Способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий
Номер инновационного патента: 29155
Опубликовано: 17.11.2014
Авторы: Прохоренкова Надежда Валерьевна, Алонцева Дарья Львовна
Формула / Реферат
СПОСОБ МОДИФИКАЦИИ ПЛАЗМЕННОЙ СТРУЕЙ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ ПОКРЫТИЙ
УНТАКТЫ НИКЕЛЬД1 КОРГАНЫШ ЖАБЫНДЫЛАРДЫЦ КУРЫЛЫМЫ МЕН КДСИЕТТЕР1Н ПЛАЗМАЛЫК АЕЫНМЕН МОДИФИКАЦИЯЛАУ
Т0С1Л1
Изобретение относится к области пучково-плазменных технологий улучшения эксплуатационных свойств конструкционных материалов, представляет собой упрочняющую обработку плазменной струей в воздушной среде деталей с защитными порошковыми никелевыми покрытиями. Задача, решаемая изобретением, заключается в улучшении твердости, износостойкости и коррозионной стойкости порошковых покрытий путем их модификации плазменной струей в воздушной среде с использованием определенных, научно обоснованных режимов. Предлагаемый способ позволяет получить следующий технический результат: во-первых, существенно улучшить механические свойства порошковых никелевых покрытий, такие как микротвердость и износостойкость; во-вторых, повысить их коррозионную стойкость и уменьшить шероховатость поверхности.
Предложен способ упрочнения изделий с защитными порошковыми покрытиями путем облучения данных покрытий импульсной плазменной струей в воздушной среде по рекомендованному в результате численного эксперимента расчетному режиму: плотность мощности плазменной струи
9 /2
1,9 х 10 Вт/м , длительность импульса 10 мкс, частота следования импульсов 2,5 Гц, скорость перемещения плазменной струи 360 мм/мин., отличающийся отсутствием дополнительной деформирующей обработки покрытия, при этом нагрев и деформацию осуществляют одновременно при воздействии плазменной струи на поверхность покрытия.
Текст
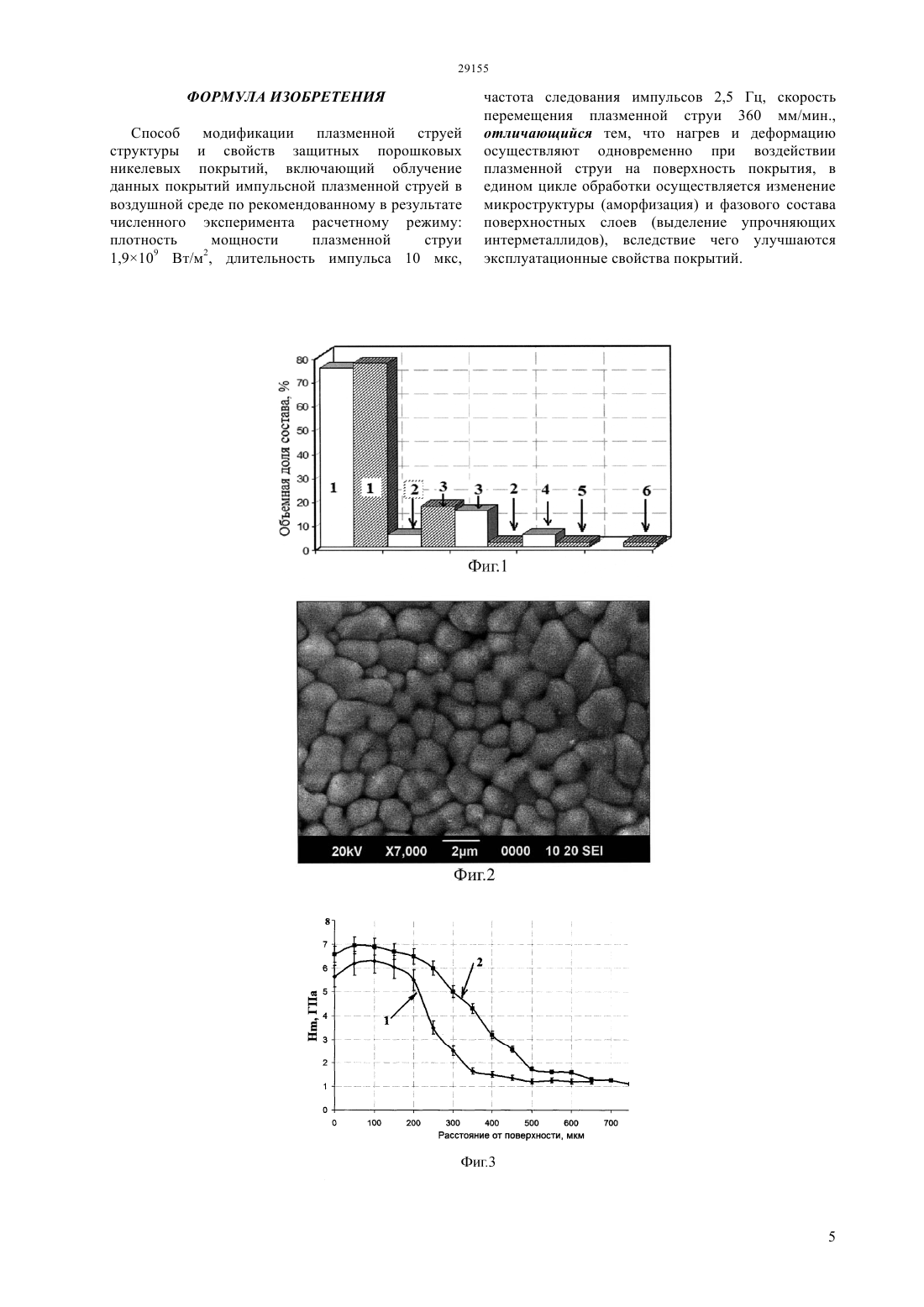
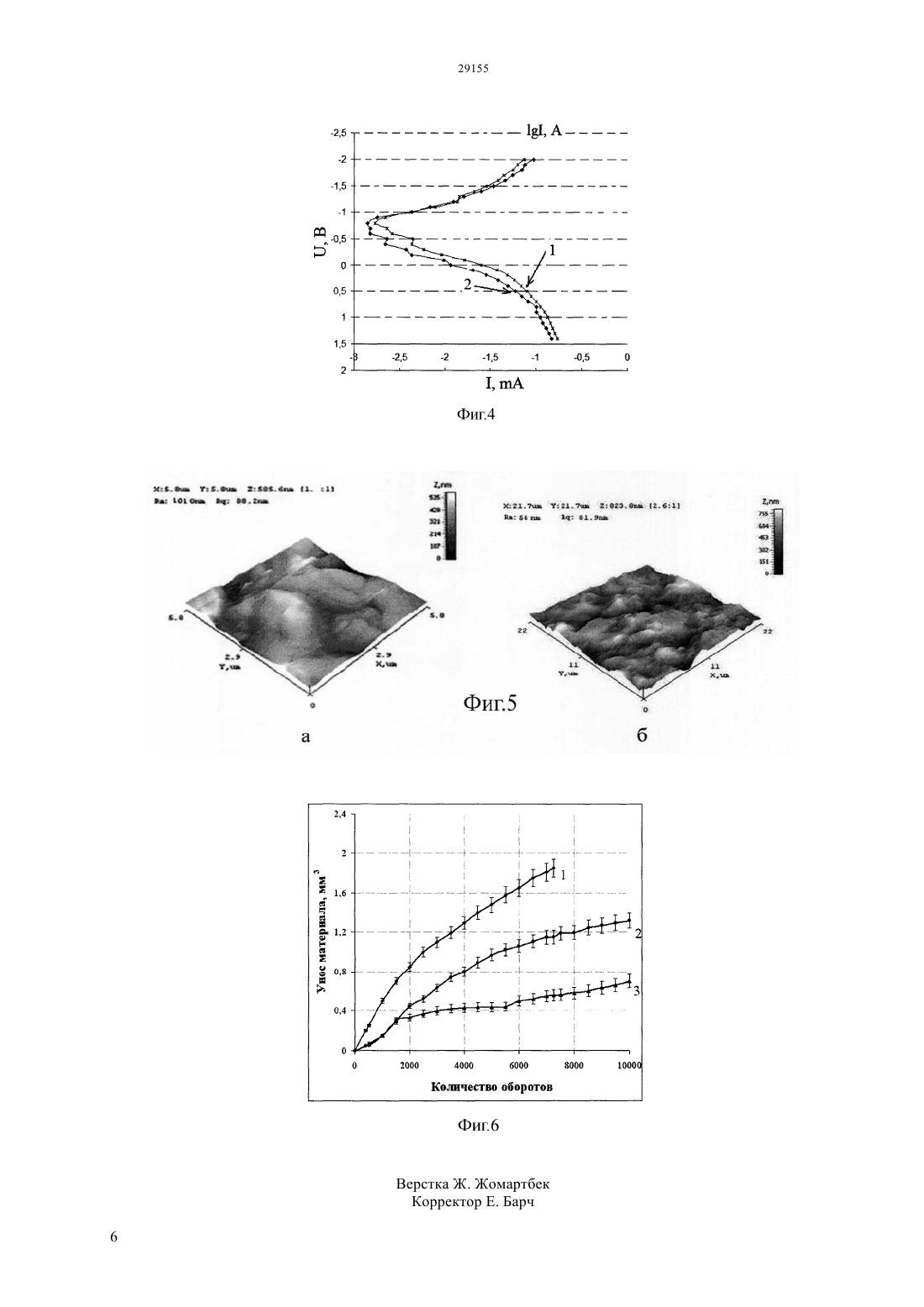
(51) 23 4/06 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ плазменной струей в воздушной среде с использованием определенных,научно обоснованных режимов. Предлагаемый способ позволяет получить следующий технический результат во-первых, существенно улучшить механические свойства порошковых никелевых покрытий,такие как микротвердость и износостойкость во-вторых,повысить их коррозионную стойкость и уменьшить шероховатость поверхности. Предложен способ упрочнения изделий с защитными порошковыми покрытиями путем облучения данных покрытий импульсной плазменной струей в воздушной среде по рекомендованному в результате численного эксперимента расчетному режиму плотность мощности плазменной струи 1,9109 Вт/м 2,длительность импульса 10 мкс, частота следования импульсов 2,5 Гц, скорость перемещения плазменной струи 360 мм/мин., отличающийся тем,что в едином цикле обработки осуществляется изменение микроструктуры (аморфизация) и фазового состава поверхностных слоев (выделение упрочняющих интерметаллидов), вследствие чего улучшаются эксплуатационные свойства покрытий.(72) Алонцева Дарья Львовна Прохоренкова Надежда Валерьевна(73) Республиканское государственное предприятие на праве хозяйственного ведения ВосточноКазахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(54) СПОСОБ МОДИФИКАЦИИ ПЛАЗМЕННОЙ СТРУЕЙ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ ПОКРЫТИЙ(57) Изобретение относится к области пучковоплазменных технологий улучшения эксплуатационных свойств конструкционных материалов, представляет собой упрочняющую обработку плазменной струей в воздушной среде деталей с защитными порошковыми никелевыми покрытиями. Задача, решаемая изобретением,заключается в улучшении твердости,износостойкости и коррозионной стойкости порошковых покрытий путем их модификации Изобретение относится к области пучковоплазменных технологий улучшения эксплуатационных свойств конструкционных материалов, представляет собой упрочняющую обработку плазменной струей в воздушной среде деталей с защитными порошковыми никелевыми покрытиями. Способ может быть применн при решении прикладных задач автомобиле-, авиа-,судостроения, где необходимы высокие служебные характеристики конструкционных материалов, а также для упрочнения горнодобывающей техники и инструментов. В течение последних лет интенсивно исследуются и развиваются технологии функциональной поверхностной обработки материалов с целью их расширенного промышленного применения, такие как плазменное нанесение защитных покрытий на поверхности различных материалов и модификация их свойств облучением (Кадыржанов, К. К. Ионно-лучевая и ионно-плазменная модификация материалов / К.К. Кадыржанов, Ф.Ф. Комаров, А.Д. Погребняк,В.С. Русаков, Т.Э. Туркебаев - М. МГУ, 2005. с.640). Большой интерес представляет защита металлических изделий, работающих в агрессивных средах и в условиях жесткого трения от коррозии и износа при помощи защитных порошковых покрытий. Известен способ обработки поверхностей стальных деталей (Патент РФ 2462517 кл. 21 1/78 и С 23 С 26/00 оп. 2012), который относится к упрочняющей обработке поверхностных слоев деталей машин и может быть использовано для повышения износостойкости металлических поверхностей. В данном способе деталь помещают в камеру, в которой создают вакуум или вводят защитный газ азот, в результате всех проделанных операций повышается твердость и коррозионная стойкость металлической поверхности, при этом обработанная деталь не требует последующей очистки. Способ нанесения покрытий из металлических порошков (Патент РФ 2293798 кл. С 23 С 24/10 оп. 2007) относится к порошковой металлургии, в частности к способам нанесения покрытий из порошков на поверхности деталей, отличающийся тем, что охлаждение свободной поверхности порошкового материала осуществляют защитным газом. Способ модификации поверхности материала плазменной обработкой (см. Патент РФ 2478141 кл. С 23 С 14/22 и 22 1/02 оп. 2013) относится к области пучково-плазменных технологий улучшения эксплуатационных свойств конструкционных материалов,а также изготовленных из данных материалов изделий за счет модификации их поверхности плазмой в вакууме. Способ включает загрузку материала в камеру, вакуумную откачку камеры, плазменную обработку поверхности материала и его выгрузку. Отличительная черта данного способа состоит в том, что плазменную обработку осуществляют катодными пятнами возбуждаемого в камере 2 вакуумного дугового разряда с обеспечением переплавления поверхностного слоя материала. В вышеперечисленных способах нанесение покрытий или их дополнительная обработка происходит в вакууме или в защитной среде,создаваемой продувкой инертным газом, что требует дополнительных устройств и способствует удорожанию технологического процесса. Анализируя известные способы нанесения порошковых защитных покрытий можно сказать,что основными недостатками полученных покрытий является их пористость, в результате низкая сопротивляемость коррозии неоднородность структурно-фазового состава покрытия по толщине и особенно на его поверхности, в результате чего может получиться брак в изготовленных покрытиях а также получение шероховатых поверхностей, что снижает износостойкость деталей с данными покрытиями. Наиболее близким к предлагаемому способу является способ комбинированного упрочнения поверхностей деталей прототип (см. Патент РФ 2338005 КЛ. С 23 С 4/18 оп. 2008). Данный способ заключается в том, что на поверхность детали плазменным напылением наносят порошковое покрытие, далее выполняют его пластическое деформирование, пропуская электрический ток через зону контакта инструмента с покрытием. Плотность покрытия после обработки по предложенному способу увеличилась на 25-35,поры практически отсутствуют, микротвердость возросла на 30-40. Недостатком данного способа является использование дополнительного пластического деформирования для упрочнения, что усложняет технологию изготовления порошкового покрытия,данный этап можно исключить, используя деформацию непосредственно в процессе модифицирующей обработки (ударное воздействие плазменной струи). К недостаткам прототипа также относится отсутствие данных по таким важным эксплуатационным свойствам защитных покрытий,как коррозионная стойкость и стойкость к износу трением. Задача,решаемая нашим изобретением,заключается в улучшение твердости,износостойкости и коррозионной стойкости порошковых покрытий путем их модификации плазменной струей в воздушной среде с использованием определенных,научно обоснованных режимов. Технический результат использования данного изобретения заключается в следующем во-первых,существенно улучшить механические свойства порошковых никелевых покрытий, такие как микротвердость и износостойкость во-вторых,повысить их коррозионную стойкость и уменьшить шероховатость поверхности. Так как механические и физико-химические свойства облученных материалов определяются их структурно-фазовым составом, под воздействием модифицирующего облучения происходит оплавление поверхности покрытия, что уменьшает его шероховатость, но не требует лишних расходов энергии, так как покрытие не приходится плавить на всю глубину. В отличие от прототипа, предлагаемый нами способ уже включает в себя процесс деформации при проходе импульсной плазменной струи по поверхности порошкового покрытия, при этом наблюдается также оплавление и аморфизация поверхностного слоя, что снижает шероховатость покрытия, повышая его износостойкость. Одновременно происходит гомогенизация микроструктуры покрытия по толщине, выделяются,упрочняющие интерметаллидные фазы,что приводит к увеличению микротвердости и износостойкости покрытий,ускоряются диффузионные процессы, что приводит к улучшению адгезии покрытия к подложке,следовательно, к росту коррозионной стойкости покрытия, все в целом способствует повышению эксплуатационных характеристик покрытий. Сущность изобретения заключается в следующем предложен способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий, включающий облучение защитных порошковых покрытий импульсным плазменной струей в воздушной среде по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что в едином цикле обработки осуществляется изменение микроструктуры (аморфизация) и фазового состава поверхностных слоев (выделение упрочняющих интерметаллидов), вследствие чего улучшаются эксплуатационные свойства покрытий. Предложен способ, позволяющий проводить качественно иную (чем в аналогах и прототипе) модификацию поверхности материалов и изделий, а именно изменение микроструктуры и фазового состава поверхностного слоя, включая его аморфизацию и выделение упрочняющих интерметаллидов, что приводит в итоге к улучшению эксплуатационных свойств материалов коррозионная стойкость,износостойкость,повышенная твердость и др.). Модификация осуществляется в едином цикле обработки при воздействии плазменной струи на поверхность покрытия. Пример конкретного осуществления. Для осуществления способа используют никелевое порошковое покрытие на стальной подложке. Тип порошка и его классификация по основным параметрам описаны согласно ГОСТ 28377-89(Порошки для газотермического напыления и наплавки), сталь для подложки описана согласно ГОСТ 380-2005 (см. табл.1) В плазменнодетонационной установке Импульс-6 на подложках из углеродистой стали Ст 3 формируют защитные покрытия толщиной от 80 до 300 мкм из порошкового сплава на основеПГ-19 Н-01. Для напыления применяют порошок с размером фракций от 56 до 260 мкм. В качестве материала подложки используют стальные образцы размером 20302 мм 3. Порошковые покрытия осаждают в воздушной среде со следующими параметрами плазменной детонации расстояние от подложки до среза сопла плазмотрона 60 мм частота детонации 4 Гц, мощность источника 5 МВт, расход порошка 21,6 г/мин, эродирующий электрод - молибденовый. Толщина покрытий составляла 150-300 мкм. Таблица 1 Состав исследуемых образцов и режимы обработки поверхности. Обработка Покрытие ПГ-19 Н-01 нанесено плазменной струей Облучение импульсной плазменной струей проведут на установке Импульс-6 на воздухе по рекомендованному в результате численного эксперимента расчетному режиму плотность мощности плазменной струи 1,9109 Вт/м 2,длительность импульса 10 мкс, частота следования импульсов 2,5 Гц, скорость перемещения плазменной струи 360 мм/мин. Структуру и морфологию поверхности изучают методами сканирующей электронной микроскопии( , Великобритания), а структурнофазовый состав покрытий и подложек - методом рентгеноструктурного фазового анализа (РСФА) с помощью рентгеновского дифрактометра(, Нидерланды). Методами просвечивающей электронной микроскопии (ПЭМ) по стандартным методикам исследовали покрытия на -2100 (, Япония) при ускоряющем напряжении 200 кВ. Фольги покрытий предварительно механически утоняли и протравливали аргонными пучками (энергия пучка 5 кэВ) в вакууме до образования сквозного отверстия на установке(, США). Для детального анализа тонкой структуры покрытий проводят послойное исследование методами ПЭМ и РСФА на разной глубине от поверхности,микротвердость и размеры структурных единиц покрытий и подложки измеряли на разной глубине от поверхности по косым шлифам. Топографию поверхности покрытий исследуют с помощью сканирующих зондовых микроскопов-5200 (, Япония) и -206 (Беларусь). Шероховатость поверхности оценивали согласно ГОСТ 2789-73, определяя среднеарифметическое отклонение профиля . 3 Выявлены общие закономерности структурнофазовых превращений в модифицированных покрытиях фиг.1 - Сравнение объемных долей фаз в покрытии из ПГ-19 Н-01 до (светлые столбики) и после модификации (темные столбики), где 1 твердый раствор на основе , 2-1352,3 - С 3 - упрочняющая интерметаллидная фаза,4 - , 5 - 3, 6 - . Установлено, что в процессе модификации происходит аморфизация поверхностного слоя, увеличение объемной доли упрочняющих дисперсных интерметаллидных фаз, а также проникновение железа из подложки в покрытие и дополнительное легирование покрытий Мо с эродирующего электрода (см. фиг.1). На фиг.2 показано СЭМ-изображение мелкозернистой структуры покрытия из ПГ-19 Н-01 после его модификации,отмечается гомогенизация микроструктуры покрытия, т.е. формирование мелкозернистой однородной микроструктуры (см. фиг.2) и увеличение объемной доли твердого раствора (см. фиг.1). Обнаружено увеличение переходного от покрытия к подложке упрочненного слоя до толщины порядка 150 мкм в модифицированных облучением покрытиях, то есть увеличение диффузионной зоны (см. фиг.3). На фиг.3 - График распределения по глубине от поверхности микротвердости покрытий из ПГ 19 Н - 01 до (1 кривая) и после модификации облучением (2 кривая). При механических испытаниях в качестве эталона принята шероховатость, износостойкость и микротвердость покрытий из порошкового материала ПГ-19 Н-01,нанесенных методом плазменной детонации на стальные подложки. Микротвердость покрытий до и после модификации определяли с помощью прибора ПМТ-3 по косым шлифам при нагрузке на индентор 1 Н. Испытания покрытий на износостойкость проводили по схеме трибосопряжения плоскостьцилиндр в среде технического вазелина на установке СМТС-2 (Украина) при нагрузке 10 Н,скорости скольжения 1,3 м/с и общем числе оборотов 1000. Материал цилиндра-сплав ВК 8 с содержанием кобальта 8 и карбида вольфрама 92( 68-69). Объемный износ материалаопределяли через каждые 500 оборотов, вычисляя его по данным измерений длины и ширины площадки износа,возникающей при соприкосновении цилиндра с тестируемым образцом, и по данным, полученным с помощью профилометра - профилографа (модель 201),которым записывался рельеф поверхности покрытия в направлении, перпендикулярном продольной оси дорожки трения. Износ цилиндра определяли взвешиванием на аналитических весах(с погрешностью 0,1 мг) до и после испытаний. Для проведения коррозионных испытаний использовали потенциостат ПИ-50.1.1. Проводили коррозионные испытания модифицированных покрытий в 3 растворев режиме потенциостатирования при 20 С. Потенциалы пассивации(мВ) и коррозии Е (мВ), а так же токи пассивации(мА) и коррозии(мВ) определяли по поляризационной кривой,построенной в логарифмических координатах. Для вычисления скорости коррозии ко (мм/год) определяли время испытания и потерю массы на единицу площади поверхности(кг/м 2). На фиг.4 - Анодные поляризационные кривые стали Ст 3 и модифицированного покрытия из ПГ-19 Н-01 в 3-м растворе . Результаты исследований показали,что микротврдость образцов с покрытием ПГ-19 Н-01 после модификации заявленным способом равняется 7,3 ГПа, если сравнить с прототипом ПГСР-4(состав порошка близок к исследуемому нами) 7,2 МПа, изменение тврдости аналогично прототипу. Уровень шероховатости покрытий после импульсного плазменного облучения снижается в 4 раза (см. фиг.5), как видно по рисунку до (а) и после(б) модификации плазменной струей. Как видно из фиг.6 Кривые износа, полученные на подложке Ст 3(1), исходных покрытиях (2) и после модификации облучением (3) покрытий из ПГ-19 Н-01. Износостойкость модифицированных импульсным плазменным облучением покрытий в 2 раза выше по сравнению с износостойкостью покрытий до облучения (см. фиг.6). Микротвердость модифицированного покрытия возросла в среднем на 25 по сравнению с микротвердостью покрытий до облучения (см. фиг.3). Модифицированное покрытие обладает хорошей коррозионной стойкостью (см.фиг.4 и табл.2). Таблица 2 Результаты тестов на стойкость к коррозии в 3 - м раствореМатериалы Подложка Ст 3 Покрытие из ПГ- 19 Н-01 после модификации Таким образом,предлагаемый способ подтвердил заявленный эффект. При использовании данного способа упрощается схема обработки, так как исключается дополнительное деформирование покрытия,соответственно возрастает производительность. Установлено повышение эксплуатационных характеристики упрочняемого 4 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий, включающий облучение данных покрытий импульсной плазменной струей в воздушной среде по рекомендованному в результате численного эксперимента расчетному режиму плотность мощности плазменной струи 1,9109 Вт/м 2, длительность импульса 10 мкс, частота следования импульсов 2,5 Гц, скорость перемещения плазменной струи 360 мм/мин.,отличающийся тем, что нагрев и деформацию осуществляют одновременно при воздействии плазменной струи на поверхность покрытия, в едином цикле обработки осуществляется изменение микроструктуры (аморфизация) и фазового состава поверхностных слоев (выделение упрочняющих интерметаллидов), вследствие чего улучшаются эксплуатационные свойства покрытий.
МПК / Метки
МПК: C23C 4/06
Метки: покрытий, защитных, никелевых, порошковых, модификации, струей, плазменной, структуры, свойств, способ
Код ссылки
<a href="https://kz.patents.su/6-ip29155-sposob-modifikacii-plazmennojj-struejj-struktury-i-svojjstv-zashhitnyh-poroshkovyh-nikelevyh-pokrytijj.html" rel="bookmark" title="База патентов Казахстана">Способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий</a>
Наполнитель для защитных покрытий
Номер предварительного патента: 14658
Опубликовано: 16.08.2004
Авторы: Марконренков Юрий Александрович, Самбетбаева Айгуль Кудайбергеновна
МПК: C04B 14/22
Метки: наполнитель, покрытий, защитных
Формула / Реферат:
Изобретение относится к наполнителям длязащитных покрытий и может быть использовано вэнергетической, металлургической, строительнойпромышленности. В качестве наполнителя для защитных покрытий предлагается использовать вторичные стеклянные порошки с высокоразвитой поверхностью, получаемые в результате помола в шаровой мельнице стеклобоя до удельной поверхности2500-3000 см2/г, содержащего от 60-72 % двуокисикремния. Использование стеклобоя в...
Устройство для трибоэлектризации порошковых материалов
Номер предварительного патента: 16075
Опубликовано: 15.08.2005
Авторы: Джунисбеков Турсыналы Мусербекович, Сулейменов Максат Оралбекович
МПК: B05B 5/047
Метки: устройство, порошковых, трибоэлектризации, материалов
Формула / Реферат:
Изобретение относится к нанесению полимерных покрытий на поверхность металлических трубпутем нанесения порошковых материалов на защищаемую поверхность с последующим их закреплением.Устройство для нанесения порошковых покрытий путем предварительной трибоэлектризации,состоящее из вставки, установленной в полом цилиндрическом корпусе, отличается тем, что она выполнена из плоского цельного материала равной подлине с цилиндрическим корпусом и...
Способ модификации структуры изделий из титановых сплавов

Номер инновационного патента: 25823
Опубликовано: 15.06.2012
Автор: Мукашев Канат
Метки: модификации, сплавов, титановых, способ, структуры, изделий
Формула / Реферат:
Изобретение относится к радиационной модификации дефектной кристаллической структуры изделий из титановых сплавов, применяемых в авиационной и ракетно-космической отрасли.Способ модификации структуры изделий из титановых сплавов путем облучения заключается в том, что его осуществляют протонами с энергией 30-40 МэВ интенсивностью 1013-1014 см-2.с-1.Предлагаемый способ позволяет повысить прочность изделий из титановых сплавов за счет полной...
Микродозатор порошковых материалов
Номер предварительного патента: 5072
Опубликовано: 15.08.1997
Автор: Васильев Сергей Андреевич
МПК: B65B 1/36, G01F 13/00
Метки: микродозатор, материалов, порошковых
Формула / Реферат:
Изобретение относится к устройствам для дозирования порошковых материалов с одновременным их распылением и может быть использовано в практике лабораторных исследований, в частности, для подачи порошковых материалов в плазмотрон, газоструйные горелки при нанесении покрытий газопламенным напылением, лазерной наплавке металла, в фармацевтике для таблетирования лекарств, в кондитерском производстве и т.п.Технический результат, получаемый при...
Способ нанесения защитных покрытий на рабочие поверхности тяжелонагруженных зубчатых колес
Номер инновационного патента: 22999
Опубликовано: 15.10.2010
Автор: Поветкин Виталий Васильевич
МПК: B24B 39/00
Метки: покрытий, нанесения, тяжелонагруженных, зубчатых, способ, колес, поверхности, защитных, рабочие
Формула / Реферат:
Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам, и может быть использовано для упрочнения тяжелонагруженных зубчатых колес привода шаровых мельниц.После предварительной приработки зубчатой передачи шаровой мельницы в течение 10-12 часов и перевода шаровой мельницы в рабочий режим, в зону зубчатого зацепления подается смазочно-охлаждающая жидкость с повышенным содержанием хлорида меди с целью «залечивания»...
Предыдущий патент: Способ переработки фосфорсодержащих отходов с извлечением la, te и ce
Следующий патент: Рабочий орган для разрушения льда на автодорогах
Случайный патент: Барабан для жидкостной обработки кож