Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик
Формула / Реферат
Изобретение относится к устройству для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик, и может быть использовано в различных отраслях хозяйства. Цель изобретения - повышение надежности устройства в работе. Гибкие упаковочные емкости для молока или других напитков изготавливают из трубчатого материала, который заполняют содержимым, формуют и разделяют на пакеты с помощью поочередно работающих сварочных губок, которым сообщают возвратно-поступательное движение как в продольном, так и в поперечном направлениях трубки. В соответствии с изобретением сварочные губки направляют и приводят в движение посредством вертикальных штанг, которые проходят параллельно трубке 7 и которым сообщают разные возвратно-поступательные движения. Благодаря отсутствию наружных звеньев для передачи энергии и движения к приспособлению для образования поперечных швов, конструкция этого приспособления очень компактна. Отсутствие сложного рычажного механизма в зоне формования позволяет необходимые и частые операции промывки и очистки элементов приспособления для образования поперечных швов (особенно; в асептических устройствах) осуществлять, не подвергая воздействию очищающих средств привод, подшипники и их точки смазки. Поскольку весь привод находится вне "зоны промывки" обеспечены надежность устройства и низкий расход смазочного масла. Благодаря использованию вертикальных штанг, как в качестве направляющих для управления движением приспособления для образования поперечных швов, так и в качестве штанг для передачи движения, получается простая и безопасная в работе конструкция. 3 з.п. ф-лы, 5 ил.
Текст
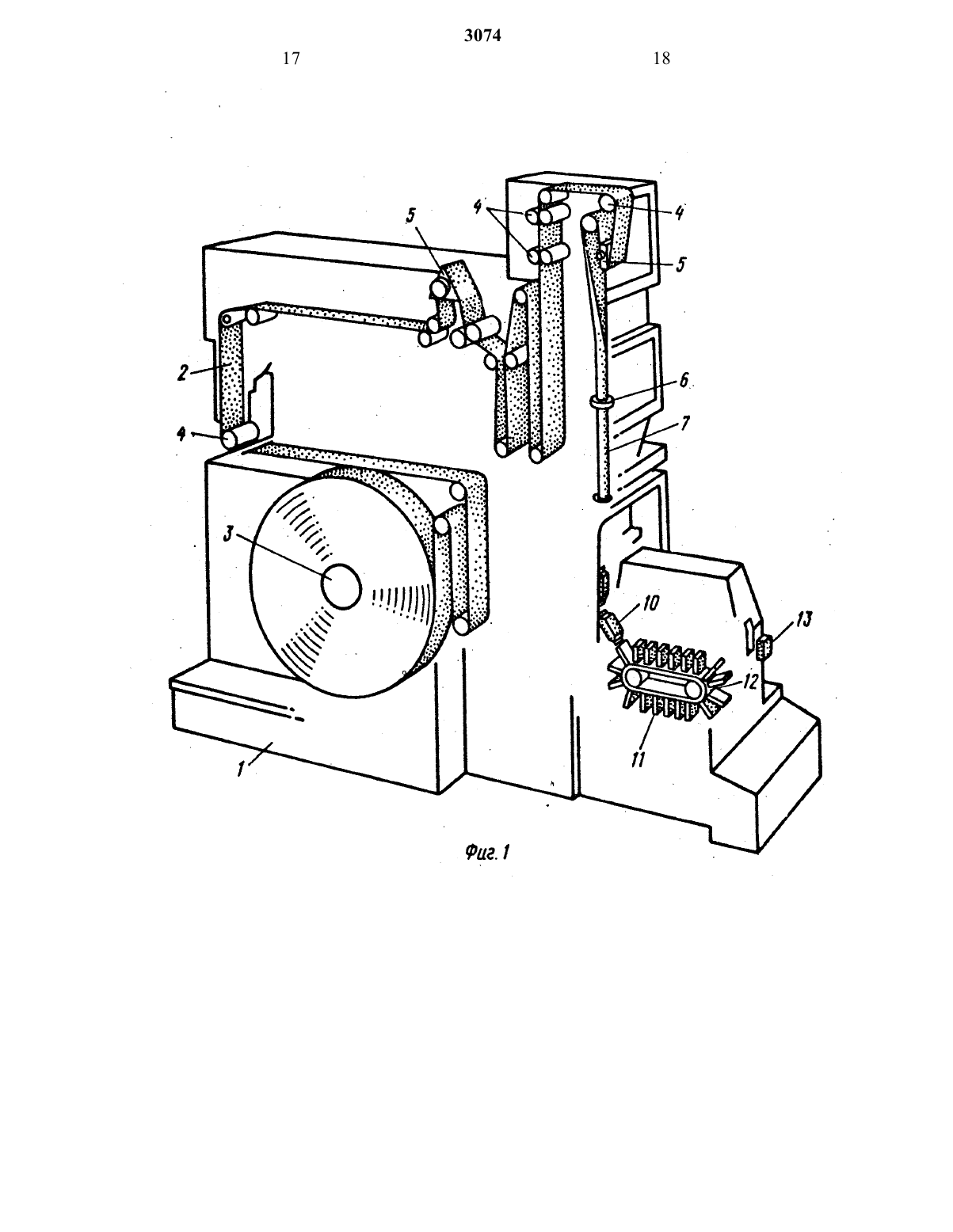
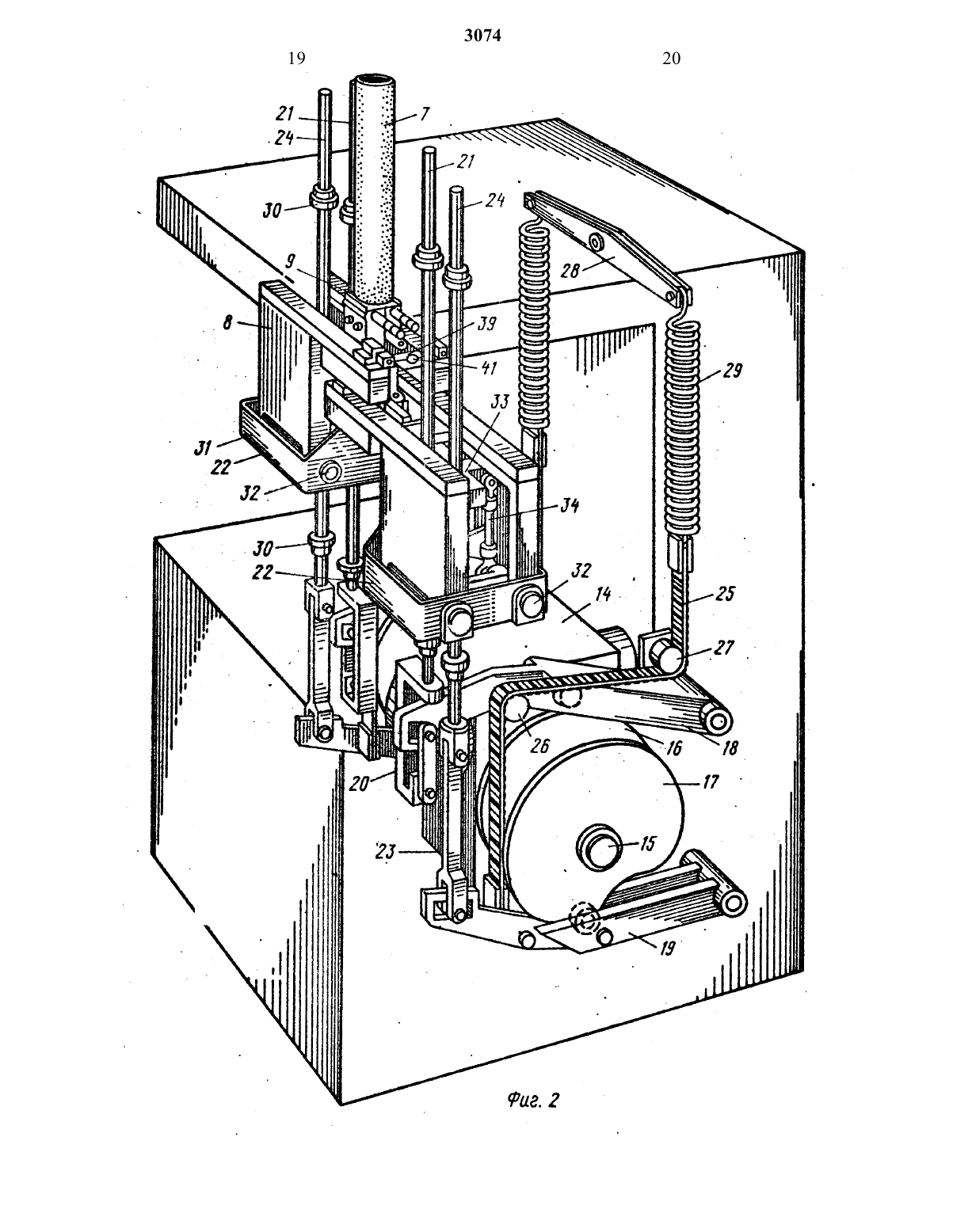
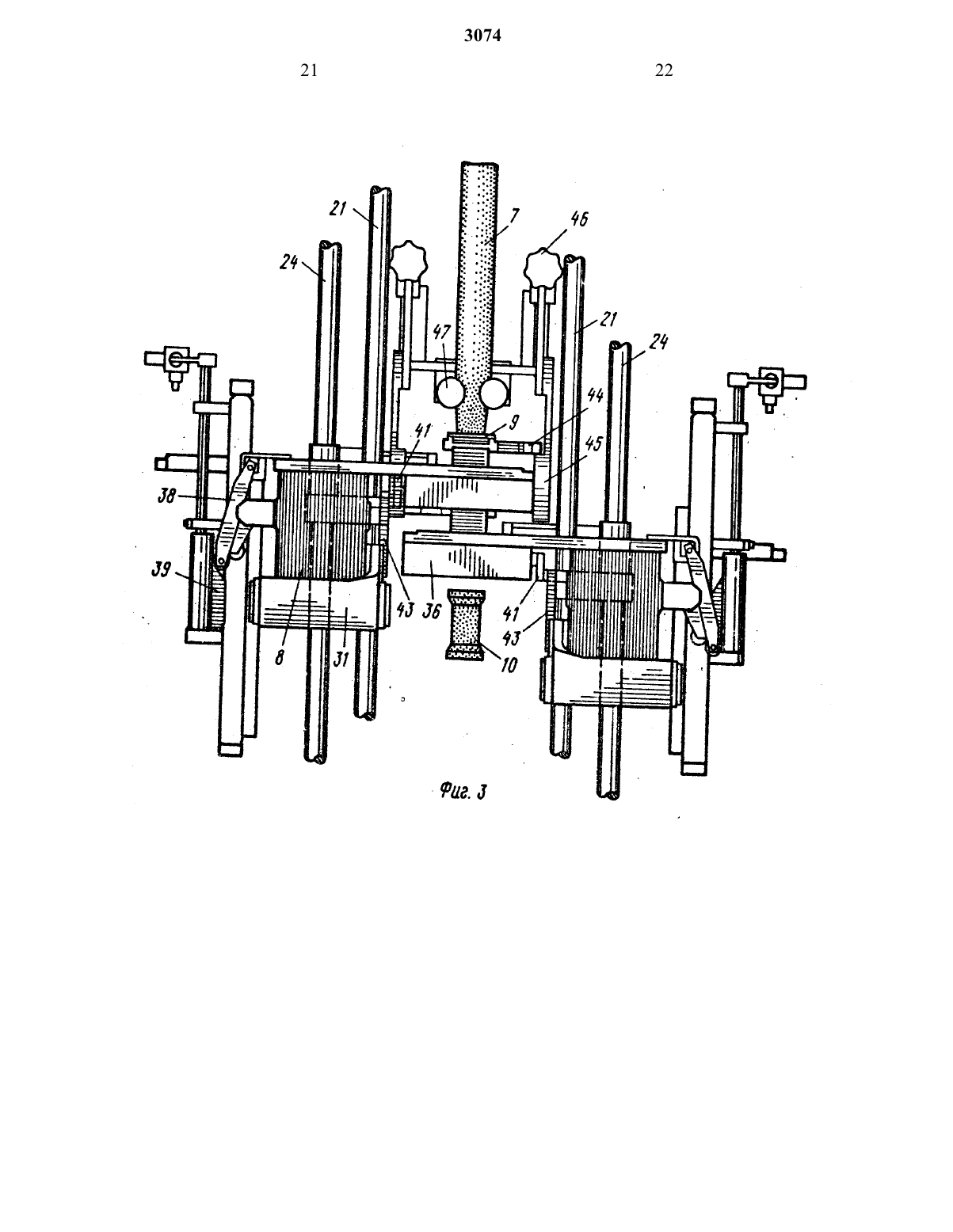
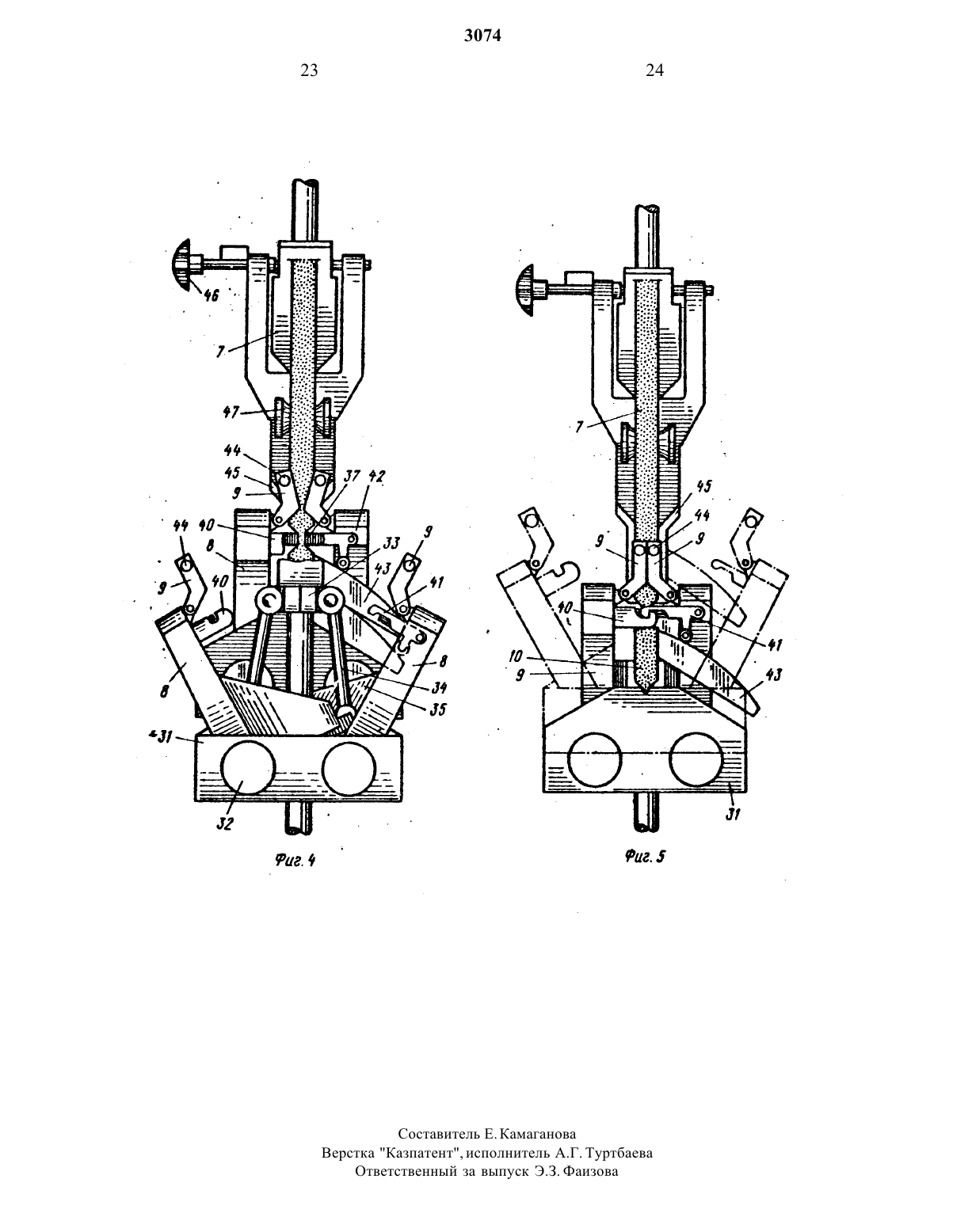
Изобретение относится к устройствам для изготовления, наполнения продуктом и запечатывания пакетов яз, материала, ВКЛЮЧЗЮЩЭГО ТЕРНОПЛЗСТНК,И МОЖЕТ быть ИСПОЛЬЭОВЗНО В различ нш отраслях народного хозяйства.Целью изобретения является повышение надежности в работе.На фиг.1.схематично показано устройство (траектория двнения проходит через машину ленты материала) на фиг.2 - часть устройства, в которой осуществляют преобразование упаковочного материала в отдельные упа- 1 ковочные емкости на фиг.3 - то же,вид спереди на фиг.4 и 5 -то не,вид сбоку,(сварочные губки приспособпения для образования поперечных швов показаны в разным положениях обработ-2 кн).Устройство 1 содержит в нижней задней части (фиг.1) магазин, в котором находнтся лента 2 упаковочного материала в виде рулона, установленного на рулонодержателе 3. Упаковочным материалом является обычный слоистый упаковочный материал, содержащий расположенную в середине бумажную подложку, слои алюминиевой фольги и наржные слои непроннцаемого для жидкости н поддающегося сварке пластического материала, обычно полиэтилена. Из магазина лента 2 проходит по целому ряду реверсивных н направляющих роликов 6 в -верхнюю часть устройства 1, где осуществляют не-. сколько операций обработки ленты 2,таких, как установка приспособлений для открытия, вылавливание лини сги-4 ба и стерилизация. Кроме того, лента 2 проходит в верхней части устрой ства 1 через устройство 5 для фикса ции совпадения, которое, воспринимая поперечные линии сгиба, имеющиеся на ленте 2, обеспечивает совпадение обработки ленты 2 с линиями сгиба. Пройдя верхнюю часть устройства, лента 2 упаковочного материала идет вертикально вниз с передней стороны устройства (фиг.1 справа). В то же самое время с помощью роликов (не показаны) и рукавообразователя 6 осуществляют последовательное сгибание ленты 2 в продольном направлении. При этом обеспечивают наложение одной ц продольной кромки ленты 2 На РУГУЮ и соединение их с помощью элементаДЛЯ ПРОДОЛЬНОГО СОЕДИНЕНИЯ (не ПОКЗван) в рукавообразователе 6, в результате чего получают трубку 7 с непроницаемым для жидкостн продольнымНЕОН. Непрерывно перемещаемую через УПЗКОВОЧНУЮ МЗШМНУ ВНИЗ ТРУКУ 7 38полняют требуемым содеряимы. У нижнего конца трубки 7 предусмотрено две пары сварочным губок 8, снабженных формующимм губками 9, обрабатывающмх трубку 7 упаковочного материала таким образом, что в результате получаются заполненные и закупоренные заготовки 10 упаковочны емкостей. Отформованные заготовки 10 упако вочных емиостей отделяют от трубки 7 и направляют вниз в устройство 11 для окончательной загибки расположенное на переднем конце устройства 1, где с помощью транспортера 12 их пропускают через несколько позиций обработки, на которых им придают окончательную форму, в результате чего получаются готовые пакеты 13, имеющие форму параллелепипеда, которые можно братъ с устройства 1 нтранспортировать ДЗЛЬШЕ ДЛЯ УКЛЕДКНв поддоны и транспортировки в пункты продажи. у ЧЫфжпо 1 тттмпеюшпйлять собой устройство любой дрУгой уже известной конструкции. Кроме того, устройство 1 должно работать с упаковочным материалом в виде непрерывной ленты 2, которую непрерывно преобразуют в трубку 7, после чего заполняют трубку 7 содержишн и подвергают формованню. . Передняя часть устройства 1.(фиг.2) содержит устройство для обработки и формования трубки 7, пронодящей через устройство 1 вертикально вниз. В нижней части устройства 1 установлен привод 14 содержащий электродвигатель н редуктор и ПРИ 9 дящий во вращение главный приводной вал 15, который проводит горизонтально через устройство 1 н на котором установлено много радиальным КУЛЗЧ кон, Для предлагаемого устройства важны в основном первый радиальнй кулачок 16 и второй радиальный хулачок 17.Устройство 1 (фиг.2 н 3) СОДВРЖИТ левую и правую половины, которые ндентичы один другому, по Р 8 СПд 3.НЫ так, ЧТО ЯВЛЯЮТСЯ ЗЕРКЗЛЬПМ 0 ТОбПадением Один другого. Противолежащие-половины устройства 1 сконструи чрованы и работают одинаково. Таким образом, имеется две пары кулачков16 и 17, причем компоновка с обеих сторон привода 1 Ь такова, что первый КУЛЗЧОК 15 (фиг.2) расположен.наиболее близко к приводу 14, а второй кулачок 17 отнесен дальше, к концу приводного вала 15.Вышеи ние кулачков 16 и 17 установлены приводные рычаги 18 и 19, ко 4 ТОЫВ ОПНРЗЮТСЯ ПОСРЕДСТВОМ СЛЕДЙЩНХроликов на кулачки 16 и 17 соответственно. Рычаг 18 расположен выше кулачка 16 и закреплен одним концом сВОЗНОЖНОСТЬЮ ПОБОРОТЗ ВОКРУГ ОСН,ПРОХОДЯЩЕЙ параллельно ГЛЗВНОМУ ПРИводному валу 15. Свободным концом рычаг 18 соединен посредством рычажной передачи 20 с первой приводной штангой 21, которая проходит через устройство 1 вертикальнои в свою очередь соединена с приспособлением 22 для образования поперечных швов. Рычаг 19, опирающйся на кулачок 17, подобно рычагу 18 закреплен од ним концом с возможностью поворота вокруг оси, проходящей параллельно главному приводному валу 15. Однако.рычаг 19 расположен ниже кулачка 17, на который он опирается посредством ролика, закрепленного на рычаге 19 с. возможностью свободного вращения. Передним концом (фнг.2, слева) рычаг 19, подобно рычагу 18,-соединен посредством рычажной передачи 23 совторой приводной штангой 2 д, проходя щей через устройство 1 вертикапьноНа небольшом расстоянии от перед ннх концов двух рычагов 18 и 19 про ходит зубчатый ремень или какой-нибудь другой элмент 25, способный воспринимать растягивающее усилиемежду креплением на нижнем рычаге 19 и шкивом 26, закрепленным с возмож ностью вращения на верхнем рычаге 18. От шкива 26, служащего в качестве направляющего шкива для зубчатого ремня 25, ремень идет через друггйшкив 27, установлений на верхнем ры чаге 18 в направлении к одному из концов короысла 28, с которым он соединен посредством винтовой пружины 29 растяжения. На противоположной Йзеркально отображенной стороне уст 6ройства 1, имеется аналогичный зубчатый ремень, в свою очередь соединенный посредством другой пружины с другим плечомгкоромысла 28. С помощью пружин 29 и коромысла 28 зубчаты ремень 25 создает посредством шкивов на верхнем рычаге 18 и крепления на нижнем рычаге 19 силу стягивания, которая тянет оба рычага в направлении один к другому, в результате чего они постоянно опираются на кулачки 16 и 17 соответственно. Различные перемещения двух рьщагов 18 и 19 воспринимаются пружинами 29 и короыслом 28,которое вследствие поочередной работы двух половин устройства 1 совершает качательное движение. Зубчатый ремень 25 вместе со шживам 26 и 27 образует тяговый элемент. 7 р Способ удержания двух рычагов 18 и 19 в контакте с кулачками 16 и 17 соответственно посредством нагруженных пружинами элементов 25, способны воспринимать растягивающее усилие,весьма экономичен с точки зрения занимаемого пространства и безопасен в работе. В непосредственной близости от кулачков и привода находится только элемент, воспринимаюши растягивающее усилие, а пружины 29 могут быть.размещены в каком-нибудь дРУгом подходящем месте устройства 1. две половины устройства 1, работающие поочередно, могут быть соединены посредством разных зубчатых ремней с одним и тем же пружинным узлом, если он выполнен в виде коромысла 28. Это дает дополнительную экономю прост ранства с одновременной возможностьюуменьшения (благодаря поочередному использованию пружин) размеров пружин 29 приблизительно на 502, при этом благодаря уменьшенной длине пружин их характеристика улучшается. -два рычага 18 и 19 соедииеы с помощью рычажных передач 20 и 23 соответственно с вертикальными приводными штангами 21 и 26 соответственно. Приводные штанги 21 и 2 А установлены с возможностью перемещения в вертикальном направлении вдоль пакета 13 в подшипниках 30 скольжения, закрепленных в раме устройства 1, аддве ры-чажные передачи 20 и 23 выполнены с возможностью передачи без бокового действия движения поворота рычагов 18 и 19 к приводным штангам 21 и 24.Эту возможность обеспечивают многошарнирные рычажные передачи.Два зеркально расположенных и поочередно действующих приспособления 22 для образования поперечных швов устройства 1 содержат сварочные губки 8 и формующие губки 9. Каждое приспособление 22 для образования поперечных швов содержит обойму 31, которая с одной стороны неподвино соединена с первой приводной штангой 21 и может быть перемещена посредством этой штанги в направлении вверх ивнмз. Вторая приводная штанга 26 проходит через обойму 31 без непосредственного с ней соединения. С тойи другой стороны приводных штанг 21 и 24 обойма 31 имеет поддерживающие оси 32 для двух сварочных губок 8. Оси 32 проходят под прямым углом к приводным штангам 21 и 24 параллельно главному приводному валу 15 машины. Сварочне губки 8 могут поворачиваться между нерабочим разведенным (разомкнуты) положением ирабочим сведеннм (сомкнуты) положением, в котором губки 8 проходят параллельно приводным штангам 21 и 24 (фиг). Управление поворотом сварочных губок 8, расположенных в обойме 31 прямо напротив одна другой, осуществляют посредством кронштейна 33. От кронштейна 33 отходят вниз тяги 34, соединенные с консолями 35, отходящими от линей части сварочных губок 8 в СТОРОНУ ДРУГ дРУГ 8- В РЗУПЪТЗТ Та кой конструкции сварочные губки 8 остаются неподвиным пока перваяи вторая приводные штанги 21 и 24 соответственно движутся одинаково, ио в случае какой-либо разницы в дви женин двух приводных штанг 21 и 2 Ьвверх или вниз относительно обоймы 31, в результате чего.сваронные губки 8 поворачиваются вокруг поддерживающх осей 32. о . На верхнх частях двух сварочных. губок 8 предусмотрены выступающие вбок консоли 36, расположенные прямоНЗПРОТИВ одна ДВУГОЙ С ДВУХ СТОРОНтрубки 7 упаковочного материала, проходящей в вертикальном направлении через устройство 1. На обращенных одна к другой боковых сторонах консо-2 лей 36 установлен сварочые шиныи выполненные с обеспечением возможности сдавливания трубки 7 в поперечной ЗОНЕ при рабочем положении сварочных губок 8. Одна из двух взаимодействующих сварочнх шин 37 имеет два расположенных на небольшом расстоянии друг от друга электрнческих проводника, которые обеспечивают путем нагрева термоппастических слоев Упаковочного материала сварку трубки в поперечных зонах, расположенных на некотором расстоянии одна от другой. Сварочне шины 37 соединены известим образом с подходящим источником тока. Между двумя проводниками свароч ной шины 37 действует отрезное устройство (не показано), которое во время сварки разрезает трубку 7 упаковочного материала между двумя поперечньшм сварными швами. Отрезное устройство имеет известную конструкцию и работает от гидравлического привода (не показан). Кроме того,имеются объемные створки (не показаны), оказывающие влияние на формирование пакетов 13 и управляемые механически с помощью установленных в сварочных губках 8 толкателей на которые действует через управляющий рычаг 38 кулачок 39, закрепленный на раме устройства 1, при вертикальном йозвратнопоступательном движени сварочных губок.По обе стороны от сварочных щнн 37 сварочных губок 8 установлены крючкообразные элементы 40 и 41, которые при рабочем положени сварочнх губок 8 сцеплены один с дРУгнм и во время сдавливания и свариваниятруб кн обеспечивают необходимое сильное давление сварочных шин 37 одна на другую. Одна сварочная губка 8 иеет неподвижно закрепленный крючкообразный элемент 40, отходящий от нее под прямым углом, а противоположная сварочная губка 8 снабжена крючкообразным элементом 41, который может быть повернут вокруг осн, проходящей параллельно главному валу 15 устройства 1 н, кроме того, ему может быть сообщено возвратно-поступательное движение посредством силового цилиндра д 2 размещенного в сварочной губке. движение поворота крючкообразного элемента 41 в вертикальном направлении обеспечивают посредством кулачка 63,отходящего вбок от кронштейна 33, ус дтановленного на приводной штанге 24.Соединение между кронштейном 33 и сварочной губкой 8 посредством тяг 34 и консолей 35 обеспечивает такую передачу, что двиение приводной штандги 24 вверх относительно обоймы 31 двьвывает не только разведеие сварочным губок 8 из рабочего положения в нерабочее, но и-расцепление посред ством кулачка 43 крючкообразного эле-10мента 41 с взаимодействующим с ним крючкообразным элементом 40. При движении приводной штанги 24 относительно обойы 31 вниз происходит поворот-сварочных губок 8 в противоположную сторону, т.е. из разведенного положения (фнг.4) в сведенное или рабочее положение (фиг.5). При этом кулачок 43 поднимает крючкообразный элемент 41, благодаря чему он может быть беспрепятственно сцеплен с крючкообразным элементом 40. После завершения сцепления приводят в действие силовой цилиндр 42, в результате чего крючкообразньй элемент 41 оттягивается немного назад, т.е. в сварочную губку 8, обеспечивая темсамым требуемую силу сдавливания между двумя сварочиьмм шинами 37. Действие силового цилиндра 42 поддерживают в течение всего процесса сварки и отрезки и прекращают только непосредственно перед началом разведения сварочных губок 8 в нерабочее положение.Выше сварочных шин 37 сварочных губок 8 расположены упомянутые ранее формующие губки 9. Поперечное сечение формующи губок 9 имеет П-образную форму и вместе эти гУбКИ 9 О 5 Р 83 УЮТ прямоугольньт канал, внУтреНННеР 8 З меры которого соответствуют наружным размерам готового пакета 13. две формующие губки 9 подвешены с возможностью поворота вокруг оси, расположенной немного вые сварочных шин 37 н проходящей параллельно им. На верхнем конце формующих губок 9 выступают вбок оси с направляющими роликами 44, которые при движении обоймы 31 вниз входят в контакт с кулачком 45,закрепленным на раме УСТРОЙСТВЗ 11 И Форнующие губки 9, пока они не упрут Л ся одна в другую с обеих сторон труб уки 7. Формующие губки 9 снабжены ПРУ жииамм, оттягивающимм ИХ В Направде ним от трубки 7, так что при возвРаТ ном двиении обоймы 31 вверх они будут находиться в заданном разведенном положении. Взаимное положение формую 10щих губок 9 определяет форму готового пакета 13 и, следовательно, также его объем. Таким образом, объем пакета 13 можно регулировать путем бокового смещения кулачков 45, которые подвешены к раме устройства 1 с возможностью поворота и могут быть перемещеныв направлении один к другому или один от другого посредством маховичков 46 для регулировки объема упаковочного материала, подаваемого в виде рулона, который устанавливаютна рулонодержателе 3 в задней части устройства 1. От рулона лента 2 проходит по целому ряду реверсивных и направляющих роликов 4 и через устройство 5 для фиксации совпадения,которое обеспечивает правильное положение линий сгиба или отпечатанного рисунка на ленте 2 относительно операций обработки, осуществляемъжв устройстве 1. Часть выполннемъж в устройстве 1 операций - это традиционные операции, такие, как установка приспособлений для открытия, печатание даты и формование и отрезка готовых упаковочных емкостей. Достигнув передней верхней части устройства 1(фиг.1 справа), лента 2 идет дальше вертикально вниз, при этомпомощью рукавообразователя 6 ее превращаютв трубку 7 с перекрывающимися продольнымн кромками. Две продольные кромн сваривают посредством сварочного устройства расположенного на рукавообразователе 6, в результате чего получают трубку 7 с совершенно непроницаемм для жидкости сварным швом. Сформированная трубка 7 идет затем дальше вниз, в ту часть устройства 1, где трубку 7 обрабатывают и получают из нее отдельные заполненные упаковочные емкости. Пройдя пару взаимодействующих направляющих роликов 47, РаСП 0 П 0 женньж на одном уровне с поверхностью столба жидкости внутри ТРУбКН 7 трубка 7 входит в контакт с ОДНИМ ИЗ двух приспособлений 22 для 059830 вания поперечньш швов, которые поочередно обрабатывают трубку. ОДНО ИЗ приспособлений 22 ДЛЯ 0 бРа 30 В 3 нИЯ ПР перечных швов, после того, как оно было перемещено посредством Первой приводной штанги 21 в положение в верхней мертвой точке (ФИГ-3 а Слева) сдавливает трубку 7 в поперечной зоне посредством сварочных шин 37 сварочных губок 8. Перемещение сварочньш
МПК / Метки
МПК: B65B 9/00
Метки: термопластик, материала, устройство, изготовления, пакетов, включающего, продуктом, наполнения, запечатывания
Код ссылки
<a href="https://kz.patents.su/12-3074-ustrojjstvo-dlya-izgotovleniya-napolneniya-produktom-i-zapechatyvaniya-paketov-iz-materiala-vklyuchayushhego-termoplastik.html" rel="bookmark" title="База патентов Казахстана">Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик</a>
Устройство для одновременного изготовления , наполнения и запечатывания заданного количества упаковок .
Номер патента: 2419
Опубликовано: 15.09.1995
Автор: Редмонд Санфорд
МПК: B65B 9/00
Метки: заданного, одновременного, наполнения, изготовления, запечатывания, количества, упаковок, устройство
Формула / Реферат:
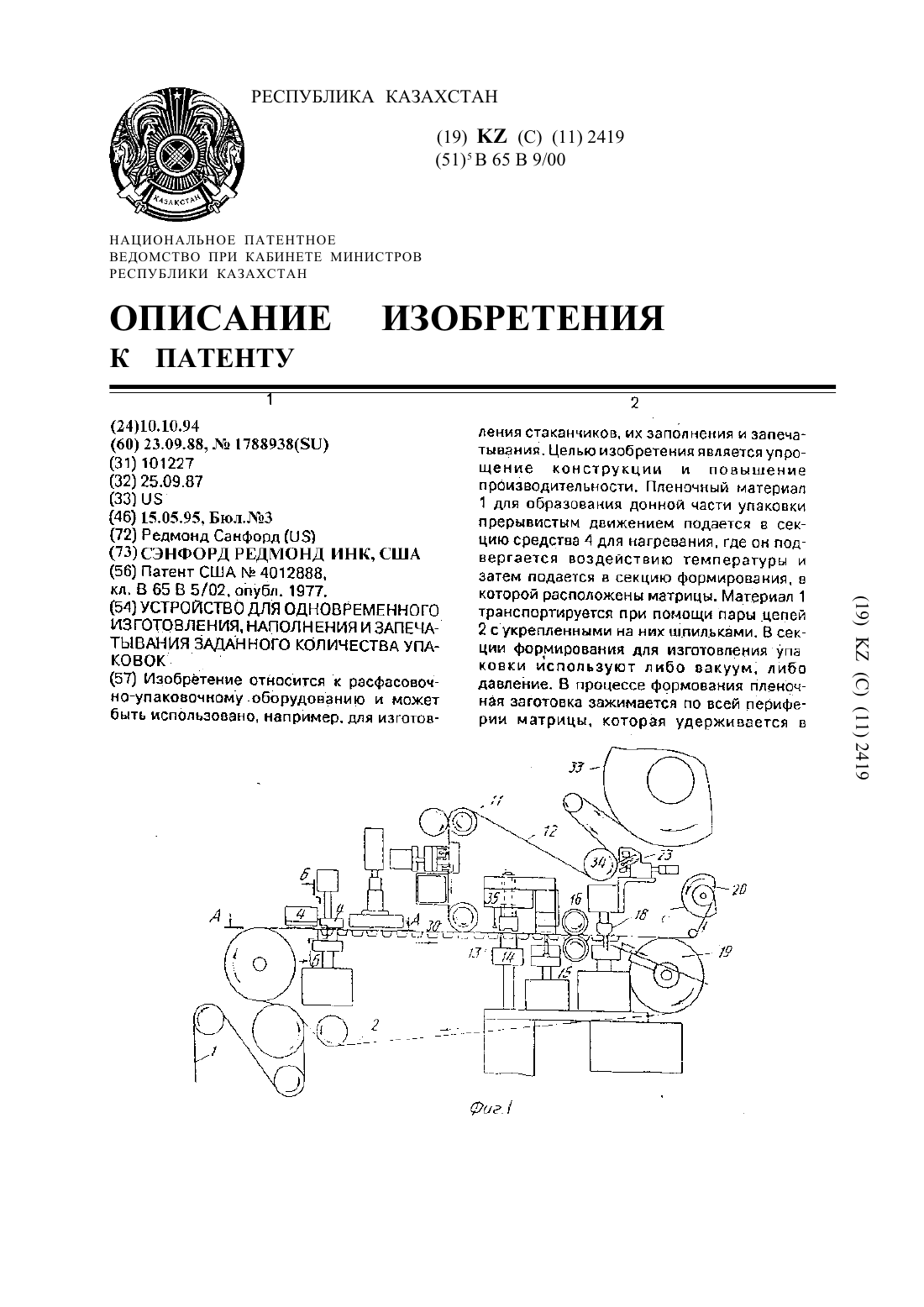
Изобретение относится к расфасовочно-упаковочному оборудованию и может быть использовано, например, для изготовления стаканчиков, их заполнения и запечатывания. Целью изобретения является упрощение конструкции и повышение производительности. Пленочный материал 1 для образования донной части упаковки прерывистым движением подается в секцию средства 4 для нагревания, где он подвергается воздействию температуры и затем подается в секцию...
Устройство для изготовления нетканого фильтрующего материала .
Номер предварительного патента: 775
Опубликовано: 15.06.1994
Авторы: Колпаков Юрий Евгеньевич, Непомнящий Аркадий Самуилович, Высоков Сергей Алексеевич, Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович
МПК: D04H 1/56
Метки: материала, фильтрующего, нетканого, изготовления, устройство
Формула / Реферат:
Изобретение относится к устройствам для получения нетканых фильтрующих материалов из растворов и расплавов полимеров в электрополе электроцентробежным способом и может быть использовано в области получения фильтрующих материалов, предназначенных для защиты от токсичных аэрозолей. Технический результат, достигаемый предлагаемым изобретением, заключается в возможности получения равномерного по толщине материала и снижении металлоемкости...
Способ клепки смешанных пакетов и устройство групповой клепки

Номер патента: 1611
Опубликовано: 15.12.1994
Авторы: Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич, Колпаков Юрий Евгеньевич, Силантьев Сергей Семенович
МПК: B21J 15/12, D21J 15/02
Метки: способ, смешанных, клепки, устройство, групповой, пакетов
Формула / Реферат:
Изобретение относится к способу клепки смешанных пакетов и устройствам для групповой клепки и предназначено для выполнения клепки смешанных пакетов из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированными тканями. Сущность изобретения заключается в образовании отверстий в деталях на операциях изготовления с диаметрами, не превышающими диаметр стержня заклепки и зависящими от упругих свойств материалов...
Композиция для изготовления облицовочного материала
Номер патента: 53
Опубликовано: 10.12.1993
Авторы: Ахаев Спандияр Телькозиевич, Арынов Кажмухан Тохтиярович, Айтымбетов Нурлан Шералиевич, Хайдаров Толеген Болатович, Медеубаев Ергали Керимбекович, Казова Раиса Ашимовна
МПК: C03C 10/00
Метки: облицовочного, изготовления, материала, композиция
Формула / Реферат:
Использование: для внутренней и внешней облицовки. Сущность изобретения: композиция содержит стеклобой 80- 90 мас.% и флотошлам - осадок очистки сточных вод от красителей и синтетических ПАВ 10-20 мас.%. Характеристики композиции: температура спекания 950°С, водопоглощение 0,01-0,02%, прочность при изгибе 310-520 кг/см2 .
Способ дозирования длинностебельчатого материала и устройство для его осуществления

Номер патента: 810
Опубликовано: 15.06.1994
Авторы: Педан Николай Иванович, Локшин Анатолий Леонидович, Джингилбаев Сеит Сарсенбаевич, Шевченко Людмила Серафимовна
МПК: A01F 12/10
Метки: материала, дозирования, осуществления, устройство, длинностебельчатого, способ
Формула / Реферат:
Изобретение относится к сельскому хозяйству. Цель изобретения - более равномерная подача длинностебельчатого материала. Способ дозирования длинностебельчатого материала осуществляют с помощью устройства, которое работает следующим образом. Сформированный стог подают транспортером 1 на питательный транспортер 3, на котором его разделяют на два потока, отдозированный материал выгружают с питательного транспортера 3, а излишнюю массу отводят с...
Предыдущий патент: Турбоциклон
Следующий патент: Устройство для подвода жгутов расплавленной пластмассы к наклонному спускному желобу