Способ модификации электронным пучком структуры и свойств железо-никелевого сплава
Номер инновационного патента: 30561
Опубликовано: 16.11.2015
Авторы: Прохоренкова Надежда Валерьевна, Русакова Алёна Викторовна, Красавин Александр Львович, Алонцева Дарья Львовна
Формула / Реферат
Изобретение относится к металлургии, к области упрочнения дисперсионно-твердеющих сплавов инструментального назначения. Задача, решаемая изобретением, заключается в улучшении механических свойств изделий из дисперсионно-твердеющего железо-никелевого сплава инструментального назначения путем их модификации электронным пучком постоянного тока по определенному научно-обоснованному режиму. Предлагаемый способ позволяет получить следующий технический результат: повысить ресурс работы инструментов, деталей машин и механизмов, работающих в условиях повышенных температур и многоцикловых нагрузок. Для достижения технического результата изделия из дисперсионно-твердеющего железо-никелевого сплава инструментального назначения облучают в воздушной среде непрерывным электронным пучком постоянного тока с флюенсом 10 эл/см .
Предложен способ модификации структуры и свойств изделий из дисперсионно-твердеющего железо-никелевого сплава инструментального назначения, включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что упрочнение достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз во всем объеме изделия, отсутствует дополнительный стабилизирующий отжиг, облучение проводится в воздушной среде непрерывным электронным пучком постоянного тока с флюенсом 10 эл/см .
Текст
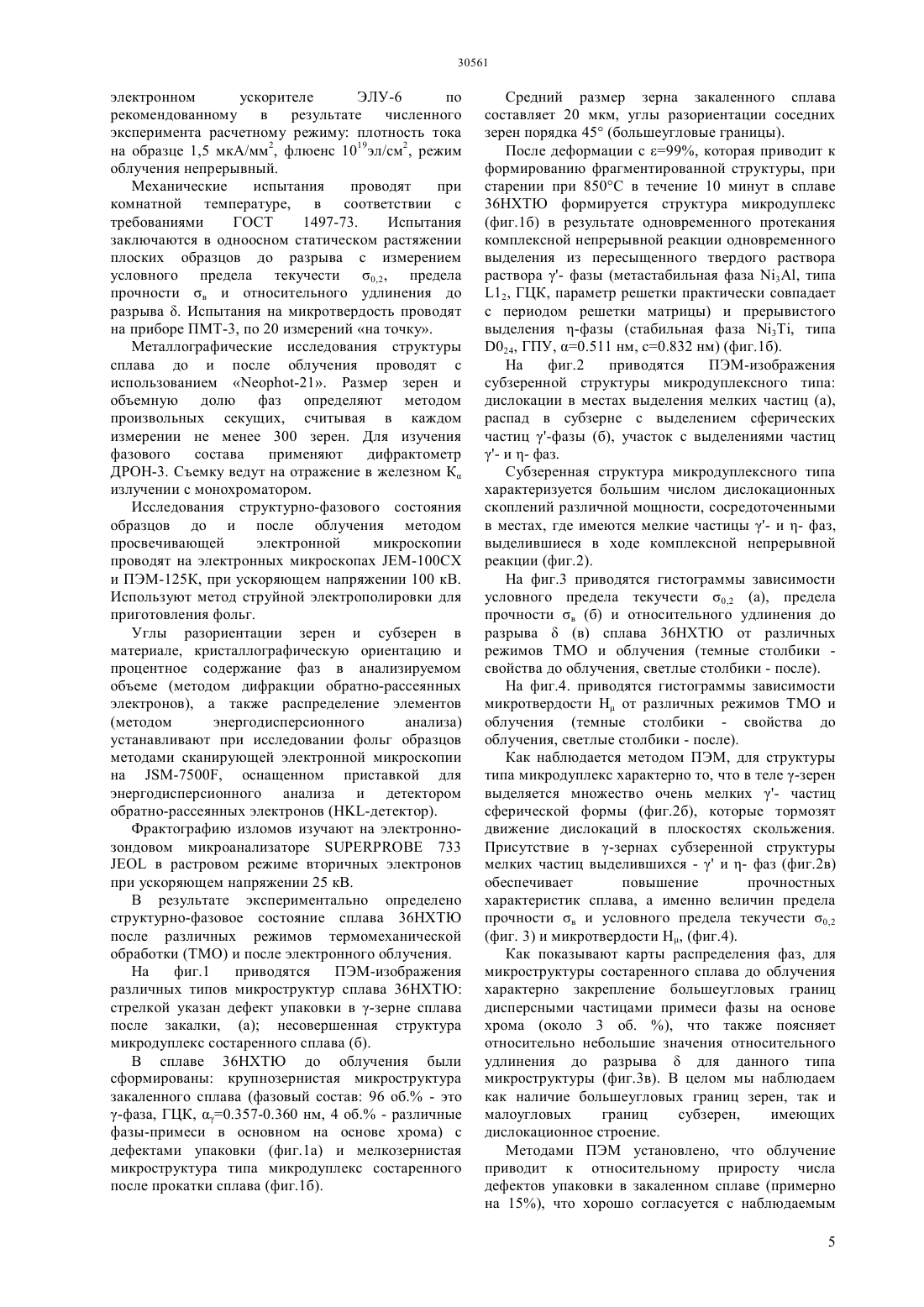
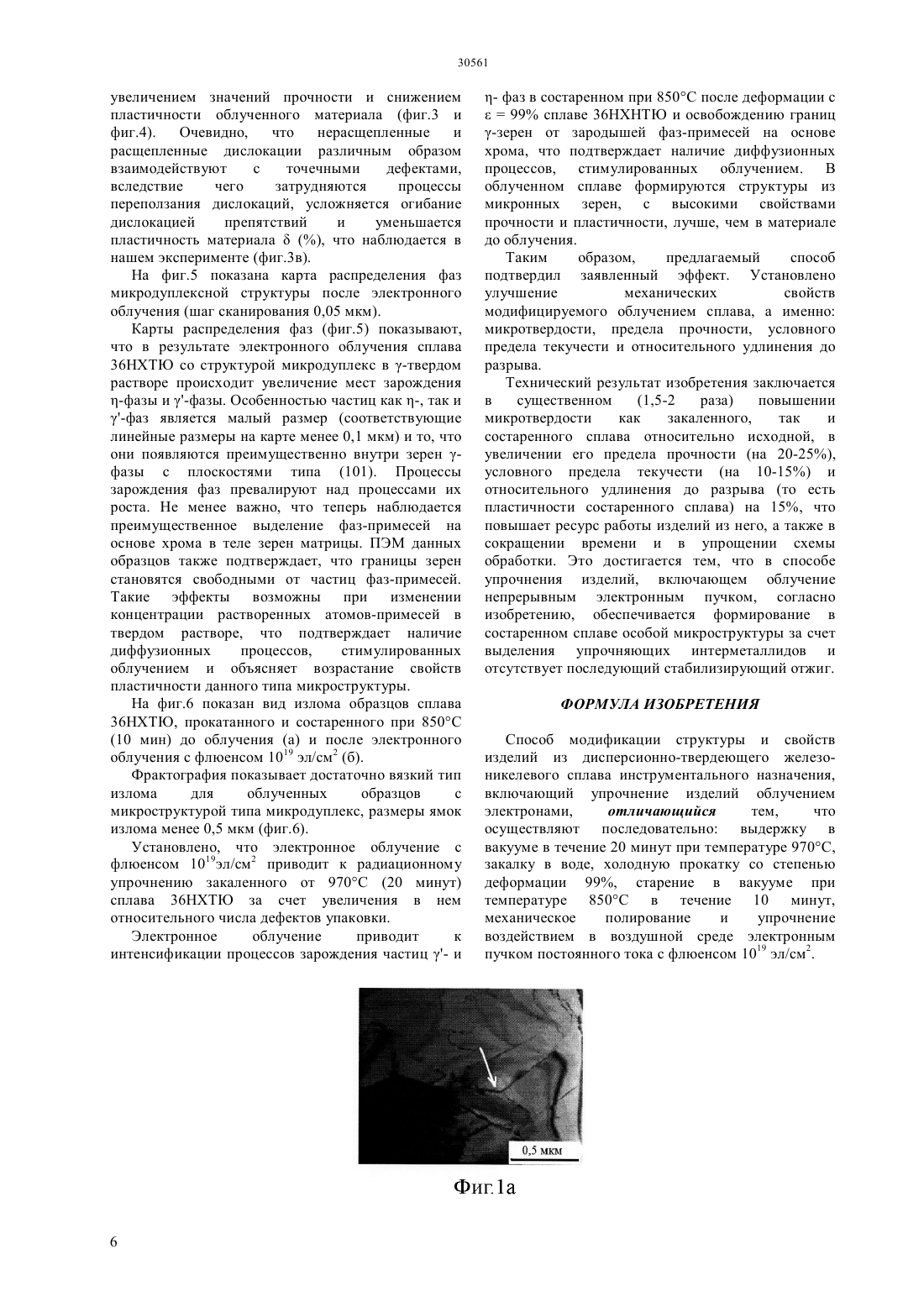
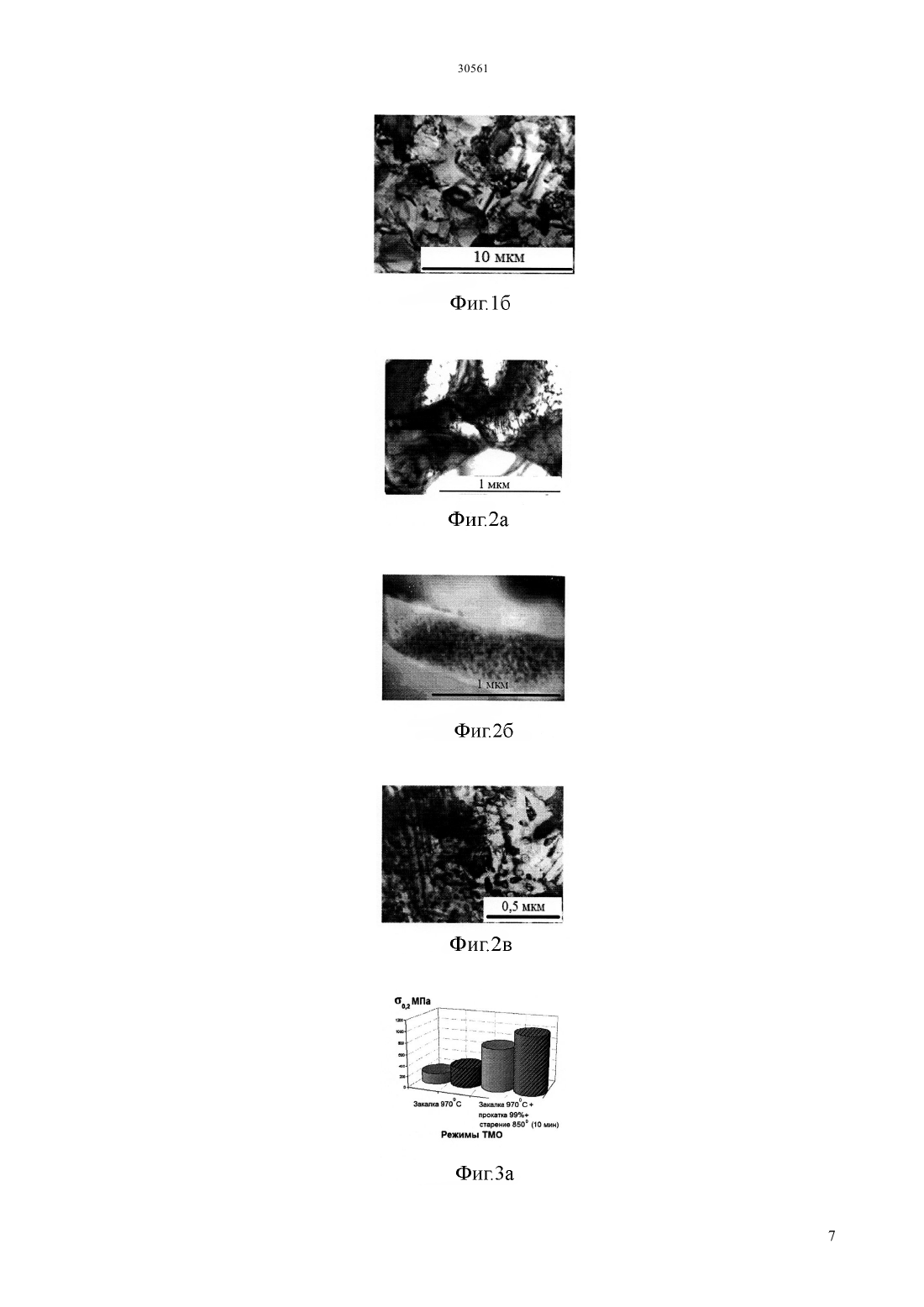
(51) 22 3/00 (2006.01) 22 1/10 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ следующий технический результат повысить ресурс работы инструментов, деталей машин и механизмов, работающих в условиях повышенных температур и многоцикловых нагрузок. Для достижения технического результата изделия из дисперсионно-твердеющего железо-никелевого сплава инструментального назначения после ТМО,включающей выдержку в вакууме, закалку, прокат,старение и полирование, облучают в воздушной среде непрерывным электронным пучком постоянного тока с флюенсом 1019 эл/см 2. Предложен способ модификации структуры и свойств изделий из дисперсионно-твердеющего железо-никелевого сплава инструментального назначения, включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что упрочнение достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз во всем объеме изделия, отсутствует дополнительный стабилизирующий отжиг, облучение проводится в воздушной среде непрерывным электронным пучком постоянного тока с флюенсом 1019 эл/см 2.(72) Алонцева Дарья Львовна Прохоренкова Надежда Валерьевна Русакова Ална Викторовна Красавин Александр Львович(73) Республиканское государственное предприятие на праве хозяйственного ведения ВосточноКазахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(54) СПОСОБ МОДИФИКАЦИИ ЭЛЕКТРОННЫМ ПУЧКОМ СТРУКТУРЫ И СВОЙСТВ ЖЕЛЕЗО-НИКЕЛЕВОГО СПЛАВА(57) Изобретение относится к металлургии, к области упрочнения дисперсионно-твердеющих сплавов инструментального назначения. Задача,решаемая изобретением, заключается в улучшении механических свойств изделий из дисперсионнотвердеющего железо-никелевого сплава инструментального назначения путем их модификации электронным пучком постоянного тока по определенному научно-обоснованному режиму. Предлагаемый способ позволяет получить Изобретение относится к металлургии, к технологии пучково-радиационных обработок дисперсионно-твердеющих железо-никелевых сплавов инструментального назначения для улучшения их эксплуатационных свойств и может быть использовано для повышения ресурса работы инструментов, деталей машин и механизмов,работающих в условиях повышенных температур и многоцикловых нагрузок. Способ представляет собой обработку в воздушной среде непрерывным электронным пучком с флюенсом 1019 эл/см 2 изделий из дисперсионно-твердеющего железо-никелевого сплава. Хорошо известны различные способы термомеханических обработок дисперсионнотвердеющих железо-никелевых сплавов, широко используемых в прецизионном приборостроении(Молотилов Б.В. Прецизионные сплавы. Справочник М. Металлургия, 1983, с.262-266), с целью измельчить зерна в полуфабрикатах деталей из данных сплавов для повышения технологической пластичности материала перед обработкой давлением(Р.З. Валиев,О.А. Кайбышев,Ф.Ш. Шарифьянов, О.Х. Фаткуллин и Б.В. Родионов Способ обработки жаропрочных сплавов на основе никеля. - А.с. СССР 876768, кл. С 22 1/00,1981). Основная идея таких термомеханических обработок заключается в получении мелкозернистой структуры сплава,чтобы он легче подвергался обработке давлением, в частности, штамповке. Ультрамелкозернистую структуру можно получить при отжиге пересыщенного твердого раствора, подвергнутого в закаленном состоянии у пластической деформации(И.И. Новиков,В.К. Портной Сверхпластичность сплавов с ультрамелким зерном.- М Металлургия, 1981. - с.168). Пластичность сплавов определяется типом сформировавшейся во время термомеханической обработки микроструктуры,получаемой с помощью комплексных реакций рекристаллизации и прерывистого распада в-сплавах. Впоследствии детали подвергают упрочняющей обработке (отжигу) с целью восстановления прочностных свойств (Суховаров В.Ф. Прерывистое выделение фаз в сплавах. - Новосибирск Наука,1983. - С. 149-153 с. Строкатов Р.Д.,Суховаров В.Ф., Караваева В.В. Сверхпластичность сплава 36 НХТЮ // ФММ. - Екатеринбург, 1977.Т.43, 6. - С.667-672). Известен способ повышения технологической пластичности аустенитного дисперсионнотвердеющего железо-никелевого сплава 36 НХТЮ методом термомеханических обработок,приводящих к формированию в нем ультрамелкозернистой сверхпластичной микроструктуры из -зерен, пересеченных тонкими пластинами равновесной интерметаллидной -фазы(Алонцева Д.Л., Ерболатулы Д., Радашин М.В.,Скаков М.К., Ахметжанов Б.К. Способ повышения технологической пластичности железо-никелевых 2 сплавов// А.с. 48046 Республики Казахстан на изобретение 17104 от 07.06.2004). Способ заключается в следующих последовательно осуществляемых операциях 1) Сплав нагревают под закалку от 1243 К в воду после двухминутной выдержки, затем проводят предварительную холодную прокатку со степенью обжатия 99 2) Осуществляют сверхпластическую деформацию (СПД) с параметрами скорость деформации 410-4 с-1 температура 1103-1143 К(при этом максимальное относительное удлинениедостигает 910, величина параметра скоростной чувствительности напряжения течениясоставляет 0,62, а предел прочности в понижается до 12 МПа). Отличие способа заключается в типе формирующейся в сплаве микроструктуры и в режимах его механико-термической обработки степень предварительной деформации сплава составляет 99,старение при 973 К,предшествующее СПД, не входит в схему термомеханических обработок,т.к. ультрамелкозернистая микроструктура формируется непосредственно в процессе СПД. СПД проводится с экспериментально определенными оптимальными параметрами. В настоящее время интенсивно развиваются радиационно-пучковые технологии обработки материалов с целью их расширенного промышленного применения,такие как модификация свойств материалов облучением/ К.К. Кадыржанов, Ф.Ф. Комаров, А.Д. Погребняк,В.С. Русаков, Т.Э. Туркебаев - М. МГУ, 2005. 640 с Физическую основу данных технологий представляют термические процессы и процессы взаимодействия заряженных частиц с твердым телом,приводящие к радиационностимулированной диффузии и к ускоренному процессу распада пересыщенного твердого раствора в сплавах в неравновесных условиях облучения(ускоренному фазообразованию) (Кадыржанов К.К. Ионно-лучевая и ионно-плазменная модификация материалов / К.К. Кадыржанов, Ф.Ф. Комаров,А.Д. Погребняк, В.С. Русаков, Т.Э. Туркебаев - М. МГУ, 2005. - 640 с. Курзина И.А., Козлов Э.В.,Шаркеев Ю.П., Фортуна С.В., Конева Н.А.,Божко И.А.,Калашников М.П. Нанокристаллические интерметаллидные и нитридные структуры, формирующиеся при ионнолучевом воздействии// отв. ред. Н.Н. Коваль. - Т. Л, 2008. - 324 с.). Улучшение механических и трибологических свойств дисперсионнотвердеющих сплавов при воздействии облучения может быть реализовано путем формирования в них ультрамелкозернистых структур или наноразмерных интерметаллидных соединений (Курзина И.А.,Козлов Э.В., Шаркеев Ю.П., Фортуна С.В.,Конева Н.А., Божко И.А., Калашников М.П. Нанокристаллические интерметаллидные и нитридные структуры, формирующиеся при ионнолучевом воздействии// отв. ред. Н.Н. Коваль. - Т. Л, 2008. - 324 с.). Основная особенность интерметаллидных соединений - высокая твердость и износостойкость наряду с удовлетворительной пластичностью, способность сохранять прочность и структуру при высоких температурах. Интерметаллиды в ультрамелкозернистом или в наноразмерном состоянии могут повысить пластичность и в определенных условиях обеспечить сверхпластичность сплавов при высоких температурах в сочетании с высокой прочностью. Можно целенаправленно применять определенные режимы высокоэнергетического воздействия, чтобы сформировать требуемые микро или наноструктуры в сплавах для обеспечения необходимого комплекса эксплуатационных свойств. Улучшение эксплуатационных характеристик происходит за счет структурно-фазовых превращений в материале,обусловленных воздействием облучения. Немаловажный аспект при выборе вида и режимов воздействия - это морфология выделения упрочняющих интерметаллидов. Основная идея нашего изобретения заключается в том, чтобы сформировать при кратковременном воздействии электронного облучения описанную в(Алонцева Д.Л., Ерболатулы Д., Радашин М.В.,Скаков М.К., Ахметжанов Б.К. Способ повышения технологической пластичности железо-никелевых сплавов// А.с 48046 Республики Казахстан на изобретение 17104 от 07.06.2004) структуру из упрочняющих интерметаллидов не прибегая к длительным отжигам и сверхпластической деформации, за счет подбора режимов электронного облучения на основе математического моделирования. Известен способ повышения износостойкости изделий из металлических сплавов (Патент РК 9269 кл. С 23 С 10/60, 21 1/09 оп. 2000). Способ относится к радиационной обработке поверхности специальных сплавов и изделий из них высокоинтенсивными потоками энергии. Технический результат - снижение шероховатости поверхности и повышение износостойкости сплавов. Облучение осуществляют импульсами интенсивного ионного пучка с длительностью импульса 40-100 нс, энергией ионов 0,2-1 МэВ и плотностью энергии 2-5 Дж/см 2/импульс, при этом предварительно поверхность сплава покрывают слоем титана толщиной 0,1-0,3 мкм. Недостатком являются высокие затраты энергии на осуществление способа и необходимость дополнительного покрытия поверхности упрочняющим слоем титана, а также модификация структурно-фазового состояния специального сплава в достаточно тонком поверхностном слое(около 0,5 мкм). В результате в процессе эксплуатации твердого сплава в условиях трения на его рабочей поверхности возможно образование микротрещин и выкрашивание материала с модифицированной при ионно-пучковом облучении структурой. Известен способ упрочнения стальных изделий(Патент РК 9840 кл. С 23 С 10/60, 21 1/09 оп. 2001). Способ упрочнения включает облучение импульсом электронного пучка. На поверхность изделия наносится покрытие из тугоплавкого материала толщиной 0,1-0,2 мкм, а затем его облучают в вакууме с длительностью импульса (0,81,5)10-6 с, энергией электронов 6-20 кэВ и плотностью энергии 2,3-3,3 Дж/см 2/импульс. Техническим результатом является существенное повышение микротврдости поверхностных слоев относительно исходной, что приводит к увеличению прочности и износостойкости, а также сокращению времени обработки. Недостатком данного способа также являются высокие затраты энергии на осуществление способа и необходимость дополнительного покрытия поверхности покрытием из тугоплавкого материала. Модификация структурно-фазового состояния и свойств стальных изделий при этом происходит в достаточно тонком поверхностном слое (около 0,5 мкм). В результате в процессе эксплуатации стальных в условиях многоцикловых нагрузок возможно образование трещин и отслаивание модифицированного электронным пучком покрытия за счет неоднородной деформации и концентрации нагрузки на границе раздела покрытие-деталь. К недостаткам вышеперечисленных способов относится то, что модифицирующая обработка электронным или ионным пучком проводится в вакууме, что требует дополнительных устройств и способствует удорожанию технологического процесса. Наиболее близким к предлагаемому по технической сущности является принятый за прототип способ стабилизации механических характеристик изделий из твердых сплавов (Патент РФ 2525873 кл. 22 3/24, 22 3/00 оп. 2011). Изобретение относится к металлургии,преимущественно к способам модификации облучением изделий из твердых сплавов,применяемым для холодной и горячей механической обработки металлов и металлических сплавов,например,резанием. Изобретение направлено на упрощение известных способов стабилизации механических свойств изделий восстановительным отжигом и применение его к стабилизации механических характеристик твердосплавных изделий, облученных сравнительно малыми дозами ионизирующей радиации. Сущность изобретения заключается в том, что твердосплавное изделие облучают быстрыми электронами при флюенсах, меньших 11012 эл/см 2 и проводят стабилизирующий отжиг в интервале температур от 200 до 350 С. Обеспечивается стабилизация механических характеристик,а именно микротвердости, выбранной авторами в качестве интегральной характеристики ряда механических свойств предела упругости, предела прочности,пластичности. В описании не указано, за счет какого механизма обеспечивается повышение прочностных характеристик при облучении, но, как следует из приведенных графиков дозовой зависимости облученных быстрыми электронами образцов твердого сплава ВК 8 и результатов исследований старения его образцов после стабилизирующих 3 отжигов, облучение обеспечивает деформационное упрочнение сплава повышение плотности дефектов в облученном материале, образование стопоров дислокационного скольжения. В отличие от прототипа, предлагаемый нами способ обеспечивает повышение микротвердости,предела упругости,предела прочности,пластичности дисперсионно-твердеющего железоникелевого сплава за счет выделения из твердого раствора интерметаллидных упрочняющих фаз. Интерметаллидные фазы обеспечивают стабильность механических свойств всего изделия при работе при повышенных температурах, что отличает наше изобретение от аналогов, где упрочнение достигается только в поверхностном тонком слое за счет нанесения на поверхность упрочняющих покрытий. Основным недостатком предлагаемого в прототипе способа является необходимость проведения после облучения дополнительного стабилизирующего отжига в интервале температур от 200 до 350 С. Обработка электронным пучком железоникелевого сплава за счет ускорения процессов распада твердого раствора в неравновесном состоянии при облучении позволяет добиться выделения из твердого раствора интерметаллидных упрочняющих фаз, обеспечивающих устойчивую работу модифицированного изделия при повышенных температурах и в условиях повышенных нагрузок и многоциклового нагружения без необходимости проведения дополнительных стабилизирующих отжигов. Задача,решаемая нашим изобретением,заключается в улучшении механических свойств изделий из дисперсионно-твердеющего железоникелевого сплава инструментального назначения путем их модификации электронным пучком постоянного тока по определенному научнообоснованному режиму. Техническим результатом изобретения является повышение ресурса работы инструментов, деталей машин и механизмов, работающих в условиях повышенных температур и многоцикловых нагрузок. Для достижения технического результата изделия из дисперсионно-твердеющего железоникелевого сплава инструментального назначения облучают в воздушной среде непрерывным электронным пучком постоянного тока с флюенсом 1019 эл/см 2. Заданные параметры призваны обеспечить ускорение процессов распада твердого раствора в неравновесном состоянии при облучении с выделением из твердого раствора интерметаллидных упрочняющих фаз,обеспечивающих устойчивую работу модифицированного изделия при повышенных температурах и в условиях износа, повышенных нагрузок и многоциклового нагружения без необходимости проведения дополнительных стабилизирующих отжигов. Сущность изобретения заключается в следующем предложен способ модификации 4 структуры и свойств изделий из дисперсионнотвердеющего железо-никелевого сплава инструментального назначения,включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что упрочнение достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз во всем объеме изделия,отсутствует дополнительный стабилизирующий отжиг. Предложен способ, позволяющий проводить качественно иную (чем в аналогах и прототипе) модификацию, а именно изменение микроструктуры и фазового состава дисперсионно-твердеющего железо-никелевого сплава за счет выделения упрочняющих интерметаллидов во всем объеме изделия, что приводит в итоге к улучшению эксплуатационных свойств (твердости, прочности и пластичности). Модификация осуществляется в едином цикле обработки при воздействии электронного пучка, не требуются последующие стабилизирующие отжиги. Использованы численные методы расчетов теплового поля в сплаве-поглотителе при следующих входных данных материал - никель,плотность 8900 кг/м 3,коэффициент теплопроводности 90.4 Вт/мК,удельная теплоемкость 443 Дж/кг и материал-железо,плотность 7870 кг/м 3,коэффициент теплопроводности 79.9 Вт/мК,удельная теплоемкость 447.0 Дж/кгК. В результате рекомендованы следующие параметры электронного облучения плотность тока на образце 1,5 мкА/мм 2, флюенс 1019 электронов/см 2, режим облучения непрерывный. Расчеты показывают, что при данных параметрах облучения сплав нагревается до температур порядка 400 С, что позволяет реализоваться ускоренным процессам распада пересыщенного твердого раствора с выделением стабильных интерметаллидных упрочняющих фаз. Пример конкретного осуществления. Для осуществления способа используются образцы сплава 36 НХТЮ, применяемого для изготовления мембран, сильфонов и других изделий сложной формы и ответственного назначения, стандартного состава ( по массе - 35,40-, 12,54-, 3,08-,1,24-, 0,98-М, 0,36-, 0,09-С, 0,03-С, 0,012-Р,0,09-, остальное ). Образцы вырезают из горячекованных прутков,выплавленных электровакуумным способом,осуществляют двадцатиминутную выдержку образцов в вакууме при температуре 970 С,соответствующей однофазному состоянию, и закалку в воду, после чего последовательно проводят холодную деформацию прокаткой со степенью деформации на 99 до толщины 0,3 мм. Старение прокатанных образцов проводят в вакууме при температуре 850 С в течение 10 минут. Осуществляют механическую полировку образцов. Облучение плоских полированных образцов электронном ускорителе ЭЛУ-6 по рекомендованному в результате численного эксперимента расчетному режиму плотность тока на образце 1,5 мкА/мм 2, флюенс 1019 эл/см 2, режим облучения непрерывный. Механические испытания проводят при комнатной температуре, в соответствии с требованиями ГОСТ 1497-73. Испытания заключаются в одноосном статическом растяжении плоских образцов до разрыва с измерением условного предела текучести 0,2, предела прочности в и относительного удлинения до разрыва . Испытания на микротвердость проводят на приборе ПМТ-3, по 20 измерений на точку. Металлографические исследования структуры сплава до и после облучения проводят с использованием -21. Размер зерен и объемную долю фаз определяют методом произвольных секущих, считывая в каждом измерении не менее 300 зерен. Для изучения фазового состава применяют дифрактометр ДРОН-3. Съемку ведут на отражение в железном К излучении с монохроматором. Исследования структурно-фазового состояния образцов до и после облучения методом просвечивающей электронной микроскопии проводят на электронных микроскопах -100 и ПЭМ-125 К, при ускоряющем напряжении 100 кВ. Используют метод струйной электрополировки для приготовления фольг. Углы разориентации зерен и субзерен в материале, кристаллографическую ориентацию и процентное содержание фаз в анализируемом объеме (методом дифракции обратно-рассеянных электронов), а также распределение элементов(методом энергодисперсионного анализа) устанавливают при исследовании фольг образцов методами сканирующей электронной микроскопии на -7500, оснащенном приставкой для энергодисперсионного анализа и детектором обратно-рассеянных электронов (-детектор). Фрактографию изломов изучают на электроннозондовом микроанализаторе 733 в растровом режиме вторичных электронов при ускоряющем напряжении 25 кВ. В результате экспериментально определено структурно-фазовое состояние сплава 36 НХТЮ после различных режимов термомеханической обработки (ТМО) и после электронного облучения. На фиг.1 приводятся ПЭМ-изображения различных типов микроструктур сплава 36 НХТЮ стрелкой указан дефект упаковки в -зерне сплава после закалки, (а) несовершенная структура микродуплекс состаренного сплава (б). В сплаве 36 НХТЮ до облучения были сформированы крупнозернистая микроструктура закаленного сплава (фазовый состав 96 об. - это-фаза, ГЦК, 0.357-0.360 нм, 4 об. - различные фазы-примеси в основном на основе хрома) с дефектами упаковки (фиг.1 а) и мелкозернистая микроструктура типа микродуплекс состаренного после прокатки сплава (фиг.1 б). Средний размер зерна закаленного сплава составляет 20 мкм, углы разориентации соседних зерен порядка 45 (большеугловые границы). После деформации с 99, которая приводит к формированию фрагментированной структуры, при старении при 850 С в течение 10 минут в сплаве 36 НХТЮ формируется структура микродуплекс(фиг.1 б) в результате одновременного протекания комплексной непрерывной реакции одновременного выделения из пересыщенного твердого раствора раствора - фазы (метастабильная фаза 3, типа 12, ГЦК, параметр решетки практически совпадает с периодом решетки матрицы) и прерывистого выделения -фазы (стабильная фаза 3, типа 024, ГПУ, 0.511 нм, с 0.832 нм) (фиг.1 б). На фиг.2 приводятся ПЭМ-изображения субзеренной структуры микродуплексного типа дислокации в местах выделения мелких частиц (а),распад в субзерне с выделением сферических частиц -фазы (б), участок с выделениями частиц- и - фаз. Субзеренная структура микродуплексного типа характеризуется большим числом дислокационных скоплений различной мощности, сосредоточенными в местах, где имеются мелкие частицы - и - фаз,выделившиеся в ходе комплексной непрерывной реакции (фиг.2). На фиг.3 приводятся гистограммы зависимости условного предела текучести 0,2 (а), предела прочности в (б) и относительного удлинения до разрыва(в) сплава 36 НХТЮ от различных режимов ТМО и облучения (темные столбики свойства до облучения, светлые столбики - после). На фиг.4. приводятся гистограммы зависимости микротвердости Н от различных режимов ТМО и облучения (темные столбики - свойства до облучения, светлые столбики - после). Как наблюдается методом ПЭМ, для структуры типа микродуплекс характерно то, что в теле -зерен выделяется множество очень мелких - частиц сферической формы (фиг.2 б), которые тормозят движение дислокаций в плоскостях скольжения. Присутствие в -зернах субзеренной структуры мелких частиц выделившихся -и - фаз (фиг.2 в) обеспечивает повышение прочностных характеристик сплава, а именно величин предела прочности в и условного предела текучести 0,2(фиг. 3) и микротвердости Н, (фиг.4). Как показывают карты распределения фаз, для микроструктуры состаренного сплава до облучения характерно закрепление большеугловых границ дисперсными частицами примеси фазы на основе хрома (около 3 об. ), что также поясняет относительно небольшие значения относительного удлинения до разрывадля данного типа микроструктуры (фиг.3 в). В целом мы наблюдаем как наличие большеугловых границ зерен, так и малоугловых границ субзерен,имеющих дислокационное строение. Методами ПЭМ установлено, что облучение приводит к относительному приросту числа дефектов упаковки в закаленном сплаве (примерно на 15), что хорошо согласуется с наблюдаемым 5 увеличением значений прочности и снижением пластичности облученного материала (фиг.3 и фиг.4). Очевидно,что нерасщепленные и расщепленные дислокации различным образом взаимодействуют с точечными дефектами,вследствие чего затрудняются процессы переползания дислокаций, усложняется огибание дислокацией препятствий и уменьшается пластичность материала, что наблюдается в нашем эксперименте (фиг.3 в). На фиг.5 показана карта распределения фаз микродуплексной структуры после электронного облучения (шаг сканирования 0,05 мкм). Карты распределения фаз (фиг.5) показывают,что в результате электронного облучения сплава 36 НХТЮ со структурой микродуплекс в -твердом растворе происходит увеличение мест зарождения-фазы и -фазы. Особенностью частиц как -, так и-фаз является малый размер (соответствующие линейные размеры на карте менее 0,1 мкм) и то, что они появляются преимущественно внутри зерен фазы с плоскостями типа (101). Процессы зарождения фаз превалируют над процессами их роста. Не менее важно, что теперь наблюдается преимущественное выделение фаз-примесей на основе хрома в теле зерен матрицы. ПЭМ данных образцов также подтверждает, что границы зерен становятся свободными от частиц фаз-примесей. Такие эффекты возможны при изменении концентрации растворенных атомов-примесей в твердом растворе, что подтверждает наличие диффузионных процессов,стимулированных облучением и объясняет возрастание свойств пластичности данного типа микроструктуры. На фиг.6 показан вид излома образцов сплава 36 НХТЮ, прокатанного и состаренного при 850 С(10 мин) до облучения (а) и после электронного облучения с флюенсом 1019 эл/см 2 (б). Фрактография показывает достаточно вязкий тип излома для облученных образцов с микроструктурой типа микродуплекс, размеры ямок излома менее 0,5 мкм (фиг.6). Установлено, что электронное облучение с флюенсом 1019 эл/см 2 приводит к радиационному упрочнению закаленного от 970 С (20 минут) сплава 36 НХТЮ за счет увеличения в нем относительного числа дефектов упаковки. Электронное облучение приводит к интенсификации процессов зарождения частиц - и-зерен от зародышей фаз-примесей на основе хрома, что подтверждает наличие диффузионных процессов, стимулированных облучением. В облученном сплаве формируются структуры из микронных зерен, с высокими свойствами прочности и пластичности, лучше, чем в материале до облучения. Таким образом,предлагаемый способ подтвердил заявленный эффект. Установлено улучшение механических свойств модифицируемого облучением сплава, а именно микротвердости, предела прочности, условного предела текучести и относительного удлинения до разрыва. Технический результат изобретения заключается в существенном(1,5-2 раза) повышении микротвердости как закаленного,так и состаренного сплава относительно исходной, в увеличении его предела прочности (на 20-25),условного предела текучести (на 10-15) и относительного удлинения до разрыва (то есть пластичности состаренного сплава) на 15, что повышает ресурс работы изделий из него, а также в сокращении времени и в упрощении схемы обработки. Это достигается тем, что в способе упрочнения изделий, включающем облучение непрерывным электронным пучком, согласно изобретению, обеспечивается формирование в состаренном сплаве особой микроструктуры за счет выделения упрочняющих интерметаллидов и отсутствует последующий стабилизирующий отжиг. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ модификации структуры и свойств изделий из дисперсионно-твердеющего железоникелевого сплава инструментального назначения,включающий упрочнение изделий облучением электронами,отличающийся тем,что осуществляют последовательно выдержку в вакууме в течение 20 минут при температуре 970 С,закалку в воде, холодную прокатку со степенью деформации 99, старение в вакууме при температуре 850 С в течение 10 минут,механическое полирование и упрочнение воздействием в воздушной среде электронным пучком постоянного тока с флюенсом 1019 эл/см 2.
МПК / Метки
Метки: железо-никелевого, структуры, пучком, электронным, модификации, способ, свойств, сплава
Код ссылки
<a href="https://kz.patents.su/9-ip30561-sposob-modifikacii-elektronnym-puchkom-struktury-i-svojjstv-zhelezo-nikelevogo-splava.html" rel="bookmark" title="База патентов Казахстана">Способ модификации электронным пучком структуры и свойств железо-никелевого сплава</a>
Способ модификации электронным пучком структуры и свойств защитных порошковых никелевых покрытий
Номер инновационного патента: 29284
Опубликовано: 15.12.2014
Авторы: Алонцева Дарья Львовна, Прохоренкова Надежда Валерьевна
МПК: C21D 1/09
Метки: структуры, модификации, защитных, электронным, никелевых, покрытий, способ, пучком, свойств, порошковых
Формула / Реферат:
СПОСОБ МОДИФИКАЦИИ ЭЛЕКТРОННЫМ ПУЧКОМ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХПОКРЫТИЙУНТАКТЫ НИКЕЛЬД1 КОРГАНЫШ ЖАБЫНДЫЛАРДЬЩ КУРЫЛЫМЫ МЕН КАСИЕТТЕРШ ЭЛЕКТРОНДЫК, ШОГЫРЛАР АРКЫЛЫ МОДИФИКАЦИЯЛАУ ТЭС1Л1Изобретение относится к области упрочнения твердых сплавов инструментального назначения. Задача, решаемая изобретением, заключается в повышении ресурса работы инструментов, деталей машин и механизмов с защитными порошковыми никелевыми...
Способ модификации структуры изделий из титановых сплавов

Номер инновационного патента: 25823
Опубликовано: 15.06.2012
Автор: Мукашев Канат
Метки: титановых, структуры, способ, сплавов, модификации, изделий
Формула / Реферат:
Изобретение относится к радиационной модификации дефектной кристаллической структуры изделий из титановых сплавов, применяемых в авиационной и ракетно-космической отрасли.Способ модификации структуры изделий из титановых сплавов путем облучения заключается в том, что его осуществляют протонами с энергией 30-40 МэВ интенсивностью 1013-1014 см-2.с-1.Предлагаемый способ позволяет повысить прочность изделий из титановых сплавов за счет полной...
Способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий
Номер инновационного патента: 29155
Опубликовано: 17.11.2014
Авторы: Прохоренкова Надежда Валерьевна, Алонцева Дарья Львовна
МПК: C23C 4/06
Метки: способ, плазменной, никелевых, модификации, струей, защитных, покрытий, свойств, порошковых, структуры
Формула / Реферат:
СПОСОБ МОДИФИКАЦИИ ПЛАЗМЕННОЙ СТРУЕЙ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ ПОКРЫТИЙУНТАКТЫ НИКЕЛЬД1 КОРГАНЫШ ЖАБЫНДЫЛАРДЫЦ КУРЫЛЫМЫ МЕН КДСИЕТТЕР1Н ПЛАЗМАЛЫК АЕЫНМЕН МОДИФИКАЦИЯЛАУТ0С1Л1Изобретение относится к области пучково-плазменных технологий улучшения эксплуатационных свойств конструкционных материалов, представляет собой упрочняющую обработку плазменной струей в воздушной среде деталей с защитными порошковыми никелевыми...
Способ повышения технологической пластичности железо-никелевых сплавов
Номер предварительного патента: 17104
Опубликовано: 15.03.2006
Авторы: Алонцева Дарья Львовна, Ахметжанов Бейсен Калауович, Ерболатулы Досым, Скаков Мажын Канапинович, Радашин Михаил Васильевич
МПК: C22F 1/10
Метки: технологической, пластичности, способ, железо-никелевых, сплавов, повышения
Формула / Реферат:
Изобретение относится к металлургии, к технологии термомеханической обработки дисперсионно-твердеющих железо-никелевых сплавов и может использоваться для изготовления деталей методом обработки металлов давлением в условиях сверхпластичности (пневмоформовки и штамповки).Сущность изобретения заключается в том, что в промышленном сплаве 36НХТЮ путем нагрева под закалку от 1243 К, предварительной прокатки со степенью обжатия e=99 % и деформации с...
Способ извлечения галлия из галлийсодержащего сплава
Номер предварительного патента: 18078
Опубликовано: 15.12.2006
Авторы: Федоров Сергей Михайлович, Суркова Татьяна Юрьевна, Кенжалиев Багдаулет Кенжалиевич
МПК: C22B 58/00
Метки: способ, галлийсодержащего, галлия, сплава, извлечения
Формула / Реферат:
Изобретение относится к металлургии редких металлов, в частности, к способам извлечения галлия из галлийсодержащих сплавов на основе магния, содержащих ртуть.Способ включает выщелачивание сплава соляной кислотой в присутствии ионов магния, разбавление полученной пульпы и введение в нее исходного сплава. Последующая фильтрация и выщелачивание полученного осадка позволяют отделить галлийсодержащий раствор от ртутного шлама. Способ позволяет...
Предыдущий патент: Способ автономного розжига плавильной печи Ванюкова
Следующий патент: Устройство для уборки и плавления снега
Случайный патент: Способ санации гайморовых пазух при экссудативных гайморитах