Способ модификации электронным пучком структуры и свойств защитных порошковых никелевых покрытий
Номер инновационного патента: 29284
Опубликовано: 15.12.2014
Авторы: Алонцева Дарья Львовна, Прохоренкова Надежда Валерьевна
Формула / Реферат
СПОСОБ МОДИФИКАЦИИ ЭЛЕКТРОННЫМ ПУЧКОМ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ
ПОКРЫТИЙ
УНТАКТЫ НИКЕЛЬД1 КОРГАНЫШ ЖАБЫНДЫЛАРДЬЩ КУРЫЛЫМЫ МЕН КАСИЕТТЕРШ ЭЛЕКТРОНДЫК, ШОГЫРЛАР АРКЫЛЫ МОДИФИКАЦИЯЛАУ ТЭС1Л1
Изобретение относится к области упрочнения твердых сплавов инструментального назначения. Задача, решаемая изобретением, заключается в повышении ресурса работы инструментов, деталей машин и механизмов с защитными порошковыми никелевыми покрытиями, за счет улучшения твердости, износостойкости и коррозионной стойкости порошковых покрытий путем их модификации электронным пучком постоянного тока с использованием определенных, научно обоснованных режимов. Предлагаемый способ позволяет получить следующий технический результат: повысить ресурс работы инструментов, деталей машин и механизмов, работающих в агрессивных условиях. Для достижения технического результата рабочую поверхность инструмента или изделия с порошковым покрытием из твердого сплава на основе никеля облучают электронным пучком постоянного тока (непрерывным пучком) с плотностью
2 2
мощности 5-10 Вт/см и скоростью движения 0,004 м/с, в вакууме не хуже 4 Па, но не лучше 4Т0"1 Па.
Предложен способ модификации структуры и свойств защитных порошковых никелевых покрытий, включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что отсутствует дополнительная деформирующая обработка поверхности импульсным электронным облучением, так как упрочнение достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз, плотности
2 2
мощности облучения составляет 5-10" Bt/cmz.
Текст
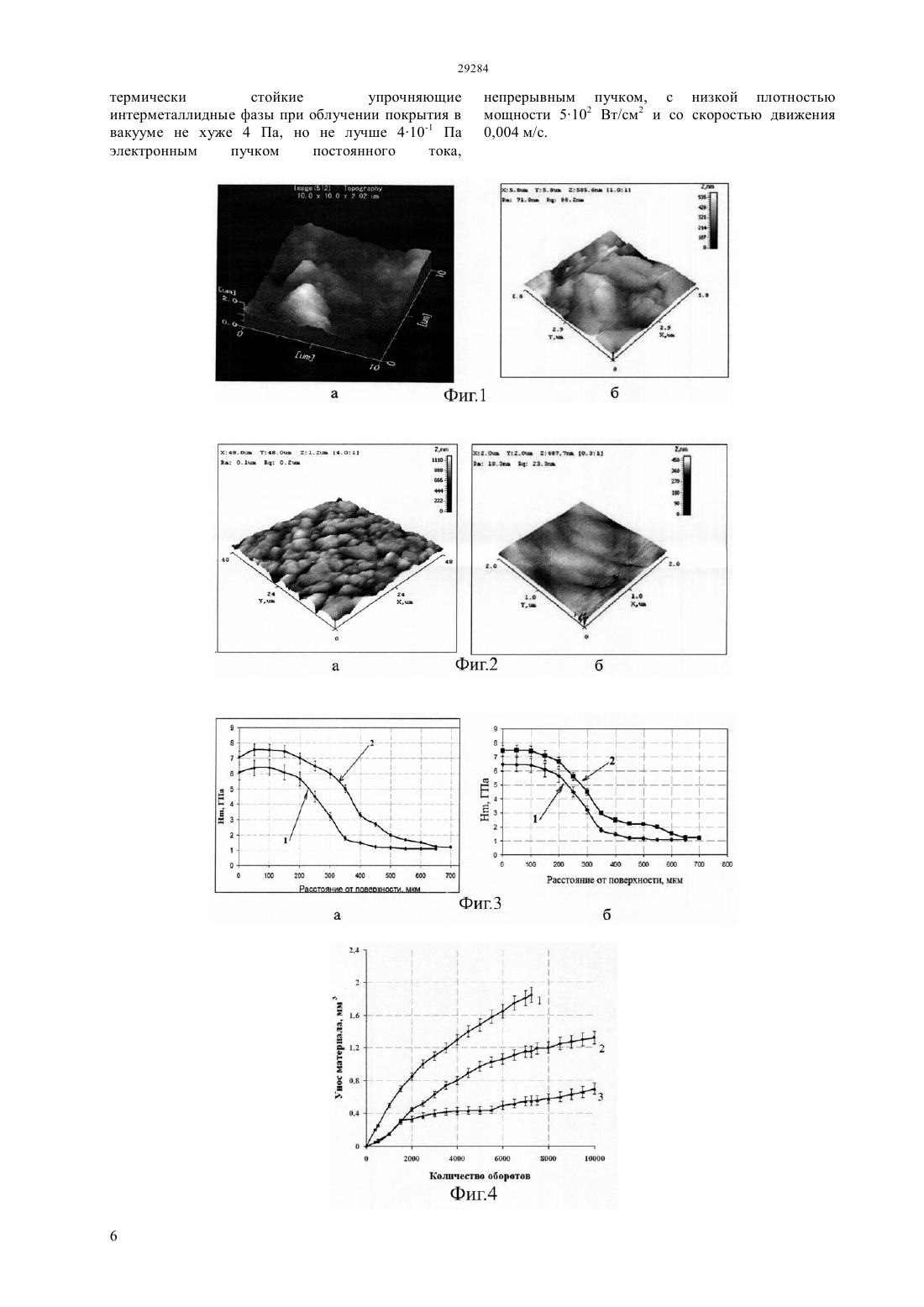
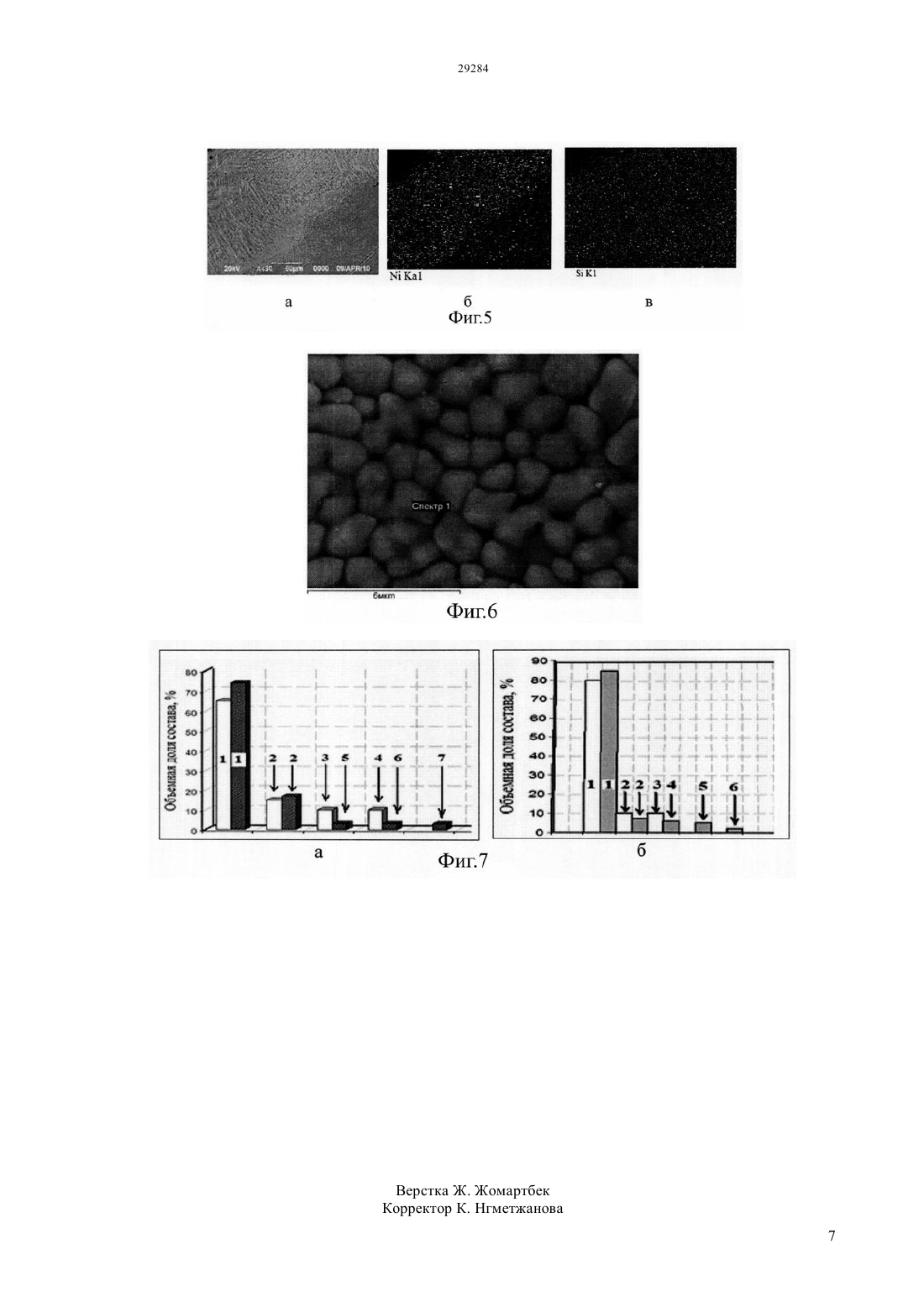
МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ обоснованных режимов. Предлагаемый способ позволяет получить следующий технический результат повысить ресурс работы инструментов,деталей машин и механизмов, работающих в агрессивных условиях. Для достижения технического результата рабочую поверхность инструмента или изделия с порошковым покрытием из твердого сплава на основе никеля облучают электронным пучком постоянного тока(непрерывным пучком) с плотностью мощности 5102 Вт/см 2 и скоростью движения 0,004 м/с, в вакууме не хуже 4 Па, но не лучше 4-10-1 Па. Предложен способ модификации структуры и свойств защитных порошковых никелевых покрытий, включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что повышение эксплуатационных характеристик покрытия достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз при облучении покрытия электронным пучком постоянного тока (непрерывным пучком) с низкой плотностью мощности 5102 Вт/см 2.(72) Алонцева Дарья Львовна Прохоренкова Надежда Валерьевна(73) Республиканское государственное предприятие на праве хозяйственного ведения ВосточноКазахстанский государственный технический университет им. Д. Серикбаева Министерства образования и науки Республики Казахстан(54) СПОСОБ МОДИФИКАЦИИ ЭЛЕКТРОННЫМ ПУЧКОМ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ ПОКРЫТИЙ(57) Изобретение относится к области упрочнения твердых сплавов инструментального назначения. Задача, решаемая изобретением, заключается в повышении ресурса работы инструментов, деталей машин и механизмов с защитными порошковыми никелевыми покрытиями, за счет улучшения твердости, износостойкости и коррозионной стойкости порошковых покрытий путем их модификации электронным пучком постоянного тока с использованием определенных, научно Изобретение относится к области упрочнения твердых сплавов инструментального назначения и может быть использовано для повышения ресурса работы инструментов, деталей машин и механизмов с защитными порошковыми никелевыми покрытиями, работающих в условиях резании,трения и абразивного износа, воздействия агрессивных сред. Способ представляет собой упрочняющую обработку электронным пучком инструментов и деталей с защитными порошковыми никелевыми покрытиями. Известен способ повышения износостойкости твердосплавного инструмента или изделия (Патент РФ 2259407 кл. 21 9/22, 21 1/09 оп. 2005),преимущественно на основе карбида титанаи никельхромовой связки (-), путем облучения рабочей поверхности инструмента или изделия импульсным сильноточным электронным пучком с энергией 10-30 кэВ, количеством импульсов 1030 при плотности энергии электронного пучка 3040 Дж/см 2 и длительности импульсов облучения 150-200 мкс (в качестве плазмообразующего газа в плазмонаполненном катоде для получения электронного пучка используется инертный газ аргон). В результате износостойкость твердого сплава повышается более чем в 3 раза. К недостаткам данного способа относится низкая термическая стабильность физических свойств поверхностного слоя твердого сплава с модифицированной структурой. С повышением температуры испытания вплоть до 600 С происходит деструкция наноструктурных состояний и разупрочнение поверхностного слоя металлокерамического сплава. Указанный недостаток является существенным, поскольку режущие кромки, например, металлорежущего инструмента, нагреваются в процессе резания металла до температур 500-700 С. Известен способ электронно-пучкового упрочнения твердосплавного инструмента или изделия (Патент РФ 2457261 кл. 21 9/22, 22 3/24, 21 1/09 оп. 2012) преимущественно на основе карбида титана и никельхромовой связки путем облучения рабочей поверхности твердого сплава импульсным сильноточным электронным пучком с энергией электронов 10-30 кэВ при длительности импульсов облучения 150-200 мкс и количеством импульсов 10-30, при этом электроннопучковое облучение проводят в азотсодержащей плазме газового разряда при давлении азота 0,020,03 Па и плотность энергии в электронном пучке составляет 50-70 Дж/см 2. При импульсном электронно-пучковом облучении в азотсодержащей атмосфере в поверхностном слое твердого сплава на межфазных границах раздела образуются наноразмерные частицы тугоплавких нитридов, стабилизирующие модифицированную электронно-пучковым облучением структуру поверхностного слоя твердого сплава при повышенных температурах. Толщина модифицированного слоя определяется плотностью энергии в электронном пучке и 2 давлением азота в камере установки электроннопучкового облучения и временем длительности одиночного импульса (чем выше данные величины,тем на большую глубину распространяются структурно-фазовые изменения). Недостатком данного способа является модификация структурно-фазового состояния твердого сплава в достаточно тонком поверхностном слое (около 5 мкм). В результате в процессе эксплуатации твердого сплава (например,при резании металла) на его рабочей поверхности возможно образование микротрещин и выкрашивание материала с модифицированной при электронно-пучковом облучении структурой. Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является выбранный за прототип способ упрочнения стальных изделий (Патент РФ 1767886 кл. 21 1/09 оп. 1995) для термической обработки поверхности конструкционных материалов и изделий из них высококонцентрированными потоками энергии. В прототипе изделие подвергают предварительному перед многократным нагревом поверхностного слоя импульсами сильноточного электронного пучка нагреву непрерывным электронным пучком с плотностью мощности(2/)Н(СТпл), где- скорость движения электронного пучка- диаметр пучка Н - заданная толщина оплавленного поверхностного слоя , С,Тпл и- плотность, теплоемкость, температура плавления и удельная теплота плавления обрабатываемой стали соответственно. Введение дополнительной обработки движущимся электронным пучком постоянного тока(непрерывным пучком) приводит к увеличению микротвердости обработанных изделий на 30 по сравнению с микротвердостью изделий,подвергнутых только стандартной обработке импульсным электронным облучением. В прототипе использованы следующие параметры непрерывного электронного пучка 1) плотность мощности 3,8104 Вт/см 2 и скорость перемещения пучка 0,42 м/с, в этом случае толщина оплавленного слоя (сталь У 7 А) составляла 180 мкм. 2) Плотность мощности 9,8104 Вт/см 2, скорость перемещения пучка 1,25 м/с, в этом случае толщина оплавленного слоя (сталь ШХ 15) составляла 170 мкм. В отличие от прототипа, предлагаемый нами способ обеспечивает повышение твердости за счет выделения из твердого раствора интерметаллидных упрочняющих фаз,поэтому не требуется последующий многократный нагрев поверхностного слоя импульсами сильноточного электронного пучка для повышения твердости путем создания максимальной плотности дефектов. Интерметаллидные фазы обеспечивают стабильность механических свойств при работе при повышенных температурах, что отличает наше изобретение от аналогов, где используется импульсное электронное облучение. Для обработки толстых (толщина до 500 мкм) порошковых покрытий, нанесенных плазменной струей на стальные подложки необходимо модифицировать структурно-фазовый состав на всю толщину покрытия, при этом желательно избегать полного проплавления покрытия, чтобы обеспечить энергосбережение. Обработка электронным пучком многокомпонентного покрытия на никелевой основе за счет нагрева и ускорения процессов распада твердого раствора в неравновесном состоянии при облучении позволит добиться выделения из твердого раствора интерметаллидных упрочняющих фаз,обеспечивающих устойчивую работу модифицированного изделия при повышенных температурах. Основным недостатком предлагаемого в прототипе способа является необходимость последующего импульсного электронного облучения для обеспечения нужной плотности дефектов по всей толщине покрытия, а также высокие плотности мощности (порядка 104 Вт/см 2),необходимые для плавления достаточно толстого поверхностного слоя (170-180 мкм) Задача,решаемая нашим изобретением,заключается в повышении ресурса работы инструментов, деталей машин и механизмов с защитными порошковыми никелевыми покрытиями,работающих в условиях резания, трения и абразивного износа, воздействия агрессивных сред за счет улучшения твердости, износостойкости и коррозионной стойкости порошковых покрытий путем их модификации электронным пучком постоянного тока с использованием определенных,научно обоснованных режимов. Техническим результатом изобретения использования данного изобретения заключается в следующем повысить ресурс работы инструментов,деталей машин и механизмов, работающих в агрессивных условиях. Для достижения технического результата рабочую поверхность инструмента или изделия с порошковым покрытием из твердого сплава на основе никеля облучают электронным пучком постоянного тока(непрерывным пучком) с плотностью мощности 5102 Вт/см 2 и скоростью движения 0,004 м/с, в вакууме не хуже 4 Па, но не лучше 410-1 Па. Заданные параметры призваны обеспечить нагрев до температуры плавления только верхнего слоя покрытия, чтобы произошло оплавление поверхности и уменьшилась ее шероховатость выделение упрочняющих и жаропрочных интерметаллидных фаз из твердого раствора материала покрытия по всей толщине покрытия за счет его нагрева до границы с подложкой ускорение диффузионных процессов, что приводит к улучшению адгезии покрытия к подложке и все в целом способствует повышению эксплуатационных характеристик покрытий. Сущность изобретения заключается в следующем предложен способ модификации структуры и свойств защитных порошковых никелевых покрытий, включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем,что отсутствует дополнительная деформирующая обработка поверхности импульсным электронным облучением, так как упрочнение достигается за счет выделения термически стойких упрочняющих интерметаллидных фаз, плотности мощности облучения на 2 порядка ниже, чем в прототипе. Предложен способ, позволяющий проводить качественно иную (чем в аналогах и прототипе) модификацию поверхности материалов и изделий, а именно нагрев до температуры плавления только верхнего слоя покрытия, чтобы произошло оплавление поверхности и уменьшилась ее шероховатость выделение упрочняющих жаропрочных интерметаллидных фаз из твердого раствора материала покрытия по всей толщине покрытия за счет его нагрева до границы с подложкой ускорение диффузионных процессов на границе покрытия с подложкой, что приводит в итоге к улучшению эксплуатационных свойств материалов(коррозионная стойкость,износостойкость, повышенная твердость и др.). В нашем изобретении не требуется плавление верхнего слоя на существенную глубину. Для термической обработки поверхности покрытий высококонцентрированными потоками энергии изделие подвергают нагреву непрерывным движущимся со скоростью , направленной по оси(причем в момент времени 0 ось пучка проходит через точку (х 0,0,0), где х 00) электронным пучком с плотностью мощности (,)(-0),гдефункция, описывающая распределение поверхностной плотности мощности источника, время, аргументзадает расстояние до оси источника(,,)(0(022 ,а функциязадается системой( )0 ,0 1,0 Использованы численные методы расчетов теплового поля движущегося источника для двухслойных поглотителей при следующих входных данных покрытие - толщина 300 мкм, материал никель, плотность 8900 кг/м 3, коэффициент теплопроводности 90.4 Вт/мК,удельная теплоемкость 443 Дж/кгК подложка - материалжелезо, плотность 7870 кг/м 3, коэффициент теплопроводности 79.9 Вт/мК,удельная теплоемкость 447.0 Дж/кгК. В результате рекомендованы следующие параметры электронного облучения режим облучениянепрерывный, среда-вакуум (не хуже 4 Па, но не лучше 410-1 Па), плотность мощности электронного пучка 5102 Вт/см 2, скорость движения 0,004 м/с. Таким образом, плотности мощности в нашем изобретении по порядку величины в два раза меньше, чем в прототипе. Расчеты показывают, что при данных параметрах облучения покрытие прогревается до высоких температур на границе с подложкой, что обеспечивает структурно-фазовую модификацию по всей толщине покрытия, в отличие от прототипа и аналогов, где изменения идут только в приповерхностных слоях материала. При облучении с предложенными нами параметрами не 3 только достигается высокая температура в граничной зоне, но и обеспечивается достаточно долгая, порядка нескольких секунд, выдержка данной области в диапазоне высоких температур порядка 400 С, что позволяет реализоваться диффузионным процессам на границе покрытия и подложки, улучшая адгезию покрытия. Пример конкретного осуществления. Для осуществления способа используют никелевое и кобальтовое порошковое покрытие на стальной подложке. Были выбраны сплавы на основе -, сплавы из композитных порошков ПГ 10 Н-01, ПГ-АН-33, предназначенные для работы в условиях абразивного износа, ударных воздействий,циклических нагружений, высокой температуры и агрессивных сред. Их классификация по основным параметрам описаны согласно ГОСТ 28377-89(Порошки для газотермического напыления и наплавки) и ГОСТ 21448-75 (Порошки из сплавов для наплавки. Технические условия) (см. табл.1). Таблица 1 Состав исследуемых образцов и режимы обработки поверхности Марка порошка покрытия ПГ-10 Н-01 В качестве объекта исследования так же выступает промышленная сталь Ст 3, на которую методом плазменной детонации наносились порошковые покрытия, на установке Импульс-6 в воздушной среде со следующими параметрами плазменной детонации расстояние от подложки до среза сопла плазмотрона 60 мм частота детонации 4 Гц,мощность источника 5 МВт, расход порошка 21,6 г/мин, эродирующий электрод - молибденовый. Толщина покрытий составляла 150-300 мкм. Для оплавления покрытия облучение образцов в вакууме(не хуже 4 Па, но не лучше 410-1 Па), электронным пучком постоянного тока на источнике У-212 с ускоряющим напряжением 30 кВ в непрерывном режиме, плотность мощности электронного пучка 5102 Вт/см 2, скорость движения 0,004 м/с. Исследования структуры поверхности и морфологии проводили методами сканирующей электронной микроскопии на -6390 (,Япония) с приставкой энергодисперсионного анализа( ,Великобритания). Топографию поверхности покрытий исследовали на атомно-силовых микроскопах -5200 (, Япония) и 206 (Белоруссия). Шероховатость поверхности оценивали согласно ГОСТ 2789-7,сравнивая среднее арифметическое отклонение профиля для покрытий до и после модификации облучением. Металлографическое исследование образцов всех исследуемых материалов проводили на инвертированном фотомикроскопе отраженного света -21 ( , Германия) и на металлографическом микроскопе МИМ-7. Использовали электролитическое травление образцов. Для изучения структурно-фазового состава покрытий и подложек применяли рентгеновский дифрактометр(,Нидерланды), дополнительно для анализа покрытий 4 использовали метод скользящего рентгеновского пучка. Для определения элементного состава покрытий и стальной подложки применяли рентгенофлуоресцентный спектральный анализ с использованием рентгеновских спектрометров 3100 (, Япония) и СРВ-1 (Техноаналит,Казахстан). Испытания на микротвердость всех образцов проводили на приборе ПМТ-3 по косым шлифам. Испытания покрытий на износостойкость проводили путем измерения объемного уноса материала на установке СМТС - 2 (Украина) по схеме плоскость-цилиндр в среде технического вазелина. Для проведения коррозионных испытаний использовали потенциостат ПИ- 50.1.1. Анализ структурно- фазового состояния и свойств покрытий после модификации электронным пучком показал, что оплавление поверхности электронным пучком приводит к уменьшению коэффициента шероховатости покрытий фиг.1 Топография поверхности плазменно-детонационных покрытий, где а - покрытие из ПГ-АН-33 и б покрытие из ПГ-10 Н-01 и фиг.2 - Топография поверхности плазменно-детонационных покрытий после электронного облучения, где а - покрытие из ПГ-АН-33, и б -покрытие из ПГ-10 Н-01. Установлено, что для покрытий из ПГ-10 Н-01 среднее значение их шероховатости после обработки по расчетным режимам уменьшается более чем в 5 раз до электронного облучения среднее значение коэффициента шероховатости составляет 95,0 нм, после электронного облучения среднее значение шероховатости облученных покрытий 18,0 нм. Среднее значение параметра шероховатости для плазменно-детонационных покрытий из ПГ-АН-33 составляло 400 нм, после электронного облучения поверхность покрытий оплавляется, как было рассчитано,и среднее значение шероховатостисоставляет 100,0 нм, то есть уменьшается в 4 раза. Установлено, что в результате модификации покрытий облучением их микротвердость увеличилась в среднем на 25 (см. фиг.3). На фиг.3 представлены графики распределения микротвердости по глубине покрытий из ПГ-10 Н 01(а) и из ПГ-АН-33 (б) от поверхности до (нижние кривые) и после модифицирующего электронного облучения (верхние кривые). Очевидно изменение характера распределения микротвердости по сравнению с необлученными покрытиями (фиг.3). Ширина упрочненной переходной (диффузионной) зоны от покрытия к подложке увеличивается и достигает в среднем 150 мкм. Испытания покрытий на износостойкость проводили по схеме трибосопряжения плоскостьцилиндр в среде технического вазелина на установке СМТС-2 (Украина) при нагрузке 10 Н,скорости скольжения 1,3 м/с и общем числе оборотов 1000. Материал цилиндра -сплав ВК 8 с содержанием кобальта 8 и карбида вольфрама 92 ( 68-69). Объемный износ материалаопределяли через каждые 500 оборотов, вычисляя его по данным измерений длины и ширины площадки износа,возникающей при соприкосновении цилиндра с тестируемым образцом, и по данным, полученным с помощью профилометра - профилографа (модель 201),которым записывался рельеф поверхности покрытия в направлении, перпендикулярном продольной оси дорожки трения. Износ цилиндра определяли взвешиванием на аналитических весах (с погрешностью 0,1 мг) до и после испытаний. На фиг.4 - кривые износа, полученные на подложке (1),исходных покрытиях (2) и после модификации (3) покрытий из порошка ПГ-10 Н-01 облучением. После облучения износостойкость возросла до 3 крат (фиг.4). Методом энергодисперсионного спектрального анализа фиксируется проникновениеииз облученных покрытий в подложку, вид границы модифицированного покрытия с подложкой и карта распределения соответствующих элементов для покрытия из ПГ-10 Н-01 (см. фиг.5). На фиг.5 представлено изображение поперечного сечения покрытия из ПГ-10 Н-01 на стальной подложке после облучения электронами(а) и соответствующая карта распределения(б) и(в) в покрытии и подложке . Обнаружено, что за счет нагрева при облучении покрытия делаются структурно гомогенными,формируется мелкозернистая структура со средним размером зерна 2 мкм. Микроструктура покрытия из ПГ-АН-33 после облучения показана на фиг.6. Выявлены общие закономерности структурнофазовых превращений в модифицированных покрытиях фиг.7 - Сравнение фазовых составов покрытий из ПГ-10 Н-01 и ПГ-АН-33 до (светлые столбики) и после модификации (темные столбики) электронного облучения, где а покрытие ПГ-10 Н-01 (1 - , 2 - 3, 3 - 2 О 3, 4 , 5 - 3, 6 - 73, 7 - ), б - покрытие ПГАН - 33 (1 - , 2 - 3, 3 - О, 23, 4 - , 5 3, 6 - 2). Исходя из полученных данных объемная доля твердого раствора на основев покрытиях увеличивается после облучения среднем на 5 - 9 согласно данным рентгеноструктурного фазового анализа, число интерметаллидных фазсоединенийсвозрастает (фиг.7). Модифицированное покрытие обладает хорошей коррозионной стойкостью (см. табл.2). В таблице 2 представлены результаты коррозионных испытаний подложки и покрытия из порошка ПГ-10 Н-01 до и после электронного облучения. Таблица 2 Результаты тестов на стойкость к коррозии Потенциал Ток коррозииТок пассивации Потенциал Скорость коррозии корр(мм/год) Результаты тестов на стойкость к коррозии в 0,5 м 24 Подложка Ст.3-278 0,59 0,82 984 2,4 после обработки электронным пучком Таким образом,предлагаемый способ подтвердил заявленный эффект. При использовании данного способа упрощается схема обработки, так как исключается последующее импульсное электронное облучение для обеспечения нужной плотности дефектов по всей толщине покрытия, а также не требуются высокие плотности мощности(порядка 104 Вт/см 2), необходимые для плавления достаточно толстого поверхностного слоя(170-180 мкм). Установлено повышение эксплуатационных характеристик упрочняемого покрытия, а именно микротвердости (увеличение(в прототипе не определены). ФОРМУЛА ИЗОБРЕТЕНИЯ Способ модификации структуры и свойств защитных порошковых никелевых покрытий,включающий упрочнение непрерывным электронным пучком по рекомендованному в результате численного эксперимента расчетному режиму, отличающийся тем, что выделяют 5 термически стойкие упрочняющие интерметаллидные фазы при облучении покрытия в вакууме не хуже 4 Па, но не лучше 410-1 Па электронным пучком постоянного тока, 6 непрерывным пучком, с низкой плотностью мощности 5102 Вт/см 2 и со скоростью движения 0,004 м/с.
МПК / Метки
МПК: C21D 1/09
Метки: покрытий, способ, защитных, модификации, порошковых, никелевых, электронным, свойств, пучком, структуры
Код ссылки
<a href="https://kz.patents.su/7-ip29284-sposob-modifikacii-elektronnym-puchkom-struktury-i-svojjstv-zashhitnyh-poroshkovyh-nikelevyh-pokrytijj.html" rel="bookmark" title="База патентов Казахстана">Способ модификации электронным пучком структуры и свойств защитных порошковых никелевых покрытий</a>
Способ модификации плазменной струей структуры и свойств защитных порошковых никелевых покрытий
Номер инновационного патента: 29155
Опубликовано: 17.11.2014
Авторы: Прохоренкова Надежда Валерьевна, Алонцева Дарья Львовна
МПК: C23C 4/06
Метки: плазменной, свойств, защитных, никелевых, струей, структуры, модификации, порошковых, покрытий, способ
Формула / Реферат:
СПОСОБ МОДИФИКАЦИИ ПЛАЗМЕННОЙ СТРУЕЙ СТРУКТУРЫ И СВОЙСТВ ЗАЩИТНЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ ПОКРЫТИЙУНТАКТЫ НИКЕЛЬД1 КОРГАНЫШ ЖАБЫНДЫЛАРДЫЦ КУРЫЛЫМЫ МЕН КДСИЕТТЕР1Н ПЛАЗМАЛЫК АЕЫНМЕН МОДИФИКАЦИЯЛАУТ0С1Л1Изобретение относится к области пучково-плазменных технологий улучшения эксплуатационных свойств конструкционных материалов, представляет собой упрочняющую обработку плазменной струей в воздушной среде деталей с защитными порошковыми никелевыми...
Способ модификации структуры изделий из титановых сплавов

Номер инновационного патента: 25823
Опубликовано: 15.06.2012
Автор: Мукашев Канат
Метки: сплавов, титановых, структуры, изделий, способ, модификации
Формула / Реферат:
Изобретение относится к радиационной модификации дефектной кристаллической структуры изделий из титановых сплавов, применяемых в авиационной и ракетно-космической отрасли.Способ модификации структуры изделий из титановых сплавов путем облучения заключается в том, что его осуществляют протонами с энергией 30-40 МэВ интенсивностью 1013-1014 см-2.с-1.Предлагаемый способ позволяет повысить прочность изделий из титановых сплавов за счет полной...
Наполнитель для защитных покрытий
Номер предварительного патента: 14658
Опубликовано: 16.08.2004
Авторы: Самбетбаева Айгуль Кудайбергеновна, Марконренков Юрий Александрович
МПК: C04B 14/22
Метки: наполнитель, покрытий, защитных
Формула / Реферат:
Изобретение относится к наполнителям длязащитных покрытий и может быть использовано вэнергетической, металлургической, строительнойпромышленности. В качестве наполнителя для защитных покрытий предлагается использовать вторичные стеклянные порошки с высокоразвитой поверхностью, получаемые в результате помола в шаровой мельнице стеклобоя до удельной поверхности2500-3000 см2/г, содержащего от 60-72 % двуокисикремния. Использование стеклобоя в...
Способ нанесения защитных покрытий на рабочие поверхности тяжелонагруженных зубчатых колес
Номер инновационного патента: 22999
Опубликовано: 15.10.2010
Автор: Поветкин Виталий Васильевич
МПК: B24B 39/00
Метки: зубчатых, способ, защитных, покрытий, колес, рабочие, тяжелонагруженных, нанесения, поверхности
Формула / Реферат:
Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам, и может быть использовано для упрочнения тяжелонагруженных зубчатых колес привода шаровых мельниц.После предварительной приработки зубчатой передачи шаровой мельницы в течение 10-12 часов и перевода шаровой мельницы в рабочий режим, в зону зубчатого зацепления подается смазочно-охлаждающая жидкость с повышенным содержанием хлорида меди с целью «залечивания»...
Материал для защитных покрытий строительных сооружений и конструкций
Номер инновационного патента: 28571
Опубликовано: 16.06.2014
Авторы: Розмамедов Эльмурад Сайлиевич, Турсунова Дина Оралбаевна
МПК: E04D 5/06, C08L 23/02
Метки: защитных, покрытий, строительных, материал, конструкций, сооружений
Формула / Реферат:
Изобретение относится к полимерному материалу, способномуперерабатываться в гранулы, из которых или из смеси можно получать под давлением строительные материалы, например крупногабаритные листы, используемые для защитных покрытий строительных сооружений и конструкций.Технический результат достигается тем, что предложен материал для защитных покрытий строительных сооружений и конструкций, выполненный из основной композиции, содержащей полиэтилен...
Предыдущий патент: Способ получения патоки из соргового крахмала
Следующий патент: Способ переработки марганецсодержащих материалов
Случайный патент: Жатка