перед задними поверхностями выполнены выглаживающие ленточки. 15. Инструмент по п.2, отличающийся тем, что угол наклона главных режущих кромок резцов равен нулю или он выполнен больше или меньше нуля. 16. Инструмент по п.2, отличающийся тем, что при отрицательном угле наклона главных режущих кромок боковая грань внутреннего резца смещена за пределы оси головки на величину, равную половине диаметра несрезаемого стержня вдоль оси заготовки. 17. Инструмент по п.2, отличающийся тем, что в его конструкции использованы хвостовики конические, или конические с канавкой между хвостовиком и корпусом, или цилиндрические, или цилиндрические с лыской.
МПК / Метки
МПК: B23D 77/04, B23D 77/12
Метки: точения, малых, диаметров, сплошном, способ, материале, осуществления, инструмент
Код ссылки
<a href="https://kz.patents.su/14-ip23132-sposob-tocheniya-malyh-diametrov-v-sploshnom-materiale-i-instrument-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ точения малых диаметров в сплошном материале и инструмент для его осуществления</a>
Способ и инструмент для изготовления отверстий в сплошном материале
Номер предварительного патента: 20211
Опубликовано: 17.11.2008
Авторы: Тастенов Ерлан Кайроллинович, Дудак Николай Степанович
МПК: B23D 43/08, B23D 77/12
Метки: способ, изготовления, материале, инструмент, отверстий, сплошном
Формула / Реферат:
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично...
Способ точения и станок с регулируемыми осями шпинделя и задней бабки
Номер предварительного патента: 21054
Опубликовано: 15.04.2009
Авторы: Дудак Николай Степанович, Гемзен Максим Петрович, Величко Александр Николаевич
МПК: B23Q 37/00
Метки: регулируемыми, точения, шпинделя, задней, бабки, станок, осями, способ
Формула / Реферат:
Изобретение относится к металлорежущим станкам и теории резания и представляет собой способ обработки напроход сабельным резцом деталей типа вал; длина единственной прямолинейной режущей кромки сабельного резца равна длине резца. Заготовка устанавливается в поводковом патроне и на центре задней бабки токарного станка под углом до 15° к направлению подачи. В поводковом патроне заготовка самоустанавливается на сферических центрах, вращение...
Новый способ и резцовая головка для получения отверстий точением
Номер инновационного патента: 22032
Опубликовано: 15.12.2009
Автор: Дудак Николай Степанович
МПК: B23B 27/00
Метки: получения, новый, точением, отверстий, головка, резцовая, способ
Формула / Реферат:
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично...
Двухвершинное спиральное сверло без поперечной кромки с направляющими ленточками
Номер предварительного патента: 19559
Опубликовано: 16.06.2008
Авторы: Мусина Жанара Керейовна, Дудак Николай Степанович
МПК: B23B 51/02
Метки: направляющими, двухвершинное, ленточками, сверло, спиральное, кромки, поперечной
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой сверло спиральное для обработки сталей, чугунов, специальных сталей и сплавов, цветных металлов, пластмасс, имеет режущую и калибрующую части, шейку, конический или цилиндрический хвостовик, лапку, ленточки на калибрующей части для калибрования размера отверстия и формирования шероховатости поверхности, винтовые (спиральные) стружечные канавки, сердцевину; сверло...
Способ поступательно-возвратного бурения скважин и инструмент для его осуществления
Номер патента: 12452
Опубликовано: 15.01.2008
Автор: Пшеницын Александр Станиславович
МПК: E21B 7/00, E21B 10/32, E21B 7/28...
Метки: бурения, скважин, инструмент, поступательно-возвратного, способ, осуществления
Формула / Реферат:
Изобретение предназначено для бурения скважин увеличенного диаметра в слабых и средней крепости породах. Технический результат - повышение технико-экономических показателей процесса сооружения скважин увеличенного диаметра и сохранение заданного направления их. Для этого в способе бурения, включающем формирование пилотной скважины и расширение ее до заданного размера, пилотную скважину формируют в виде интервалов скважины, не превышающих...
Предыдущий патент: Способ получения и устройство для обжатия заготовок на машине непрерывного литья заготовок
Следующий патент: Способ получения композиционного электрода на основе шунгита (таурита) Коксуйского месторождения
Случайный патент: Разъемное соединение закладочного трубопровода из термопластовых труб