Способ сборки трубчатого теплообменника, трубчатый теплообменник
Номер инновационного патента: 30422
Опубликовано: 15.10.2015
Авторы: Баранов Андрей Николаевич, Эбель Николай Александрович
Формула / Реферат
Реферат
Способ сборки трубчатого теплообменника, трубчатый теплообменник и способ восстановления трубчатого теплообменника
Изобретение относится к области двигателестроения, энергетической, нефтеперерабатывающей, нефтехимической, химической, холодильной, газовой, горно-химических добывающих, машиностроении, атомной, и других отраслях промышленности, в энергетике и коммунальном хозяйстве и может быть использована при изготовлении теплообменных аппаратов как рекуперативного, так и регенеративного типов. Трубчатый теплообменник включает две трубные доски теплообменной секции с отверстиями, в которых закреплены теплообменные трубки с образованием герметичных соединений. После подготовки трубок резкой их торцуют и протачивают с двух сторон образовывая цилиндрические части диаметром обеспечивающим легкопрессовую посадку с полимерной уплотнительной цилиндрической прокладкой по проточенной цилиндрической поверхности. И длиной обеспечивающей габаритную установку теплообменной трубки внутри теплообменного аппарата при сборке. В трубной доске сверлят отверстие с припуском под нарезание резьбы. Острые кромки притупляют фаской. Нарезают внутреннюю сквозную резьбу. Изготавливают гайки с наружной резьбой и внутренним шестигранным отверстием для установки их в трубной доске при помощи шестигранного ключа. Изготавливают полимерные уплотнительные цилиндрические прокладки, выдерживают размеры, обеспечивающие легкопрессовую посадку между прилегающими поверхностями внутри гайки и обработанной частью цилиндрической поверхности теплообменной трубки. После установки теплообменных трубок в отверстия трубных досок производят запрессовку полимерной прокладки в гайку, затем запрессовку теплообменной трубки внутрь полимерной прокладки путем закручивания гайки в отверстие трубной доски. Восстанавливают трубчатый теплообменник путем отделения теплообменных трубок от трубных досок теплообменной секции с разделением установленных между каждой теплообменной трубкой и ответным отверстием в трубной доске гайки и уплотнительной полимерной прокладки. Производят очистку внутренних и наружных поверхностей теплообменных трубок и трубных досок от загрязнений, выбраковку изношенных трубок и повторную сборку теплообменных трубок с трубными досками с заменой изношенных трубок на новые и/или установку заглушек в соответствующие отверстия трубных досок. Сборку теплообменных трубок с трубными досками теплообменной секции осуществляют ранее описанным способом сборки теплообменника. С применением разъемных соединений упрощается сборка и ремонт трубчатых теплообменников.
2
Текст
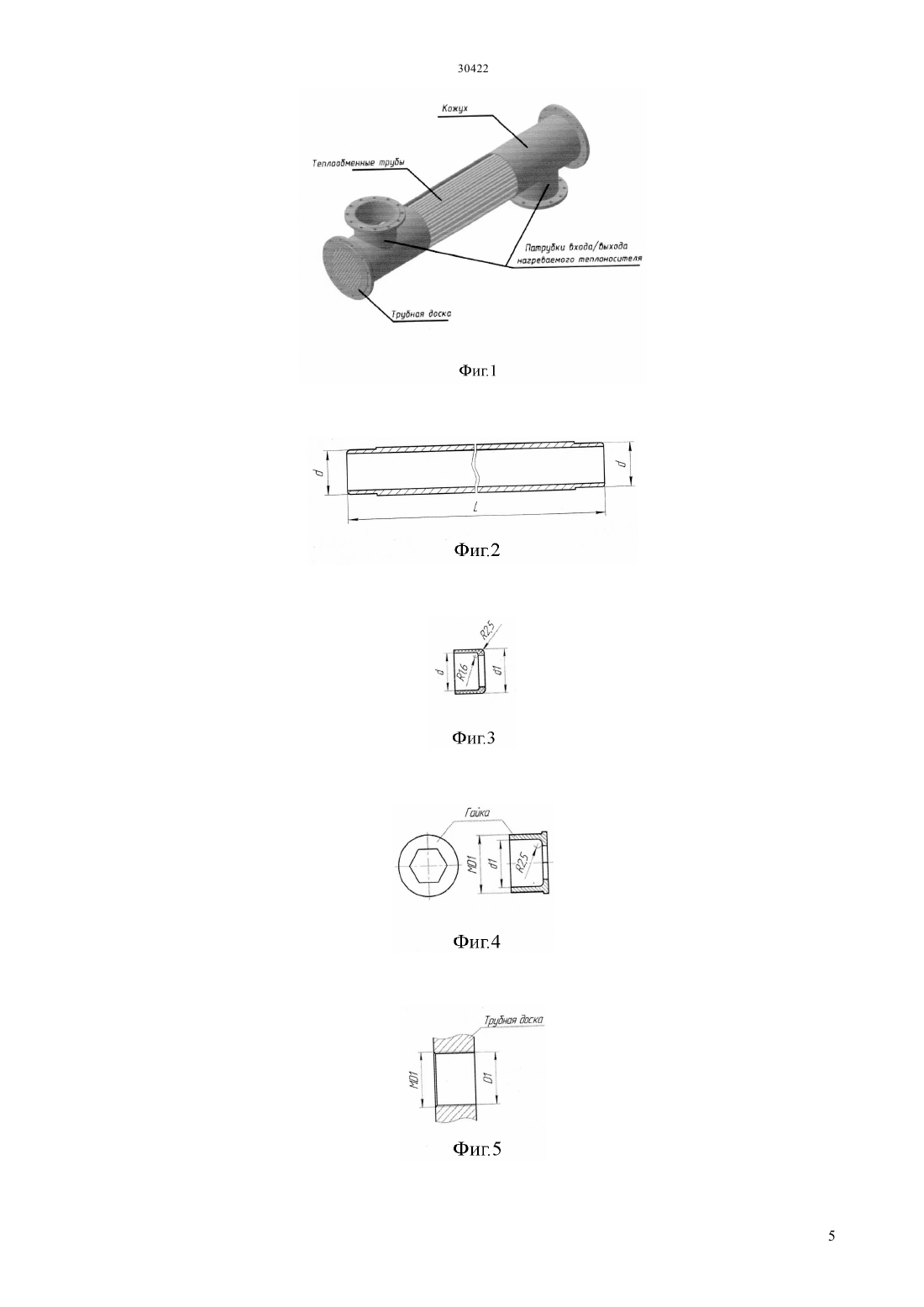
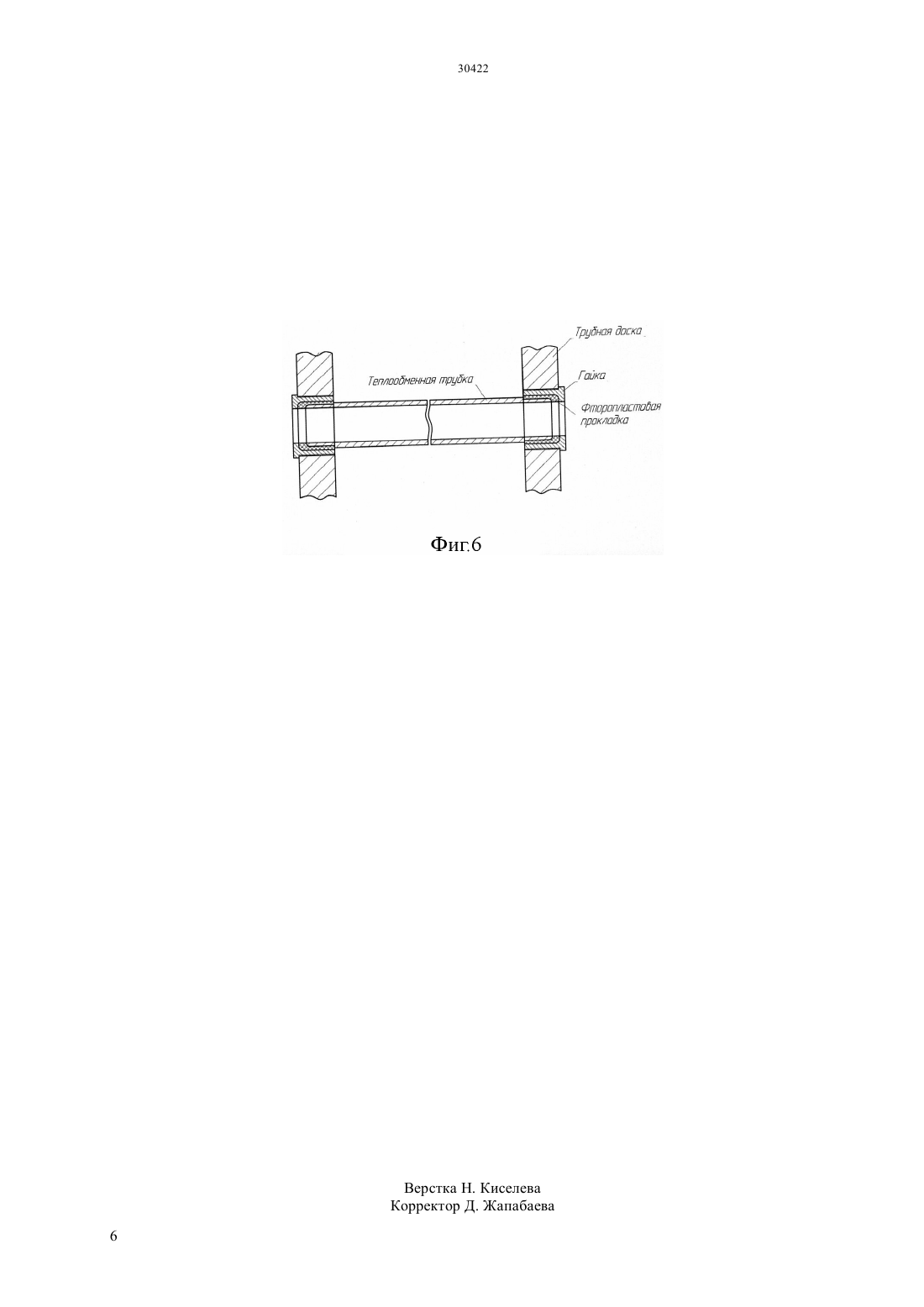
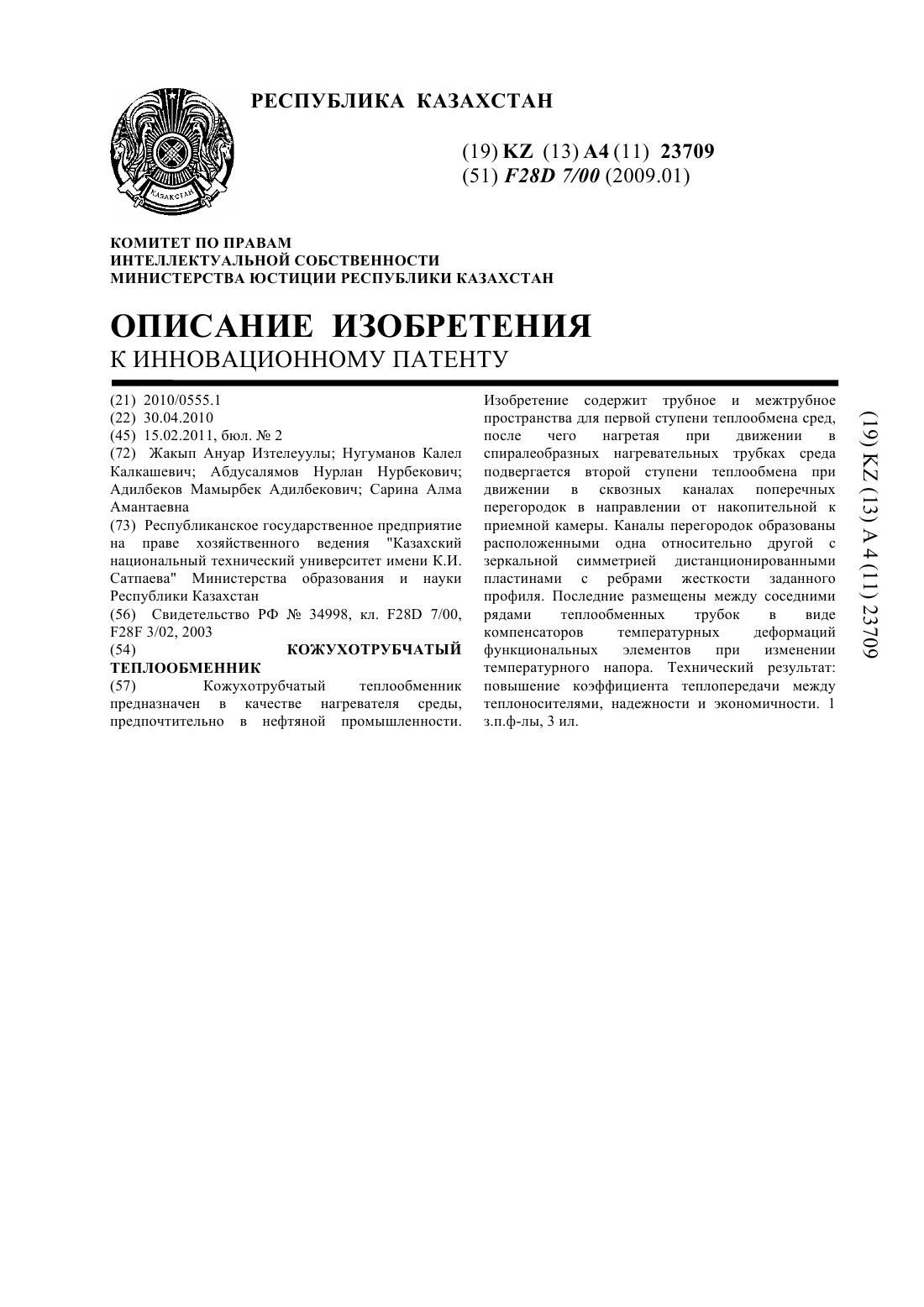
(51) 23 15/26 (2006.01) 21 53/02 (2006.01) 21 39/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ внутреннюю сквозную резьбу. Изготавливают гайки с наружной резьбой и внутренним шестигранным отверстием для установки их в трубной доске при помощи шестигранного ключа. Изготавливают полимерные уплотнительные цилиндрические прокладки, выдерживают размеры, обеспечивающие легкопрессовую посадку между прилегающими поверхностями внутри гайки и обработанной частью цилиндрической поверхности теплообменной трубки. После установки теплообменных трубок в отверстия трубных досок производят запрессовку полимерной прокладки в гайку, затем запрессовку теплообменной трубки внутрь полимерной прокладки путем закручивания гайки в отверстие трубной доски. Восстанавливают трубчатый теплообменник путем отделения теплообменных трубок от трубных досок теплообменной секции с разделением установленных между каждой теплообменной трубкой и ответным отверстием в трубной доске гайки и уплотнительной полимерной прокладки. Производят очистку внутренних и наружных поверхностей теплообменных трубок и трубных досок от загрязнений, выбраковку изношенных трубок и повторную сборку теплообменных трубок с трубными досками с заменой изношенных трубок на новые и/или установку заглушек в соответствующие отверстия трубных досок. Сборку теплообменных трубок с трубными досками теплообменной секции осуществляют ранее описанным способом сборки теплообменника. С применением разъемных соединений упрощается сборка и ремонт трубчатых теплообменников.(76) Баранов Андрей НиколаевичЭбель Николай Александрович(54) СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА,ТРУБЧАТЫЙ ТЕПЛООБМЕННИК(57) Изобретение относится к области двигателестроения,энергетической,нефтеперерабатывающей,нефтехимической,химической,холодильной,газовой,горнохимических добывающих,машиностроении,атомной, и других отраслях промышленности, в энергетике и коммунальном хозяйстве и может быть использована при изготовлении теплообменных аппаратов как рекуперативного,так и регенеративного типов. Трубчатый теплообменник включает две трубные доски теплообменной секции с отверстиями,в которых закреплены теплообменные трубки с образованием герметичных соединений. После подготовки трубок резкой их торцуют и протачивают с двух сторон образовывая цилиндрические части диаметром обеспечивающим легкопрессовую посадку с полимерной уплотнительной цилиндрической прокладкой по проточенной цилиндрической поверхности. И длиной обеспечивающей габаритную установку теплообменной трубки внутри теплообменного аппарата при сборке. В трубной доске сверлят отверстие с припуском под нарезание резьбы. Острые кромки притупляют фаской. Нарезают Изобретение относится к области двигателестроения,энергетической,нефтеперерабатывающей,нефтехимической,химической,холодильной,газовой,горнохимической добывающей,машиностроению,атомной, и другим отраслям промышленности,энергетике и коммунальному хозяйству и может быть использовано при изготовлении теплообменных аппаратов как рекуперативного, так и регенеративного типов. Известен способ сборки теплообменника,заключающийся в подготовке в трубных досках посадочных поверхностей под теплообменные трубки, установку трубок и их соединение с трубными досками методом сварки с различными вариантами разделки кромок свариваемых деталей Описание изобретения к патенту США 5101892 от 02.05 1991, Н.Кл. 165-158, опубл. 07.04.1992. Использование различных способов сварки для соединения теплообменных труб с трубными досками, включая сварку кольцевым швом изнутри трубы, возможно лишь для случая, когда теплообменные трубки велики, их количество мало,а теплообменник представляет собой небольшое тело вращения. Во всех остальных случаях известный способ неприменим для использования из-за высокой трудоемкости. Известен способ изготовления трубчатого теплообменника, который включает обжатие концов теплообменных трубок, установку обжатых концов трубок в соответствующие отверстия трубной доски и развальцовку выступающих над плоскостью трубной доски частей трубок Описание изобретения к патенту Германии 3425382 от 10.07.1984, МПК 6 В 23 Р 15/26, опубл. 28.02.1985. Получается надежное соединение с двумя характерными зонами герметичного контакта концов каждой трубки с обеими плоскостями каждой трубной доски. Большое количество однотипных конструктивных элементов требует такого же количества типовых технологических операций. При этом неизбежны случаи, когда качество сборки части теплообменных труб в теплообменнике будет отличаться от качества сборки оставшейся части труб, например, из-за разницы по длине трубок прилегание обжатого конца трубки к нижней плоскости трубной доски будет неполным. Именно в этих местах возможно протекание рабочей среды или теплоносителя. Кроме этого, при развальцовке множества труб одинаковым методом неизбежна ситуация, когда теплообменник поведет в какуюлибо сторону. Известен способ герметичного соединения оребренного трубчатого теплообменного элемента с многослойной трубной доской теплообменника,включающий отбортовку каждого слоя трубной доски по периметру отверстия, установку в это отверстие шейки теплообменного элемента, на которой предварительно выполнены выступы высотой 0,2-0,3 мм. Поверхность шейки обезжиривается, покрывается слоем клея, например лейконат, и высушивается. Далее в полости,2 образованной отбортовками двух смежных слоев трубной доски по периметру отверстия и шейкой теплообменного элемента,размещается уплотнительный элемент из невулканизированной резины, слои трубной доски сжимаются с созданием давления на уплотнительный элемент,а выступающий из трубной доски конец теплообменного элемента развальцовывается Описание изобретения к патенту РФ 2064392 от 24.01.1991, МПК 6 В 23 Р 11/00, 28 9/16, опубл. 27.07.1996. Данный способ отличается высокой трудоемкостью и неприменим для конструктивно сложных теплообменников с большим количеством трубчатых теплообменных элементов. Сущность объекта состоит в следующем Теплообменный аппарат фиг.1 - это устройство, в котором осуществляется теплообмен между двумя теплоносителями,имеющими различные температуры. Теплоноситель - жидкоеили газообразное вещество, применяемое для передачи тепловой энергии перемещающееся в трубном и межтрубном пространствах. На практике чаще всего применяют воду (в виде газа или жидкости),глицерин, нефтяные продукты, кислоты, воздух,азот (в том числе жидкий), фреоны. По принципу действия теплообменники подразделяются на рекуператоры и регенераторы. В рекуператорах движущиеся теплоносители разделены стенкой трубы,тепловой обмен происходит при одновременном движении двух или более теплоносителей по средством передачи тепловой энергии через разделяющие их стенки сосуда называемыми теплообменными трубками. В регенеративных теплообменниках горячий и холодный теплоносители контактируют с одной и той же поверхностью поочередно. Теплота накапливается в стенке сосуда при контакте с горячим теплоносителем и отдается при контакте с холодным теплоносителем. В зависимости от направления движения теплоносителей рекуперативные теплообменники могут быть прямоточными при параллельном движении в одном направлении, противоточными при параллельном встречном движении, а также при взаимно перпендикулярном движении двух взаимодействующих сред. Наиболее широкое распространение получили кожухотрубные теплообменные аппараты,используемые для теплообмена между потоками в различных агрегатных состояниях (паржидкость,жидкостьжидкость, газгаз, газжидкость). Аппарат состоит из пучка труб установленных внутри кожуха по средством закрепления в трубных решетках(трубных досках),герметично приваренных к кожуху с двух его сторон. Трубки завальцованы в двух трубных решетках или приварены к ним в зависимости от свойств конструкционных материалов. Трубки размещаются в пучке в шахматном порядке, по вершинам равностороннего треугольника или квадрата, с шагом /(1,252,20), гденаружный диаметр труб. Аппарат снабжен двумя съемными крышками со штуцерами для входа и выхода теплоносителя, движущегося внутри труб. Трубное и межтрубное пространства разобщены. Второй теплоноситель движется в межтрубном пространстве, снабженном входным и выходным штуцерами приваренными к корпусу. По трубам движется, как правило, тот поток, который содержит взвешенные твердые частицы, находится под большим давлением, обладает агрессивными свойствами или высокой температурой. Площадь проходного сечения межтрубного пространства значительно больше суммарного живого сечения труб, поэтому при одинаковых объемных расходах теплоносителей коэффициент теплоотдачи со стороны межтрубного пространства оказывается более низким. Для устранения этого явления прибегают к увеличению скорости теплоносителя путем размещения различных перегородок в межтрубном пространстве. В кожухотрубных теплообменниках достигаются достаточно большие отношения теплообменной поверхности к объему и массе. Размеры поверхности теплообмена легко можно варьировать в широких пределах,конструкция имеет достаточную прочность и выдерживает нормальные нагрузки при сборке,перевозке и монтаже теплообменника, а также внутренние и внешние напряжения в обычных условиях эксплуатации. Конструктивные особенности позволяют применять этот тип почти во всех случаях, включая предельно низкие или высокие температуры и давления, большие градиенты температур,при испарении и конденсации и использовании сильно загрязненных и коррозионно-активных теплоносителей. Трубы являются основным элементом,обеспечивающим теплопередачу между теплоносителем, протекающим внутри трубы и в межтрубном пространстве. Трубы могут быть либо гладкими, либо с невысокими ребрами снаружи. Трубная доска представляет собой металлический диск, в котором имеются отверстия для труб,элементов уплотнений,дистанционирующих решеток и крепежных болтов,если трубная доска привинчивается к фланцу кожуха (трубная доска может быть также приварена к кожуху). Кожух имеет вид цилиндра, внутри которого помещены трубы и циркулирует теплоноситель. Теплоноситель подразделяют на нагревающий и нагреваемый. Нагревающий теплоноситель движется сквозь трубное пространство. Теплоноситель нагреваемый поступает в кожух через входной патрубок и выходит через выходной. Чаще всего патрубки изготовляются из стандартных труб, которые привариваются к кожуху. Задачей изобретения является разработка такого способа восстановления трубных пучков с использованием трубных решеток восстанавливаемого варианта,который бы обеспечивал долговременные повышенные служебные характеристики разъемных механических соединений с заменой отдельно взятых, пришедших в негодность теплообменных труб. Технический результат достигается тем, что в способе восстановления трубных пучков теплообменных аппаратов, включающем получение трубных решеток (досок) путем их механической обработки с применением сверления и последующим нарезанием в полученных отверстиях резьбы для последующей установки в них гаек выполненных токарным способом с внутренней поверхностью для установки уплотнения непосредственно между гайкой и теплообменной трубкой обеспечивающей герметичность соединения. На теплообменных трубках, после их предварительной резки, токарным способом формируется их размерная длина, а также с обоих сторон цилиндрическая поверхность обеспечивающая герметичность соединения с уплотнением установленным в гайке. Полученные теплообменные трубки устанавливают в отверстия трубной решетки (доски) и затягивают гайками с расположенными внутри уплотнительными прокладками. Реализация предлагаемого способа позволяет эффективно осуществлять восстановление трубных пучков с применением теплообменных трубок с образованной на них цилиндрической уплотняющей поверхностью. Это объясняется тем, что при соответствующей конструкции трубного отверстия допустимо получение разъемных соединений в трубных решетках восстанавливаемого варианта. При этом теплообменная трубка, гайка и прокладка не испытывают больших деформирующих усилий обеспечивая герметичность. Сущность изобретения поясняется чертежами,где на фиг.2 приведена теплообменная трубка с цилиндрическим участкоми длиной ,полученными посредством токарной обработки. На фиг.3 приведена прокладка с цилиндрическими участкамиии радиусами 1,6 и 2,5 полученными посредством токарной обработки. На фиг.4 приведена гайка с резьбовым участком М 1 и цилиндрическим участком 1 с радиусом 2,5 предназначенными для установки прокладки, гайка выполнена посредством токарной обработки. На фиг.5 приведен элемент трубной решетки (доски) с резьбовой частью М 1 для установки гайки,обработка отверстий в трубной решетке выполняется на металлорежущем оборудовании путем сверления и последующим нарезанием в полученных отвестиях резьбы. На фиг.6 приведена окончательная стадия сборки деталей с установкой теплообменной трубки, прокладки, гайки в трубной решетке(доске) теплообменного аппарата ремонтного варианта. Вариант осуществления изобретения состоит в следующем. Для присоединения каждой теплообменной трубки к трубной доске Сверлят отверстие в трубной доске диаметром 1, с припуском под нарезание метрической резьбы 1 с шагом 1 мм. Острые кромки притупляют фаской не более 0,2 мм. Нарезают внутреннюю сквозную резьбу 1 в трубной доске с шагом 1 мм. 3 Изготавливают 2 гайки с внутренним шестигранным отверстием для установки их в трубной доске при помощи шестигранного ключа и 2 полимерные прокладки выдерживают размеры, обеспечивающие легкопрессовую посадку между прилегающими поверхностями . Торцуют и протачивают теплообменную трубку с двух сторон диаметром ,обеспечивающим легкопрессовую посадку с полимерной прокладкой по поверхности . И длинойобеспечивающей габаритную установку теплообменной трубки внутри теплообменного аппарата при сборке с зазором по длине не более 2 мм. Устанавливают теплообменную трубку внутри теплообменного аппарата, устанавливают на теплообменную трубку полимерные прокладки с двух сторон. Вариант сборки А Устанавливают гайку внутри трубной доски с заранее установленной в нее полимерной прокладкой,затягивают гайку шестигранным ключом. Запрессовывают теплообменную трубку в прокладку гайки установленной в трубной доске, устанавливают вторую гайку совместив ее с полимерной втулкой по поверхности , закручивают, затягивают в трубной доске шестигранным ключом. Вариант сборки Б Устанавливают теплообменную трубку внутри кожуха теплообменного аппарата,на трубку напрессовывают полимерные прокладки. Устанавливают гайки поверх полимерных прокладок с двух сторон теплообменной трубки,одновременно с одинаковой скоростью или поочередно закручивают на 2-3 оборота до упора. Производят испытание теплообменного аппарата давлением на 30 превышающим рабочее. Опытно-промышленная проверка разработанного способа проводилась на трубах из стали 12 Х 18 Н 10 Т с поперечным сечением 25 х 3 мм, гайка выполнена из стали 12 Х 18 Н 10 Т номинальный диаметр резьбы 33 мм с внутренним диаметром 27, трубная решетка (доска) выполнена из стали 12 Х 18 Н 10 Т с длиной резьбовых частей для установки гайки 25 мм, прокладка выполнена из материала фторопласт-4. Проверка показала, что теплообменная трубка, гайка, трубная решетка (доска) подвержены деформации не были, в то время как фторопластовая прокладка получила усадку приблизительно равную 0,1-0,16 мм необходимую для обеспечения герметичности. Гидравлические испытания разъемных соединений ремонтного варианта выявили 100 их пригодность требованиям производства,технологичность и минимальные затраты на ремонт трубных пучков. Особенно это важно для трубных решеток из нержавеющей стали, так как стоимость одной тонны данной стали составляет от 1 500 000 тенге. Изобретение применимо для ремонта трубных пучков теплообменных аппаратов нефтеперерабатывающей,нефтехимической,химической, горнохимических добывающих, в энергетике, коммунальном хозяйстве, и других отраслях промышленности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ сборки трубчатого теплообменника,включающий установку теплообменных трубок в трубные доски теплообменной секции с образованием герметичных соединений,отличающийся тем, что герметичное соединение трубок в трубной доске получают с использованием гаек и уплотнительных цилиндрических прокладок,для чего после установки теплообменных трубок в трубные доски производят запрессовку полимерных прокладок в гайки,затем запрессовку теплообменной трубки внутрь полимерных прокладок, путем закручивания гаек в отверстия трубной доски с двух сторон, количеством,соответствующим объему упомянутых теплообменных трубок в секции. 2. Трубчатый теплообменник, состоящий из кожуха, теплообменных трубок, трубных досок,двух съемных крышек со штуцерами,отличающийся тем, что теплообменные трубки в ответных отверстиях трубных досок герметично установлены с помощью гаек и полимерных уплотнительных цилиндрических прокладок. 3. Трубчатый теплообменник по п.2,отличающийся тем, что для обеспечения герметичности использовано резьбовое соединение и уплотняющая полимерная прокладка, трубка цилиндрические торцевые участки которой обработаны на металлорежущем оборудовании.
МПК / Метки
МПК: B21D 39/00, B21D 53/02, B23P 15/26
Метки: способ, теплообменника, трубчатый, теплообменник, сборки, трубчатого
Код ссылки
<a href="https://kz.patents.su/6-ip30422-sposob-sborki-trubchatogo-teploobmennika-trubchatyjj-teploobmennik.html" rel="bookmark" title="База патентов Казахстана">Способ сборки трубчатого теплообменника, трубчатый теплообменник</a>
Вертикальный кожухотрубный теплообменник
Номер патента: 4866
Опубликовано: 16.06.1997
Авторы: Потапов Николай Григорьевич, Копытов Геннадий Григорьевич, Чернабук Юрий Николаевич, Коротовских Герольд Андреевич, Кукиев Александр Каспарович, Сидоренко Станислав Петрович
МПК: F28D 7/16
Метки: теплообменник, кожухотрубный, вертикальный
Формула / Реферат:
Вертикальный кожухотрубный теплообменник, содержащий кожух с патрубками подвода и отвода сред трубного и межтрубного пространства, размещенный внутри кожуха пучок закрепленных в трубных решетках труб, заключенный в обечайку с продольной перегородкой внутри пучка и отверстиями в стенке, отличающийся тем, что с целью интенсификации теплообмена и улучшения ремонтоспособности теплообменника патрубки подвода и отвода среды межтрубного пространства...
Ороситель теплообменника, преимущественно, градирни
Номер предварительного патента: 5356
Опубликовано: 15.10.1997
Автор: Доскемпиров Бериккан Макипович
МПК: F28C 1/02
Метки: теплообменника, преимущественно, градирни, ороситель
Формула / Реферат:
Изобретение относится к оросителям теплообменных устройств, используемым, преимущественно, в градирнях тепловых электростанций.Для облегчения конструкции, технологичности изготовления, сборки и демонтажа оросителя теплообменника, преимущественно, градирни, содержащей каналы, образованные соприкасающимися, по меньшей мере, двумя полотнищами, согласно изобретению, полотнища выполнены в виде полимерной пленки, при этом одно из двух полотнищ...
Кожухотрубчатый теплообменник
Номер инновационного патента: 23709
Опубликовано: 15.02.2011
Авторы: Жакып Ануар Изтелеуулы, Адилбеков Мамырбек Адилбекович, Нугуманов Калел Калкашевич, Сарина Алма Амантаевна, Абдусалямов Нурлан Нурбекович
МПК: F28D 7/00
Метки: теплообменник, кожухотрубчатый
Формула / Реферат:
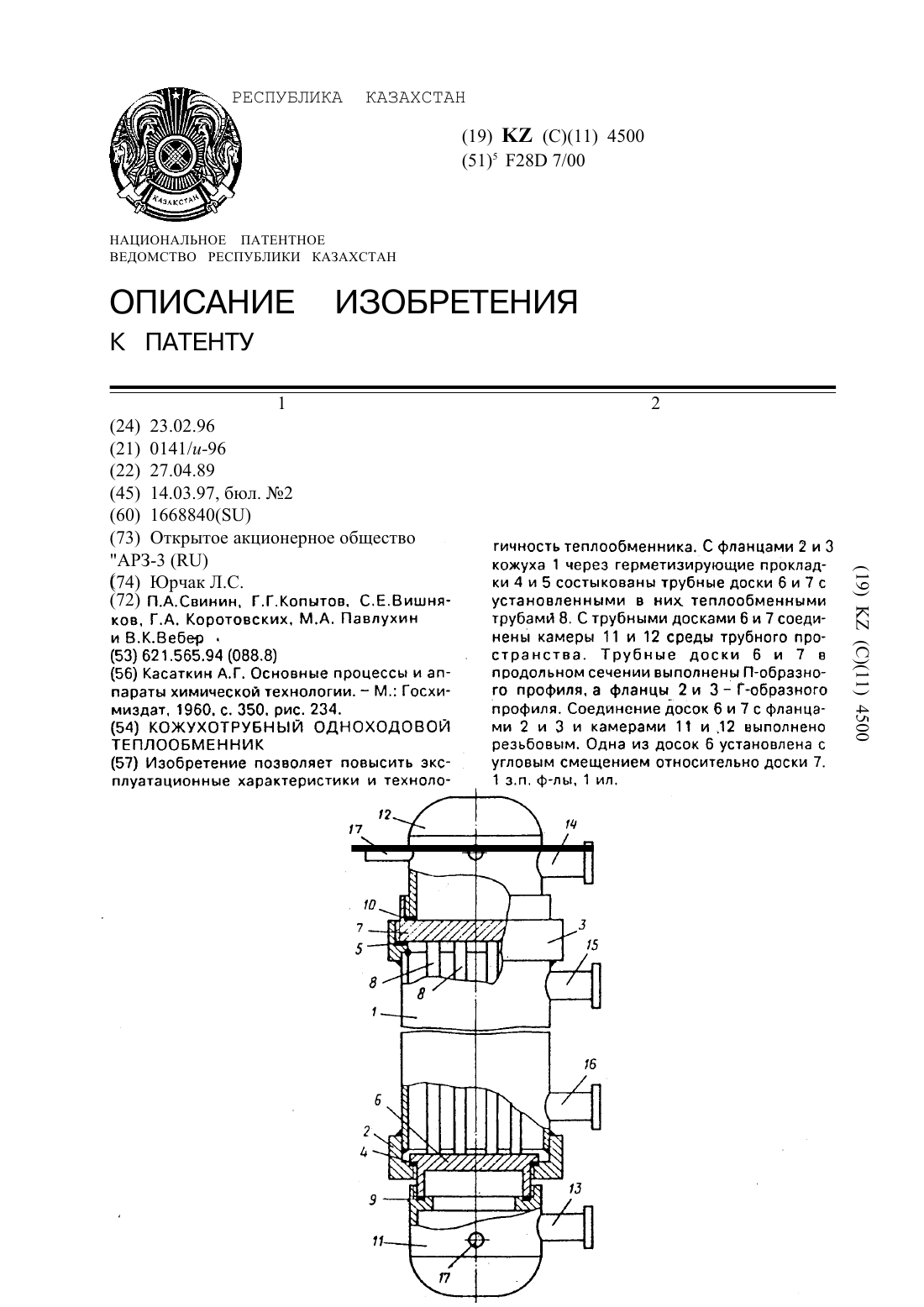
Кожухотрубчатый теплообменник предназначен в качестве нагревателя среды, предпочтительно в нефтяной промышленности. Изобретение содержит трубное и межтрубное пространства для первой ступени теплообмена сред, после чего нагретая при движении в спиралеобразных нагревательных трубках среда подвергается второй ступени теплообмена при движении в сквозных каналах поперечных перегородок в направлении от накопительной к приемной камеры. Каналы...
Кожухотрубный одноходовой теплообменник
Номер патента: 4500
Опубликовано: 14.03.1997
Авторы: Копытов Геннадий Григорьевич, Свинин Павел Андреевич, Павлухин Михаил Андреевич, Вебер Владимир Константинович, Вишняков Сергей Егорович, Коротовских Герольд Андреевич
МПК: F28D 7/00
Метки: кожухотрубный, одноходовой, теплообменник
Формула / Реферат:
Изобретение позволяет повысить эксплуатационные характеристики и технологичность теплообменника. С фланцами 2 и 3 кожуха 1 через герметизирующие прокладки 4 и 5 состыкованы трубные доски 6 и 7 с установленными в них теплообменными трубами 8. С трубными досками 6 и 7 соединены камеры 11 и 12 среды трубного пространства. Трубные доски 6 и 7 в продольном сечении выполнены П-образного профиля, а фланцы 2 и 3 - Г-образного профиля. Соединение досок 6...
Кавитационный теплообменник
Номер предварительного патента: 14714
Опубликовано: 16.08.2004
Автор: Дюсенов Канат Махметович
МПК: F28F 13/02
Метки: теплообменник, кавитационный
Формула / Реферат:
Изобретение относится к теплоэнергетике, аименно к теплообменным аппаратам рекуперативного типа.Технический результат изобретения - созданиеустойчиво и надежно работающего теплообменникас управляемой кавитационной парогазовой фазой ввиде каверн и использованием скрытой теплотыпарообразования практически любого жидкого теплоносителя (раствора, расплава) со значительнойинтенсификацией теплообмена.Технический результат достигается тем, что...
Предыдущий патент: Способ ремонта дефектов литья
Следующий патент: Кассетный пружинный виброуплотнитель бетонных смесей
Случайный патент: Умывальник