Устройство для выполнения выемок в фильтрующих стержнях
Номер патента: 2358
Опубликовано: 15.09.1995
Авторы: Джон Х. Сексстоун, Кен Миллинер, Роберт Т. Левис
Формула / Реферат
1. Устройство для выполнения выемокв фильтрующих стержнях, содержащее механизм перемещения стержней, приспособление для образования в последних выемок, включающее нагревательные элементы, средство для подачи стержней к перемещающему механизму, и отводящий конвейер, отличающееся тем, что, с целью повышения производительности устройства, приспособление для образования в стержнях выемок установлено неподвижно так, что его нагревательные элементы размещены поперек средства перемещения фильтрующих стержней для выполнения выемок вдоль последних.
2. Устройство по п. 1, отличающееся тем, что механизм перемещения фильтрующих стержней представляет собой вертикально установленный конвейер с параллельно размещенной плоской прижимной пластиной, последняя смонтирована на расстоянии от конвейера, равном диаметру фильтрующего стержня.
3. Устройство по п. 1, отличающееся тем, что нагревательные элементы представляют собой лопатки, форма которых соответствует форме выполненных выемок.
4. Устройство по п.1, отличающееся тем, что средство для подачи стержней к перемещающему механизму включает бункер, в выходном отверстии которого установлен барабан с канавками для стержней и отбрасывающий ролик.
Текст
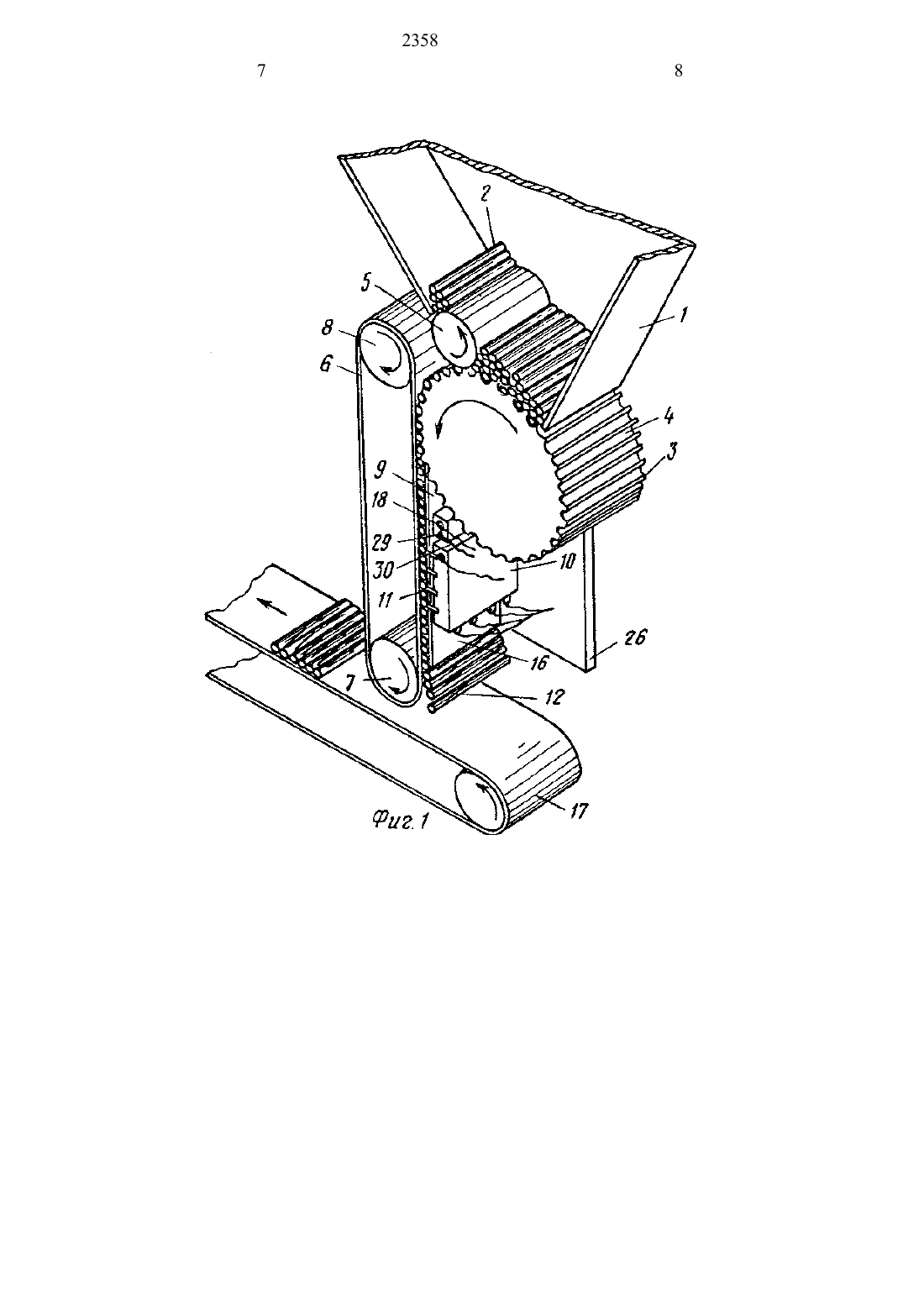
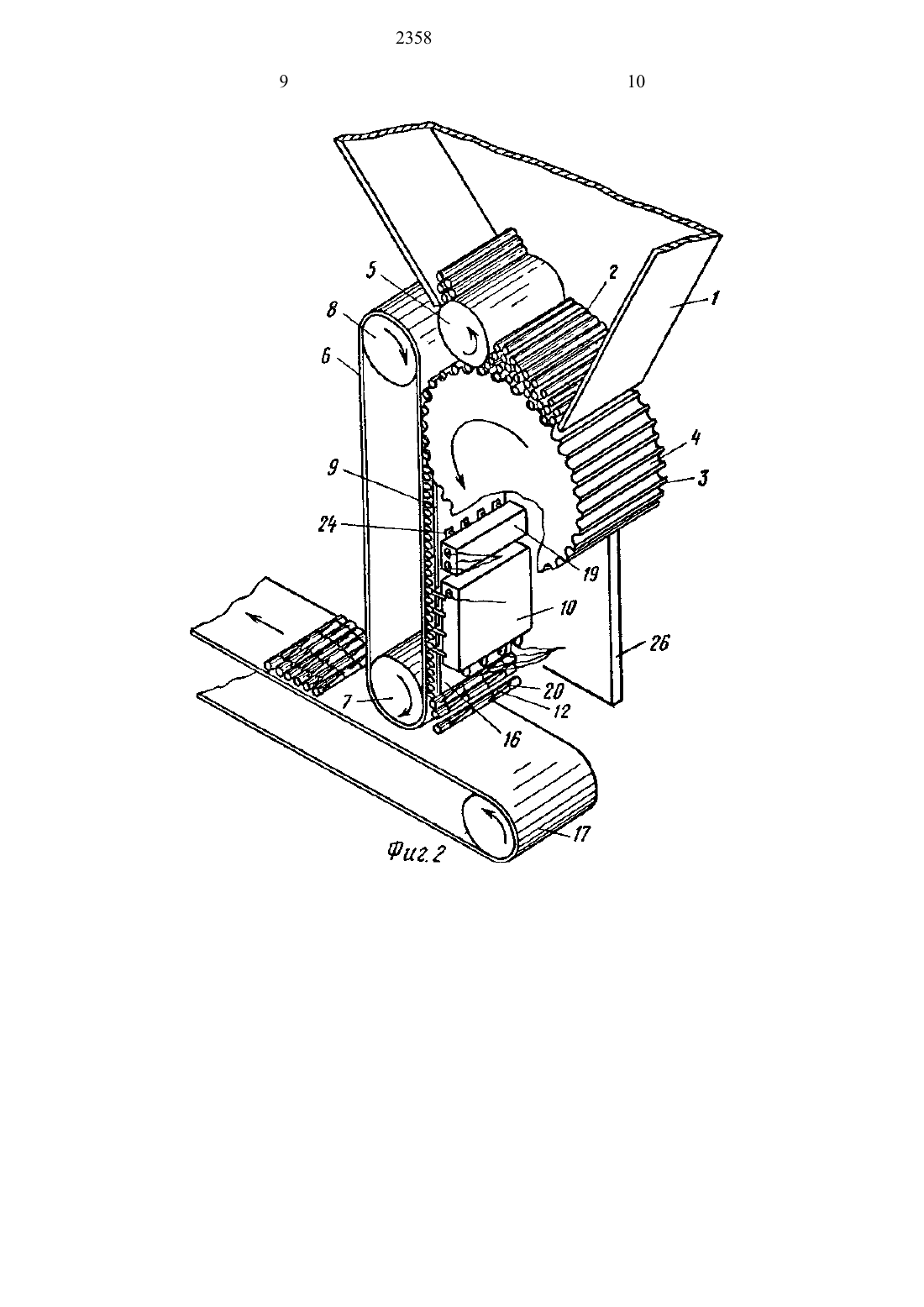
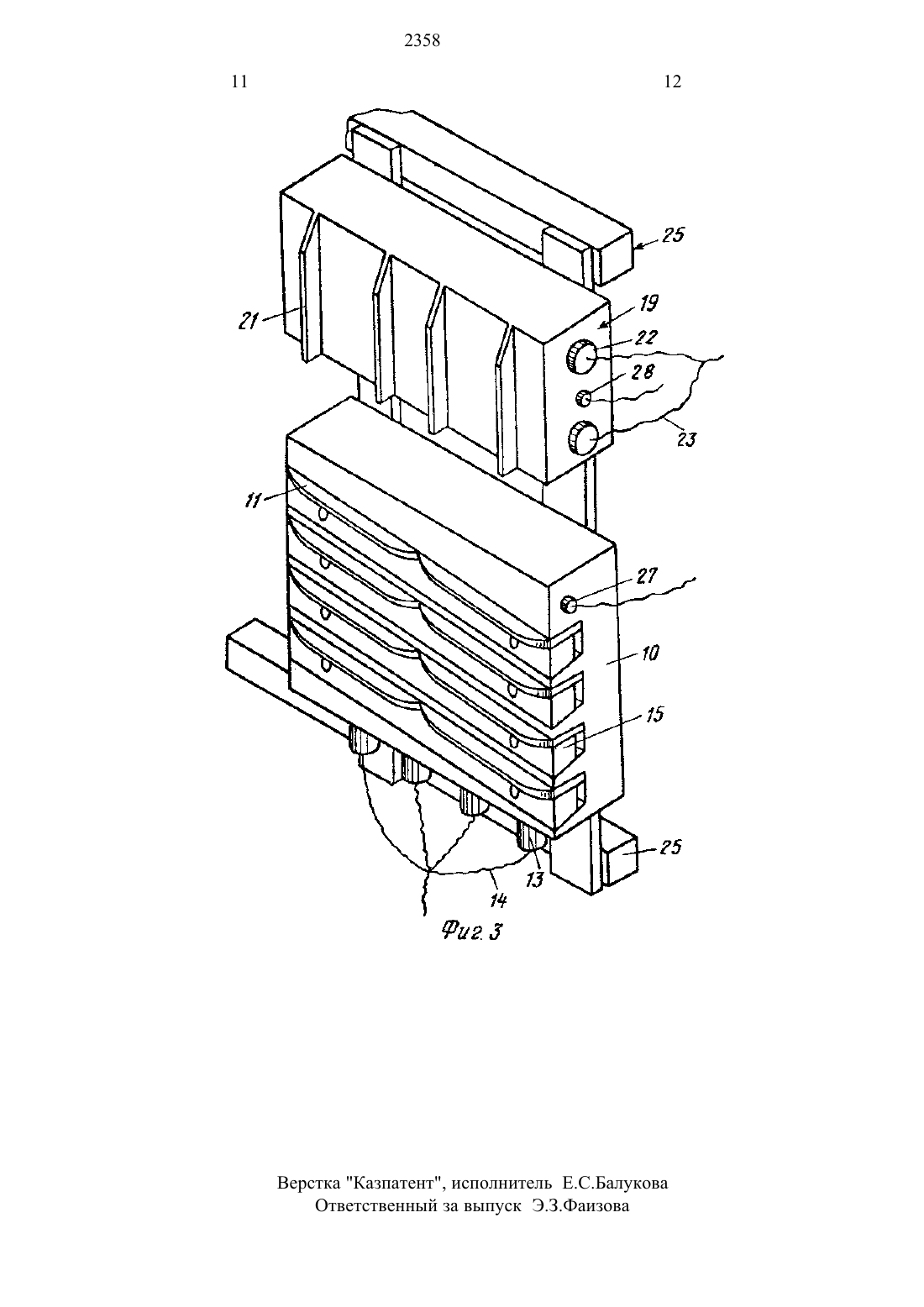
Изобретение относится к Устройствам по производству фильтрующих стержней к сигаретам, а точнее к устройствам по производству выемок на фильтрах сигарет при использовании средства давления и нагрева.известно устройство для изготовлении фильтрующих стержней к сигаретам,включающее средство перемещения стержней н пару параллельно установленнымРОЛИКОВ, ПОВЗРЕНОСТЬ ОДНОГО НЗ КОТО РЫК ВЬЕПОЛНЕНЗ ПО СПНР-ТШ С ВЫЕНКБНН, для выполнения в стержнях выемок 1.Известно устройство для изготовления фильтрующих стержней к сигаретам, содержащее механизм перемещения стержней, приспособление для образования в последних выемок, вклчающее нагревательные элементы, Средство ДЛЯ подачи стержней к перемещающему механизму и отводтлии конвейер 2.Недостатком известных устройств является невысокая скорость выполнения выемок, что снижает их произвоДНТЕЛЬНОСТЬ ьПоставленная цель достигается тем,что а устройстве для выполнения выемок в фильтрующих стержнях, содержащем механизм перемещения стержней,приспособление для образования в последних выемок, включающее нагревательные элементы, средство для подачи стержней к переиещающему механизм Н отводящий конвейер приспособление для образования в стержнях выемок установлено неподвидо так, что его нагревательные элементы размещены поперек средства перемещения фильтрующих стержней для въшолнения выемок вдоль последних.Кроме того, механизм перемещения фильтрующих стержней представляет собой вертикально установленньт конвейер с параллельно размещенной плоской прижимной пластиной, последняя смонтирована на расстоянии от конвейера, равном диаметру фильтрующего стержня.Нагревательные элементы могут представлять собой лопатки, форма которых соответствует форме выполняемж выемок.Средство для подач стержней к переиещающему механизму может вклчать бункер, в выходном отверстии которо 2358го установлен барабан с канавками для стержней н отбрасывающий ролик.На фиг.1 изображен общий вид устройства с частичньщн разрезами для производства продольных выемок на фиг. 2 - то пе, для производства продольных н периферийньт выемок на фиг. 3 -увелмченны вид сборки блока по изготовленн выемок устройства на фиг. 2.Устройство (фиг.1) содержит механизм перемещения стержней, приспособление для образования в последних выемок н средство для подачи стержней к перемещающену механизму, включающее бункер 1 для фильтрующих стержней 2,в выходном отверстии которого установлен барабан 3, сиабхенньт канавками 4 для стержней. Барабан снабжен прнводньм средством (не показано) для его вращения и выгрузки стержней из бункера. Между одной из стенок бункера 1 н барабаном 3 установлен отбрасывающий ролик 5, отстоящий от барабана на таком расстоянии, чтобы предотвратить проход фильтрующих стержней 2, которые не разместились в канавках д барабана 3, и в то же время помогает стержнем 2 размещаться в этих канавках. Отбрасывающий ролк 5 снабжен приводньш средствомМеханизм перемещения фильтрующих стержней 2 представляет собой вертикально установленньт пенточньш конвейер 6 для приема стержней от барабана З. Конвейер 6 имеет на противоположным концах два барабана 7,8. Барабан 7 является ведомы, а барабан В - ведущим посредством шобого известного приводного средства. Механизм вклчает также неподвижно закрепленную прижимную пластину 9,расположенную в вертикальной плоскостн параллельно конвейеру б, расстояние между пластиной 9 и конвейером равно диаметру фильтрующего стержня 2.Приспособление для образования В фильтрующих стержнях выемок включает блок 10, снабженньй множеством выступающих нагревателънъж ЭПЗМЭНТОВ в виде лопаток 11, служащих для 0598 зования выемок в стержнях 2 и Рас положенных в ряд. Расстояние междг пластиной 9 н лопатками опргдгдЯ 9 Т глубину выемок 12 э стержне 2. Лопатки 11 нагреваются электрическим зле 2358МНТЗНИ 13, КОТОРЫЕ СОЕДННЕНЬБ С НЗ вестньм источником энергии посредством электрических проводов 1 д. В бло КЕИМЕЕТСЯ также МНОЖЕСТВО ПЛОСКНХ НЗГПЕВЗТЕЛЬНЫХ ПРОБОДЯЩНХ КЛННОВНДНЬГХопор и теплопроводным средств для лопаток 11 и стержней 2, когда они проходят вниз в сторону нижней пластины 16. Блок 10, клиовые элементы 15 и лопатки 11 могут быть из любого известного теплопроводного материала. Нижняя пластина 16 служит для вертикального вьшавнивании совместно с клиновьши элементами 15 Н пластиной9. 8 Также для поддерживания фильтрующих стержней 2, когда они выгру ЖЗЮТСЯ На ОТВОДЯЩНЙ ЛЕНТОЧНЫЙ КОНБЕ йер 17. На фиг. 1 показан укрепленный на одной линии с блоком (но выШЕ ЕГО) ПРЕДЕЗРНТЭЛЬНЬЙ НЗГРЕВЗТВЛЬ 18, которьш прикреплен к пластине 9,ВЫПОПНВННОЙ 143 ТЕПЛОПРОВОДНОГО матеВИНДЗ- ПОЗТОМУ ПРИ ПЕРЕМЕЩЕННН ВНИЗ ФИЛЬТРУЮщие стержни 2 предварительно нагреваются до соприкосновения с лопатками 11. Тепло подается в предварительный нагреватель 18 от любого известного источника энергии.На фиг. 2 И 3 изображен блок 19 для образования периферийных выемок 20, расположенный над блоком 10. Блок 19 ВКЛЮЧЗЕТ МНОЖЕСТВО НЗПРЗВПЕННЬШ наружу лопаток 21, представляющих с ним единое целое и изготовленных изТЕ ПЛОПРОВОДНО ГО МЗТЕРНЕЛЗ .Нагревательные элементы 22 прикРеплены к блоку 19 для его нагрева и нагрева лопаток 21 и соединены с изВЕСТНЬМ НСТОЧННКОМ ЭНЕЭГНН ПОСРЕД ством проводов 23. Расстояние между пластиной 9 и конвейером 6 равно диаМЗТРУ Фнлътрующего стержня 2. Пластина 9 также снабжена множеством продольно расположенны прорезей 24,Совпадающих с лопатками 21 (фиг.2). Блоки 10 и 19 укреплены на опорном устройстве 25 (фиг. 3) лбы известНЫМ Средством. Устройство 25 прикРеплено к основной опоре 26, которая может иметь множество полосовым или угловых элементов ил плоскую ОПОРУ, посредством котором все устРбйство может крепиться известим Средством.Во время работы устройства, как показано на фиг.1, филътРУЮЩме стержни 2 подаются на питающий барабан 3и перемещаются к конвейеру 6, где принимаются совместно с пластиной 9. Так как пластина 9 стационарно расположена, а прижимная лента конвейера 6 перемещается, фильтрующие стержни 2 катятся между лентой конвейера 6 и пластиной 9 с определенной скоростью вращения. Когда стержни 2 катятся вниз между пластиной9 и конвейером 6, они предварительно нагреваются посредством нагревателя 18. Первая продольная выемка12 делается на фильтрующен стержне2 первой нагревательной лопаткой 11. Стержень 2 затем катится, последовательно соприкасается с дРУгиминагревательньми лопатками 11 на определенном расстоянии вдоль поверх ности каждого фильтрующего стержни 2. Давление на ленту конвейера 6 вполне определенно так, что стержни 2 не проскальзывают, когда проходят между лентой конвейера 6 и нагреваТЕЛЬНЬГЪШ ЭЛЕМЕНТЗМН. ПОСЛЕ ПРОХОШДЕ иия блока, выполняющего выемки, фильтрующие стержни 2 непрерывно катятся вниз на отводящий конвейер 17.В устройстве на фиг. 2 в отличие от устройства, показанного на фиг.1 имеется дополнительная периферийная выемка 20. В этом устройстве фильтровые стержни 2 катятся вниз между пластиной 9 и лентой конвейера 6 н множество периферийных выемок 20 обРЭЗУВТСЯ ПОСПЕДСТВОН НЗГРЕВЭТВЛЬНЫХ лопаток 21. Предварительное нагревание стержней 2 В этом устройстве неОЯЗЗТЕЛЬНО, ТЗК как ВВЕНЯ удержания между стержнями Н лопатками 21 больше, чем между лопатками 11 и стержнями 2. Тепло от лопаток 21 также действует как средство предварительного ПОДОГРЕВЗ на СТЕРШН ДО ТОГО, КЗК ОНИ ПРИДУТ В СОПРНКОСНОВСНИС С ЛОПБТКВмн по производству продольных выемок 12 . Предпочтительно, чтобы было регу лирующее средство для поддержания определенного нагрева фильтрующих стержней 2. В примере, показанномна фиг.3, регуляторы температуры 27 и 28 используются и могут быть любыми известным. На фиг.1 позициями 29 и 30 обозначены регулятор температуры и электропроводка соответственно.Устройство позволит повысить скорость выполнения выемок в фильтрующих стержнях, а следовательно производительность устройства в целом.
МПК / Метки
МПК: A24D 3/02
Метки: фильтрующих, стержнях, устройство, выполнения, выемок
Код ссылки
<a href="https://kz.patents.su/6-2358-ustrojjstvo-dlya-vypolneniya-vyemok-v-filtruyushhih-sterzhnyah.html" rel="bookmark" title="База патентов Казахстана">Устройство для выполнения выемок в фильтрующих стержнях</a>
Обтюратор для респиратора из волокнистых фильтрующих материалов
Номер предварительного патента: 132
Опубликовано: 20.12.1993
Авторы: Солдатенко Леонид Анатольевич, Сидоров Геннадий Михайлович, Колпаков Юрий Евгеньевич
МПК: A62B 18/08
Метки: обтюратор, респиратора, волокнистых, материалов, фильтрующих
Формула / Реферат:
Изобретение относится к технике охраны труда, а именно к средствам индивидуальной защиты органов дыхания рабочих, занятых в различных отраслях промышленности и сельского хозяйства. Для уменьшения коэффициента проскока аэрозолей, улучшения герметизации по линии обтюрации респиратора при уменьшенном удельном расходе фильтрующего материала обтюратор для респиратора из волокнистых фильтрующих материалов выполнен из заготовки многослойного...
Устройство для тренировки спортсменов
Номер предварительного патента: 333
Опубликовано: 15.03.1994
Авторы: Койшибаев Бахыт Калиевич, Герасименко Владимир Георгиевич, Хорошилов Сергей Александрович, Кашкембаев Алмаз Усманович
МПК: A63B 17/00
Метки: устройство, спортсменов, тренировки
Формула / Реферат:
Изобретение относится к тренажерам, в частности для облегчения подтягивания на перекладине в начальный период подготовки к сдаче нормативов для допризывников и военнослужащих. Задачами изобретения являются: устранение препятствия на пути перемещения спортсмена по вертикали и упрощение манипуляций в подборе массы противовеса. Устройство содержит перекладину 7 на стойках 8, гибкие связи 2, соединенные одним концом с лонжей 3, противовесы 4 и оси...
Устройство для обрезки кустарников
Номер патента: 378
Опубликовано: 15.03.1994
Автор: Кусаинов Талгат Кадылбекович
МПК: A01G 3/04, A01D 46/04
Метки: устройство, обрезки, кустарников
Формула / Реферат:
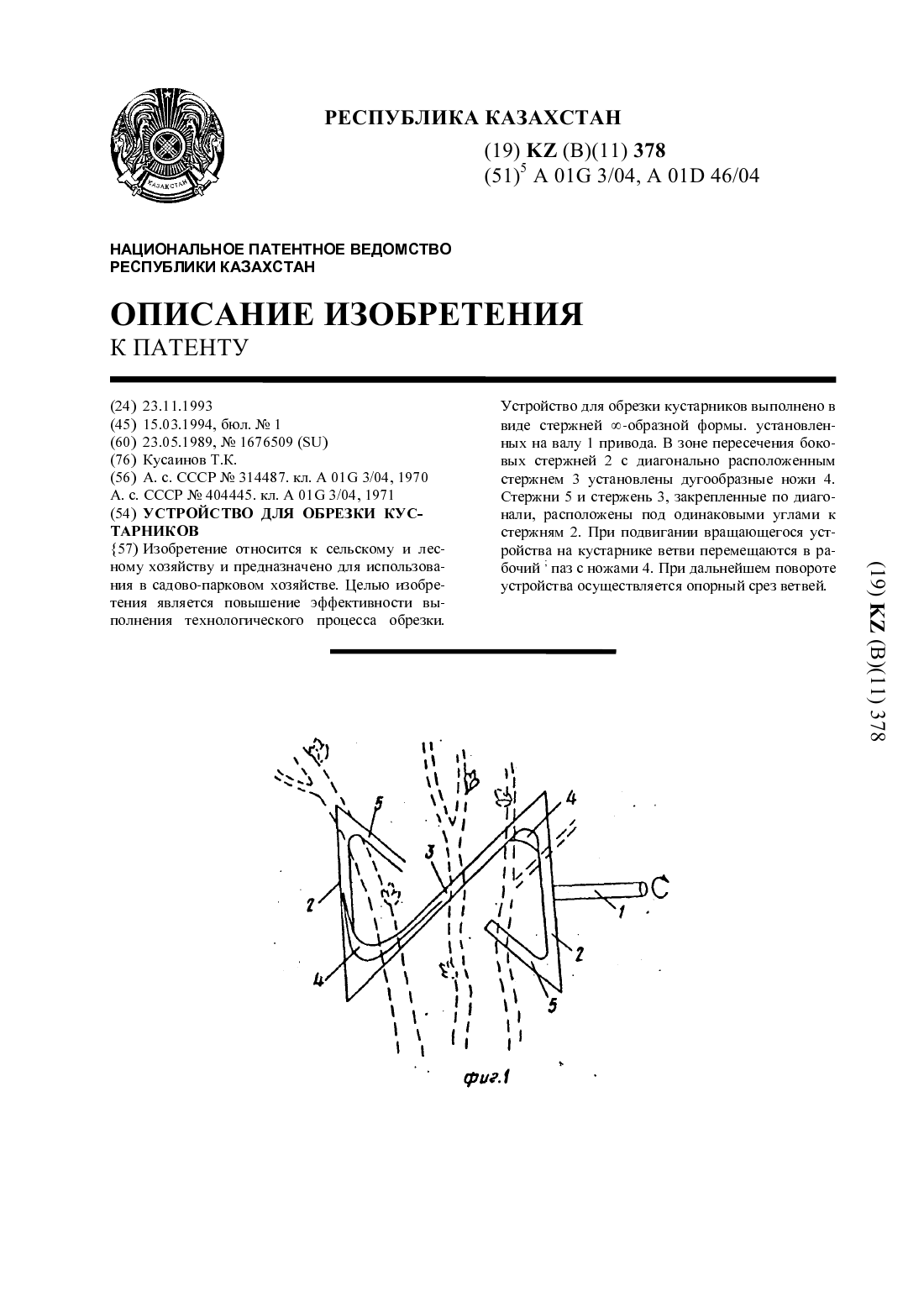
Изобретение относится к сельскому и лесному хозяйству и предназначено для использования в садово-парковом хозяйстве. Целью изобретения является повышение эффективности выполнения технологического процесса обрезки. Устройство для обрезки кустарников выполнено в виде стержней -образной формы, установленных на валу 1 привода. В зоне пересечения боковых стержней 2 с диагонально расположенным стержнем 3 установлены дугообразные ножи 4. Стержни 5 и...
Устройство для обвалки мяса
Номер патента: 1762
Опубликовано: 15.03.1995
Авторы: Тищенко Александр Иванович, Тищенко Евгений Александрович
МПК: A22C 17/04
Метки: обвалки, мяса, устройство
Формула / Реферат:
Изобретение относится к мясной промышленности в частности к устройствам для обвалки мяса. Цель изобретения - повышение производительности и упрощение конструкции. Устройство для обвалки мяса содержит корпус с рукояткой, пилочное полотно, установленное в корпусе и привод. Корпус состоит из двух полых стержней, установленных под острым углом один к другому и связанных между собой при помощи плоской пружины, на торцах стержней установлены с...
Дискретно-шарнирная несущая конструкция
Номер предварительного патента: 2301
Опубликовано: 15.09.1995
Автор: Чжан Юн-цзянь Игорь Николаевич
МПК: E04C 3/00, E21D 11/14
Метки: конструкция, несущая, дискретно-шарнирная
Формула / Реферат:
1. Дискретно-шарнирная несущая конструкция, включающая соединенные между собой посредством узла сопряжения с опорным элементом распорные стержни, отличающаяся тем, что узел сопряжения дополнительно снабжен стяжным элементом, а концы стержней расширены и заключены между опорным и стяжным элементами, имеющими поверхности с единой кривизной.2. Дискретно-шарнирная несущая конструкция по п.1, отличающаяся тем, что концы распорных стержней выполнены в...
Предыдущий патент: Сигарета в форме удлиненного столбика с одинаковым поперечным сечением по всей длине .
Следующий патент: Фильтр для сигарет
Случайный патент: Сборный модуль для строительства зданий