Способ клепки смешанных пакетов и устройство групповой клепки
Номер патента: 1611
Опубликовано: 15.12.1994
Авторы: Колпаков Юрий Евгеньевич, Солдатенко Леонид Анатольевич, Силантьев Сергей Семенович, Сидоров Геннадий Михайлович

Формула / Реферат
Изобретение относится к способу клепки смешанных пакетов и устройствам для групповой клепки и предназначено для выполнения клепки смешанных пакетов из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированными тканями. Сущность изобретения заключается в образовании отверстий в деталях на операциях изготовления с диаметрами, не превышающими диаметр стержня заклепки и зависящими от упругих свойств материалов деталей, установку в отверстия деталей заклепки с плоской головкой, установку пакета на устройство для клепки, фиксацию пакета сжимающим усилием и образование замыкающей головки в два этапа. Для осуществления данного способа применяется устройство для групповой клепки, состоящее из станины, на которой смонтирована верхняя неподвижная плита, ложемент для установки склепываемого пакета, подвижной плиты с приводом ее перемещения и с установленными на ней прижимом пакета и механизмом клепки, выполненным в виде силовой плиты с расклепывающими пуансонами, связанной с приводом в виде силового цилиндра.
Текст
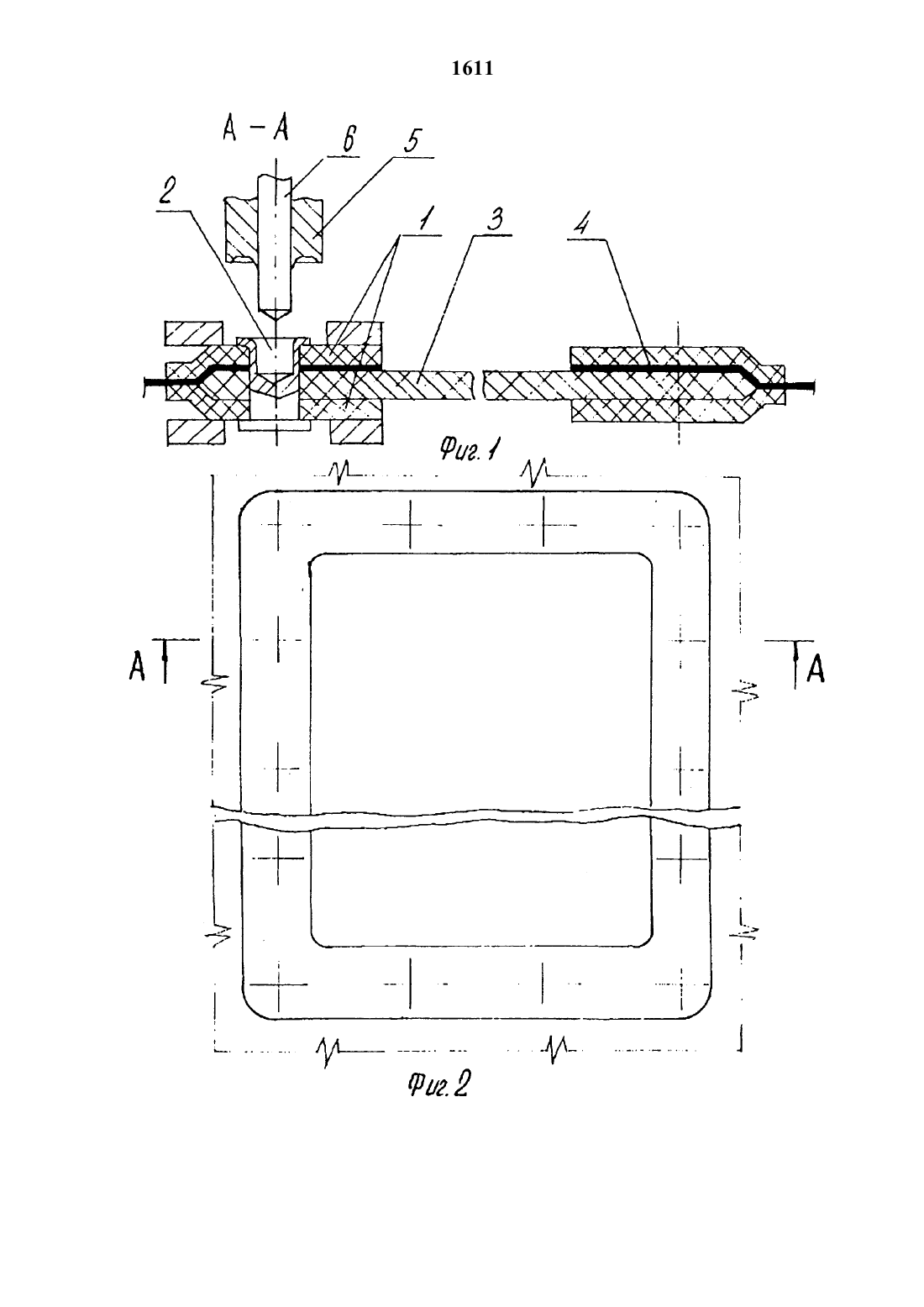
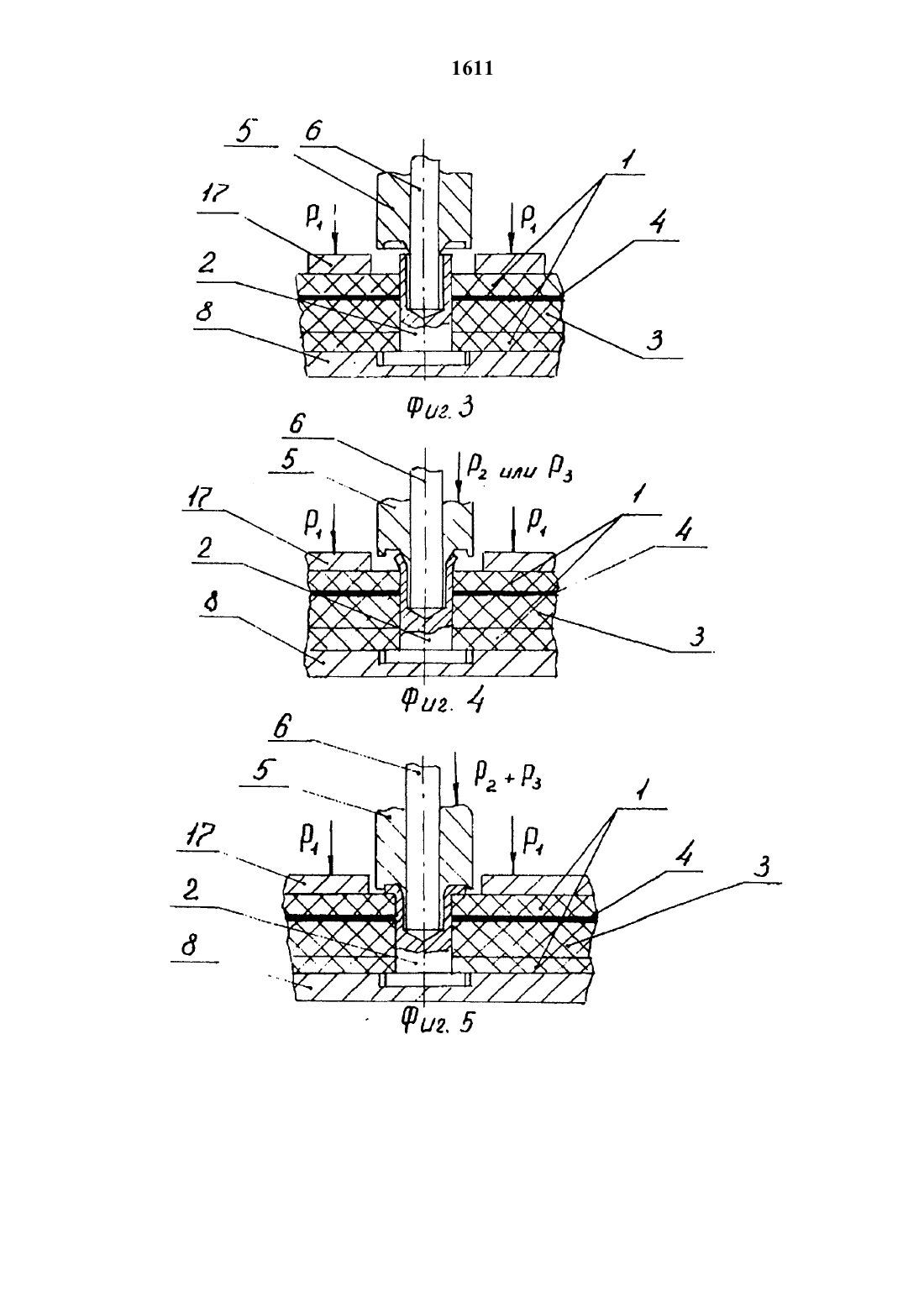
Изобретение относится к способу клепки смешанных пакетов и устройствам для групповой клепки и предназначено для выполнения клепки смешанных пакетов при производстве детских индивидуальных средств защиты от токсичных аэрозолей и может быть использовано в Других производствах при клепке смешанных пакетов,содержащих детали из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированными тканями.Известен способ клепки деталей из композиционных материалов с подкладными кольцевыми элементами, включающий установку заклепки с цилиндрической головкой в цилиндрическое углубление пакета, формирование фиксирующей головки, а со стороны закладной головки нанесение слоя синтетического клея на тканевую основуНедостатком известного способа является то,что обеспечение герметичности соединения достигается за счет Дополнительной операции с использованием клея.Известен также способ клепки смешанных пакетов, содержащих детали из волокнистых композиционных материалов и детали из Других материалов, заключающийся в образовании отверстий в деталях на операциях их изготовления с диаметрами, не превышающими диаметр стержня заклепки и зависящими от упругих свойств материалов деталей, установку в отверстия деталей закладки с плоской закладной головкой, установку пакета на устройство для клепки, фиксацию пакета сжимающим усилием и образование замыкающей головки в два этапа (а. с. СССР Не 1199415, М. кл. В 2115/02 от 23.05.1983).Данный способ клепки заключается в следующем в пакете смешанных пластин выполняют отверстия, устанавливают заклепки с заходным конусом на стержневой части со стороны пластины из волокнистого композиционного материала, а затем ведут расклепывание в две стадии вначале воздействуют вдоль оси клепки на коническую поверхность, а затем на ее торцевую поверхность.Недостатком известного способа является сдвиг слоев волокнистых композиционных материалов и слабая герметичность соединения, что неприемлемо при клепке смешанных пакетов при изготовлении, например, камер защитных детских или изоляционных палаток для матери с ребенком, предназначенных для защиты от токсичных аэрозолей.Известно устройство для групповой клепки,содержащее смонтированную на основании многошпиндельную клепальную головку в виде размещенных в корпусе, оснащенных развальцовочным инструментом шпиндельных механизмов с общим приводом вращения и механизмом перемещения (а. с. СССР Не 100 7819, М. кл. В 21 15/12, 1983). Принцип действия устройства следующий от электродвигателя через механизмпривода вращение передается на шпиндельные головки, оснащенные развальцовочным инструментом, который образует на стержне заклепки замыкающую головку. Недостатком известного устройства является его сложность и необеспечение герметичности соединения смешанных пакетов.Известно также устройство для групповой клепки, содержащее смонтированные на станине верхнюю неподвижную плиту, ложемент для установки склепываемого пакета, подвижную плиту с приводом ее перемещения и с установленными на ней прижимом пакета и механизмом клепки,выполненным в виде силовой плиты с расклепывающими пуансонами, связанной с приводом в виде силового цилиндра, вертикальные направляющие колонки с втулками, а также систему управления работой элементов устройства, включающую регуляторы давления, золотники, панель управления, трубопроводы и источник сжатого воздуха (а. с. СССР Не 709237, М. кл. В 21 15/12,1960).Недостатком известного устройства является невозможность точной ориентации расклепывающих пуансонов относительно оси стержня заклепок, а также обеспечения герметичности соединения.Задача изобретения состоит в разработке способа клепки смешанных пакетов и устройства для групповой клепки смешанных пакетов, содержащих детали из волокнистых композиционных материалов, пластмассы и прорезиненных комбинированных тканей.Технический результат - исключение сдвига слоев склепываемых деталей, повышение герметичности, а также достижение точной ориентации расклепывающих пуансонов.Это Достигается тем, что в способе клепки смешанных пакетов, содержащих детали из волокнистых композиционных материалов и детали из Других материалов, заключающемся в образовании отверстий в деталях на операциях их изготовления с диаметрами, не превышающими диаметр стержня заклепки и зависящими от упругих свойств материалов деталей, установку в отверстия деталей заклепки с плоской закладной головкой, установку пакета на устройство для клепки, фиксацию пакета сжимающим усилием и образование замыкающей головки в два этапа, при склепывании деталей из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированными тканями,заклепку выполняют с глухим осевым каналом на конце стержня, при этом дно канала выполняют коническим, глубину канала равной 1,01,2, а диаметр канала - 0,75-0,8 диаметра стержня заклепки, заклепку вначале устанавливают в отверстие нижней рамки, затем на стержне заклепки размещают остальные детали, фиксацию пакета ведут сжимающим усилием, не превышающим 0,95 предела упругой деформации наименее прочной детали, образование замыкающих голо 5вок ведут одновременно после установки всех заклепок, при этом на первом этапе пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть стержня заклепки,а на втором этапе статическим усилием в осевом направлении осуществляют осадку пустотелой части стержня заклепкой.Предлагаемый способ может быть осуществлен в устройстве для групповой клепки, содержащем смонтированные на станине верхнюю неподвижную плиту, ложемент для установки склепываемого пакета, подвижную плиту с приводом ее перемещения и с установленными на ней прижимом пакета и механизмом клепки, выполненным в виде силовой плиты с расклепывающими пуансонами, связанной с приводом в виде силового цилиндра, вертикальные направляющие колонки с втулками, а также систему управления работой элементов устройства, включающую регуляторы давления, золотники, панель управления,трубопроводы и источник сжатого воздуха, дополнительно устройство снабжено направляющей плитой с размещенными на ней самоустанавливающимися втулками, установленной между подвижной и силовой плитами, верхняя плита снабжена направляющей втулкой для штока силового цилиндра, выполненной с окном в боковой стенке, и элементом осевой фиксации штока силового цилиндра, выполненным в виде заслонки, связанной с приводом и установленной с возможностью перемещения в окне направляющей втулки, места для установки пуансонов в силовой плите выполнены с эластичными вставками, каждый пуансон выполнен со сферический опорной поверхностью,со сквозным осевым отверстием и с размещенным в нем подпружиненным штоком для ориентации пуансона относительно заклепки, электрокинематически связанным с системой управления работой силового цилиндра, и размещенным в самоустанавливающейся втулке приводной плиты, силовой цилиндр выполнен двухступенчатым с соотношением диаметров поршней 45, при этом корпус цилиндра закреплен на силовой плите, его шток размещен в направляющей втулке верхней неподвижной плиты, а рабочие полости ступеней через систему управления имеют возможность попеременного или одновременного соединения с источником сжатого воздуха, Станина выполнена С-образной, вертикальные направляющие колонки закреплены на подвижной плите, а направляющие втулки - на неподвижной верхней плите. Приводы подвижной плиты и заслонки выполнены в виде цилиндров, смонтированных на верхней плите.Отличием предложенного способа является то, что производят склепывание деталей из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированньпии тканями, заклепку выполняют с глухим осевым каналом на конце стержня, при этом дно канала выполняют коническим, глубину канала - равной 1,01,2, а диаметр канала 16110,750,8 от диаметра стержня заклепки, заклепку вначале устанавливают в отверстие нижней рамки, затем на стержне заклепки размещают остальные детали, фиксацию пакета ведут сжимающим усилием, не превышающим 0,95 предела упругой деформации наименее прочной детали, образование замыкающих головок ведут одновременно после установки всех заклепок, при этом на первом этапе пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть стержня заклепки, в на втором этапе статическим усилием в осевом направлении осуществляют осадку пустотелой части стержня заклепки.Ограничение усилия сжатия, принятое не более 0,95 верхнего предела упругой деформации менее прочного элемента, которым является волокнисто-композиционный материал, устраняет дробление упрочняющих волокон, что повышает качество соединения.В период клепки осадка цельного участка стержня заклепки, длина которого обычно не более 0,85 толщины сжатого пакета, не происходит,а уплотнение вокруг стержня происходит за счет сжатия пакета, при этом дополнительное силовое воздействие за исключением усилия сжатия, волокнистые материалы не испытывают, а прорезиненная комбинированная ткань плотно облегает вокруг стержня и обеспечивает герметичность соединения.При клепке применяют заклепки с глухим осевым каналом на конце стержня, при этом дно канала выполняют коническим, что обеспечивает ориентацию клепальных пуансонов и позволяет механизировать процесс клепки. Диаметр канала заклепки выполняют 0,750,8, а глубину 1,01,2 от диаметра стержня заклепки, такие пределы позволяют применять менее дефицитные материалы при выполнении соединения, а также требуют минимальных усилий при клепке, что сохраняет от раздачи стержень заклепки и облегчает формирование замыкающей головки, а соединяемые материалы не испытывают дополнительных нагрузок за исключением усилия сжатия.Образование замыкающих головок производится одновременно во всем пакете в два этапа на первом этапе за счет переключения полостей цилиндра пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть заклепки, что предохраняет образование трещин в замыкающей головке, на втором этапе статическим усилием в осевом направлении осуществляют осадку пустотелой части стержня заклепки, что обеспечивает формирование профиля головки усилием двух полостей пневмоцилиндра.Таким образом, предложенный способ клепки смешанных пакетов обеспечивает герметичность соединения, не разрушая соединяемые материалы.Отличием в устройстве для осуществления предложенного способа является наличие направляющей плиты с размещенными в ней самоустанавливающимися втулками, в которых размеще 7ны пуансоны со сферической опорной поверхностью, что позволяет за счет штоков ориентации обеспечить соосность формующей поверхности пуансонов с пустотелой частью стержня заклепки,а это является одним из условий обеспечения качества формования замыкающей головки, так как не допускает разрывов. Это позволяет обеспечить герметичное соединение смешанных пакетов, не допуская проникновение токсичных аэрозолей через соединение.Сущность изобретения поясняется фиг. 1-8. На фиг. 1 и 2 изображен пакет клепки камеры защитной детской, состоящей из пластмассовых рамок 1. В нижнюю рамку 1 вставлены полупустотелые заклепки 2, на которых размещены волокнистый композиционный материал 3 и прорезиненная ткань 4. Ориентация формующих пуансонов 5 производится щтоком ориентации 6.На фиг. 3, 4 и 5 изображены технологические переходы способа клепки смешанных пакетов. На фиг. 3 показано зажатие пакета с постоянным усилием Р и ориентацией формующих пуансонов. На фиг. 4 показан первый этап клепки, где на формующий пуансон передают усилие Р 2 или РЗ и пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть стержня заклепки. На фиг. 5 показан второй этап клепки, где статическим усилием - Р 2 РЗ в осевом направлении осуществляют осадку пустотелой части стержня заклепки и окончательно образуют профиль замыкающей головки заклепки.На фиг. 6 и 7 - изображен общий вид устройства, на фиг. 8 - разрез Б фиг. 6. Устройство для групповой клепки состоит из пластмассовых рамок 1, в нижнюю рамку 1 вставлены полупустотелые заклепки 2, на которых размещены волокнистый композиционный материал 3 и прорезиненная ткань 4 пуансонов 5, щтока ориентации 6,С-образной станины 7, на которой установлены ложемент 8 для установки склепываемого пакета,верхняя неподвижная плита 9, на которой установлены направляюще втулки 10 вертикальных направляющих колонок 11, направляющая втулка 12, в которую входит щток 13 силового цилиндра 14. На верхней неподвижной плите 9 закреплены цилиндры 15 привода перемещения подвижной плиты 16, на которой установлены прижим пакета 17, направляющие колонки 11, механизм клепки 18 с пуансонами 5. Прижим 17 закреплен на подвижной плите 16 болтами 19 с ограничением перемещения по вертикали вверх относительно подвижной плиты 16 эластичной прокладкой 20, а вниз болтами 19.Механизм клепки 18 состоит из направляющей плиты 21, которая подпружинена пружиной 22 и ограничена в перемещении по вертикали болтами 23 относительно подвижной плиты 16 и установлена сверху подвижной плиты 16.В направляющей плите 21 установлены самоустанавливающиеся втулки 24 и закреплены крыщками 25, которые закреплены к плите 21 винтами 26. В самоустанавливающиеся втулки 24направляющей плиты 21 установлены пуансоны 5, при этом самоустанавливающиеся втулки 24 установлены в направляющей плите 21 по координатам заклепок 2 склепываемого пакета материалов. На направляющих щтифтах 27, которые установлены в направляющей плите 21, смонтирована силовая плита 28. На силовой плите 28 сверху закреплен болтами 29 двухступенчатый силовой цилиндр 14 с порщнями 30 и 31. Силовая плита 28 ограничена в перемещении по вертикали болтами 32. Между крыщкой 25 и упорной поверхностью пуансона 5 установлена пружина 33. В цилиндрических углублениях силовой плиты 28 установлены эластичные вставки 34 и сферические опоры 35, через которые передается усилие от плиты 28 на сферическую опорную поверхность пуансона 5. Каждый пуансон 5 выполнен со сквозным осевым отверстием, в котором установлен щток ориентации 6 (см. фиг. 1 и 8), который конусным концом входит в пустотелую часть заклепки 2. На щтоке 6 установлена пружина 36 с упором в крыщку 37, закрепленную винтами 38. На силовой плите 28 щток 6 электрокинематически связан с системой управления работой силового цилиндра 14, через рычаг 39 и блок концевых включателей 40, которые управляют режимом работы силового цилиндра 14. Направляющая втулка 12 выполнена с окном в боковой стенке, в которую входит заслонка 41, связанная с приводом, выполненным в виде цилиндра 42, установленном на верхней неподвижной плите 9. Заслонка 41 установлена на щтоке 43 и имеет возможность перемещения в окне направляющей втулки 12. На станине установлены пневмозолотники управления 44, трубопроводы и рукава разводки сжатого воздуха 45. Пневмозолотники 44 подключены к системе сжатого воздуха через регуляторы давления (на фиг. не показано). Управление устройством осуществляется с пульта управления 46.Устройство работает следующим образом. Собранный пакет согласно ранее описанному способу клепки смешанных пакетов, в частности,состоящий из пластмассовых рамок 1, волокнисто-композиционного материала 3, прорезиненной ткани 4 и полупустотелых заклепок 2 устанавливают на ложемент 8, на котором он за счет выступов рамок и головок заклепок базируется на поверхности ложемента (на фиг. не показано).Работа устройством для групповой клепки управляется с пульта управления 46. При включении пульта управления происходит переключение пневмозолотников управления 44. Сжатый воздух от системы воздухоснабжения через регуляторы давления и систему трубопроводов через пневмозолотники 44 поступает в цилиндры 15 и перемещает подвижную плиту 16. В результате перемещения прижим 17 сжимает пакет с усилием не более 0,95 верхнего предела упругой деформации менее прочного элемента, которым в данном случае является волокнистокомпозиционный материал 3, при этом пакетсжимается с постоянным усилием в процессе клепки, а эластичная прокладка 20 позволяет обеспечить равномерность сжатия всего пакета. При движении подвижной плиты 16 вместе с ней движется механизм клепки 18 и перемещается шток 13 силового цилиндра 14. Шток 13 открывает в направляющей втулке 12 окно в боковой стенке и сверху штока 13 входит заслонка 41 за счет подачи сжатого воздуха в пневмоцилиндр 42. Заслонка 41 установлена на штоке 43. Одновременно в период движения подвижной плиты 16 при сжатии пакета шток ориентации 6 входит конусным концом в пустотелую часть заклепки 2(см.фиг.3) и ориентирует пуансоны 5 относительно осей заклепок 2. Штоки ориентации 6, находящиеся внутри пуансонов, ориентируют их по углу к заклепкам 2, с целью недопущения искажения геометрии замыкающих головок клепочного соединения. Обеспечение ориентации происходит за счет совпадения центра радиуса сферы пуансона 5 с центром радиуса самоустанавливающейся втулки 24 в направляющей плите 21. После сжатия пакета и окончания ориентации пуансонов 5 вторые концы штоков ориентации 6 через рычаги 39 воздействуют на блок концевых выключателей 40 и дают команду на включение в работу силового цилиндра 14, при этом сжатый воздух воздействует на поршни 30 и 31 попеременно за счет переключения пневмозолотников,создавая пульсирующую нагрузку за счет разности площадей поршней, на силовую плиту 28 и через эластичные вставки 34 и сферические опоры 35 передается усилие на пуансоны 5 ( см. фиг. 4) и при этом на первом этапе пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть стержня заклепки за счет сложной торцевой поверхности пуансона 5(см. фиг. 1). Раздавая и уменьшая высоту пустотелой части заклепки 2 пуансоны 5 перемещаются вниз, а штоки ориентации 6 по отношению к силовой плите 28 вверх и вторично воздействуют на блок концевых выключателей 40 через рычаг 39 и происходит включение в работу одновременно двух полостей силового цилиндра 14 и усилие клепки возрастает, а нагрузка приобретает статическое усилие в осевом направлении заклепки 2,осуществляется осадка пустотелой части стержня заклепки и окончательное формование замыкающей головки заклепки (см. фиг. 5). При этом пуансоны 5 продолжают двигаться вниз, а штоки ориентации 6 вверх и воздействуют на блок концевых выключателей и после срабатывания реле времени (на фиг. не показано) устройство возвращается в исходное положение. Отключается силовой цилиндр 14, выводится заслонка 41 из направляющей втулки 12 штоком 43 за счет цилиндра 42 и подается воздух в цилиндр 15, которые перемещают подвижную плиту 9 в верхнее положение вместе с прижимом 17 и механизмом клепки 18, склепанное изделие снимается с ложемента 8 и цикл повторяется.1. Способ клепки смешанных пакетов, содержащих детали из волокнистых композиционных материалов и детали из других материалов,заключающийся в образовании отверстий в деталях на операциях их изготовления с диаметрами,не превышающими диаметр стержня заклепки и зависящими от упругих свойств материалов деталей, установку в отверстия деталей заклепки с плоской закладной головкой, установку пакета на устройство для клепки, фиксацию пакета сжимающим усилием и образование замыкающей головки в два этапа, отличающийся тем, что при склепывании деталей из волокнистых композиционных материалов с пластмассовыми рамками и прорезиненными комбинированными тканями,заклепку выполняют с глухим осевым каналом на конце стержня, при этом дно канала выполняют коническим, глубину канала равной 1,0 1,2, а диаметр канала - 0,750,8 от диаметра стержня заклепки, заклепку вначале устанавливают в отверстие нижней рамки, затем на стержне заклепки размещают остальные детали, фиксацию пакета ведут сжимающим усилием, не превышающим 0,95 предела упругой деформации наименее прочной детали, образование замыкающих головок ведут одновременно после установки всех заклепок, при этом на первом этапе пульсирующим усилием в радиальном направлении раздают и упрочняют пустотелую часть стержня заклепки,а на втором этапе статическим усилием в осевом направлении осуществляют осадку пустотелой части стержня заклепкой.2. Устройство для групповой клепки, содержащее смонтированные на станине верхнюю неподвижную плиту, ложемент для установки склепываемого пакета, подвижную плиту с приводом ее перемещения и с установленными на ней прижимом пакета и механизмом клепки, выполненным в виде силовой плиты с расклепывающими пуансонами, связанной с приводом в виде силового цилиндра, вертикальные направляющие колонки с втулками, а также систему управления работой элементов устройства, включающую регуляторы давления, золотники, панель управления,трубопроводы и источник сжатого воздуха, отличающееся тем, что оно снабжено направляющей плитой с размещенными на ней самоустанавливающимися втулками, установленной между подвижной и силовой плитами, верхняя плита снабжена направляющей втулкой для штока силового цилиндра, выполненной с окном в боковой стенке, и элементом осевой фиксации штока силового цилиндра, выполненным в виде заслонки,связанной с приводом и установленной с возможностью перемещения в окне направляющей втулки, места для установки пуансонов в силовой плите выполнены с эластичными вставками, каждый пуансон выполнен со сферической опорной поверхностью, со сквозным осевым отверстием и с размещенным в нем подпружиненным штоком
МПК / Метки
МПК: D21J 15/02, B21J 15/12
Метки: клепки, пакетов, групповой, способ, смешанных, устройство
Код ссылки
<a href="https://kz.patents.su/11-1611-sposob-klepki-smeshannyh-paketov-i-ustrojjstvo-gruppovojj-klepki.html" rel="bookmark" title="База патентов Казахстана">Способ клепки смешанных пакетов и устройство групповой клепки</a>
Устройство для изготовления полупустотелых заклепок
Номер патента: 862
Опубликовано: 15.06.1994
Авторы: Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич, Непомнящий Аркадий Самуилович, Силантьев Сергей Семенович
МПК: B21K 1/56
Метки: заклепок, полупустотелых, устройство, изготовления
Формула / Реферат:
Использование: устройства для изготовления изделий штамповкой; для изготовления полупустотелых заклепок, применяемых при производстве детских индивидуальных средств защиты от токсичных аэрозолей. Сущность изобретения: устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой и ползун. На плите установлены отрезная матрица и высадочная матрица с противным пуансоном и средством для удаления...
Способ управления процессами в трубопроводной запорно-регулирующей арматуре, устройство для его осуществления
Номер предварительного патента: 1441
Опубликовано: 15.12.1994
Автор: Ермеков Танаткан Зинорович
МПК: F16K 31/12, F01D 17/20
Метки: устройство, арматуре, осуществления, способ, трубопроводной, запорно-регулирующей, процессами, управления
Формула / Реферат:
Способ управления трубопроводной запорно-регулирующей арматурой и устройство для его осуществления. Изобретение относится к запорной арматуре, в частности к управлению арматурой с пневмо - и гидроприводом. Способ управления установленной в основном трубопроводе запорной арматурой с поршневым пневмо- или гидроприводом осуществляется с помощью транспортируемой по основному трубопроводу среды. Способ состоит в том, что из основного трубопровода...
Устройство для выгрузки сыпучих материалов
Номер патента: 676
Опубликовано: 15.03.1994
Авторы: Маков Евгений Павлович, Маков Сергей Павлович, Евсеев Георгий Алексеевич, Малышева Людмила Алексеевна
МПК: F27D 3/06
Метки: выгрузки, устройство, сыпучих, материалов
Формула / Реферат:
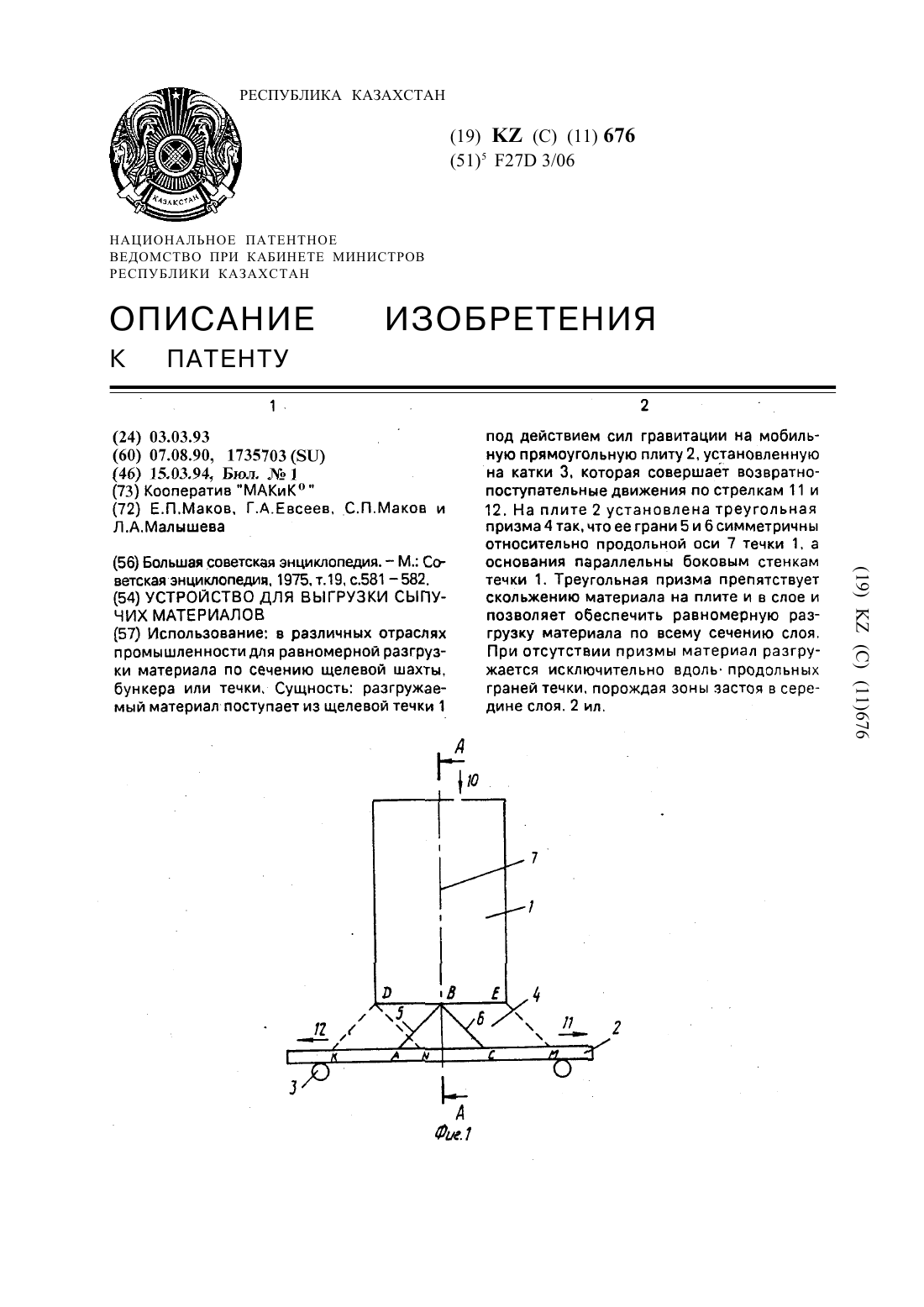
Использование: в различных отраслях промышленности для равномерной разгрузки материала по сечению щелевой шахты, бункера или течки. Сущность: разгружаемый материал поступает из щелевой течки 1 под действием сил гравитации на мобильную прямоугольную плиту 2, установленную на катки 3, которая совершает возвратно-поступательные движения по стрелкам 11 и 12. На плите 2 установлена треугольная призма 4 так, что ее грани 5 и 6 симметричны относительно...
Устройство для выгрузки сыпучих материалов
Номер патента: 1286
Опубликовано: 15.09.1994
Авторы: Евсеев Георгий Алексеевич, Малышева Людмила Алексеевна, Маков Евгений Павлович, Маков Сергей Павлович
МПК: F27D 3/06
Метки: материалов, выгрузки, устройство, сыпучих
Формула / Реферат:
Изобретение относится и устройствам для выгрузки различных сыпучих материалов и может быть использовано в различных отраслях промышленности для равномерной разгрузки материала по сечению щелевой шахты, бункера или течки. Цель изобретения - обеспечение раздачи продукта на транспортные средства за счет раздельной выгрузки материала с обеих сторон щелевой течки. Устройство для выгрузки сыпучих материалов содержит щелевую течку, установленную под...
Устройство для испытания формовочной смеси на трехосное сжатие
Номер предварительного патента: 1374
Опубликовано: 15.12.1994
Авторы: Исагулов Аристотель Зейнуллинович, Мирошниченко Семен Андреевич, Ботов Анатолий Петрович, Исагулов Саят Тулеуович
МПК: B22C 15/00
Метки: трехосное, формовочной, сжатие, смеси, испытания, устройство
Формула / Реферат:
Изобретение относится к литейному производству, в частности к устройствам для уплотнения или испытания образцов формовочных смесей на трехосное сжатие. Изобретением решается задача равномерного сжатия образца смеси при испытании и повышение производительности устройства. Устройство состоит из корпуса для размещения образца смеси и силовой плиты. В корпусе расположены механизмы, состоящие из клиновидных элементов. На наклонной плоскости каждого...
Предыдущий патент: Способ производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала
Следующий патент: Способ возведения хвостохранилища
Случайный патент: Устройство и способ обустройства технологических скважин