Устройство для сварки деталей из полимерных материалов
Номер патента: 1187
Опубликовано: 15.09.1994
Авторы: Тагиров Сайфутдин Велибегович, Непомнящий Аркадий Самуилович, Швайченко Геннадий Михайлович, Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич
Формула / Реферат
Изобретение относится к области сварки пластмасс и может быть использовано для формовки и сварки объемных деталей одежды, изготовленных из нетканых материалов, состоящих из полимерных волокон, в частности, полумаски респиратора. Устройство для сварки деталей из полимерных материалов содержит установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлен сварочный блок, привод перемещения траверсы в вертикальной плоскости, механизм съема деталей и приемный бункер. Устройство снабжено формующей матрицей и подпружиненными формующими пуансонами со свободно установленными на них с возможностью ограниченного вертикального перемещения наружным и внутренним сварочными пуансонами, а смонтированный на подвижной траверсе сварочный блок выполнен в виде наружного и внутреннего полых пуансонов, установленных концентрично формующей матрице напротив сварочных пуансонов, наружные и внутренние сварочные пуансоны выполнены из материала с различным-коэффициентом теплопроводности, а внутренние сварочные пуансоны снабжены механизмом регулировки подачи теплового потока в зону сварки, при этом внутренний сварочный пуансон, смонтированный на подвижной траверсе, свободно установлен между формующей матрицей и наружным сварочным пуансоном. Устройство снабжено жестко установленной концентрично наружному сварочному пуансону вырубкой матрицей, рабочие поверхности формующих пуансонов, формовочной матрицы и внутренних сварочных пуансонов снабжен антиадгезионным покрытием, а рабочие поверхности наружных сварочных пуансонов имеют покрытия из нитрида титана; формующая матрица и формующие пуансоны снабжены системой охлаждения, внешняя поверхность наружного сварочного пуансона, установленного на траверсе, расположена с зазором относительно внутренней поверхности режущей кромки вырубной матрицы, разной 1/40 - 1/60 толщины свариваемых детелей.
Текст
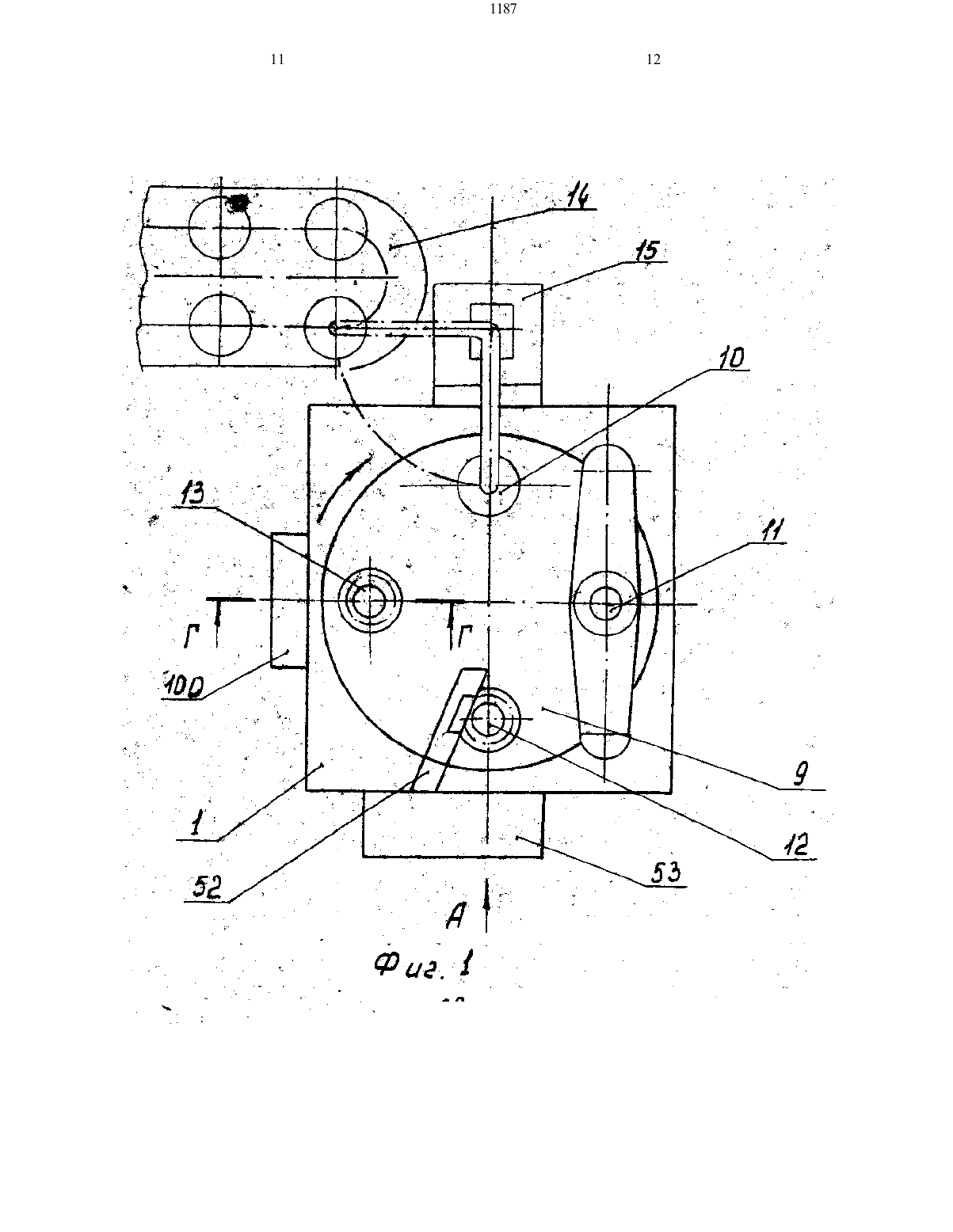
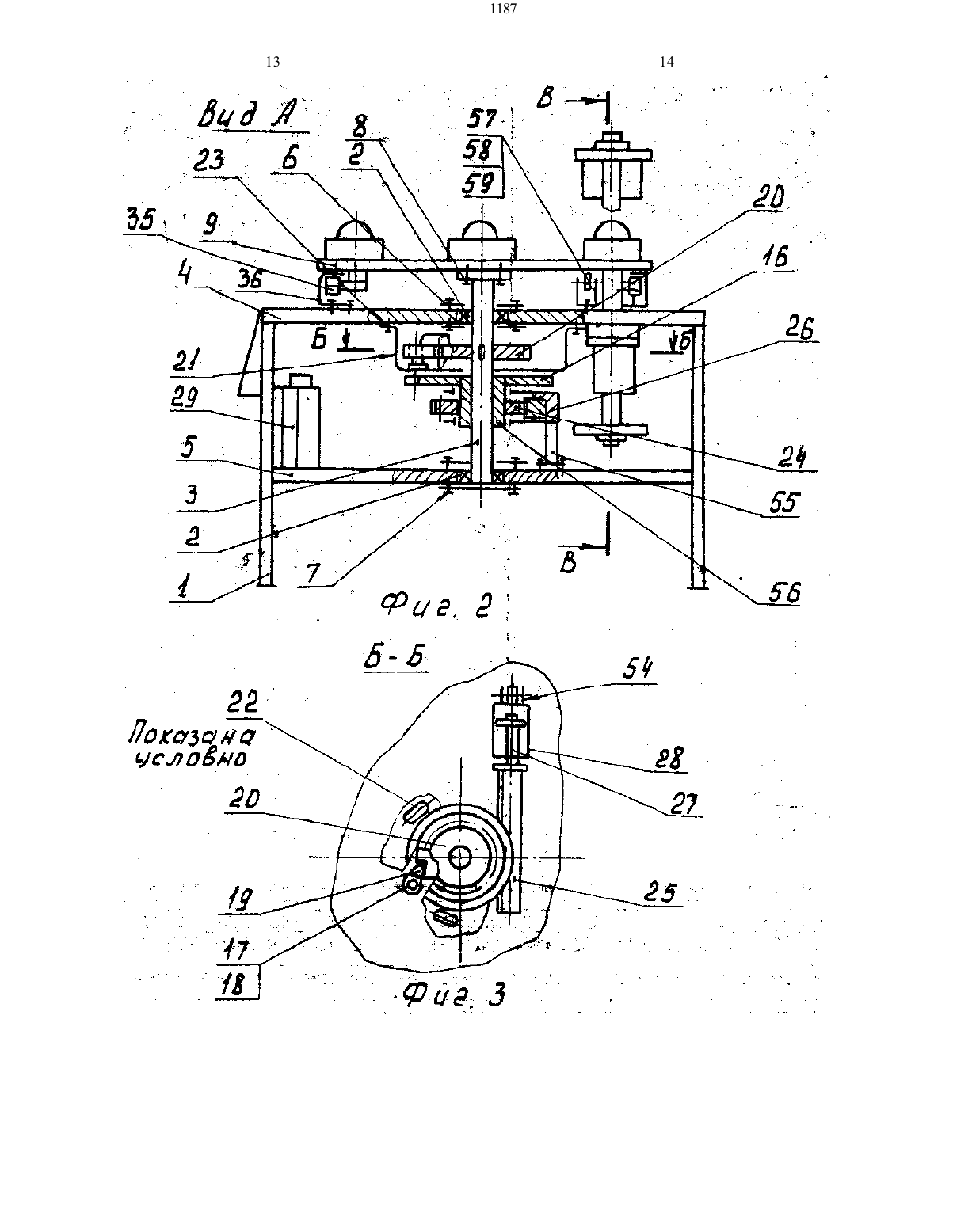
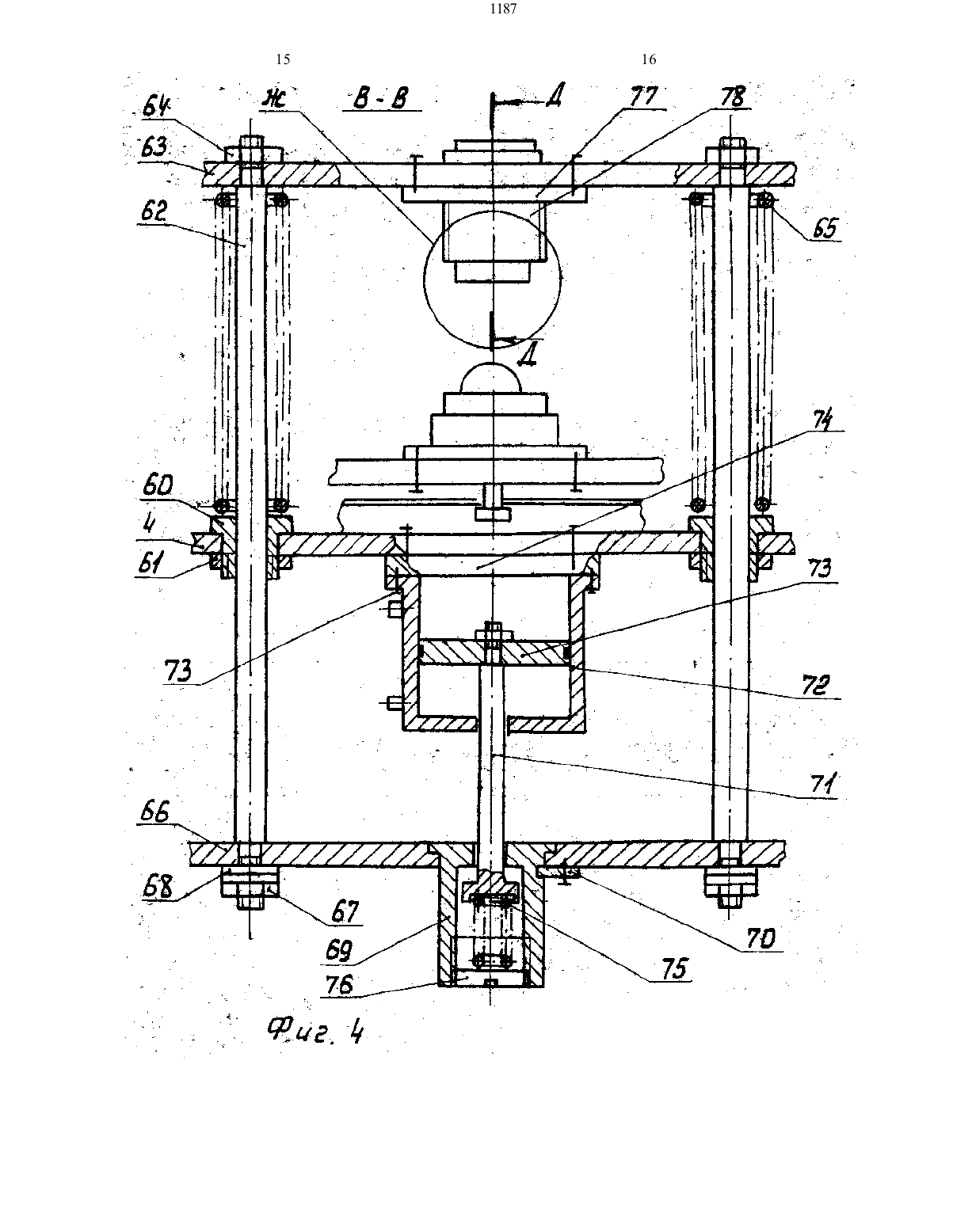
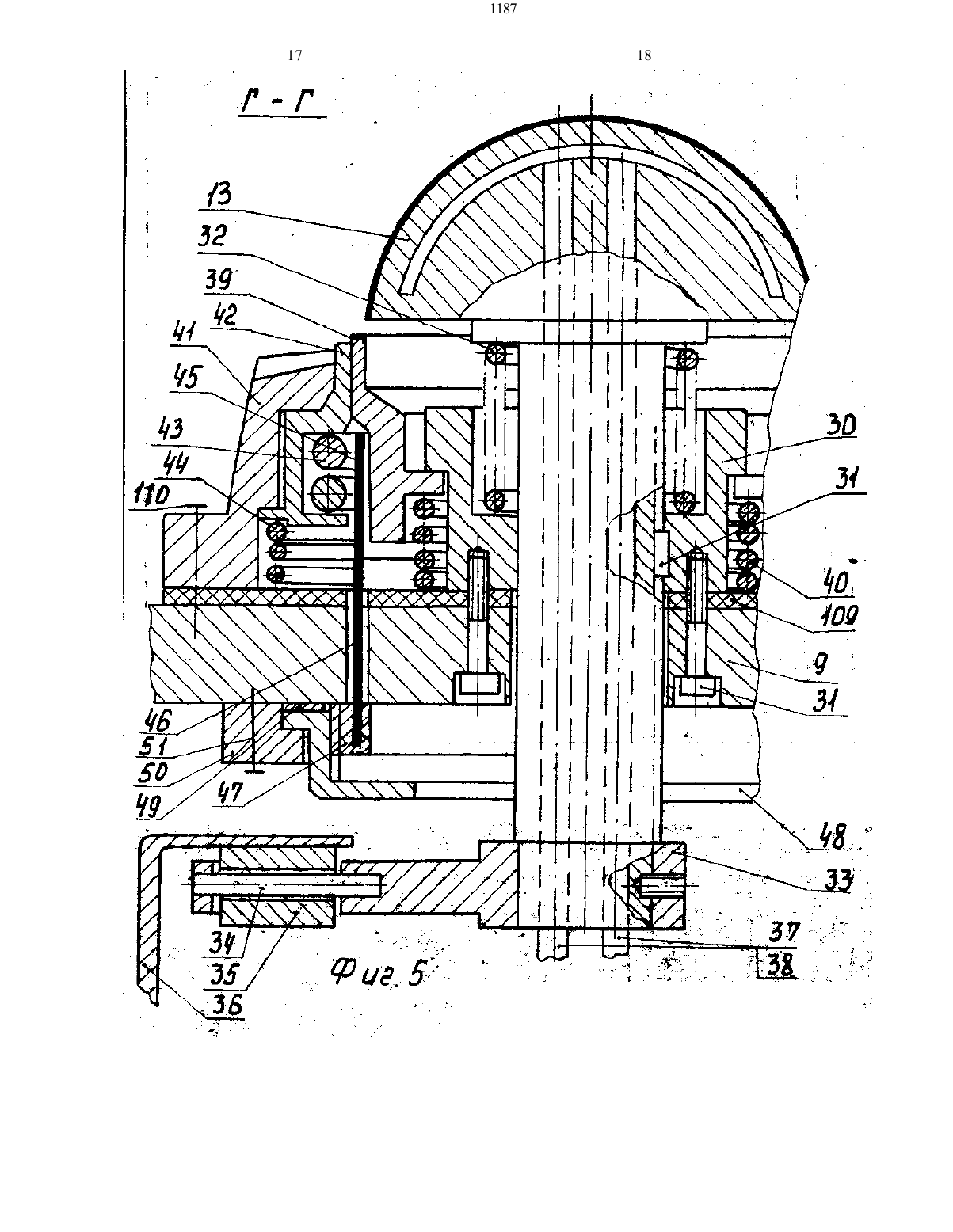
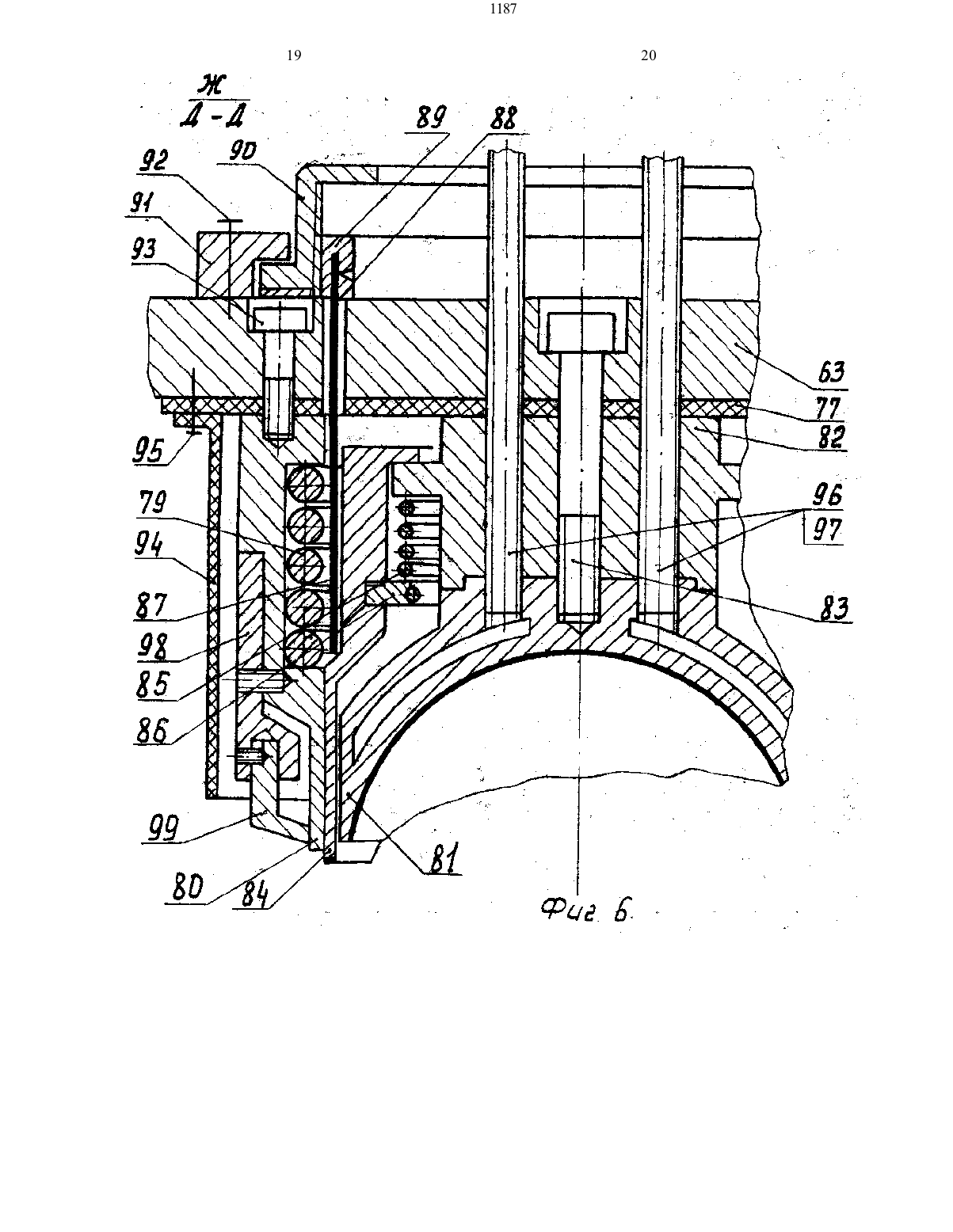
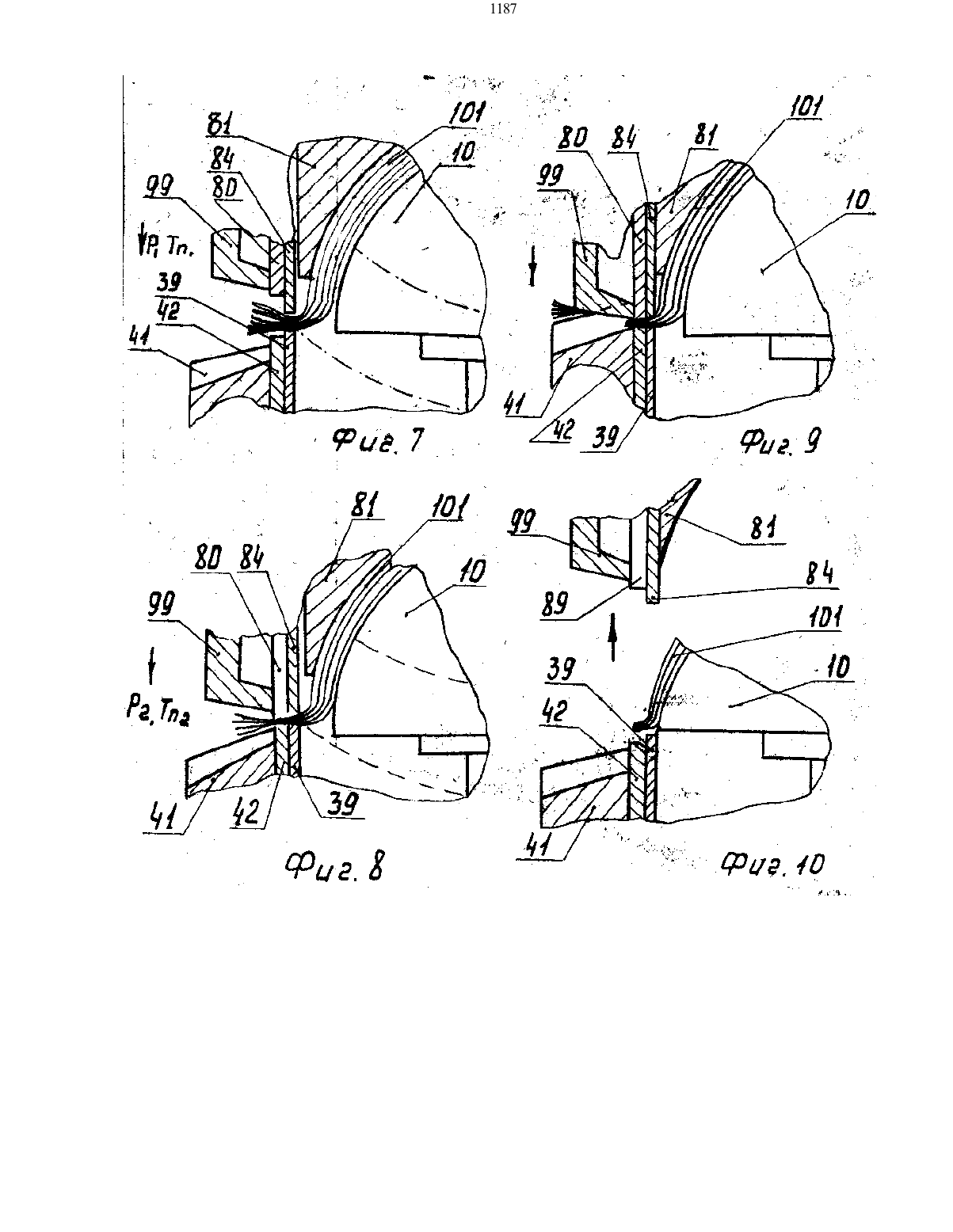
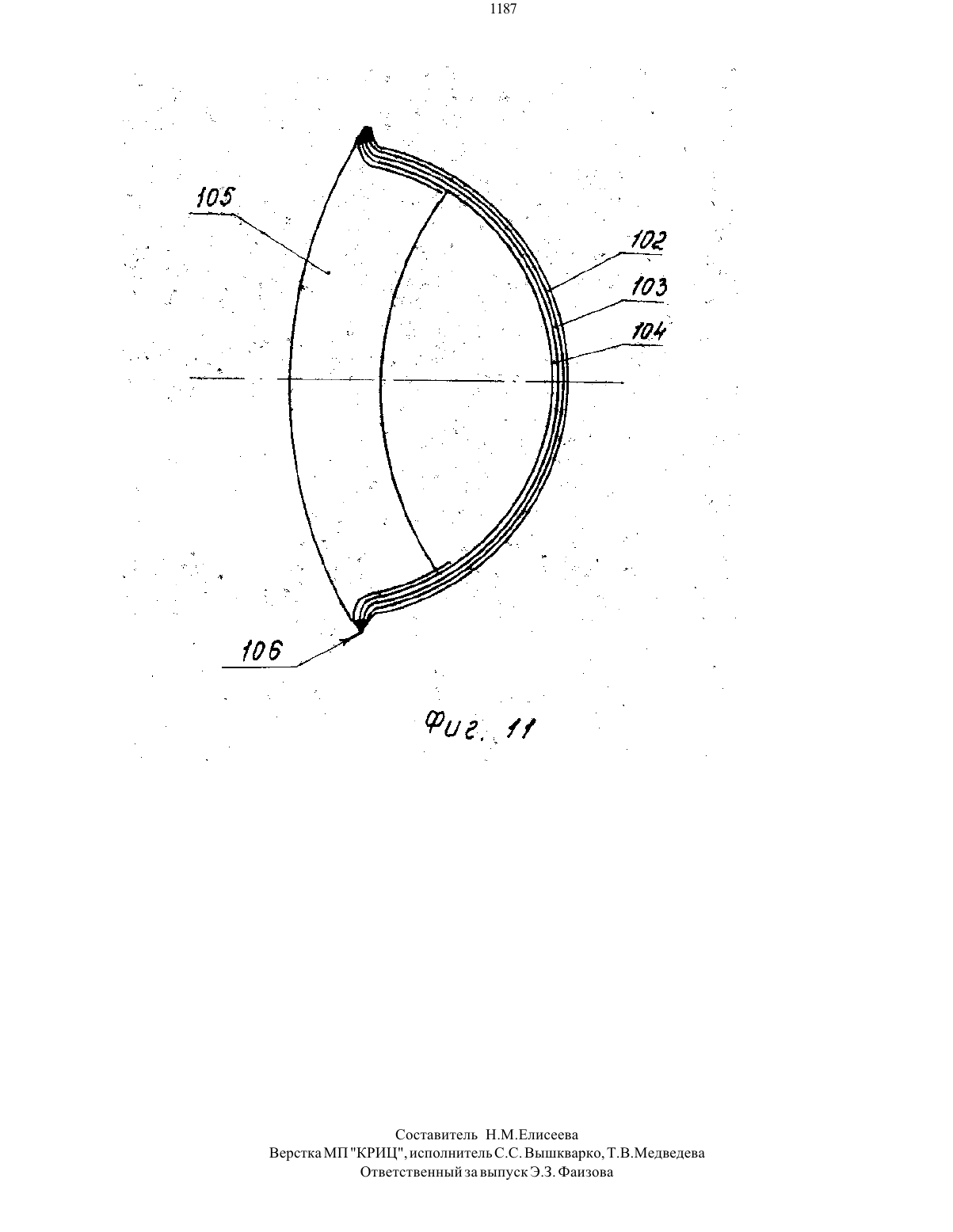
горизонтальных перемещений, причем внутренний шаблон имеет вырезы по форме, соответствующей матрицам нижней подушки, при этом корпус имеет выемку для размещения внешнего шаблона в нерабочем положении (авторское свидетельство СССР М 1509457,В 06 Р 71/О 0, 1989).Недостатком известного устройства является его сложность и низкая надежность, причем для изготовления оболочек полумаски требуется дополнительное оборудование по сварке их и вырубке, что ведет к удорожанию себестоимости изготовления полумаски.Наиболее близким по технической сущности к изобретению является устройство для сварки деталей из полимерных материалов, содержащее установленный на станине многопозиционный стол с приводом,подвижную траверсу, на которой установлен сварочный блок, привод перемещения траверсу в вертикальной плоскости, механизм съемадеталей и приемный бункерНедостаток известного устройства заключается в том,что при сварке на нем требуется длительный период времени для прогрева трех и более слоев, из которых состоит полумаска респиратора, так как в устройстве тепловой поток подводится с одной стороны, при этом наблюдаются прожоги наружной оболочки полумаски и недовары внутренней оболочки, что ухудшает качество сварного соединения. кроме того, требуются дополнительное оборудование для формовки и вырубки полумаски респиратора.Данное устройство уменьшает затраты времени на изготовление полумаски, исключает повреждение обтюратора, прожоги наружной оболочки и недовары внутренней оболочки полумаски респиратора.Это достигается тем, что устройство для сварки деталей из полимерных материалов, содержащее установленный на станине многопозиционный стол с приводом,подвижную траверсу, за которой установлен сварочный блок, привод перемещения траверсы в вертикальной плоскости, механизм съема деталей и приемный бункер,согласно изобретению устройство снабжено установленной по центру сварочного блока формующей матрицей и смонтированными на многопозиционном столе подпружиненными формующими пуансонами со свободно установленными на них с возможностью ограниченного вертикального перемещения наружным и внутренним сварочными пуансонами, а смонтированный на подвижной траверсе сварочный блок выполнен в виде наружного и внутреннего полых пуансонов,установленных концентрично формующей матрице напротив сварочных пуансонов, размещенных на многопозиционном столе, причем наружные и внутренние сварочные пуансоны выполнены из материала с различным коэффициентом теплопроводности, а внутренние сварочные пуансоны снабжены механизмом регулировки подачи теплового потока в зону сварки, при этом внутренний сварочныйпуансон, смонтированный на подвижной траверсе,свободно установлен между формующей матрицей и наружным сварочным пуансоном. Кроме того,устройство снабжено жестко установленной на многопозиционном столе концентрично наружному сварочному пуансону вырубной матрицей, причем наружная поверхность наружного сварочного пуансона,установленного на траверсе, расположена с зазором относительно внутренней поверхности режущей кромки вырубной матрицы, равным 1/40- 1/ 60 толщины свариваемых деталей. Рабочие поверхности формующих пуансонов формующей матрицы и внутренних сварочных пуансонов снабжены антиадгезионным покрытием,а рабочие поверхности наружных сварочных пуансонов имеют покрытия из нитрида титана, формующая матрица и формующие пуансоны снабжены системой охлаждения.Выполнение сварочного блока, установленного на траверсе с подвижным по вертикали внутренним пуансоном и подпружиненных сварочных пуансонов на многопозиционном столе с различным коэффициентом теплопроводности обеспечивают уменьшенный подвод теплового потока к внутренней зоне шва, что предохраняет от прожогов обтюратор полумаски респиратора и обеспечивает качественное выполнение сварочного шва по внешней зоне, а покрытие актиадгезионным покрытием формующих поверхностей формующего пуансона и формующей матрицы предохраняют прилипание полумаски к поверхностям и обеспечивают легкий сьем полумаски.Установленная вырубная матрица на многопозиционном столе за счет взаимодействия с внешним сварочным пуансоном производит вырубку полумаски после сварки кромки полумаски респиратора.Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид устройства, на фиг.2 - вид А на фиг.1,нафиг.3 -разрез Б-Б нафиг.2, на фиг.4 - разрез В-В на фиг.3, на фиг.5 - разрез Г-Г на фиг.1, на фиг.6 разрез Д-Д на фиг.4, на фиг.7-10 стадии формовки,сварки и вырубки полумаски, на фиг.11 - полумаска респиратора.На чертежах приняты условные обозначенияР 1 - усилие сжатия сборки деталей из внутренней зоне шва,Р, - усилие сжатия сборки детали на внешней зоне шва,ТП, - тепловой поток внутренней зоне шва,ТП, - тепловой поток на внешней зоне шва. Устройство для сварки деталей из полимерных материалов (деталей полумаски респиратора) содержит станину 1, на которой в подшипниках 2 установлен вертикальный вал 3. Подшипники 2 расположены в верхней плите 4 и нижней плите 5 станины 1 . Подшипники 2 в плитах 4 и 5 зафиксированы крышками 6, которые закреплены болтами 7. На вертикальном валу 3 сверху закреплен болтами 8 многопозиционный стол 9. На столе 9 установлены формующие пуансоны 10,1 1,12,13 для формовки деталей полумаски респиратора, которые находятся на столе-накопителе 14, откуда пневмороботом 15 подаются на пуансоны. На валу 35 Между подшипниками 2 свободно установлен корпус 16 собачки 17, которая находится заоси 18, подпружинена пружиной 19.Собачка 17 входит в зацепление храповиком 20,жесткоустановленнымнавалу 3.Собачка 17 скользит по барабану 21, регулирующему величину хода поворотного стола 9 за счет продольных пазов 22 на барабане 21 и винтов 23. На корпусе 16 жестко установлено зубчатое колесо 24, находящееся в зацеплении с рейкой 25, перемещающейся по направляющей 26. Рейка 25 соединена со штоком 27 пневмоцилиндра 28 привода стола, который пневматически соединен с блоком пневмораспределителей 29. Формующие пуансоны 1013 установлены с возможностью вертикального перемешивания в пуансонодержателях 30, которые закреплены болтами к поворотному столу 9. Пуансоны 10-13 от поворота вокруг своей оси зафиксированы шпонкой 31, по которой скользит стержень пуансона с канавкой при вертикальном перемещении. Между торцом выступов пуансонов 10-13 и пуансонодержателями 3 0 установлена пружина 32. Для ограничения хода пуансонов 10-13 наторце их стержня закреплены ограничения 33, из которых установлены оси 34 с роликами 35. На ролики воздействуют профильная дорожка 36, которая ограничивает вертикальное перемещение формующих пуансонов 1013 в зависимости от положения стола 9. Профильная дорожка 36 установлена на станине 1. Пуансоны 10-13 имеют отверстия, к которым через трубки 37 и 38 подключена система охлаждения (на фиг. не показана). По наружной поверхности пуансонодержателей 30 свободно установлен внутренний сварочный пуансон 39 , вертикальный ход которого ограничен упорным буртиком сварочного пуансона и выступом пуансонодержателя 30. Между торцом внутреннего сварочного пуансона 39 и столом 9 через прокладку установлены пружины 40. На столе 9 концентрично по отношению пуансонов 10-13 установлены вырубные матрицы 41. Концентрично сварочному пуансону 39 между ним и вырубной матрицей 41 установлен наружный сварочный пуансон 42 с нагревательным элементом 43. Ход наружного сварочного пуансона 42 ограничен упорным фланцем, который входит в проточку обрубной матрицы 41. Между упорным фланцем наружного сварочного пуансона 42 и столом 9 через прокладку установлена пружина 44. Между внутренним сварочным пуансоном 39 и нагревательным элементом 43 установлено кольцо 45 из теплоизоляционного материала для регулировки подачи теплового потока и рабочим торцам сварочных пуансонов. Кольцо 45 соединено тягами 46 с втулкой 47,которая находится в зацеплении с регулировочной гайкой 48. Регулировочная гайка 48 опирается на подшипник скольжения 49 и установлена свободно на столе 9 с ограничением перемещения по вертикали фланцам 50,прикрепленным в столу 9 винтами 5 1 . Сборки полумасок поступают со стола накопителя 14 и базируются на пуансонах 10- 13. Для съема с пуансонов 10-13 полумаски респиратора на верхней плите 4 станины 1 установленсъемник 52, по которому при повороте полумаски поднимается с пуансоном И направляется в приемный бункер 53. Пневмоцилиндр 28 через ось 54 прикреплен к кронштейну 55, установленному на нижней плите 5. Направляющая 26 свободно установлена на ступице 56 корпуса 16. Поворотный стол 9 в зоне сварки опирается на опору 57, установленную на оси 58 кронштейна 59,установленного на верхней плите 4. В верхней плите 4 станины 1 установлены направляющие втулки 60,закрепленные гайками 61 . Через направляющие втулки 60 проходят штанги 62, на которые сверху установлена верхняя траверса 63, закрепленная гайками 64. Между траверсой 63 и направляющими втулками 60 установлены пружины 65.Снизу на штанги 62 установлена нижняя траверса 66,закрепленная гайками 67. Под гайками 67 установлены шайбы 68. Посредине нижней траверсы 66 установлен стакан 69 и зафиксирован стопорной планкой 70. Внутри стакана 69 проходит шток 71 пневмоцилиндра 72 привода перемещения траверсь 1,закрепленного винтами 73 к верхней опоре 74,прикрепленной к верхней плите 4 станины 1. Сверху на шток 71 пневмоцилиндра 72 установлен поршень 73 ,а снизу на шток 71 воздействует пружина 75, зафиксированная в стакане 69 пробкой 76. Блок пневмораспределителей 29 электрически связан с пневмоцилиндром 72. На верхней траверсе 63 через теплоизоляционную плиту 77 установлен сварочный блок 78,состоящий из нагревателя 79, установленного на наружном сварочном пуансоне 80 для сварки внешней зоны шва полумаски респиратора. Между наружным сварочным пуансоном 90 и формующей матрицей 81,установленной на опоре 82 и закрепленной болтами 83 смонтирован внутренний сварочный пуансон 84,концентрично пуансону 80 и с возможностью перемещения относительно его. Внутренний сварочный пуансон 84 подпружинен пружиной 85 относительно матрицы 81 и пуансона 80 и снабжен разъемным кольцом 86. Между нагревателем 79 и пуансоном 84 размещен механизм регулировки подачи теплового потока к рабочим торцам сварочных пуансонов, включающий кольцо 87 из теплоизоляционного материала, соединенное тягами 88 с втулкой 89,которая соединена с регулировочной гайкой 90. Регулировочная гайка 90 установлена свободно на верхней траверсе 63 с ограничением перемещения по вертикали фланцем 91, прикрепленным к траверсе 63 винтами 92.Пуансон 80 закреплен ктраверсе 63 болтами 93. Пуансон 84 ограничен в перемещении по вертикали опорой 82, прикрепленной к траверсе 63 болтам 83. Сварочный блок 78 снабжен кожухом 94, закрепленным винтами 95 к траверсе 63. Матрица 81 по трубам 96 И 97 подсоединена к системе охлаждения (на фиг. не показана). Сварочные пуансоны 39,42,80 и 84 выполнены из материалов с различным коэффициентом теплопроводности.На рабочих торцах сварочных пуансонов 39,84 и формующих поверзностях формующих пуансонов 10-13 и формующей матрицы 81 размещено антиадгезионное покрытие из фторопласта толщиной 0,4-0,6 мм, апуансоны 42 80 покрыты нитридомтитана.На пуансоне 80 на внешней стороне установлено кольцо 98 с ножами 99, которые входят в пазы матрицы 81 и разрезают на части обрубленную часть в Нашем случае сборки полумаски респиратора. Управление устройством осуществляется с пульта 100. Сборка полумаски респиратора 101 состоит Из наружной оболочки 102, фильтрующего элемента 103, внутренней оболочки 104 и обтюратора 106. При сварке сборки полумаски 101 образуется сварочный шов 106 с двумя зонами внешняя 107 и внутренняя 108. Матрица 41 прикрепленакстолу 9 через прокладку 109 болтами 110. Внешняя поверхность наружного сварочного пуансона 80, установленного на траверсе 63, расположена с зазором относительно внутренней поверхности режущей кромки вырубкой матрицы 41, равным 1/401/60 толщины свариваемых деталей. Устройство работает следующим образом. Свариваемые детали 102,103,104,105, в частности наружная оболочка, фильтрующий элемент, внутренняя оболочкаи обтюратор подают за стол-накопитель 14. Со стола-накопителя сборки полумаска респиратора 101 подаются пневмороботом 15 на формующие пуансоны 10-13. В сборке полумаски респиратора 101,поступающей на стол-накопитель, деталям 102,103,104,105 предварительно на предшествующих операциях формовки и сварки образована форма полумаски на заготовительных операциях формовки и вырубки заготовок (на черт. не показана). Работа устройства управляется с пульта управления 100. При включении пульта управления происходит переключение блока пневмораспределителей 29, которые подают сжатый воздух в пневмоцилиндр 28. Шток 27 пневмоцилиндра 28 воздействует на рейку 25,перемещаясь по направляющей 26, свободно установленной на ступице 56 корпуса 16, в котором на оси 18 установлена собачка 17, подпружиненная пружиной 19. Собачка 17 передает крутящий моментна храповик 20, который жестко установлен на валу 3,приводящем во вращение многопозиционный поворотный стол 9, передающий сборку полумаски респиратора 101 в зону формовки и сварки устройства,совмещая оси сварочного блока 78 с осями сварочных пуансонов 39, 41, формующими пуансонами 10 И вырубкой матрицей 41. Положением барабана 21 относительно корпуса 16 регулируется угол поворота стола 9 за счет наличия продольных пазов 22 на барабане 21 и винтом 23. Произведя перемещение сборки полумаски респиратора 101 в зону формовки и сварки за счет поворота стола 9 срабатывает концевой выключатель(на черт. не показан) и включает пневмораспределитель блока 29, подающий сжатый воздух в пневмоцилиндр 72,приводят в движение поршень 73, который через шток 71, пружину 75, пробку 76, стакан 69 передает усилие на нижнюю траверсу 66 которая через штанги 62 приводит в движение верхнюю траверсу 63. Траверса 63 перемещаясь вниз, сжимает пружину 65 и перемещает сварочный блок 78. Пружина 75 обеспечивает плавность перемещения сварочного блока 78 И поддерживает постоянное усилие на внешней зоне 107 сварочногошва 106 в период сварочного процесса. Сварочный блок 78 вместе с формующей матрицей 81 встречается с формующим подпружиненным пуансоном 10, с рабочей поверхностью эквидистантной форме матрицы и сборке полумаски респиратора придается окончательная форма. Затем после сжатия пружины 32 формующего пуансона 10 происходит сжатие сборки респиратора 101 по внутренней зоне 108 шва 106 И начинается процесс сварки сборки полумаски сварочными пуансонами 39 и 84 с усилием сжатия Р 1 равным 0,5-0,6 усилия сжатия Р 2 внешней зоны, определяемое пружинами 40 и 85, с температурой ниже температуры сварки внешней зоны 107 сварочного шва 106, в нашем случае с температурой сварки фильтрующего элемента и обтюратора, которые изготовляются из фильтрующего материала, состоящего из ультратонких полихлорвиниловь 1 х волокон диаметром волокон от 0,1 до 10 мкм(фиг, 7). Происходит поверхностное соединениедеталей наружной 102 и внутренней 104 оболочек полумаски респиратора с фильтрующим элементом 103 и обтюратора 105 с внутренней оболочкой 104. После начала сварки по внутренней зоне 108 сварочного шва 106, верхняя траверса, продолжая двигаться вниз,производит торцем наружных пуансонов 42 И 80 контактирование и активизацию волокон сборки респиратора 101 на внешней зоне 107 сварочного щва 106 (фиг.8) за счет подвода теплового потока Тп 2 с температурои сварки данного вида нетканого материала, изготовленного из полиолефиновых волокон. Сварка производится с глубоким прогревом сборки с двух сторон до вязкого расплава волокон с давлением Р 2, обеспечивающим сближение макромолекул волокон наружной и внутренней оболочек на расстояние взаимодействия сил межмолекулярного взаимодействия. Регулировку подачи величины теплового потока на внутренние сварочные пуансоны 39 и 84 толщины свариваемых деталей, осуществляютзасчет изменения положения колец 45 и 87, изготовленных Из теплоизоляционного материала. Кольца 45 и 87 соединены тягами 46 И 88 с втулками 47 И 89, которые вворачИваются в гайки 49 И 90 И производят изменение положения колец 45 И 87 по вертикали, этим самым регулируют тепловой поток Тп 1 , направляемый к торцам сварочных пуансонов внутренней зоны 108 щва 106. Наличие регулировки тепловых потоков от нагревателей 43 и 79 к сварочным пуансонам 39 и 84 обеспечивает создание сварки на внутренней зоне 108 щва по поверхностям оболочек полумаски, не разрушая сами фильтрующие волокна на переходе сварочной зоны, этим самым обеспечивается сохранение защитных свойств материала и отсутствие прожога фильтрующего элемента и оболочек полумаски респиратора на внутренней зоне шва. Разделение шва 106 на две зоны сварки с различными технологическими режимами по температуре,давлению, времени воздействия, по величине тепловых потоков, направленных с двух сторон шва 106 и как результат глубины расплава, позволяет соединить сваркой разнотолщинные многослойные сборки с обеспечением герметичности от токсичных аэрозолей засчет неразрушения фильтрующего элемента. После начала сварки на внешней зоне 107 Шваверхняя траверса 63 продолжая двигаться вниз (фиг.9), при этом внешняя поверхность наружного сварочного пуансона 80 сварочного блока 78 входит в матрицу 41 И обрубает по кромке сварочного шва 106, получая полумаску респиратора и обрубленный отход по периметру,которь 1 йрежется на участки ножами 99, установленными в кольце 98,которое закреплено на пуансоне 80. Раскрой отхода на участки производится с целью его легкости удаления с устройства.Таким образом, наличие в устройстве вырубной матрицы 41 и ножей 99, а также формующей матрицы 81 и пуансонов 10-13 позволяет совместить операции сварки, формовки полумаски респиратора и обрубки по периметру и выполнить за один ход траверсы 63. Произведя вышеуказанные операции (фиг.9) по истечении времени выдержки реле времени (начерт.не показано) управление блоком пневмораспределителей 29 производит переключение и верхняя траверса 63 начинает обратный ход, вначале отходят сварочные пуансоны 42 и 80 внешней зоны сварки 107 шва 106,при этом за счет усилия пружины 32 формующего пуансона 10 и усилий пружин 40 и 85 сварочных пуансонов 39 и 84 внутренней зоны сварки 108 происходит отделение полумаски респиратора от внешней зоны 107 шва 106 торцами сварочных пуансонов 39, 84, а затем поверхностью формующего пуансона 10 отделение полумаски от сварочного пуансона 39. На этом сварка полумаски окончена. В период сварки, когда верхняя траверса 63 дошла до крайнего нижнего положения и зафиксироваладетали 102,103,104,105 привод поворотного стола 9 возвращается в исходное состояние.По окончании сварки сборки деталей 101 (фиг. 10) и отвода верхней траверсы 63 и верхнее положение и по окончании подачи сборок деталей пневмороботом 15,снова включается привод поворотного стола 9 и следующая сборка 101 идет в зону сварки устройства,одновременно при движении поворотного столоа 9 ролик 35, двигаясь по профильной дорожке 36, которая позволяет пружине 32 переместить формующие пуансоны в верхнее положение,которые двигаясь вместе со столом 9 встречает съемник 52, который поднимает полумаскуреспиратора 101 (фиг.1 1) выше пуансона 1013 и направляет ее в бункер 53 за счет уклона съемника 52.Стол 9 продолжает двигаться, а ролик 35 снова перемещается засчет профильной дорожки 36 в нижнее исходное положение формующего пуансона. На этот цикл прохождения одной сборки по всем позициям устройства закончен, а все устройство продолжает работать в автоматическом режиме.1. Устройство для сварки деталей из полимерных материалов, содержащее установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлен сварочный блок,привод перемещения траверсы в вертикальной плоскости, механизм съема деталей и приемный бункер,отличающееся тем, что устройство снабжено установленной по центру сварочного блока формующей матрицей и смонтированными на многопозиционном столе подпружиненными формующими пуансонами со свободно установленными на них с возможностью ограниченного вертикального перемещения наружным и внутренним сварочными пуансонами, а смонтированный на подвижной траверсе сварочный блок выполнен в виде наружного и внутреннего полых пуансонов, установленных концентрично формующей матрице напротив сварочных пуансонов, размещенных на многопозиционном столе, причем наружные и внутренние сварочные пуансоны выполнены из материала с различным коэффициентом теплопроводности, а внутренние сварочные пуансоны снабжены механизмом регулировки подачи теплового потока в зону сварки,при этом внутренний сварочный пуансон,смонтированный на подвижной траверсе свободно установлен между формующей матрицей и наружным сварочным пуансоном.2. Устройство по п.1, отличающееся тем, что оно снабжено жестко установленной на многопозиционном столе концентрично наружному сварочному пуансону вырубной матрицей, причем внешняя поверхность наружного сварочного пуансона, установленного натраверсе, расположена с зазором относительно внутренней поверхности режущей кромки вырубной матрицы,равным 1/40-1/60 3.Устройство по п.1, отличающееся тем, что рабочие поверхности формующих пуансонов, формующей матрицы и внутренних сварочных пуансонов снабжены антиадгезионным покрытием, а рабочие поверхности наружных сварочных пуансонов имеют покрытие из нитрида титана.4. Устройство по п. 1 , отличающееся тем, что формующая матрица и формующие пуансоны снабжены системой охлаждения.
МПК / Метки
МПК: B29C 65/02
Метки: сварки, устройство, деталей, материалов, полимерных
Код ссылки
<a href="https://kz.patents.su/12-1187-ustrojjstvo-dlya-svarki-detalejj-iz-polimernyh-materialov.html" rel="bookmark" title="База патентов Казахстана">Устройство для сварки деталей из полимерных материалов</a>
Устройство для сварки деталей из термопластичных материалов
Номер патента: 870
Опубликовано: 15.06.1994
Автор: Костоусов Николай Кузьмич
МПК: B29C 65/18
Метки: устройство, сварки, материалов, деталей, термопластичных
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может быть использовано для теплоизоляции трубопроводов тепловых сетей, сетей водопровода и других трубопроводов при бесканальной прокладке. Цель - повышение качества сварного соединения при сварке трубчатых деталей. Для этого устройство для сварки деталей из термопластичных материалов снабжено зубчатым венцом, выполненным со съемным сегментом, и шестернями, оси которых закреплены на раме. Оси...
Устройство для сварки деталей из полиолефинов
Номер патента: 170
Опубликовано: 20.12.1993
Авторы: Непомнящий Аркадий Самуилович, Колпаков Юрий Евгеньевич, Солдатенко Леонид Анатольевич
МПК: B29C 65/18
Метки: деталей, устройство, сварки, полиолефинов
Формула / Реферат:
Изобретение относится к области сварки пластмасс и деталей из полиолефинов. Устройство для сварки деталей из полиолефинов содержит установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлены сварочные блоки по числу сварных швов, привод перемещения траверсы в вертикальной плоскости, механизм съема деталей в приемный бункер. Новым в устройстве является то, что каждый сварочный блок выполнен в виде двух...
Способ сварки разнотолщинных деталей из полиолефинов
Номер патента: 169
Опубликовано: 20.12.1993
Авторы: Побединский Сергей Алексеевич, Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич
МПК: B29C 65/02
Метки: сварки, полиолефинов, деталей, разнотолщинных, способ
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты. Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны. Новым в способе сварки является то, что перед...
Устройство для изготовления полупустотелых заклепок
Номер предварительного патента: 138
Опубликовано: 20.12.1993
Авторы: Непомнящий Аркадий Самуилович, Силантьев Сергей Семенович, Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич
МПК: B21K 1/60
Метки: полупустотелых, заклепок, изготовления, устройство
Формула / Реферат:
Изобретение относится к устройствам для изготовления изделий штамповкой, предназначено для изготовления полупустотелых заклепок и может быть применено в машиностроительных производствах. Устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой, имеющей отрезную матрицу и высадочную матрицу с прошивным пуансоном и средством для удаления заклепок, нож с накладными прижимными лапками, а также...
Способ Дагиса и Блоха восстановления изношенных деталей
Номер патента: 257
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: дагиса, восстановления, деталей, изношенных, способ, блоха
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности шеек коленчатого вала. Цель изобретения - повышение надежности восстановленных деталей и упрощение технологии ремонта. Способ предусматривает установку на изношенных поверхностях дополнительных составных ремонтных деталей, стыки которых сваривают между собой и приваривают одновременно к восстанавливаемой детали. При этом перед сваркой устанавливают зазор, который обеспечивает прочность...