Выбивная решетка из листового железа
Номер полезной модели: 570
Опубликовано: 15.09.2010
Авторы: Сабантаева Гульсан Советказыевна, Мухаметкалиев Советказы Кабанбаевич
Текст
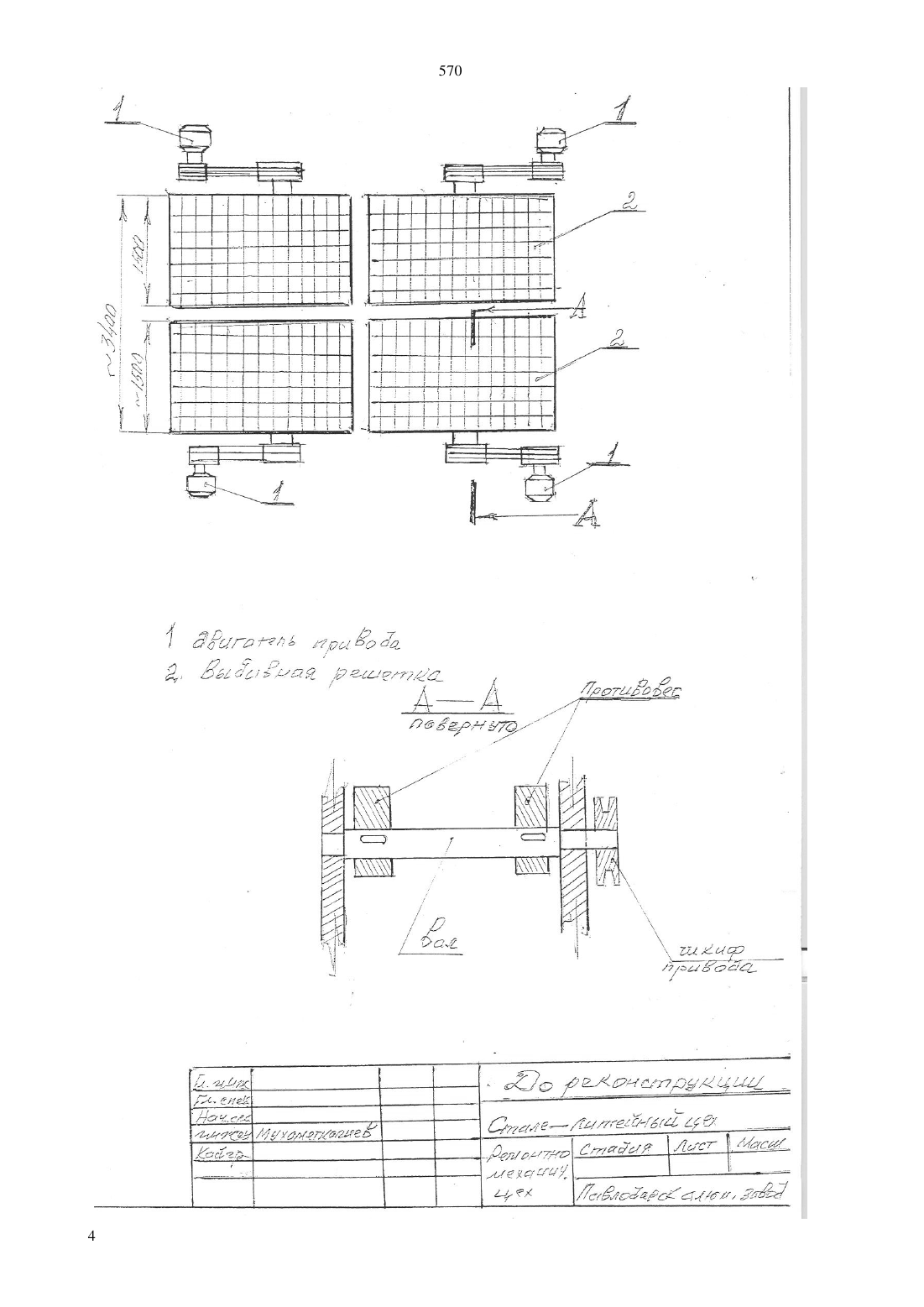
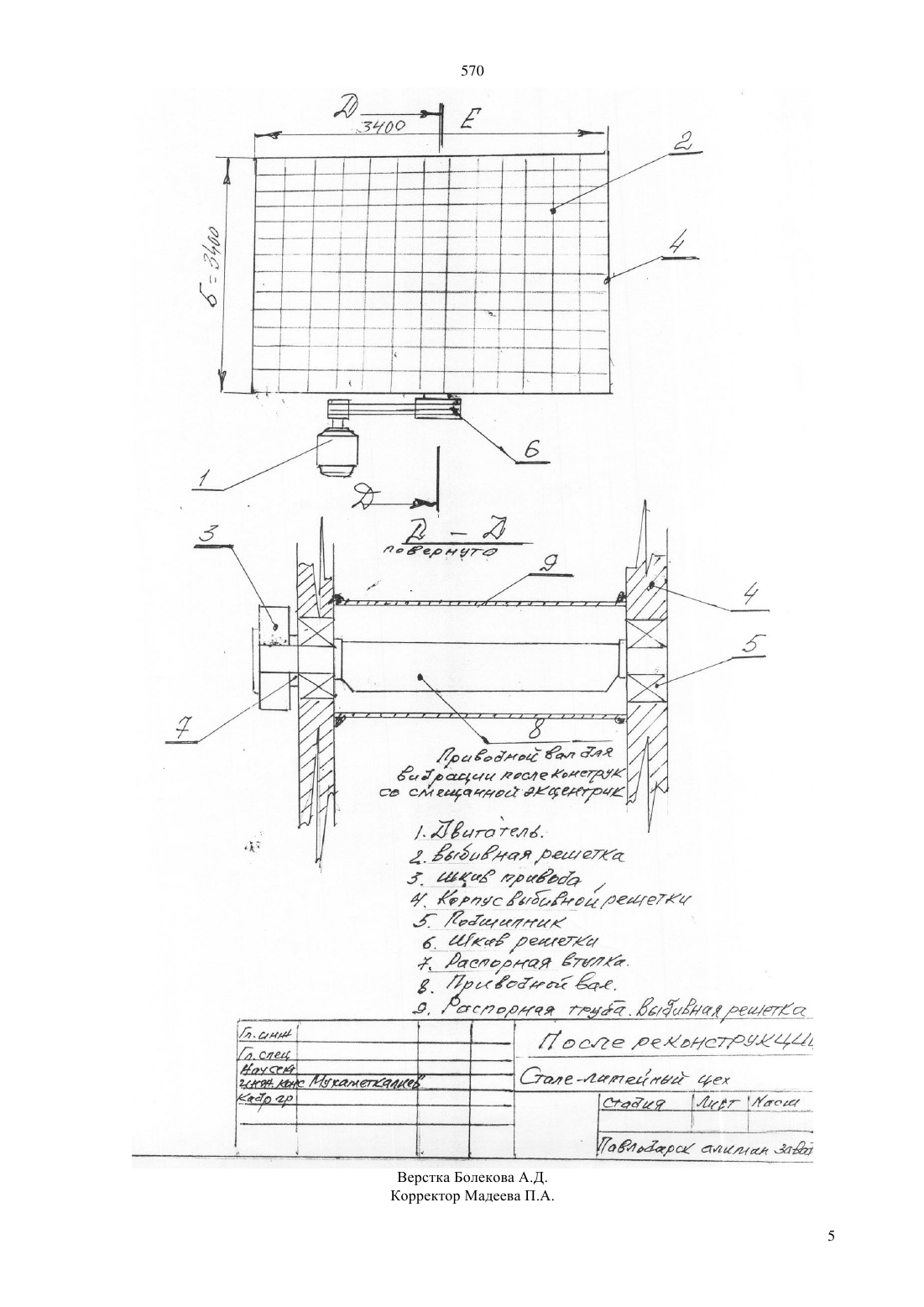
(51) 22 23/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ В ходе испытания выбивной решетки на открытой площадке допускалась нагрузка на выбивную решетку в трех - четырех кратной превышающей нагрузки, т.е. на выбивную решетку устанавливали груз массой от 5 до 20 тонн и через реостат на двигатель давали разные обороты в пределах от 0 до 1500 оборотов/минуту. Затем измеряли амплитуду колебания. В ходе работы вибратора при оборотах вала от 1000 до 1500 оборотов/минуту ударная сила соответствовала от 270 до 350 кг/минуту, что соответствовало моим расчтным данным. Это обеспечивало более эффективному очищению опок от литья весом от 10 до 15 тонн в течение 40 минут. Производительность разработанной мной выбивной решетки возросла на 180. Объем суточных работ на выбивной решетке выполнялся в течение четырех часов. В результате чего сократился штат обслуживающего ремонтного и рабочего персонала по очистке. Всего 8 человек. Данная выбивная решетка до сих пор используется в производстве.(72) Мухаметкалиев Советказы Кабанбаевич Сабантаева Гульсан Советказыевна(54) ВЫБИВНАЯ РЕШЕТКА ИЗ ЛИСТОВОГО ЖЕЛЕЗА(57) Данная конструкция выбивной решетки применяется в черной и цветной металлургии, связанная с литейным производством, а также где требуется соблюдение размеров фракции. Задача полезной модели направлена на изготовление выбивной решетки для очистки опок от литья,с сохранением прежних размеров, но как одно целое. Технический результат - упрощение конструкции, используемой для очистки от литья, повышение удобства в эксплуатации. 570 Данная конструкция выбивной решетки применяется в черной и цветной металлургии, связанная с литейным производством, а также где требуется соблюдение размеров фракции. Выбивная решетка была разработана Ленинградским проектным институтом - В.А. Озеров, А.С. Муркина, М.Н. Сосненко, Основы литейного производства. Состояла из четырех выбивных решеток,каждая с отдельным приводом. На практике показала ряд существенных недостатков. Во - первых, с габаритными опоками лить не обеспечивало качественное очищение от окалины. Во - вторых, с габаритными опоками от литья в производственном цикле не вырабатывалась необходимая ударная сила для качественного литья. Конструкция, разработанная проектным институтом в производственном цикле показала ряд существенных недостатков, а именно Во-первых, совместно вмонтированные четыре выбивные решетки на фундамент, имеющая каждая самостоятельный привод, не обеспечивали единую ударную силу. В результате чего, амплитуда колебания- выбивной решетки не давала возможности эффективно очищать лить от опок. Во-вторых, габариты каждой решетки, изготовленные раздельным кожухом, не вмещали большие габаритные опоки от литья. Песок постоянно засыпало мимо кожуха. Мелко штучное литье постоянно попадало между кожухом выбивной решетки. Для чего требовалось остановка для извлечения мелко штучного литья попавшего между выбивной решеткой. А это служило внеплановым простоям и не выполнению плана. Для этих целей содержали обслуживающий ремонтный и рабочий персонал по очистке - 8 человек. Производимый объем суточных работ на выбивной решетке выполнялся круглосуточно. Выбивные решетки по принципу действия классифицируют на эксцентриковые, инерционные и инерционно-ударные. Решетка с литейной формой с помощью привода и опорной пружины совершает колебательное движение. В каждом цикле колебаний решетки форма подбрасывается вверх и затем, падая, ударяется о решетку или опорную раму. В момент соударения под действием сил инерции форма разрушается. Выбитая из опоки формовочная смесь проваливается через решетку и системой конвейеров передается к месту ее переработки для повторного использования. На поточных и автоматических линиях отливки выдавливают из опоки с комом смеси,а затем освобождают от смеси на выбивных решетках. Ответственные отливки извлекают из формы перед ее выбивкой. Выбивка форм сопровождается выделением большого количества теплоты и пыли,поэтому участки выбивки форм оснащают мощными системами вытяжной вентиляции, а выбивные решетки большой грузоподъемности имеют пыле- и звукоизолирующие накатные кожухи. В зависимости от технологии изготовления литейной формы и ее свойств, а также массы отливки используют разновидности автоматической выбивки форм. Выбивные решетки для безопасных форм являются продолже 2 нием линии автоматической безопасной формовки и заливки. Процесс выбивки на них складывается из операций разрушения формы, дробления смеси, извлечения и транспортирования отливок. ( Михайлов, Б.В. Бауман, Б.Н. Благов и др. Литейное производство, 1987, с.122). Настоящая конструкция предназначена для очистки опок от литья. Выбивная решетка изготавливается из листового железа. Данная конструкция представляет собой четырехугольную коробку высотой 500 мм. Для создания жесткости внутри стенки приваривается труба диаметром 800 мм, С внешней стороны стенки, где приварена труба, установлен корпус подшипника, на который закрепляется вал с эксцентриком. С одной стороны вала насаживается шкив с последующим его соединением с двигателем предназначенного для вращения вала. В моем предложенном варианте предусматривалось изготовление выбивной решетки с листового железа с сохранением прежних размеров, но как одно целое. Здесь потребовалось решить ряд новых задач разработать вал со съемным валом противовеса, а также отвечающий требованиям по технике безопасности, обеспечивающий ударную силу, генерирующую вибрацию в ходе вращения вала амплитуды колебания. В моей разработанной сварной конструкции выбивной решетки вал изготовлен цельным со смешением эксцентрика от оси вала и выполнял функции ударной силы и вращения, вместо прежней роли противовеса. Таким образом, новый вал со смещением эксцентрика отвечает требованиям по технике безопасности. В ходе испытания выбивной решетки на открытой площадке допускалась нагрузка на выбивную решетку в трех - четырех кратной превышающей нагрузки, т.е. на выбивную решетку устанавливали груз массой от 5 до 20 тонн и через реостат на двигатель давали разные обороты в пределах от 0 до 1500 оборотов/минуту. Затем измеряли амплитуду колебания. В ходе работы вибратора при оборотах вала от 1000 до 1500 оборотов/минуту ударная сила соответствовала от 270 до 350 кг/минуту, что соответствовало моим расчтным данным. Это обеспечивало более эффективному очищению опок от литья весом от 10 до 15 тонн в течение 40 минут. Производительность разработанной мной выбивной решетки возросла на 180. Объем суточных работ на выбивной решетке выполнялся в течение четырех часов. В результате чего сократился штат обслуживающего ремонтного и рабочего персонала по очистке. Всего 8 человек. Данная выбивная решетка до сих пор используется в производстве (после реконструкции прошло 32 года эксплуатации). Выбивная решетка сконструирована из листового железа См. чертж После реконструкции, фиг.1,позиция 8. Имеет четырехугольную форму высотой 500 мм (См. чертж После реконструкции, фиг.1). Для создания жесткости с внутренней стороны приварена распорная труба диаметром 800 мм См. чер 570 тж После реконструкции. Сечение А-Л повернуто, позиция 1 С внешней стороны стенки, где приварена труба, крепится корпус подшипника (См. чертеж После реконструкции. Сечение А-А повернуто, позиция 2, на который закрепляется вал с эксцентриком См. чертеж После реконструкции, Сечение А-А повернуто, позиция 7. Для создания качения с помощью двигателя См. чертж После реконструкции, фиг. 1, позиция 9) с двух сторон боковой рештки приварена по всей длине листовая железная полоса, толщиной 12 мм, шириной по всей длине 300 мм См. чертеж После реконструкции,Сечение А-А, позиция 3). Для усиления жесткости через 250 мм на эту полосу приваривается косынка См. чертеж После реконструкции. Сечение А-А,позиция 4 к корпусу решетки. К этой же косынке через определенное расстояние приваривается бобышка См. чертеж После реконструкции, Сечение Б-Б, позиция 5). Это связано с тем, что нижний(См. чертеж После реконструкции, Сечение Б-Б,позиция 13 выбивной рештки, в результате чего во время вибрации и качения эти пружины, которые зафиксированы с двух концов на бобышке, исключают смещение с места. Верхняя площадь решетки обшивается ячейками из листового металла, которые должны выдерживать вес больших габаритных опок с литьм до мелкоштучных деталей литья. В зависимости от мелкоштучных материалов меняются ячейки. Для исключения осыпания окалины, а также мелкоштучных деталей на поверхность выбивной решетки устанавливается ограждения по всему периметру выбивной решетки. Данная конструкция выбивной решетки применяется в черной и цветной металлургии, связанная с литейным производством, а также где требуется соблюдение размеров фракции. Отличительные признаки между старой и новой конструкциями выбивной решетки Старая конструкция Корпус выбивной решетки изготовлен из чугунного литья Состоит из четырех выбивных решеток Новая конструкция Корпус выбивной решетки изготовлен из листового железа Состоит из одно цельного с сохранением размеров четырх решеток Только один привод Каждая выбивная решетка имела отдельный привод Амплитуда колебания выбивной решетки осуще- Амплитуда колебания выбивной решетки осуществлялась за счет противовеса, который насажи- ствлялась за счет смещения цельного эксцентривался с двух концов вала на шпонке ка вала Каждая выбивная решетка имела отдельный коОдно цельное жух Для создания колебания в каждой выбивной ре- В новой выбивной решетке по 7 штук с каждой шетке с двух сторон устанавливались пружины,стороны. таким образом, на четырех решетках - 24 штуки ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ вал изготовлен цельным со смещением эксцентрика от оси вала.
МПК / Метки
МПК: B22D 23/00
Метки: листового, железа, решетка, выбивная
Код ссылки
<a href="https://kz.patents.su/5-u570-vybivnaya-reshetka-iz-listovogo-zheleza.html" rel="bookmark" title="База патентов Казахстана">Выбивная решетка из листового железа</a>
Щелевая газораспределительная решетка
Номер патента: 4497
Опубликовано: 14.03.1997
Авторы: Беляев Сергей Владимирович, Малышев Виталий Павлович, Архипов Юрий Алексеевич, Широкова Валентина Григорьевна, Винс Виктор Вильгельмович, Киреева Любовь Ивановна, Петрова Ирина Викторовна, Майсурадзе Галина Владимировна, Оралов Турабай Абдрахманович
МПК: F26B 17/10
Метки: газораспределительная, щелевая, решетка
Формула / Реферат:
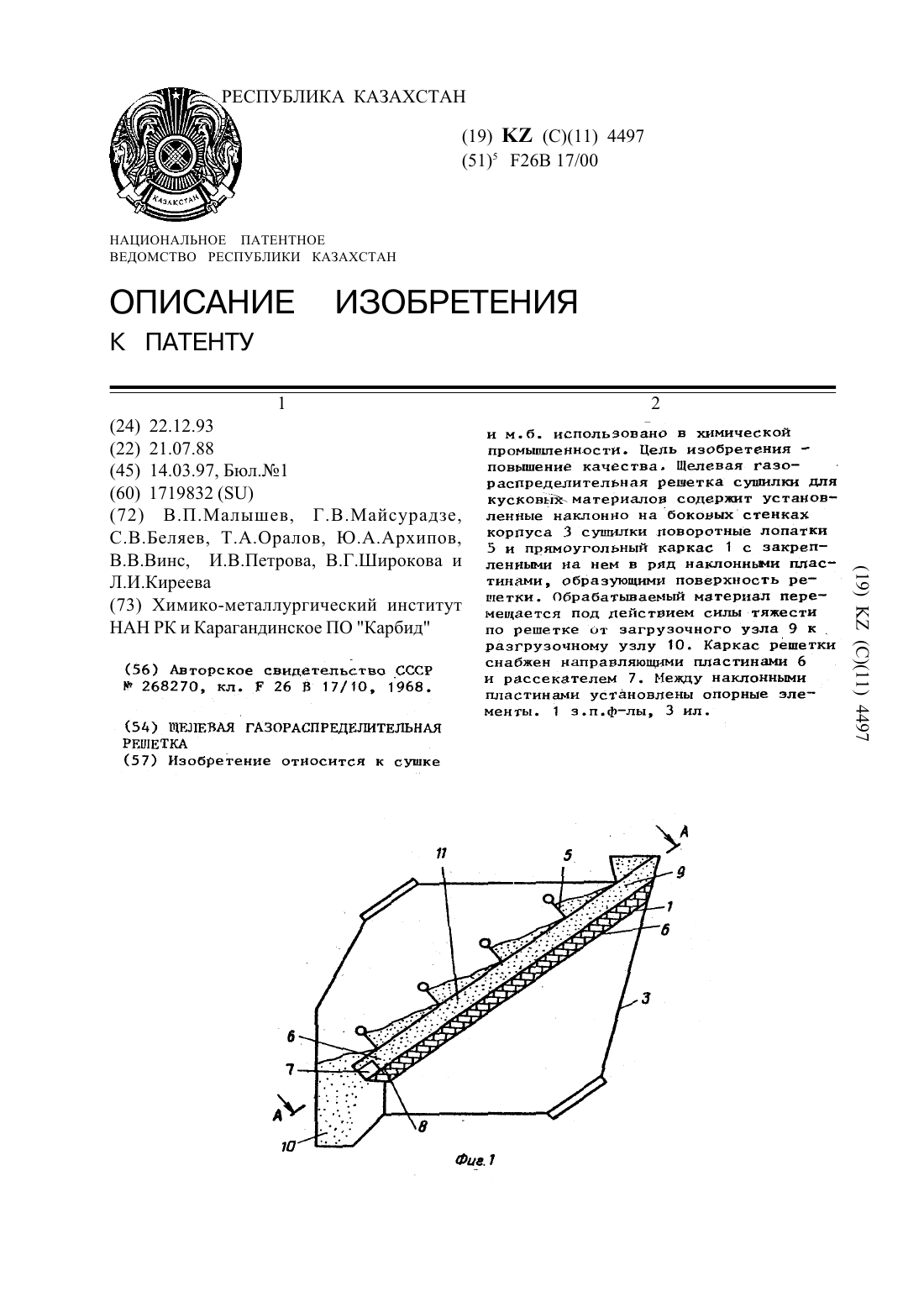
Изобретение относится к сушке и м.б. использовано в химической промышленности. Цель изобретения - повышение качества. Щелевая газораспределительная решетка сушилки для кусковых материалов содержит установленные наклонно на боковых стенках корпуса 3 сушилки поворотные лопатки 5 и прямоугольный каркас 1 с закрепленными на нем в ряд наклонными пластинами, образующими поверхность решетки. Обрабатываемый материал перемещается под действием силы...
Щелевая газораспределительная решетка
Номер патента: 4498
Опубликовано: 14.03.1997
Авторы: Винс Виктор Вильгельмович, Беляев Сергей Владимирович, Малышев Виталий Павлович, Оралов Турабай Абдрахманович, Петрова Ирина Владимировна, Майсурадзе Галина Владимировна, Кибин Феликс Степанович, Чекрыгин Геннадий Федорович
МПК: F26B 17/10
Метки: решетка, газораспределительная, щелевая
Формула / Реферат:
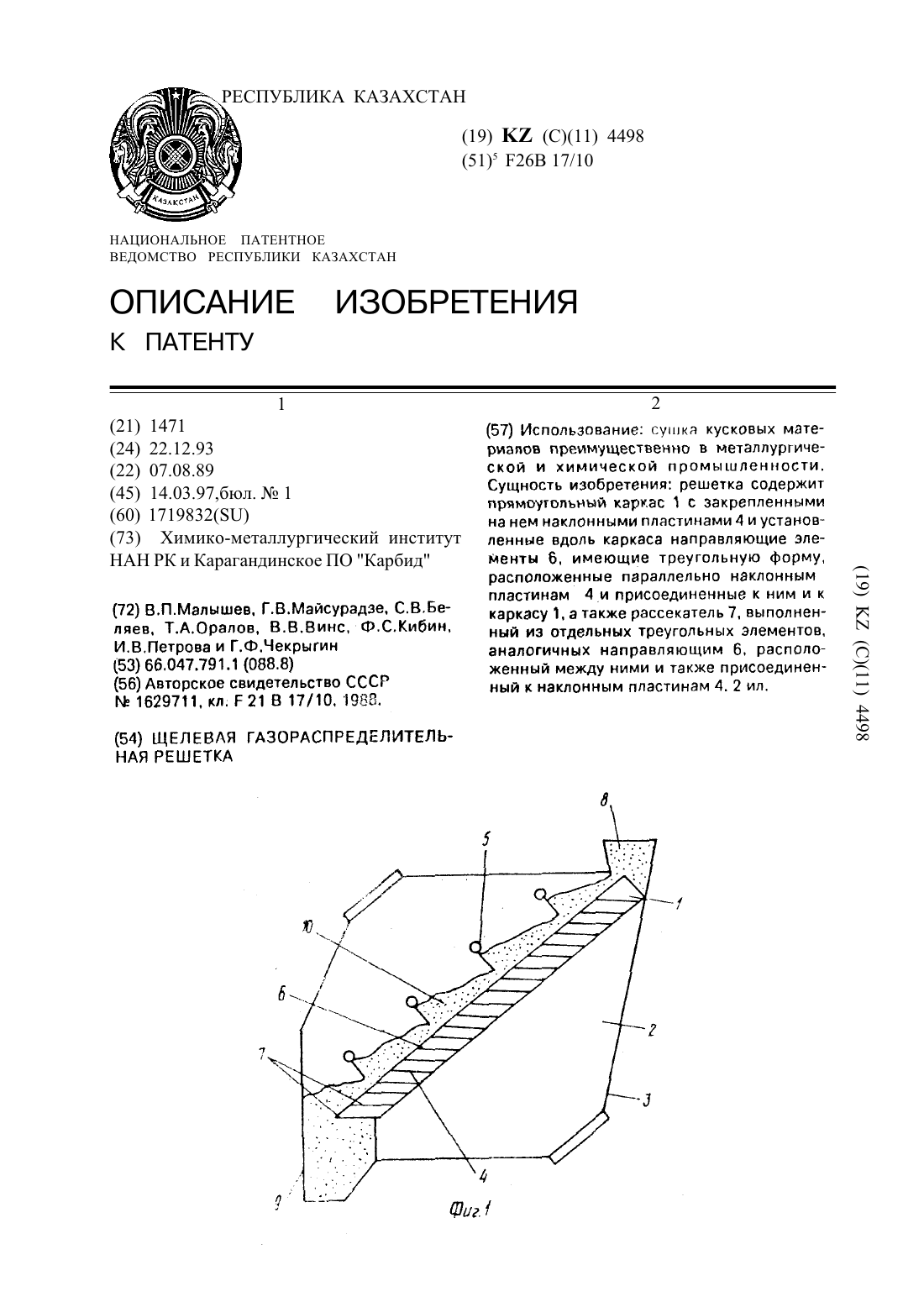
Использование: сушка кусковых материалов преимущественно в металлургической и химической промышленности. Сущность изобретения: решетка содержит прямоугольный каркас 1 с закрепленными на нем наклонными пластинами 4 и установленные вдоль каркаса направляющие элементы 6, имеющие треугольную форму, расположенные параллельно наклонным пластинам 4 и присоединенные к ним и к каркасу 1, а также рассекатель 7, выполненный из отдельных треугольных...
Геотехническая решетка “Белгеосот-Пинема”
Номер полезной модели: 395
Опубликовано: 15.09.2008
Авторы: Белясова Галина Леонардовна, Янчарук Сергей Маркович, Скребец Жанна Михайловна, Гарбарук Виктор Юрьевич, Козич Виктор Викторович
МПК: E02D 17/20
Метки: геотехническая, белгеосот-пинема, решетка
Формула / Реферат:
Полезная модель относится к области строи-тельства, а именно, к дорожным конструкциям для создания усиленных слоев дорожной одежды, при укреплении откосов в сочетании с различными заполнителями (грунты, в том числе укрепленные, гранулированные материалы, бетон).Задача полезной модели в повышении надеж-ности геотехнической решетки. Геотехническая решетка составлена из пакета полимерных полос, выполненных из полиэтилена низкого давления с...
Система для раскроя листового материала
Номер полезной модели: 272
Опубликовано: 15.02.2007
Авторы: Кирдяйкин Михаил Сергеевич, Кирдяйкин Андрей Сергеевич, Игнатьев Алексей Владимирович
Метки: система, раскроя, листового, материала
Формула / Реферат:
Предлагаемая система относится к оборудованию для раскроя листового материала. Она может быть использована для изготовления масштабных макетов, архитектурно-декоративного моделирования, художественного выжигания многослойных декоративных изображений из синтетических материалов, тканей, бумаги, картона и т.п. Еще одним из применений предлагаемого решения может быть использование его в текстильной и деревообрабатывающей промышленности.Задачей...
Способ и установка для термообработки твердой фазы, содержащей оксид железа
Номер предварительного патента: 18436
Опубликовано: 15.05.2007
Авторы: ХИРШ, Мартин, РАЙЗЕР, Франц, ШТОЕР, Клаус
МПК: C21B 13/00, B01J 8/28
Метки: содержащей, установка, твердой, термообработки, фазы, железа, способ, оксид
Формула / Реферат:
Изобретение относится к способу и установке для термообработки твердой фазы, в особенности, для восстановления твердой фазы, содержащей оксид железа, в реакторе (5,30) с псевдоожиженным слоем. Для ожижения твердой фазы в реактор (5,30) с псевдоожиженным слоем через распределительные решетки (7,32) подают ожижающий газ. Между трубопроводом (37) для подачи твердой фазы и трубопроводом (38) для выгрузки твердой фазы реактора (5,30) с...
Предыдущий патент: Передвижной умывальник
Следующий патент: Ленточный календарь мусульманина
Случайный патент: Способ бурения скважин и устройство для его осуществления