Способ холодной прокатки
Номер инновационного патента: 25100
Опубликовано: 15.12.2011
Авторы: Сейсимбинов Темир-Али Сейлханович, Самсонов Дмитрий Валерьевич, Татаркин Николай Леонидович, Каскин Баглан Камарович, Лазовский Владимир Иванович
Формула / Реферат
Изобретение относится к черной металлургии, в частности к производству холоднокатаной полосы, для изготовления бочек. Для обеспечения механических свойств по пределу текучести в диапазоне 200-240 МПа, дифференцированной твердости от 48 до 55 ед. и от 53 до 58 ед. и шероховатости полос 0,7-1,3 мкм осуществляют выплавку стали, содержащей, мас.%: углерод 0,04-0,06; марганец 0,25-0,35; кремний не более 0,03; фосфор не более 0,020; сера не более 0,015; железо и неизбежные примеси - остальное, непрерывную разливку стали, нагрев слябов до 1220-1270°C, горячую прокатку, травление, холодную прокатку с дифференцированными суммарными обжатиями для твердости 48-55 ед. - 68-71% и для твердости 53-58 ед. -72-74%, двухступенчатый рекристаллизационный отжиг при температуре 550°C на первой ступени с выдержкой при этой температуре 25 часов и температуре 670°C на второй ступени с выдержкой при данной температуре 25-30 часов, со скоростью нагрев на первой ступени 45°C/ч. и на второй ступени 24°C/ч., дрессировку на валках с шероховатостью 1,6 мкм при плотности пиков 350 1/см с дифференцированными обжатиями в зависимости от содержания фосфора в стали:
- при Р ≥ 0,013 % обжатие 0,8-0,9%;
- при содержании Р<0,013% обжатие 1,4-2,0% с применением эмульсии.
Текст
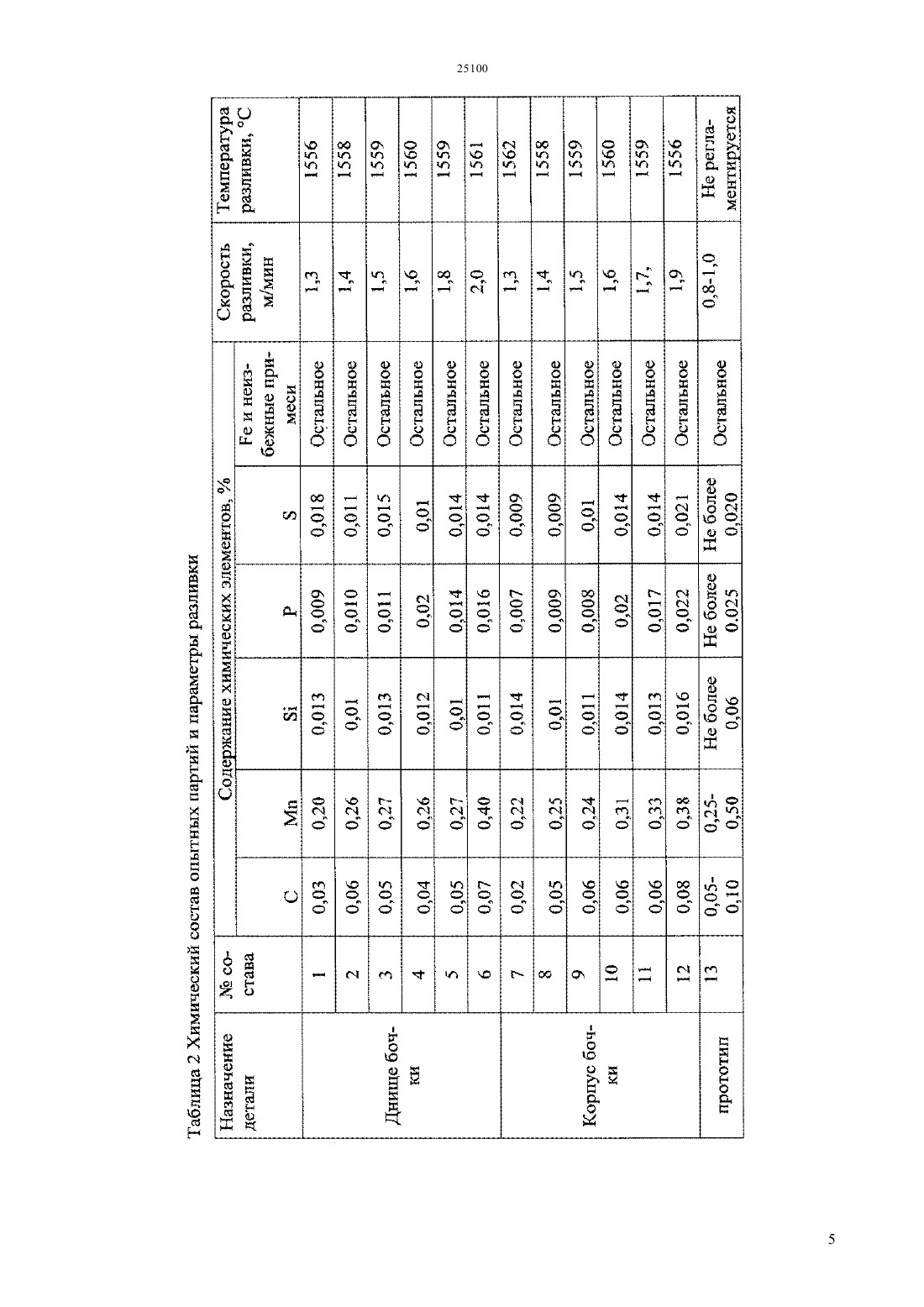
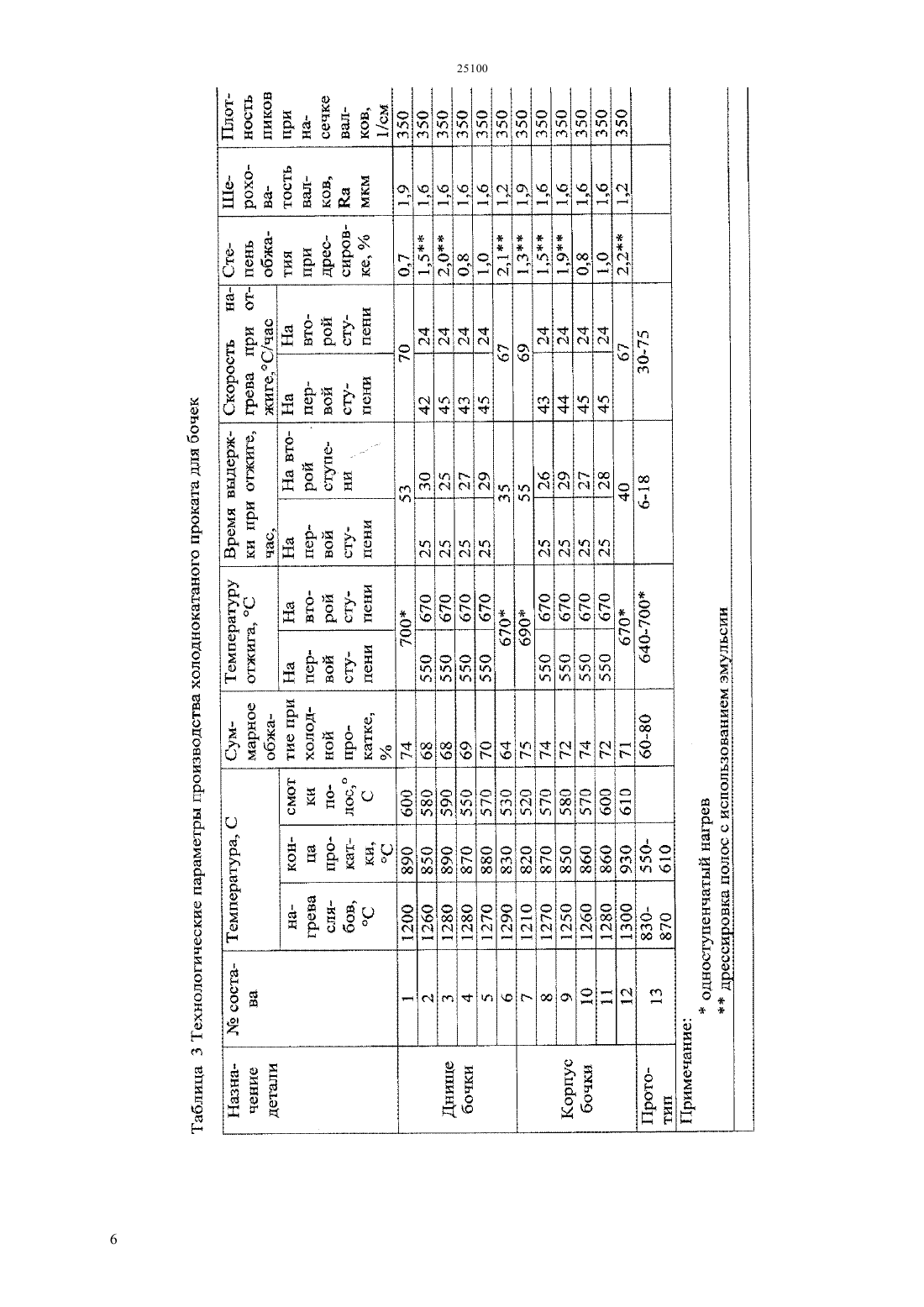
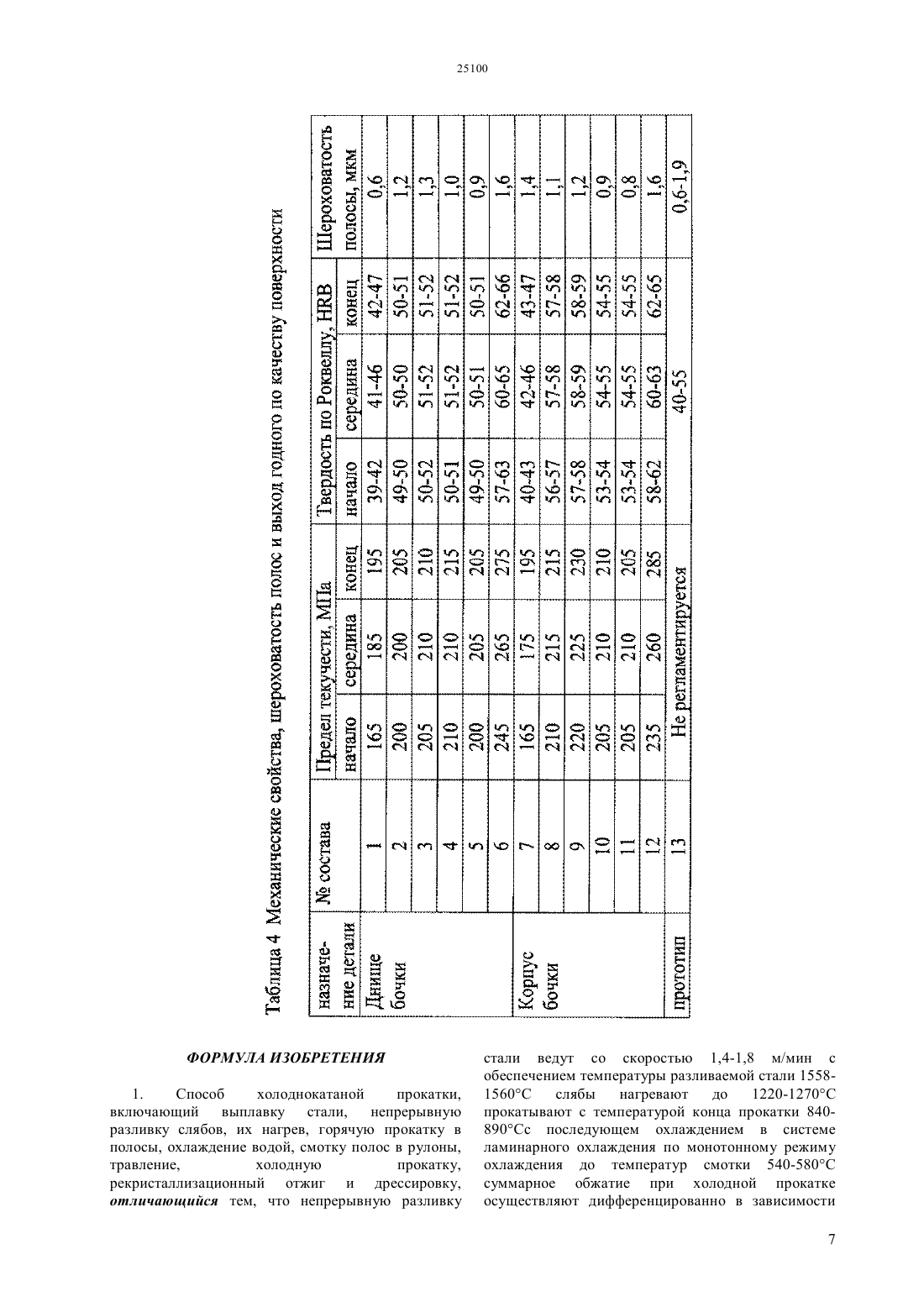
(51) 21 8/04 (2010.01) 21 9/48 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ фосфор не более 0,020 сера не более 0,015 железо и неизбежные примеси - остальное, непрерывную разливку стали, нагрев слябов до 1220-1270,горячую прокатку, травление, холодную прокатку с дифференцированными суммарными обжатиями для твердости 48-55 ед. - 68-71 и для твердости 53-58 ед.-72-74, двухступенчатый рекристаллизационный отжиг при температуре 550 на первой ступени с выдержкой при этой температуре 25 часов и температуре 670 на второй ступени с выдержкой при данной температуре 25-30 часов, со скоростью нагрев на первой ступени 45/ч. и на второй ступени 24/ч., дрессировку на валках с шероховатостью 1,6 мкм при плотности пиков 350 1/см с дифференцированными обжатиями в зависимости от содержания фосфора в стали(72) Каскин Баглан Камарович Лазовский Владимир Иванович Самсонов Дмитрий Валерьевич Сейсимбинов Темир-Али Сейлханович Татаркин Николай Леонидович(73) Акционерное общество АрселорМиттал Темиртау(57) Изобретение относится к черной металлургии,в частности к производству холоднокатаной полосы,для изготовления бочек. Для обеспечения механических свойств по пределу текучести в диапазоне 200-240 МПа, дифференцированной твердости от 48 до 55 ед. и от 53 до 58 ед. и шероховатости полос 0,7-1,3 мкм осуществляют выплавку стали, содержащей, мас. углерод 0,040,06 марганец 0,25-0,35 кремний не более 0,03 Изобретение относится к черной металлургии,конкретно к технологии производства холоднокатаной полосы, предназначенной для изготовления бочек. Холоднокатаный прокат для изготовления бочек должен соответствовать определенным требованиям по механическим свойствам (по пределу текучести и твердости) и качеству поверхности проката. Механические свойства регламентированы по пределу текучести от 200-до 240 Н/мм 2 и по твердости дифференцированно в узком диапазоне, а именно от 48 до 55 ед. для тела бочки и от 53 до 58 ед. для крышек и днищ бочки. Шероховатость поверхности полосыхолоднокатаных полос должна, обеспечена в узком диапазоне 0,7-1,3 мкм(табл.1). Известен способ производства проката для глубокой вытяжки, включающий горячую прокатку непрерывно-литых слябов из малоуглеродистой стали, травление, многопроходную холодную прокатку с суммарным обжатием не менее 75,рекристаллизационный отжиг рулонов в колпаковой печи с нагревом в несколько стадий нагрев со средней скоростью 70-80/ч до температур 490510, повторный нагрев со средней скоростью 34 С/ч. до промежуточной температуры 540-560 и окончательный нагрев со средней скоростью 5055/ч до температур 700-720, при которой рулоны выдерживаются 12-18 часов, охлаждение рулонов и дрессировку. Слябы разливают из стали следующего химического состава, мас. Углерод 0,025-0,050 Кремний 0,003-0,01 Марганец 0,12-0,19 Алюминий 0,02-0,05 Азот не более 0,011 Железо остальное(патент РФ 2255988, МПК 21 8/04,10.07.2005) Недостаток известного способа состоит в том,что он не обеспечивает требуемого уровня механических свойств. Известен способ производства проката для холодной прокатки, включающий непрерывную разливку стальных слябов, их нагрев до 11501240, горячую прокатку с температурой конца прокатки не ниже 870, охлаждение водой до 550730, смотку в рулоны, травление, холодную прокатку с суммарным обжатием не менее 70,отжиг при 700-750 с выдержкой при этой температуре 11-34 часа, дрессировку полос ведут с обжатием 0,4-1,2 с шероховатостью поверхности 2-4 мкми плотностью пиков 60-120 1/см. Непрерывную разливку слябов ведут со скоростью 0,4-1,6 м/мин при температуре разливаемой стали 1500-1580. Слябы разливают следующего химического состава, мас. Углерод 0,002-0,007 Кремний 0,005-0,05 Марганец 0,08-0,16 Алюминий 0.01-0,05 Титан 0,05-0,12 Фосфор не более 0,015 2 Сера не более 0,010 Хром не более 0,04 Никель не более 0,04 Медь не более 0,04 Азот не более 0,06 Железо остальное(патент РФ 2197542, МПК 21 8/04,27.01.2003) Недостаток известного способа состоит в том,что он не обеспечивает требуемого уровня механических свойств и шероховатости полос,имеет высокие издержки за счет легирования стали дорогостоящим титаном и пониженного выхода годного по качеству поверхности из-за наличия дефектов сталеплавильного производства, таких как плена и неметаллические включения. Наиболее близким по технической сущности к предлагаемому изобретению является способ производства холоднокатаного проката для изготовления бочек, включающий выплавку стали,непрерывную разливку стальных слябов со скоростью изменения 0,1 м/мин., нагрев слябов до 1220-1320, горячую прокатку с температурой конца прокатки 830-890 и с температурой смотки 550-610, холодную прокатку с суммарным обжатием 60-80, рекристаллизационный отжиг при температуре 640-700 с выдержкой при этой температуре 6-18 ч, дрессировку полос с обжатием 0,7-1,4. Слябы разливают следующего химического состава, мас. Углерод 0,05-0,10 Кремний не более 0,06 Марганец 0,25-0,50 Фосфор не более 0,025 Сера не более 0,020 Железо остальное(патент РФ 2 361 933, МПК 21 8/04,11.02.2008-прототип) Недостаток известного способа состоит в том,что он не обеспечивает регламентируемые механические свойств по пределу текучести и требуемый дифференцированный уровень твердости металла в зависимости от назначения детали, а также не обеспечивает необходимый уровень шероховатости полос. Техническим результатом предлагаемого изобретения является получение холоднокатаного проката с заданными механическими характеристиками в узком диапазоне по пределу текучести и с одновременным обеспечением требуемого дифференцированного уровня твердости металла в зависимости от назначения детали,стабильных и однородных свойств по длине полос и шероховатости полос в узких пределах. Указанная техническая задача достигается тем,что в способе производства холоднокатаного проката,включающий выплавку стали,непрерывную разливку слябов, их нагрев, горячую прокатку и смотку полос в рулоны, травление,холодную прокатку, рекристаллизационный отжиг и дрессировку, согласно изобретения выплавляют сталь содержащую углерод -0,04-0,06 марганец 0,25-0,35 кремний не более 0,03 фосфор не более 0,020 серу не более 0,015 железо и неизбежные примеси - остальное. Непрерывную разливку стали ведут со скоростью 1,4-1,8 м/мин при обеспечении температуры разливаемой стали 1558-1560, слябы нагревают до 1220-1270, прокатывают с температурой конца прокатки 840-890 с последующем охлаждением в системе ламинарного охлаждения по монотонному режиму охлаждения до температур смотки 540-580, холодную прокатку осуществляют дифференцированно в зависимости от требуемой твердости с суммарными обжатиями 68-71 (для твердости 48-55 ед.) и 72-74 (для твердости 53-58 ед.), рекристаллизационный отжиг производят по двух ступенчатому режиму отжига при температурах 550 на первой ступени с выдержкой при этой температуре 25 часов и температурах 670 на второй ступени с выдержкой при данной температуре 25-30 часов. Рекристаллизационный отжиг производят на первой ступени со скоростью 45/ч., а на второй ступени со скоростью 24/ч. Дрессировку ведут на валках с шероховатостью 1,6 мкм при плотности пиков 350 1/см с дифференцированными обжатиями в зависимости от содержания фосфора в стали- при содержании Р 0,013 обжатие 1,4-2,0 с применением эмульсии. В рассмотренных аналогах регламентированы механические свойства по пределу текучести,временному сопротивлению,относительному удлинению, а в прототипе нормирована твердость без регламентации остальных механических свойств в отличие от предлагаемого изобретения, где регламентированы механические свойств по пределу текучести, дифференцированная твердость в узком диапазоне и шероховатость полос в суженном диапазоне. Сущность изобретения состоит в следующем. На механические свойства холоднокатаного проката влияют, химический состав стали и режимы деформационно-термической обработки. Углерод - один из упрочняющих элементов. При содержание в стали углерода менее 0,04 механические свойства и твердость менее допустимого уровня. При увеличении содержания углерода более 0,06 твердость холоднокатаного проката достигает среднего уровня диапазона 55 ед.,но предел текучести находится на уровне 250 МПа или в более высоком диапазоне, т.е. сталь с таким химическим составом не гарантирует получение предела текучести в пределах от 200 до 240 МПа. Кроме того, при содержании углерода 0,07 и более ухудшаются условия сварки и приводит к образованию трещин при штамповки холоднокатаного проката у потребителей. Марганец обеспечивает получение заданных механических свойств. При содержании марганца 0,25-0,35 механические свойства стали соответствуют требованиям. При снижение содержания марганца менее 0,25 механические свойства меньше нижнего регламентированного уровня, а при увеличении содержания марганца более 0,35 выше верхнего регламентированного уровня. Содержание кремния более 0,03, фосфора более 0,020 и серы более 0,015 приводит к ухудшению комплекса механических свойств. Непрерывная разливка при скорости 1,41,8 м/мин при обеспечении температуры разливаемой стали 1558-1560 приводит к рассредоточение локальных концентраций неметаллических включений в слябе, устранению поверхностных дефектов. Горячая прокатка с температурами конца прокатки 840-890 с последующем охлаждением в системе ламинарного охлаждения по монотонному режиму охлаждения до температур смотки 540580 обеспечивает получение однородных механических свойств по длине и ширине полосы. Холодная прокатка для обеспечения предела текучести в пределах 200-240 МПа и заданной дифференцированной твердости осуществляется с суммарными обжатия при холодной прокатке в диапазоне - 72-74 для обеспечения твердости 5358 ед. и в диапазоне - 68-71 для обеспечения твердости 48-55 ед. При несоблюдении данных дифференцированных суммарных режимов обжатий не обеспечиваются требуемые свойства по пределу текучести и твердости. Двухступенчатый рекристаллизационный режим отжига при температуре менее 550 на первой ступени с выдержкой при этой температуре менее 25 часов и температуре более или менее 670 на второй ступени отжига с выдержкой менее 25 часов не обеспечивает равномерный уровень механических свойств. Скорость нагрева на первой ступени менее 45/ч. и скорость нагрева на второй ступени более 24/ч. не обеспечивает заданные механические свойства. Окончательные механические свойства формируются при дрессировке. Дрессировка с обжатиями меньше 1,4 при содержании фосфора в стали менее 0,013 приводит к непопаданию в регламентированный диапазон по пределу текучести 200 МПа минимум и твердости 48 ед. минимум вследствие, разупрочнения стали при содержании фосфора 0,013 и менее, а также из-за недостаточной степени деформации для упрочнения поверхностного слоя. Дрессировка с обжатиями больше 2,0 с применением эмульсии при содержании фосфора в стали менее 0,013 приводит к повышению твердости и предела текучести за регламентируемый предел. Дрессировка с обжатиями меньше 0,8 или больше 1,0 при содержании фосфора в стали более 0,013 не обеспечивают требуемый уровень механических свойств по пределу текучести и заданной твердости. Дрессировка на валках с шероховатостью 1,6 мкм при плотности пиков 350 1/см обеспечивает получение шероховатости полос в узком диапазоне от 0,7 до 1,3 мкм. Дрессировка на валках шероховатостью менее 1,6 мкм или более 1,6 мкм не обеспечивает требуемый диапазон шероховатости полос. Примеры реализации способа. 3 В кислородно-конверторном цехе выплавили 12 плавок стали, химический состав которых приведен в таблице 2. Выплавленную сталь разливали на машине непрерывного литья в слябы сечением 180 х 1350 мм(для производства крышек и дна бочки) и 180 х 945 мм (для производства тела бочки) со скоростью 1,41,8 м/мин при температуре разливаемой стали 15581560 Слябы нагревали в методической печи до температур 1220-1270 и прокатывали с температурой конца прокатки 840-890 последующем охлаждением в системе ламинарного охлаждения по монотонному режиму охлаждения до температуры смотки 540-580 Охлажденные рулоны подвергали солянокислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 5-ти клетевом стане с суммарными обжатиями 68-71 (прокат для производства днища и крышек бочки) и 72-74(прокат для производства тела бочки). Отжиг производили в колпаковых печах с азотной защитной атмосферой по двух ступенчатому режиму отжига при температурах 550 на первой ступени с выдержкой при этой температуре 25 часов и температурах 670 на второй ступени с выдержкой при данной температуре 25-30 часов. Рекристаллизационный отжиг производят на первой ступени со скоростью 45 ч., а на второй ступени со скоростью 24 ч. Дрессировку производили на валках с шероховатостью 1,6 мкм при плотности пиков 350 1/см с дифференцированными обжатиями в зависимости от содержания фосфора в стали- при содержании Р 0,013 обжатие 1,4-2,0 с применением эмульсии. Технологические параметры по переделам приведены в таблице 3. Механические свойства проката, шероховатость полос и выход годного по поверхности опытных плавок приведены в таблице 4. В таблицах 2-4 приведены химический состав,технологические параметры и механические свойства предложенного способа (составы 2-5 и 8-11), способа при запредельных значениях заявленных параметров (составы 1, 6, 7 и 9) и способа прототипа (состав 13). Из таблиц 2-4 следует, что при реализации предложенного способа (составы 2-5 и 8-11) обеспечиваются требуемые свойства по пределу текучести в пределах 200-240 Н/мм,дифференцированный уровень твердости для производства днищ и крышек бочек в пределах 4855 ед. и для производства тела бочки в пределах 5358 ед., шероховатость полос в пределах 0,7-1,3 мкм. Получены однородные свойства по длине полос и имеют разбег по пределу текучести 5-10 Н/мм и по твердости 1-2 ед. При запредельных значениях(состав 1, 6, 7 и 12) и использовании способа прототипа (состав 13) механические свойства по пределу текучести и твердости,шероховатость полосы не обеспечиваются. При производстве бочек по предложенному способу производства холоднокатаного проката замечаний и претензий к механическим свойствам,к шероховатости полос и качеству поверхности у потребителя не было. Таблица 1 Требования к холоднокатаной листовой стали для производства бочек Назначение детали Корпус бочек Днище бочек стали ведут со скоростью 1,4-1,8 м/мин с обеспечением температуры разливаемой стали 15581560 слябы нагревают до 1220-1270 прокатывают с температурой конца прокатки 840890 с последующем охлаждением в системе ламинарного охлаждения по монотонному режиму охлаждения до температур смотки 540-580 суммарное обжатие при холодной прокатке осуществляют дифференцированно в зависимости 7 от требуемой твердости, рекристаллизационный отжиг производят по двух ступенчатому режиму отжига, а для обеспечения окончательных механических свойств по пределу текучести и твердости дрессировку производят с дифференцированными обжатиями в зависимости от содержания фосфора в стали. 2. Способ по п.1, отличающийся тем, что слябы разливают из стали, содержащей, мас. углерод 0,04-0,06 марганец 0,25-0,35 кремний не более 0,03 фосфор не более 0,020 сера не более 0,015 железо и неизбежные примеси остальное 3. Способ по п.1, отличающийся тем, что величина суммарного обжатия при холодной прокатке устанавливается дифференцированно в зависимости от требуемой твердости с суммарными обжатиями для твердости 48-55 ед. - 68-71 и для твердости 53-58 ед. - 72-74. 4. Способ по п.1, отличающийся тем, что рекристаллизационный отжиг производят по двух ступенчатому режиму при температуре 550 на первой ступени с выдержкой при этой температуре 25 часов и температуре 670 второй ступени с выдержкой при данной температуре 25-30 часов при скорости нагрева на первой ступени 45 ч. и на второй ступени 24/ч. 5. Способ по п.1, отличающийся тем, что дрессировку ведут на валках с шероховатостью 1,6 мкмпри плотности пиков 350 1/см. 6. Способ по п.1, отличающийся тем, что дрессировку производят с дифференцированными обжатиями в зависимости от содержания фосфора в стали
МПК / Метки
Метки: способ, холодной, прокатки
Код ссылки
<a href="https://kz.patents.su/8-ip25100-sposob-holodnojj-prokatki.html" rel="bookmark" title="База патентов Казахстана">Способ холодной прокатки</a>
Закрытый ящичный калибр для холодной прокатки тонких металлических полос и лент
Номер предварительного патента: 6479
Опубликовано: 14.08.1998
Авторы: Ескулов Серикжан Сагатович, Клементьев Владислав Алексеевич, Давильбеков Нариман Халбекович, Курапов Георгий Георгиевич, Антонова Валентина Владимировна
МПК: B21B 27/02
Метки: прокатки, металлических, холодной, лент, полос, калибр, закрытый, тонких, ящичный
Формула / Реферат:
Изобретение относится к прокатному производству, а именно к холодной прокатке тонких полос и лент, в том числе из цветных металлов.Для исключения упругой деформации валков закрытый ящичный калибр для холодной прокатки тонких металлических полос и лент состоит из валков, один из которых имеет в рабочей части выступающий, а другой - углубленный цилиндрические профили, валки выполнены разного диаметра, причем в нерабочей части валки имеют...
Смазочная жидкость, эмульсия или микроэмульсия для холодной прокатки стали
Номер патента: 4108
Опубликовано: 16.12.1996
Автор: Эрнесто Брандолесе
МПК: C10M 173/00
Метки: жидкость, стали, прокатки, микроэмульсия, эмульсия, смазочная, холодной
Формула / Реферат:
Сущность изобретения: смазочная жидкость содержит в проц. органический карбонат общей формулы RO-C(O)-OR', где R и R' - одинаковые или различные линейные или разветвленные алкилы С6 -С30 -радикалы 5-65 мас% и минеральное масло остальное. Эмульсия или микроэмульсия жидкости содержит. мас%: смазочную жидкость указанного состава 1 - 5, неионогенный эмульгатор 0,4 - 0,5 и воду остальное. 2 сп. ф-пы, 4 ил.
Способ текстурирования поверхностей валков холодной прокатки
Номер патента: 17540
Опубликовано: 15.01.2010
Авторы: Сулейменов Марат Сейтжанович, Бактыбеков Казбек Сулейменович, Винокуров Олег Валерьевич, Виноградов Виктор Иванович, Раимбеков Аскар Мухтарович, Сосулин Александр Павлович, Вертягина Елена Николаевна
МПК: B23K 26/00, B21B 28/00
Метки: прокатки, текстурирования, поверхностей, способ, холодной, валков
Формула / Реферат:
Изобретение относится к технологии лазерной обработки металлов и может быть использовано для нанесения требуемой микро-геометрии на поверхность валка холодной прокатки лазерным излучением.Техническим результатом изобретения является улучшение плоскостности проката путем повышения износостойкости микрогеометрической насечки на поверхности валка.Это достигается тем, что в способе текстурирования поверхностей валков холодной прокатки, для получения...
Способ холодной прокатки труб
Номер предварительного патента: 12366
Опубликовано: 17.12.2002
Авторы: Сульменев Виталий Сергеевич, Ухов Александр Васильевич, Мышкин Олег Николаевич, Креймер Эдуард Львович, Кашуба Марина Владимировна, Виноградов Анатолий Григорьевич
МПК: B21B 21/00
Метки: труб, способ, прокатки, холодной
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб на станах холодной периодической прокатки труб.Техническим результатом изобретения является повышение степени деформирования металла при прокатке труб.Для этого в способе холодной прокатки труб, включающем порционную подачу заготовки в очаг деформирования, образованный двумя парами валков, и деформирование поданной порции последовательно...
Способ намотки полосы на барабан моталки стана холодной прокатки
Номер патента: 2768
Опубликовано: 15.12.1995
Авторы: Тикоцкий Александр Ерахмилевич, Козлов Леонард Николаевич, Дралюк Борис Наумович, Артемьев Олег Федорович
МПК: B21C 47/00
Метки: способ, намотки, холодной, барабан, стана, моталки, прокатки, полосы
Формула / Реферат:
Изобретение относится к прокатному производству, в частности к способам намотки полосы на барабан моталки. Цель изобретения - повышение выхода годного и производительности стана за счет устранения спекания витков при отжиге рулона после его намотки. В процессе намотки изменяют величину натяжения полосы, которую определяют по зависимости F=Fо(K1+K2Rо/R), где F - текущая величинанатяжения полосы; Fо - начальная величина натяжения полосы; Rо -...
Предыдущий патент: Способ производства проката из высокопрочных низколегированных марок сталей
Следующий патент: Шихта для производства марганецсодержащего агломерата
Случайный патент: Плуг - удобритель