Способ непрерывного изготовления железобетонного трубопровода
Формула / Реферат
Изобретение относится к области производства железобетонных конструкций, в частности к способам непрерывного изготовления трубопроводов.
Технический результат - упрощение способа, повышение его производительности, повышение качества трубопровода, упрощение обслуживания и снижение затрат - достигается тем, что в способе непрерывного изготовления железобетонного трубопровода, включающем его формование путем непрерывной подачи с одинаковой скоростью бетонной смеси и арматуры, при этом бетонную смесь подают под давлением через формирующую опалубку, состоящую из внешней и внутренней стенок, вдоль которых укладывают антифрикционный слой для перемещения опалубки, арматуру располагают между стенками опалубки и навивают ее из металлической полосы, боковые края которой сваривают, а бетонную смесь нагнетают в полости, образованные между арматурой и внутренней стенкой опалубки и между арматурой и внешней стенкой опалубки, согласно изобретению, антифрикционный слой образуют из смазочного материала, который подают через сопла, выполненные в опалубке.
В качестве смазочного материала используют слизь, гель, цилиндровое масло, продукты переработки нефти или синтетические вещества.
Внешняя и внутренняя стенки формирующей опалубки могут быть коаксиальными, а также не коаксиальными.
Текст
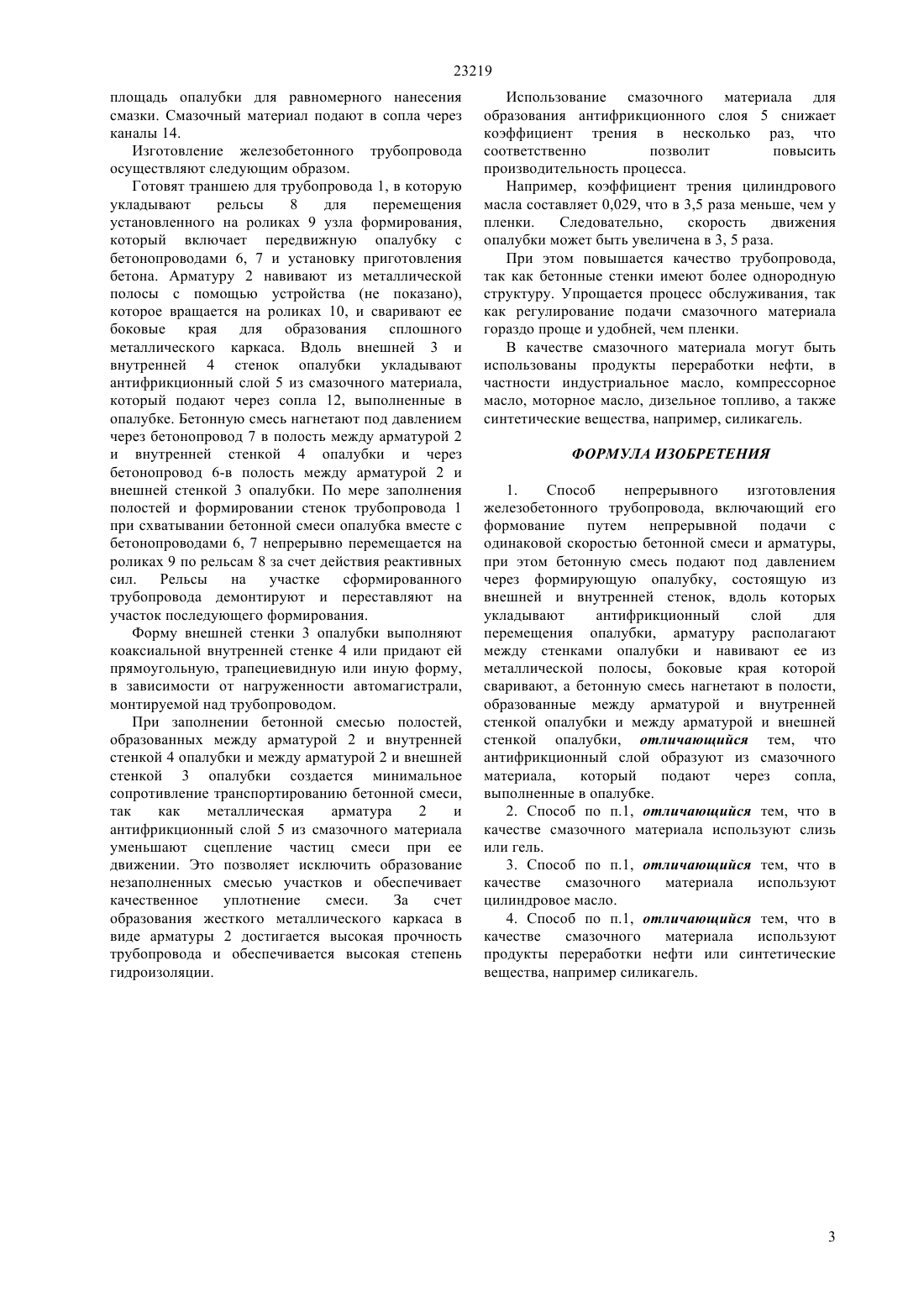
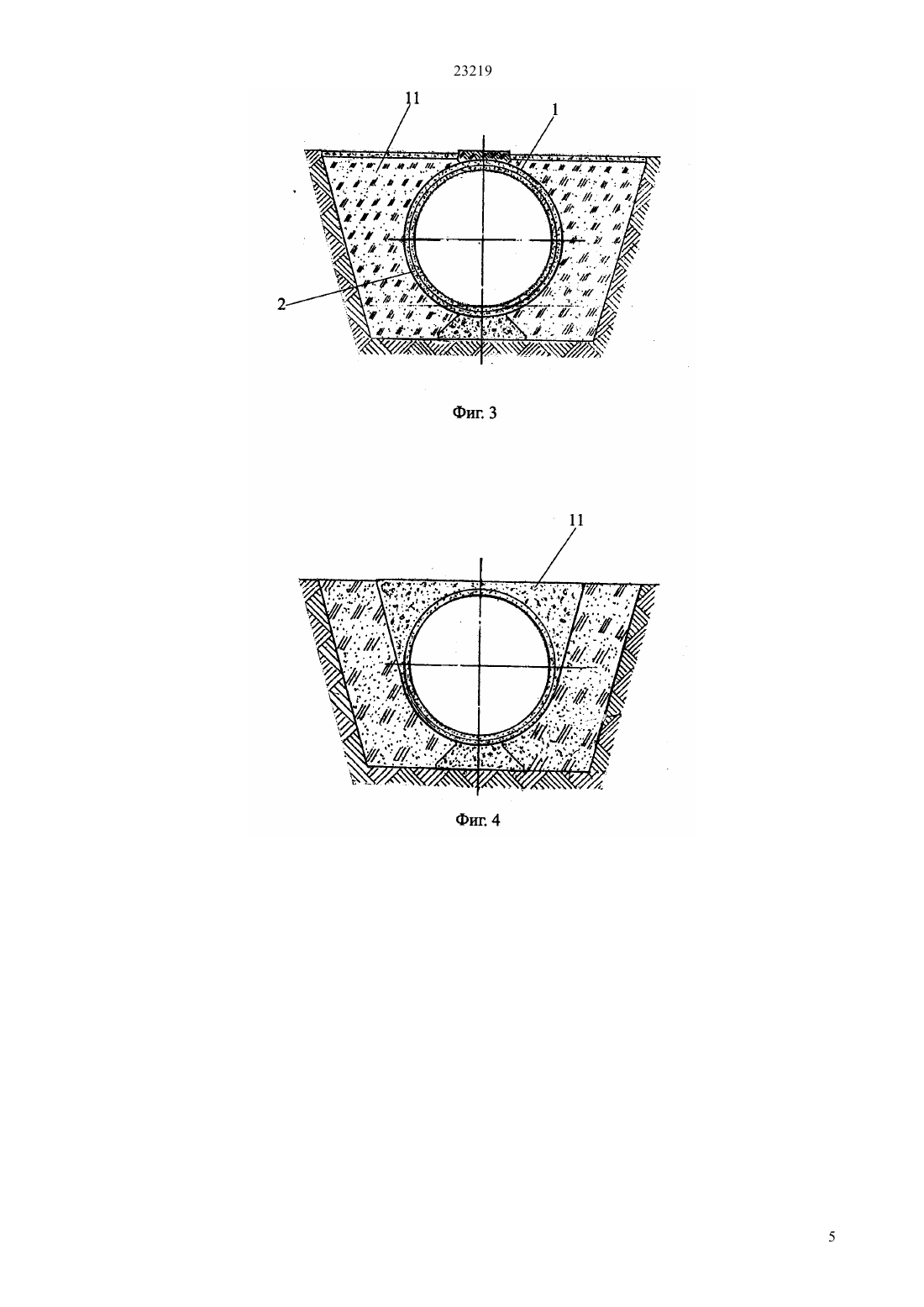
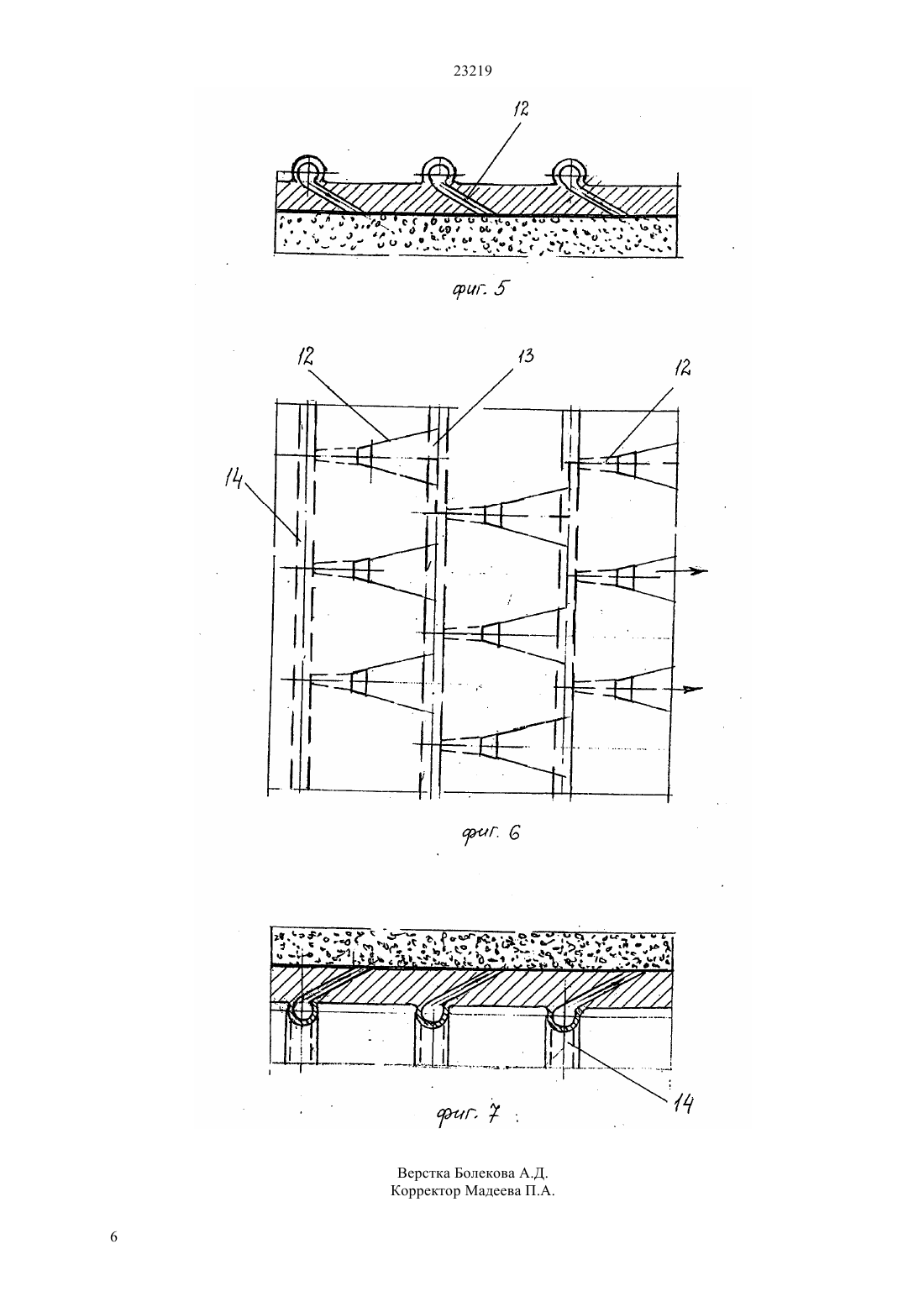
(51) 16 1/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ бетонной смеси и арматуры, при этом бетонную смесь подают под давлением через формирующую опалубку, состоящую из внешней и внутренней стенок,вдоль которых укладывают антифрикционный слой для перемещения опалубки,арматуру располагают между стенками опалубки и навивают ее из металлической полосы, боковые края которой сваривают, а бетонную смесь нагнетают в полости, образованные между арматурой и внутренней стенкой опалубки и между арматурой и внешней стенкой опалубки, согласно изобретению, антифрикционный слой образуют из смазочного материала, который подают через сопла,выполненные в опалубке. В качестве смазочного материала используют слизь, гель, цилиндровое масло, продукты переработки нефти или синтетические вещества. Внешняя и внутренняя стенки формирующей опалубки могут быть коаксиальными, а также не коаксиальными.(56) Предварительный патент РК 16997, кл. 16 1/00, 1996(54) СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОГО ТРУБОПРОВОДА(57) Изобретение относится к области производства железобетонных конструкций, в частности к способам непрерывного изготовления трубопроводов. Технический результат - упрощение способа,повышение его производительности, повышение качества трубопровода, упрощение обслуживания и снижение затрат - достигается тем, что в способе непрерывного изготовления железобетонного трубопровода, включающем его формование путем непрерывной подачи с одинаковой скоростью 23219 Изобретение относится к области производства железобетонных конструкций, в частности к способам непрерывного изготовления трубопроводов. Известен способ непрерывного изготовления железобетонного трубопровода,включающий образование в грунте траншеи, формование трубопровода в зазоре между экструдером с мундштуком и соосными им глубинным вибратором с пустотообразователем путем их протаскивания относительно трубопровода с одновременным виброуплотнением в зоне экструдера, укладку трубопровода на дно траншеи. После образования траншеи между стенками экструдера с мундштуком и глубинного вибратора с пустотообразователем подают арматуру в виде замкнутой по периметру сетки рабица, после выхода из мундштука жестко ее закрепляет грунтовым анкером к дну и стенкам траншеи и непрерывно подают с одинаковой скоростью бетонную смесь и арматуру (патент РФ 2064624, кл. 16 1/00, 1996). Использование вибратора для виброуплотнения в зоне экструдера усложняет способ и повышает энергозатраты. Кроме того, прочность трубопровода недостаточно высока, а арматура в виде сетки рабица не позволяет исключить просачивание влаги через бетон, что приводит к значительным потерям за счет этого транспортируемой по трубопроводу жидкости. При этом вследствие низкой прочности монтируемого трубопровода поверх него невозможно устроить магистральную дорогу. Наиболее близким к предлагаемому изобретению является способ непрерывного изготовления железобетонного трубопровода, включающий его формование путем непрерывной подачи с одинаковой скоростью бетонной смеси и арматуры,бетонную смесь подают под давлением через формирующую опалубку, состоящую из внешней и внутренней стенок, вдоль которых укладывают антифрикционный слой из полимерных лент для перемещения опалубки, арматуру располагают между стенками опалубки и навивают ее из металлической полосы, боковые края которой сваривают, а бетонную смесь нагнетают в полости,образованные между арматурой и внутренней стенкой опалубки и между арматурой и внешней стенкой опалубки. Формирующая опалубка состоит из коаксиальных внешней и внутренней стенок. Внешняя стенка опалубки может быть и не коаксиальна внутренней (предварительный патент РК 16997, кл. 16 1/00, 1996). Укладывание антифрикционного слоя из полимерных лент для перемещения опалубки усложняет способ и снижает его производительность. Кроме того, ленты могут деформироваться или рваться, что отрицательно влияет на качество готового изделия, затрудняет перемещение опалубки,усложняет процесс обслуживания и требует дополнительных затрат на устранение неполадок. Задачей изобретения является усовершенствование способа непрерывного 2 изготовления железобетонного трубопровода большого диаметра с возможностью выполнения поверх трубопровода магистральной автодороги. Технический результат - упрощение способа,повышение его производительности, повышение качества трубопровода, упрощение обслуживания и снижение затрат - достигается тем, что в способе непрерывного изготовления железобетонного трубопровода, включающем его формование путем непрерывной подачи с одинаковой скоростью бетонной смеси и арматуры, при этом бетонную смесь подают под давлением через формирующую опалубку, состоящую из внешней и внутренней стенок,вдоль которых укладывают антифрикционный слой для перемещения опалубки,арматуру располагают между стенками опалубки и навивают ее из металлической полосы, боковые края которой сваривают, а бетонную смесь нагнетают в полости, образованные между арматурой и внутренней стенкой опалубки и между арматурой и внешней стенкой опалубки, согласно изобретению, антифрикционный слой образуют из смазочного материала, который подают через сопла,выполненные в опалубке. В качестве смазочного материала используют слизь, гель, цилиндровое масло, продукты переработки нефти или синтетические вещества. Внешняя и внутренняя стенки формирующей опалубки могут быть коаксиальными, а также не коаксиальными. Изобретение поясняется чертежами, где на фиг. 1 представлена схема изготовления трубопровода, вид сбоку на фиг. 2-узел А на фиг. 1, продольный разрез на фиг. 3 -поперечный разрез трубопровода с коаксиальными внешней и внутренней стенками на фиг. 4-поперечный разрез трубопровода, где внешняя стенка опалубки не коаксиальна внутренней на фиг. 5-фрагмент внешней стенки опалубки с соплами на фиг. 6 - то же, вид сверху на фиг. 7-фрагмент внутренней стенки опалубки с соплами. В трубопроводе 1 арматура 2 выполнена из металлической (стальной) полосы, формирующая опалубка состоит из внешней 3 и внутренней 4 стенок. Антифрикционный слой 5 выполнен из смазочного материала. Бетонную смесь нагнетают через бетонопроводы 6 и 7. Установка для приготовления бетона (не показана) вместе с бетонопроводами 6 и 7 и формирующей опалубкой перемещается по съемным рельсам 8 на роликах 9. Арматуру 2 навивают из металлической полосы с помощью роликов 10. Магистральная дорога 11 проложена поверх трубопровода 1, траншея вокруг которого засыпана смесью щебня и грунта. Внешнюю 3 и внутреннюю 4 стенки опалубки выполняют коаксиальными. Форма внешней стенки 3 опалубки может быть трапециевидной,прямоугольной или другой, не коаксиальной внутренней стенке 4. Смазочный материал для образования антифрикционного слоя подают через сопла 12, выполненные в опалубке. Сопла 12 устанавливают в несколько рядов, при этом выходное сечение 13 сопел охватывает всю 23219 площадь опалубки для равномерного нанесения смазки. Смазочный материал подают в сопла через каналы 14. Изготовление железобетонного трубопровода осуществляют следующим образом. Готовят траншею для трубопровода 1, в которую укладывают рельсы 8 для перемещения установленного на роликах 9 узла формирования,который включает передвижную опалубку с бетонопроводами 6, 7 и установку приготовления бетона. Арматуру 2 навивают из металлической полосы с помощью устройства (не показано),которое вращается на роликах 10, и сваривают ее боковые края для образования сплошного металлического каркаса. Вдоль внешней 3 и внутренней 4 стенок опалубки укладывают антифрикционный слой 5 из смазочного материала,который подают через сопла 12, выполненные в опалубке. Бетонную смесь нагнетают под давлением через бетонопровод 7 в полость между арматурой 2 и внутренней стенкой 4 опалубки и через бетонопровод 6-в полость между арматурой 2 и внешней стенкой 3 опалубки. По мере заполнения полостей и формировании стенок трубопровода 1 при схватывании бетонной смеси опалубка вместе с бетонопроводами 6, 7 непрерывно перемещается на роликах 9 по рельсам 8 за счет действия реактивных сил. Рельсы на участке сформированного трубопровода демонтируют и переставляют на участок последующего формирования. Форму внешней стенки 3 опалубки выполняют коаксиальной внутренней стенке 4 или придают ей прямоугольную, трапециевидную или иную форму,в зависимости от нагруженности автомагистрали,монтируемой над трубопроводом. При заполнении бетонной смесью полостей,образованных между арматурой 2 и внутренней стенкой 4 опалубки и между арматурой 2 и внешней стенкой 3 опалубки создается минимальное сопротивление транспортированию бетонной смеси,так как металлическая арматура 2 и антифрикционный слой 5 из смазочного материала уменьшают сцепление частиц смеси при ее движении. Это позволяет исключить образование незаполненных смесью участков и обеспечивает качественное уплотнение смеси. За счет образования жесткого металлического каркаса в виде арматуры 2 достигается высокая прочность трубопровода и обеспечивается высокая степень гидроизоляции. Использование смазочного материала для образования антифрикционного слоя 5 снижает коэффициент трения в несколько раз, что соответственно позволит повысить производительность процесса. Например, коэффициент трения цилиндрового масла составляет 0,029, что в 3,5 раза меньше, чем у пленки. Следовательно,скорость движения опалубки может быть увеличена в 3, 5 раза. При этом повышается качество трубопровода,так как бетонные стенки имеют более однородную структуру. Упрощается процесс обслуживания, так как регулирование подачи смазочного материала гораздо проще и удобней, чем пленки. В качестве смазочного материала могут быть использованы продукты переработки нефти, в частности индустриальное масло, компрессорное масло, моторное масло, дизельное топливо, а также синтетические вещества, например, силикагель. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного изготовления железобетонного трубопровода, включающий его формование путем непрерывной подачи с одинаковой скоростью бетонной смеси и арматуры,при этом бетонную смесь подают под давлением через формирующую опалубку, состоящую из внешней и внутренней стенок, вдоль которых укладывают антифрикционный слой для перемещения опалубки, арматуру располагают между стенками опалубки и навивают ее из металлической полосы, боковые края которой сваривают, а бетонную смесь нагнетают в полости,образованные между арматурой и внутренней стенкой опалубки и между арматурой и внешней стенкой опалубки, отличающийся тем, что антифрикционный слой образуют из смазочного материала,который подают через сопла,выполненные в опалубке. 2. Способ по п.1, отличающийся тем, что в качестве смазочного материала используют слизь или гель. 3. Способ по п.1, отличающийся тем, что в качестве смазочного материала используют цилиндровое масло. 4. Способ по п.1, отличающийся тем, что в качестве смазочного материала используют продукты переработки нефти или синтетические вещества, например силикагель.
МПК / Метки
МПК: F16L 1/00
Метки: способ, изготовления, железобетонного, трубопровода, непрерывного
Код ссылки
<a href="https://kz.patents.su/6-ip23219-sposob-nepreryvnogo-izgotovleniya-zhelezobetonnogo-truboprovoda.html" rel="bookmark" title="База патентов Казахстана">Способ непрерывного изготовления железобетонного трубопровода</a>
Способ непрерывного изготовления железобетонного трубопровода (варианты)
Номер патента: 16997
Опубликовано: 14.08.2009
Авторы: Головченко Василий Иванович, Миллер Эдуард Моисеевич
МПК: F16L 9/08
Метки: трубопровода, изготовления, варианты, железобетонного, непрерывного, способ
Формула / Реферат:
Изобретение относится к области производства железобетонных конструкций, в частности, к способам непрерывного изготовления трубопроводов. Технический результат - упрощение способа, снижение энергозатрат, повышение прочности трубопровода и его изоляционных свойств - достигается тем, что в первом варианте способа непрерывного изготовления железобетонного трубопровода, включающем его формование путем непрерывной подачи с одинаковой скоростью...
Способ перекрытия трубопровода
Номер предварительного патента: 14363
Опубликовано: 05.05.2004
Авторы: Таубалдиев Талгат Сатыбаевич, Попов Владимир Васильевич, Пирогов Алексей Георгиевич
МПК: F16L 55/16
Метки: трубопровода, перекрытия, способ
Формула / Реферат:
Изобретение относится к трубопроводномутранспорту и может быть использовано при перекрытии внутренней полости трубопровода при ремонтных работах.Технический результат изобретения - повышениеэффективности перекрытия внутренней полоститрубопровода и исключение использования токсичных материалов.Для этого предварительно внутри трубопроводас горловиной образуют герметичную камеру из эластичного материала, а затем заполняют внутреннююполость...
Устройство для очистки внутренней полости трубопровода
Номер предварительного патента: 13991
Опубликовано: 16.02.2004
Авторы: Пирогов Алексей Георгиевич, Попов Владимир Васильевич, Таубалдиев Талгат Сатыбаевич
МПК: B08B 9/04
Метки: полости, трубопровода, устройство, внутренней, очистки
Формула / Реферат:
Изобретение относится к области трубопроводного транспорта, в частности эксплуатации и демонтажа трубопроводов. Технический результат изобретения - повышение эффективности устройства путем создания гарантированного контакта эластичного корпуса устройства с внутренней стенкой трубопровода и более качественной его очистки. Для этого радиальные каналы устройства выполнены в виде сопел, сужающимися к внутренней поверхности трубопровода, при этом...
Способ изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами и устройство для его осуществления
Номер патента: 3909
Опубликовано: 16.09.1996
Автор: Рафаэль Мехоудар
МПК: B29C 47/02
Метки: осуществления, способ, приваренными, устройство, трубопровода, выпускными, внутренними, изготовления, орошения, капельного, элементами
Формула / Реферат:
Способ и устройство для изготовления трубопроводов для капельного орошения, внутри которых имеются выпускные элементы, расположенные аксиально на некотором удалении друг от друга, согласно которому трубопровод непрерывно выдавливают из головки выдавливателя с первым наружным диаметром и первой линейной скоростью и протягивают через блок калибровки до второго меньшего наружного диаметра на второй большой линейной скорости, при этом выпускные...
Способ возведения монолитного железобетонного бассейна
Номер патента: 9537
Опубликовано: 15.08.2002
Авторы: Каверин Игорь Юрьевич, Дымов Валерий Борисович
МПК: E04H 4/02
Метки: бассейна, железобетонного, возведения, способ, монолитного
Формула / Реферат:
Изобретение относится к строительству, а именно к способам изготовления монолитных железобетонных бассейнов различного назначения.Использование изобретения позволяет снизить трудоемкость и необходимость в дополнительном оборудовании, упростить управление процессом бетонирования бассейна, а также повысить качество возводимых дна и стен бассейна за счет исключения образования технологических швов.Это достигается тем, что в способе возведения...
Предыдущий патент: Клиноременная передача
Следующий патент: Способ определения максимальной приземной концентрации вредных веществ
Случайный патент: Способ клонирования вируса Пуумала геморрагической лихорадки с почечным синдромом для получения цитопатической активности на перевиваемой культуре клеток