Способ и прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помошью лазерных датчиков М5/Lazer при продольным перемещении деталей для его реализации
Номер инновационного патента: 22196
Опубликовано: 15.01.2010
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
Формула / Реферат
Способ бесконтактного измерения отклонений от круглости, цилиндричности, непрямолинейности образующей деталей типа валов, гильз, втулок с помощью лазерных датчиков M5/LASER, в котором используется измерение расстояния от лазерного датчика до детали, а в процессе измерения характеристик в поперечном сечении детали сообщают вращение вокруг оси, или в процессе измерения характеристик в осевом сечении детали сообщают непрерывное продольное перемещение вдоль оси; для выбора заданного поперечного сечения деталь перемещают вдоль оси с помощью ходового винта вручную или с помощью электропривода; для выбора заданного продольного сечения деталь поворачивают вокруг оси на заданный угловой шаг вручную или с помощью электропривода; Способ измерения осуществляют на приборе для измерения отклонений от круглости, цилиндричности, непрямолинейности образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М5/LASER при вращательном движении детали и поступательным перемещением салазок с деталью вдоль оси от электродвигателя с магнитной муфтой и продольным перемещением салазок прибора с установленной деталью от ходового винта. При измерении деталей повышенной, высокой и особо высокой точности применяют датчики повышенной точности с малым опорным расстоянием, нас-траиваемые с помощью эталона и концевых мер для увеличения диапазона измеряемых диаметров.
Текст
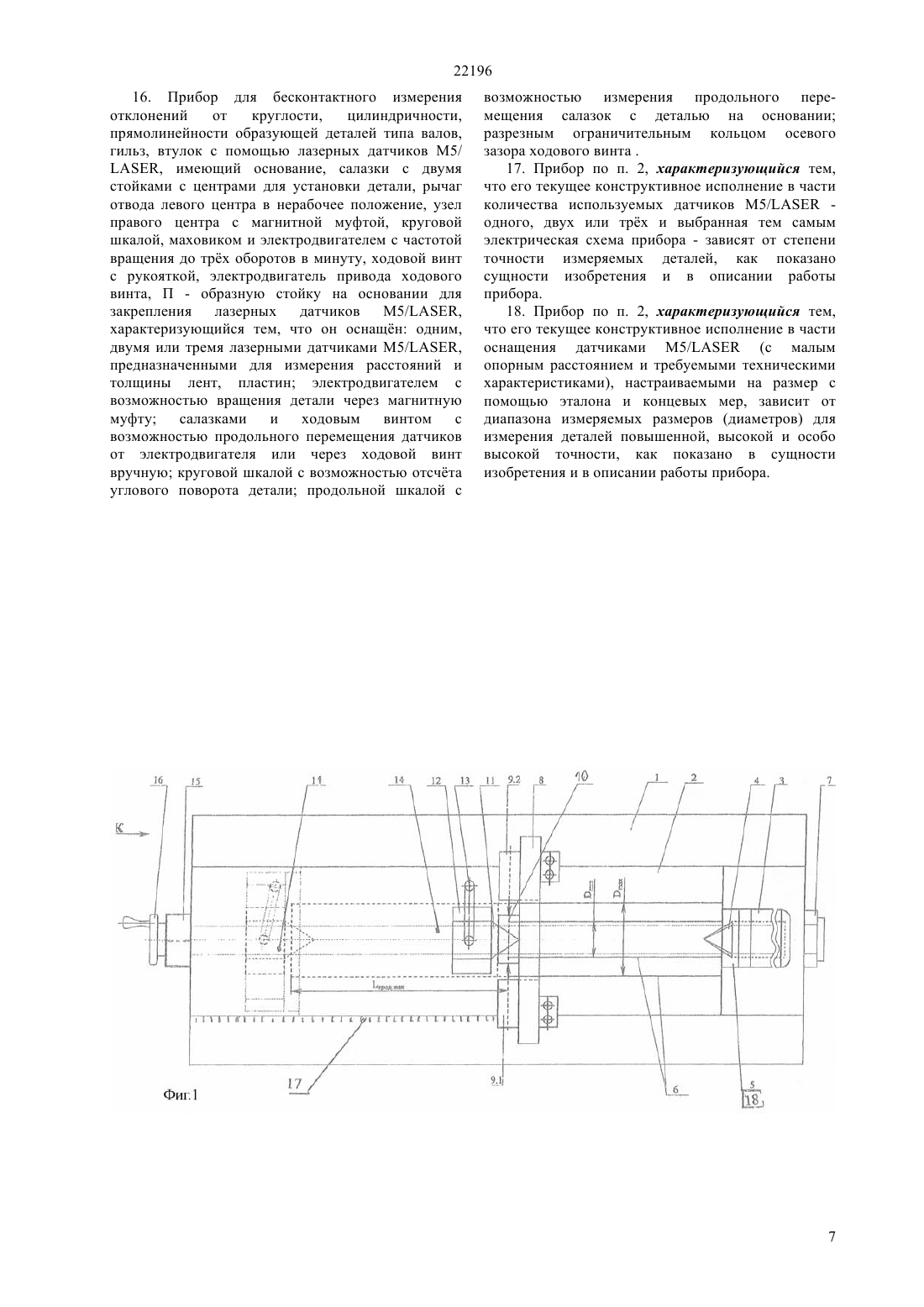
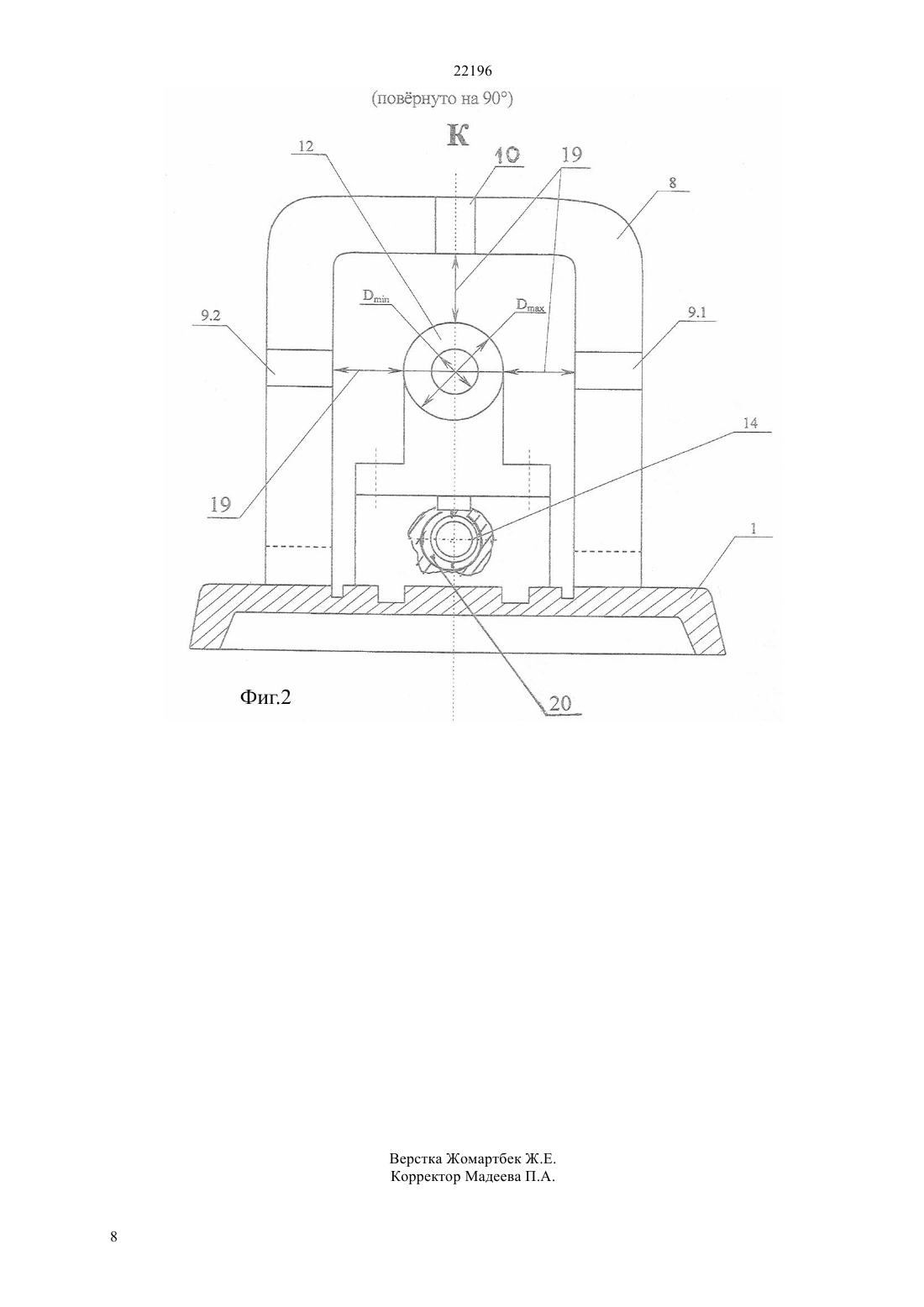
(51) 01 11/08 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ 5/, в котором используется измерение расстояния от лазерного датчика до детали, а в процессе измерения характеристик в поперечном сечении детали сообщают вращение вокруг оси, или в процессе измерения характеристик в осевом сечении детали сообщают непрерывное продольное перемещение вдоль оси для выбора заданного поперечного сечения деталь перемещают вдоль оси с помощью ходового винта вручную или с помощью электропривода для выбора заданного продольного сечения деталь поворачивают вокруг оси на заданный угловой шаг вручную или с помощью электропривода Способ измерения осуществляют на приборе для измерения отклонений от круглости,цилиндричности, непрямолинейности образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М 5/ при вращательном движении детали и поступательным перемещением салазок с деталью вдоль оси от электродвигателя с магнитной муфтой и продольным перемещением салазок прибора с установленной деталью от ходового винта. При измерении деталей повышенной, высокой и особо высокой точности применяют датчики повышенной точности с малым опорным расстоянием, настраиваемые с помощью эталона и концевых мер для увеличения диапазона измеряемых диаметров.(72) Дудак Николай Степанович Искакова Динара Алтынбековна(73) Республиканское государственное казенное предприятие Павлодарский государственный университет имени С. Торайгырова Министерства образования и науки Республики Казахстан(56) Промышленное применение лазеров / Под ред Кебнера Г перевод с англ.М. Машиностроение,1988.- с 280, с.260-269, фиг.16.1 ,16.5 ,16.6 ,16.7,16.103. Рабинович А.Н. Приборы и системы автоматического контроля размеров деталей машин.Киев , 1970. с.456 с.111. фиг.49.(54) СПОСОБ И ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ, НЕПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩИХ, ОТКЛОНЕНИЙ ОТ КРУГЛОСТИ,ВЗАИМНОГО ПОЛОЖЕНИЯ ОБРАЗУЮЩИХ В ОСЕВОМ СЕЧЕНИИ, ОТКЛОНЕНИЙ ОТ ЦИЛИНДРИЧНОСТИ ДЕТАЛЕЙ ТИПА ВАЛОВ,ГИЛЬЗ, ВТУЛОК С ПОМОШЬЮ ЛАЗЕРНЫХ ДАТЧИКОВ М 5/ ПРИ ПРОДОЛЬНЫМ ПЕРЕМЕЩЕНИИ ДЕТАЛЕЙ ДЛЯ ЕГО РЕАЛИЗАЦИИ(57) Способ бесконтактного измерения отклонений от круглости,цилиндричности,непрямолинейности образующей деталей типа валов, гильз, втулок с помощью лазерных датчиков 22196 Изобретение относится к области измерительной техники для контроля деталей типа валов, гильз,втулок с микрометрической точностью бесконтактным оптическим способом. Известен способ измерения расстояний до объекта одиночным датчиком, толщины лент,пластин с помощью двух спаренных лазерных датчиков 5/ 1. - . 2. Промышленное применение лазеров/ Под ред Кебнера Г перевод с англ. М. Машиностроение, 1988. с.280. с.260269,фиг.16.1, 16.5, 16.6, 16.7, 16. 10 3. Рабинович,А.Н. Приборы и системы автоматического контроля размеров деталей машин. Киев н, 1970. - 456 с, с. 111, рис.49, устанавливаемых непосредственно на станок для контроля в процессе обработки и редко применяемых. Аналогов и прототипа заявленных способа и прибора с лазерными датчиками для контроля указанных параметров деталей заданного класса деталей не существует. Описание сущности изобретения. Задача изобретения разработвать способ и создать прибор для его реализации, а именно комплексного контроля (отклонений от круглости,прямолинейности образующих,взаимного положения образующих в осевом сечении,отклонений от цилиндричности) Машиностроительных деталей и повышения качества выпускаемых машин с помощью лазерных датчиков с возможностью продольного перемещения детали вдоль оси для выполнения измерений. Характеристика способа измерения Способ позволяет выполнять контроль перечисленных отклонений от заданной геометрической формы деталей указанного класса в заявленном приборе. Заявленный способ измерения вышеназванных погрешностей деталей характеризуется взаимным положением детали относительно датчиков и узлов прибора, видом движений измеряемой детали и узлов прибора относительно неподвижных датчиков в процессе измерения. Условия,движения,действия и их последовательность, выполняемые при измерениях на заявленном приборе. Для измерения отклонения от круглости в поперечном сечении детали используется круговое вращение детали и один, два или три лазерных датчика 5/ для измерения расстояний и определение отклонения от круглости как разницы измеренных расстояний до детали или продольное перемещение детали для измерения непрямолинейности образующих одним, двумя или тремя лазерными датчиками 5/ и получение отклонения от круглости как разность измеренных расстояний от датчика до детали в соответствующих точках пересечения образующих выбранным поперечным сечением детали, в котором определяется отклонение от круглости. Для возможности измерения отклонения от круглости в поперечном сечении детали последней сообщается вращательное движение с помощью электродвигателя малой мощности и низкой частоты вращения 13 оборота в минуту. Вращательное 2 движение включается и выключается с, помощью магнитной муфты. Для измерения непрямолинейности образующей используется продольное перемещение детали с наибольшей длиной прод., равной длине измеряемой детали, с помощью ходового винта, приводимого во вращение от установленного маломощного фланцевого двигателя, с малой частотой вращения до 100 оборотов в минуту выбор продольного сечения детали производится вращением детали маховичком вручную при выключенной магнитной муфте. Для измерения отклонений от круглости в разных сечениях по длине детали салазки с деталью перемещаются с приводом от ходового винта вручную до установки требуемых сечений детали в измерительное сечение датчиков, а вращение детали при измерении производится от электродвигателя через магнитную муфту. При измерении отклонений от круглости одним датчиком (другие датчики отключаются) в выбранном сечении детали с помощью продольного перемещения салазок заданное сечение детали совмещается с измерительным сечением(плоскостью измерения, плоскостью действия луча датчика перпендикулярно к оси измеряемой детали). Затем включается вращение детали и производится измерение расстояния от датчика до детали. В силу существующей погрешности формы в поперечном сечении детали при е вращении и изменения текущего радиуса детали на линии действия измерительного луча датчика измеряемое расстояние по углу поворота детали будет меняться,а пределы этого изменения будут регистрироваться как отклонение от круглости детали в выбранном поперечном сечении. При измерении отклонения от круглости двумя спаренными лазерными датчиками 5/ повышается точность, так как изменение положения оси в горизонтальной плоскости при вращении детали будет учитываться вторым датчиком,измеряющим через 180 те же отклонения, но с добавленным смещением оси, которое легко вычисляется сравнением с результатами измерения первым датчиком по заложенной программе (не является предметом изобретения). Все действия при измерении аналогичны описанным выше для измерений с помощью одного датчика. Для учета смещения оси детали в вертикальной плоскости при е повороте служит третий датчик. Показания его по программе сверяются с показаниями датчика с учтом углового шага их расположения 90 и вычитаются из результата измерения. Все действия при измерении аналогичны описанным выше. Влияние тангенциальных смещений оси детали относительно датчика не учитывается потому, что они оказывают на порядок меньшее влияние, чем радиальные в силу характера кривизны наружной цилиндрической поверхности. Для измерения отклонения от цилиндричнопости с использованием точностных характеристик детали в ряде е поперечных сечений в каждом выбранном 22196 поперечном сечении выполняют измерение отклонения от круглости. Для осуществления измерения отклонения от цилиндричности с использованием записи отклонений от круглости салазки с деталью с помощью рукоятки прибора перемещают вдоль оси детали на заданный шаг до совмещения выбранного сечения детали с измерительной плоскостью лазерных датчиков 5/ и производят измерение отклонения от круглости, постепенно по всей длине детали. Положение центра каждого сечения определнно идентифицируется при схеме с тремя датчиками. Наиболее высокая точность измерения отклонений от цилиндричности достигается при использовании трех датчиков наименее высокая - при использовании одного датчика. Величину отклонения от цилиндричности детали получают как векторную сумму отклонений от круглости во всех измеренных сечениях детали Измерение отклонений от прямолинейности образующей Для этой цели используют один лазерный датчик. Вращение детали выключено. По результатам измерения расстояния от датчика до детали при непрерывном продольном перемещении детали с приводом ходового винта от электродвигателя строят картину отклонений от прямолинейности образующей так как непрямолинейность образующей проявляется в виде непостоянства расстояния до измеряемой детали, то е (непрямолинейность) определяют по разности измеряемого расстояния до детали и записывают в цифровом виде через заданный шаг продольного перемещения детали, или записывают с заданным увеличением в поперечном сечении(для наглядности) на экране дисплея. Масштаб в осевом сечении детали 11. Измерение взаимного положения образующих детали в осевой плоскости. Для этого используют два спаренных лазерных датчика 5/ (схема для измерения толщины лент, пластин). Вращение детали выключают. При продольном перемещении детали с приводом от ходового винта от электродвигателя непрерывно записывают величину изменения текущего диаметра в осевой плоскости и разницу величин диаметров регистрируют как отклонение от параллельности образующих, идентифицируемых средней линией отклонений от прямолинейности таким образом может измеряться конусность, бочкообразностъ,корсетность и иные отклонения от заданной геометрической формы детали в выбранной осевой плоскости (такие же погрешности в продольном сечении детали могут быть записаны и при использовании одного датчика для измерений, но с большей погрешностью). Для получения отклонения от цилиндричности с учтом точностных характеристик детали в продольном сечении на заявленном приборе записывают отклонения от прямолинейности образующих детали а выбранных осевых сечениях с помощью одного лазерного датчика 5/. Для построения характера отклонения от цилиндричности используют результаты измерения отклонения от прямолинейности образующей во всех выбранных осевых сечениях через заданный угловой шаг в виде векторной суммы погрешностей всех осевых сечений. Для осуществления измерения отклонений от цилиндричности детали одним лазерным датчиком 5/ с использованием записи отклонений от прямолинейности образующей производят продольное перемещение детали при отсутствии е вращения потом деталь поворачивают на заданный угловой шаг вокруг оси вручную и фиксируют в этом положении для записи отклонений от прямолинейности очередной образующей,идентифицированной так же по угловому положению относительно оси и так далее до получения угла поворота детали 360 д 360( п 1), где п - общее число п угловых шагов п, где- количество образующих, равное 2 , где- количество осевых сечений детали результат обработки взаимных положений образующих, .в цифровом(или ином) виде по максимуму получают как отклонение от цилиндричности при данной схеме не учитывается непостоянство положения оси детали при поворотах. Для получения отклонения от цилиндричности по результатам точностных характеристик продольного сечения детали используют запись взаимного положения образующих выбранного ряда продольных сечений детали. Для осуществления измерения отклонения от цилиндричности с использованием записи отклонения от прямолинейности и взаимного положения образующих двумя спаренными лазерными датчиками перемещают деталь на салазках вдоль оси и при отсутствии е вращения сначала производят измерение взаимного положения двух образующих в осевой плоскости после этого деталь поворачивается на угол 180 д( п 1), где побщее количество п угловых шагов на секторе 1801, гдеколичество образующих на секторе 180. Количество осевых сечений (угловых шагов) надо выбирать так, чтобы п 180, где- угловой шаг между соседними образующими. При этом угловом положении образующих в новой осевой плоскости записывают отклонение от прямолинейности и взаимное положение образующих при продольном перемещении детали, и т.д. во всех намеченных осевых плоскостях положение всех измеренных образующих детали характеризует отклонение от цилиндричности детали, которая представляют в цифровой или иной форме для идентификации положения образующих и исключения непостоянства положения оси детали при поворотах производят измерения взаимного положения образующих на остальной части (секторе 180) цилиндра в этом случае повторное измерение 3 22196 взаимного положения образующих выявит имеющие место изменения положения оси детали и повысится точность измерения. Для повышения точности измерения отклонения от цилиндричности используют запись отклонения от прямолинейности трх образующих тремя лазерными датчиками. Для осуществления измерения отклонения от цилиндричности деталей типа валов, гильз, втулок тремя лазерными датчиками 5/ с использованием записи отклонений от прямолинейности трх образующих используют продольное перемещение детали при отсутствии е вращения запись взаимного положения и непрямолинейности трех образующих детали тремя датчиками выполняют запись положения и непрямолинейности образующих через каждый угловой шаг поворота вокруг оси детали при зафиксированном е угловом положении и е общем угловом повороте на полтора оборота для учта и идентификации положения оси и исключения из суммарной погрешности при повторном измерении образующих другими датчиками при этом способе учитываются и компенсируется (вычитается из показаний) пространственное смещение оси детали при е поворотах, повышается точность измерения. Для того, чтобы каждая измеренная образующая измерялась последовательно каждым из трх датчиков, необходимо выбирать угловой шаг поворота детали для выбора-осевого сечения,укладывающийся целое число раз в числе 90, т. е. 1, 2, 3, 5, 6, 9, 10, 15, 18, 30. При измерении отклонений от круглости и цилиндричности деталей для повышения точности измерения предпочтительна схема измерения с тремя лазерными датчиками 5/. В этом случае возможность исключения погрешности,вызываемой плаванием оси детали при е поворотах, вращении, и продольном перемещении исключает необходимость обеспечения особо высокой точности и установочных центров и центровых отверстий детали или оправки для их установки для учта погрешности перемещения салазок с деталью на основании (плите) прибора необходимо периодически аттестовать прибор с использованием вала-эталона и учитывать эти данные в автоматизированной схеме управления измерениями вс это повышает точность измерения. Основные признаки заявленного прибора Прибор предназначен для измерения отклонений от круглости, цилиндричности, непрямолинейности образующей деталей типа валов, гильз, втулок и оснащн одним, двумя или тремя лазерными датчиками 5/, предназначенными для измерения расстояний и толщины лент, пластин. Прибор оснащн электродвигателем с возможностью вращения детали через магнитную муфту, оснащн салазками и ходовым винтом с возможностью продольного перемещения детали от электродвигателя или через ходовой винт вручную для измерения отклонений от круглости в заданном осевом сечении. Конструктивная компоновка 4 прибора в части количества применяемых датчиков и определяемая этим электрическая схема зависит от точности измеряемых деталей при точности до восьмого квалитета прибор оснащн одним лазерным датчиком 5/ для измерения расстояния, установленным на П-образную стойку при точности до седьмого-шестого квалитетов точности он оснащн двумя спаренными лазерными датчиками 5/ для измерения расстояния,установленными на П-образную стойку при точности выше шестого квалитета точности он оснащн тремя лазерными датчиками 5/ для измерения расстояния, привязанными к общему центру и установленными на П-образную стойку,Характер отклонения от цилиндричности по совокупности контролируемых поперечных сечений по длине детали получен с возможностью периодического перемещения детали с салазками на один шаг с помощью ручного привода ходового винта. При измерениях величина отклонения от цилиндричности получена как векторная сумма взаимных положений и отклонений от круглости в каждом выбранном поперечном сечении детали. Измеряемые отклонения от цилиндричности при использовании отклонения от прямолинейности образующей по совокупности заданных осевых сечений детали получены с возможностью поворота детали на один заданный угловой шаг вручную от рукоятки для измерения непрямолинейности образующей в каждом выбранном сечении и определении величины и характера отклонения от цилиндричности как векторной суммы всех измеренных отклонений от непрямолинейности образующих, а также полученных с их помощью отклонений от круглости в заданных поперечных сечениях.,детали. При измерении с вращением детали е ось не остатся в одном положении в пространстве эта погрешность положения оси детали идентифицирована двумя спаренными датчиками и повышена точность измерения. Для повышения точности измерения погрешность положения оси детали в горизонтальной и вертикальной плоскостях идентифицирована тремя лазерными датчиками, привязанными к общему центру. Цикл измерения одним лазерным датчиком равен одному обороту детали, двумя и тремя датчиками - полутора оборотам. Для измерения деталей повышенной, высокой и особо высокой точности применены датчики повышенной точности с малым опорным расстоянием, при этом при радиусе деталей, большем опорного расстояния датчиков, настройка датчиков выполнена с помощью эталона или концевых мер. Прибор выполнен с круговой шкалой углового поворота детали и с продольной шкалой для возможности измерения продольного перемещения салазок на плите (основании). Для повышения точности измерения на ходовом винте установлено разрезное ограничительное кольцо осевого зазора. Технический результат - повышение точности контроля деталей типа валов, гильз, втулок с микрометрической точностью бесконтактным оптическим способом путм использования 22196 известного способа измерения расстояния до объекта, толщины лент, пластин с помощью соответственно одного или двух спаренных лазерных датчиков М 5/ и создание специального безаналогового прибора для измерения отклонений от круглости,от цилиндричности,величины диаметра,непрямолинейности и взаимного положения образующих, который для повышения точности измерения оснащн третьим лазерным датчиком,привязанным к общему центру. Технический результат достигается тем, что детали во время измерений сообщается, в зависимости от вида измерений, постоянное вращательное, постоянное поступательное,периодическое поступательное движение или периодический поворот для выполнения соответствующих измерений с помощью прибора Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М 5/ при продольном перемещении детали прибор оснащен тремя лазерными датчиками и может работать с одним,двумя спаренными, тремя лазерными датчиками для измерения отклонений от круглости детали сообщается круговое движение от электродвигателя с магнитной муфтой для включения и выключения вращательного движения для измерения отклонений от цилиндричности при использовании записи отклонений от прямолинейности образующей и взаимного положения образующих используются продольное перемещение салазок прибора с установленной деталью и периодический поворот измеряемой детали на заданный фиксированный угол, а для измерения отклонения от цилиндричности при сопоставлении ряда зарегистрированных отклонений от круглости в сечениях,расположенных по длине детали,используется периодическое продольное перемещение салазок с деталью на заданный шаг. Ниже представлен перечень фигур. На фиг.1 представлен общий вид прибора и нанесены необходимые позиции, обозначения. На фиг.2 представлен вид по стрелке К и нанесены необходимые обозначения. Сведения о возможности осуществления изобретения и описание работы прибора На фиг.1 представлен вид прибора сверху с соответствующими обозначениями позиций и размеров 1 -основание прибора (плита) 2 - салазки при измерении отклонений от круглости с помощью продольного перемещения салазок от ходового винта, вращаемого рукояткой 16 вручную,устанавливается требуемое сечение детали,отсчитанное по продольной шкале 17, в измерительную плоскость датчиков, а вращение детали осуществляется с помощью электродвигателя, установленного на узле 3 с маховичком (условно не показан), центром 4,магнитной муфтой 5, круговой шкалой 18 при измерении отклонений от цилиндричности деталей по результатам измерения отклонений от круглости в ряде заданных поперечных сечений детали последние поочердно, с отсчтом величины перемещения по продольной шкале, совмещаются с измерительным сечением прибора, в котором выставлены лучи датчиков,при помощи продольного перемещения салазок с помощью рукоятки ходового винта 16 вручную, а вращение детали для измерения отклонений от круглости выполняется, как выше описано при измерении отклонений от прямолинейности образующих детали на ней выбирается заданное продольное сечение детали совмещением его (с отсчтом по круговой шкале с поворотом детали от маховичка вручную) с радиальным лучом датчика, а продольное перемещение детали яри измерении осуществляется через ходовой винт от электродвигателя 7 - правая опора и узел фиксации ходового винта в осевом направлении, в котором установлено разрезное кольцо 20 на фигуре 2 8 - Побразная стойка для установки трех лазерных датчиков 5/ 9 - два спаренных боковых датчика 5/ 10 - третий верхний лазерный датчик 5/ 11 - левый установочный центр для установки измеряемой детали (слева исходное положение, прочерченное штриховыми линиями,справа - конечное положение в конце измерения) 12-стойка для установки центра 13 - рукоятка для отвода и фиксации центра при установке и снятии измеряемой детали на прибор для измерения и после измерения 14 - ходовой винт для продольного перемещения салазок 15 - левая опора ходового винта 16 - рукоятка ходового винта (ручной привод должен быть совмещн с электрическим с установкой совместно с рукояткой 16 фланцевого электродвигателя)и- наибольший и наименьший диаметры измеряемых деталей прод., - наибольшая величина хода салазок цикл измерения одним и двумя лазерными датчиками равен одному обороту детали, тремя датчиками полутора оборотам. На фиг.2 представлен разрез прибора в сечении А-А с нанесением необходимых позиций,обозначений, размеров 1 - основание прибора(плита) 2-салазки 9-спаренные боковые датчики М 5/ 10-верхний лазерный датчик 5/ 12-стойка для установки центра 14-ходовой винт для продольного перемещения салазок ,наибольший и наименьший диаметры измеряемых деталей 19 - падающий и отраженный лучи лазерного датчика 5/ 20 -разрезное кольцо на ходовом винте. Прибор позволяет эффективно производить комплексный контроль качества деталей типа валов,гильз втулок с достаточной для производства точностью полная картина отклонений от заданной геометрической формы деталей позволяет принимать эффективные меры по повышению качества изготовления деталей путем устранения выявленных причин, влияющих на точность при необходимости можно производить более быстрый экспресс-контроль отклонения от круглости,отклонения от прямолинейности образующих с использованием одного датчика. 5 22196 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ бесконтактного измерения отклонений от круглости, цилиндричности, не прямолинейности образующей деталей типа валов, гильз, втулок с помощью прибора, оснащнного лазерными датчиками 5/, в котором используется измерение расстояния от лазерного датчика до детали, а в процессе измерения в поперечном сечении детали сообщают вращение вокруг оси, или в процессе измерения в осевом сечении датчикам сообщают непрерывное продольное перемещение вдоль оси детали для выбора заданного поперечного сечения датчики перемещают вдоль оси с помощью ходового винта вручную или с помощью электропривода, для выбора заданного продольного сечения деталь поворачивают вокруг оси на заданный угловой шаг вручную или с помощью электропривода, характеризующийся тем, что отклонение от круглости измеряют как разность переменного расстояния от лазерного датчика до детали в процессе е вращения вокруг оси, а отклонение от прямолинейности образующей измеряют как разность переменного по величине расстояния от лазерного датчика до детали в процессе е продольного перемещения вдоль оси отклонение от круглости по выполненным измерениям взаимного положения и отклонений от прямолинейности образующих получают как геометрическое место точек пересечения реальных образующих с плоскостью заданного поперечного сечения детали отклонение от цилиндричности измеряют как векторную сумму отклонений от круглости в ряде выбранных поперечных сечений или как векторную сумму отклонений взаимного положения и отклонений от прямолинейности образующих детали. 2. Способ по п.1, характеризующийся тем, что для возможности измерения отклонения от круглости в поперечном сечении детали последней сообщается вращательное движение с помощью электродвигателя малой мощности и низкой частоты вращения 13 оборота в минуту. 3. Способ по п.1, характеризующийся тем, что вращательное движение детали включают и выключают с помощью магнитной муфты заявленного прибора. 4. Способ по п.1, характеризующийся тем, что для измерения не прямолинейности образующей используют продольное перемещение датчиков с помощью ходового винта, приводимого во вращение от маломощного фланцевого двигателя с малой частотой вращения до 100 оборотов в минуту. 5. Способ по п.1, характеризующийся тем, что для измерения отклонения от цилиндричности по совокупности контролируемых поперечных сечений по длине детали используют периодическое перемещение датчиков с салазками на один шаг с помощью ручного или электрического привода ходового винта и поочердную запись отклонения от круглости детали в выбранных поперечных сечениях. 6 6. Способ по п.1, характеризующийся тем, что для получения характера и величины отклонений от цилиндричности используют векторную сумму величин и взаимных положений отклонений от круглости во всех выбранных поперечных сечениях детали. 7. Способ по п.1, характеризующийся тем, что для получения отклонения от цилиндричности с использованием точностных характеристик детали в продольном сечении используют запись отклонений от прямолинейности образующих в заданных осевых сечениях при выключенном вращении детали и продольном перемещении от ходового винта, возврат в исходное положение, поворот детали на один заданный угловой шаг с помощью ручного поворота детали от рукоятки или от электропривода для выбора каждого очередного осевого сечения для измерения. 8. Способ по п.1, характеризующийся тем, что при использовании одного и двух лазерных датчиков для контроля отклонений от круглости цикл измерения завершается после одного оборота детали, при использовании трх датчиков - после полутора оборотов. 9. Способ по п.1, характеризующийся тем, что измерение величины углового поворота детали на заданный шаг при выборе очередного продольного сечения детали для измерения отклонения от прямолинейности образующих или их взаимного положения осуществляют по круговой шкале. 10. Способ по п.1, характеризующийся тем, что измерение величины продольного перемещения салазок на плите при измерении не прямолинейности образующих или при перемещении датчиков вдоль оси детали для выбора очередного поперечного сечения осуществляют по продольной шкале. 11. Способ по п.1, характеризующийся тем, что погрешность положения оси детали идентифицирована двумя спаренными датчиками и повышена точность измерения. 12. Способ по п.1, характеризующийся тем, что погрешность положения оси детали в горизонтальной и вертикальной плоскостях идентифицирована тремя лазерными датчиками,привязанными к общему центру и повышена точность измерения. 13. Способ по п.1, характеризующийся тем, что для деталей повышенной, высокой и особо высокой точности применены датчики повышенной точности с малым опорным расстоянием. 14. Способ по п. 1, характеризующийся тем, что при радиусе деталей, большем опорного расстояния датчиков, настройка датчиков выполнена с помощью эталона или концевых мер. 15. Способ по п.1, характеризующийся тем, что для того, чтобы каждая измеренная образующая измерялась последовательно каждым из трх датчиков, выбирают угловой шаг поворота детали для выбора осевого сечения, укладывающийся целое число раз в числе 90, т. е. 1, 2, 3, 5, 6, 9,10,15, 18, 30. 22196 16. Прибор для бесконтактного измерения отклонений от круглости,цилиндричности,прямолинейности образующей деталей типа валов,гильз, втулок с помощью лазерных датчиков М 5/, имеющий основание, салазки с двумя стойками с центрами для установки детали, рычаг отвода левого центра в нерабочее положение, узел правого центра с магнитной муфтой, круговой шкалой, маховиком и электродвигателем с частотой вращения до трх оборотов в минуту, ходовой винт с рукояткой, электродвигатель привода ходового винта, П - образную стойку на основании для закрепления лазерных датчиков 5/,характеризующийся тем, что он оснащн одним,двумя или тремя лазерными датчиками 5/,предназначенными для измерения расстояний и толщины лент, пластин электродвигателем с возможностью вращения детали через магнитную муфту салазками и ходовым винтом с возможностью продольного перемещения датчиков от электродвигателя или через ходовой винт вручную круговой шкалой с возможностью отсчта углового поворота детали продольной шкалой с возможностью измерения продольного перемещения салазок с деталью на основании разрезным ограничительным кольцом осевого зазора ходового винта . 17. Прибор по п. 2, характеризующийся тем,что его текущее конструктивное исполнение в части количества используемых датчиков 5/ одного, двух или трх и выбранная тем самым электрическая схема прибора - зависят от степени точности измеряемых деталей, как показано сущности изобретения и в описании работы прибора. 18. Прибор по п. 2, характеризующийся тем,что его текущее конструктивное исполнение в части оснащения датчиками 5/ (с малым опорным расстоянием и требуемыми техническими характеристиками), настраиваемыми на размер с помощью эталона и концевых мер, зависит от диапазона измеряемых размеров (диаметров) для измерения деталей повышенной, высокой и особо высокой точности, как показано в сущности изобретения и в описании работы прибора.
МПК / Метки
МПК: G01B 11/08
Метки: диаметров, сечении, взаимного, втулок, цилиндричности, реализации, продольным, типа, образующих, круглости, валов, гильз, непрямолинейности, лазерных, способ, положения, осевом, перемещении, помошью, измерения, отклонений, датчиков, деталей, прибор
Код ссылки
<a href="https://kz.patents.su/8-ip22196-sposob-i-pribor-dlya-izmereniya-diametrov-nepryamolinejjnosti-obrazuyushhih-otklonenijj-ot-kruglosti-vzaimnogo-polozheniya-obrazuyushhih-v-osevom-sechenii-otklonenijj-ot-cilindrich.html" rel="bookmark" title="База патентов Казахстана">Способ и прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помошью лазерных датчиков М5/Lazer при продольным перемещении деталей для его реализации</a>
Способ и прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Lazer при продольным перемещении датчиков для его реализации
Номер инновационного патента: 21954
Опубликовано: 15.12.2009
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: сечении, деталей, датчиков, образующих, помощью, втулок, диаметров, положения, типа, осевом, продольным, валов, взаимного, перемещении, способ, гильз, измерения, прибор, реализации, лазерных, круглости, непрямолинейности, цилиндричности, отклонений
Формула / Реферат:
Способ бесконтактного измерения отклонений от круглости, цилиндричности, непрямолинейности образующей деталей типа валов, гильз, втулок с помощью лазерных датчиков M5/LASER, в котором используется измерение расстояния от лазерного датчика до детали, а в процессе измерения в поперечном сечении детали сообщают вращение вокруг оси, или в процессе измерения в осевом сечении детали сообщают непрерывное продольное перемещение вдоль оси; для выбора...
Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Laser при продольном перемещении датчиков
Номер инновационного патента: 21816
Опубликовано: 15.10.2009
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G08B 11/08
Метки: измерения, цилиндричности, продольном, втулок, валов, непрямолинейности, отклонений, перемещении, лазерных, образующих, деталей, положения, датчиков, гильз, помощью, прибор, взаимного, диаметров, типа, сечении, круглости, осевом
Формула / Реферат:
Прибор предназначен для измерения диаметров, отклонений от круглости, цилиндричности, непрямолинейности, взаимного положения образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М5 / LASER при вращательном движении детали и поступательным перемещением салазок с датчиками вдоль оси детали. Для измерения отклонений от круглости детали сообщают круговое движение...
Прибор для измерения диаметров, непрямолинейности образующих, отклонений от круглости, взаимного положения образующих в осевом сечении, отклонений от цилиндричности деталей типа валов, гильз, втулок с помощью лазерных датчиков М5/Laser при продольном перемещении детали
Номер инновационного патента: 21806
Опубликовано: 15.11.2009
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: помощью, непрямолинейности, отклонений, валов, сечении, продольном, положения, осевом, деталей, втулок, круглости, датчиков, взаимного, гильз, измерения, прибор, перемещении, цилиндричности, лазерных, детали, типа, диаметров, образующих
Формула / Реферат:
Прибор предназначен для измерения диаметров, отклонений от круглости, цилиндричности, непрямолинейности образующих деталей типа валов, гильз, втулок с использованием одного, двух спаренных, трех привязанных к одному центру лазерных датчиков М5/LASER при вращательном движении детали и поступательным перемещением салазок с деталью вдоль оси. Прибор оснащен тремя лазерными датчиками и может работать с одним, двумя спаренными, тремя лазерными...
Способ измерения отклонений от цилиндричности и от круглости одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении датчиков (способ последовательных осевых сечений – неподвижных образующих)
Номер инновационного патента: 19945
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: измерения, сечений, датчиками, двумя, осевых, перемещении, цилиндричности, продольном, лазерными, отклонений, неподвижных, тремя, образующих, круглости, одним, датчиков, способ, последовательных
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих и от цилиндричности одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - неподвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещений датчиков при измерении.Измерения отклонений от прямолинейности образующих и диаметра основаны на измерении прямолинейности и...
Способ измерения отклонений от цилиндричности и круглости одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении детали (способ последовательных осевых сечений – подвижных образующих)
Номер инновационного патента: 19942
Опубликовано: 15.08.2008
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
МПК: G01B 11/08
Метки: сечений, лазерными, последовательных, образующих, способ, одним, продольном, подвижных, цилиндричности, двумя, круглости, отклонений, детали, перемещении, датчиками, осевых, тремя, измерения
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих и от цилиндричности, отклонения от круглости одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - подвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещении детали при измерении.Измерения отклонений от цилиндричности, от круглости и диаметра основаны на...
Предыдущий патент: Устройство для прицеливания
Следующий патент: Способ доставки гноя при мыте лошадей для исследования методом полимеразно-цепной реакции