Способ тепловой изоляции индукционной печи-ванны горячего цинкования
Номер инновационного патента: 24891
Опубликовано: 15.11.2011
Авторы: Букатка Виктор Иванович, Орлов Александр Александрович, Ильяшенко Анатолий Владимирович, Зазуля Виктор Михайлович, Абишев Эрик Жаныбекович
Формула / Реферат
Изобретение относится к металлургии, в частности к оборудованию для нанесения металлических покрытий горячим способом, а именно к изоляции печи-ванны для горячего цинкования, и может быть использовано при изоляции других стационарных тепловых агрегатов.
Целью данного изобретения является установка тепловой защиты от возникшего локального прогрева брони и продление срока службы теплового агрегата.
Технический результат заключается в дополнительной внешней тепловой защите брони ванны и основывается на заполнении и уплотнении специально оставленного замеренного пространства между броней и выполненной конструкции, состоящей из каркаса-опалубки и легковесного кирпича - раствором из огнеупорного мертеля, посредством подачи его под высоким давлением введенными металлическими трубками без остановки агрегата.
Текст
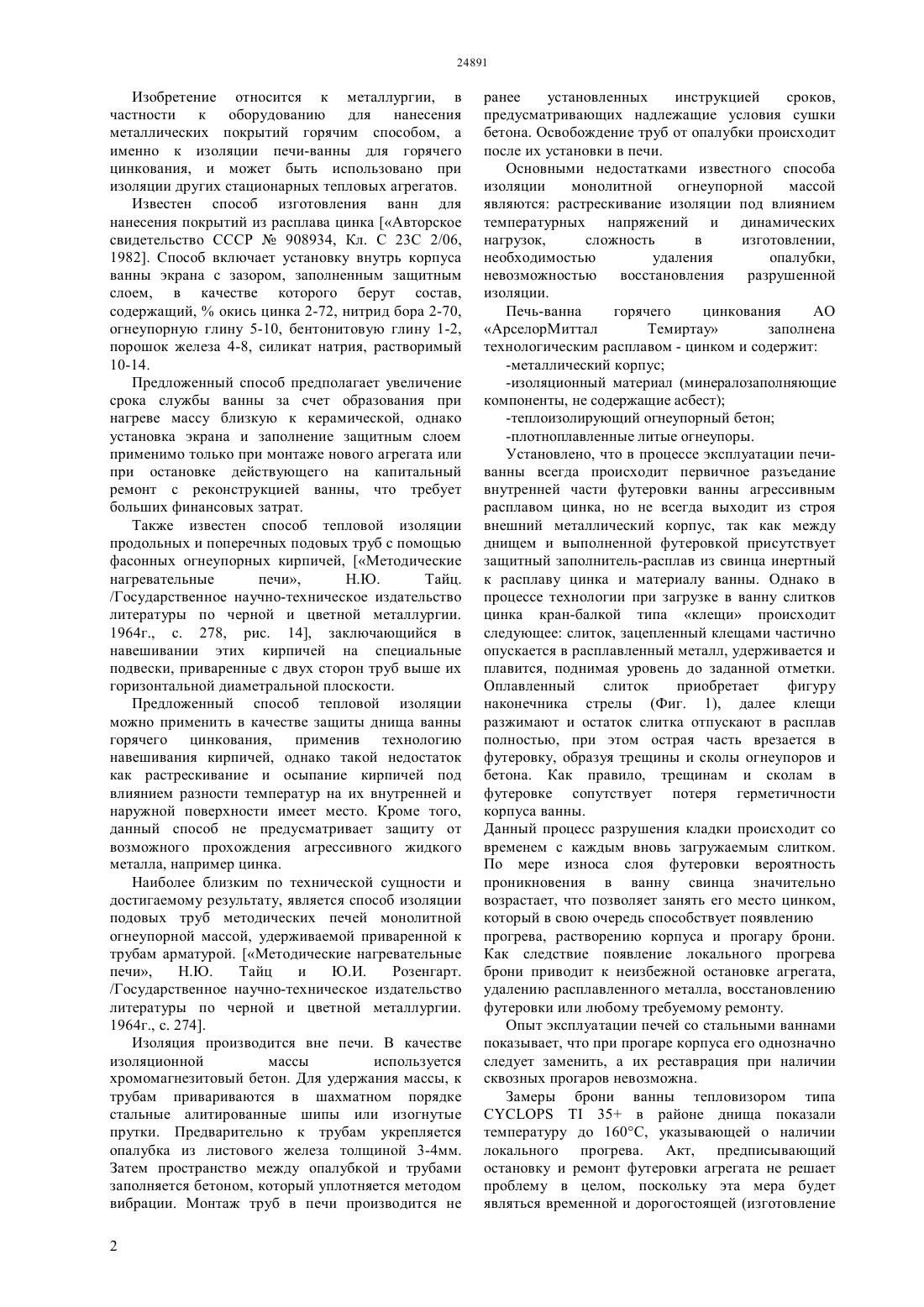
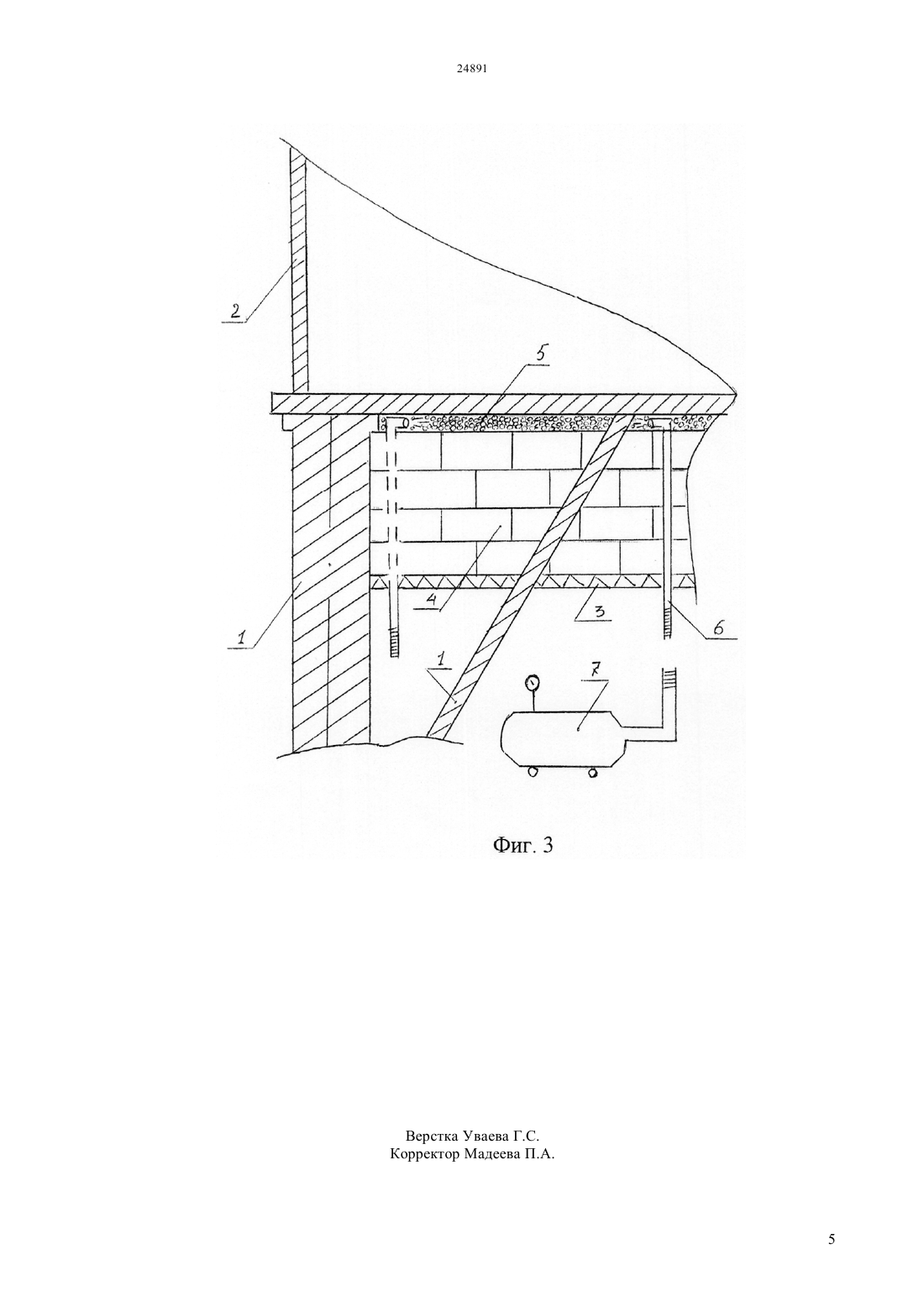
(51) 23 2/00 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ именно к изоляции печи-ванны для горячего цинкования, и может быть использовано при изоляции других стационарных тепловых агрегатов. Целью данного изобретения является установка тепловой защиты от возникшего локального прогрева брони и продление срока службы теплового агрегата. Технический результат заключается в дополнительной внешней тепловой защите брони ванны и основывается на заполнении и уплотнении специально оставленного замеренного пространства между броней и выполненной конструкции,состоящей из каркаса-опалубки и легковесного кирпича - раствором из огнеупорного мертеля,посредством подачи его под высоким давлением введенными металлическими трубками без остановки агрегата.(72) Букатка Виктор Иванович Ильяшенко Анатолий Владимирович Абишев Эрик Жаныбекович Орлов Александр Александрович Зазуля Виктор Михайлович(73) Акционерное общество АрселорМиттал Темиртау(56) Тайц Н.Ю., Розенгарт Ю.И. Методические нагревательные печи.-М. Государственное научнотехническое издательство литературы по черной и цветной металлургии, 1964, с.274(54) СПОСОБ ТЕПЛОВОЙ ИЗОЛЯЦИИ ИНДУКЦИОННОЙ ПЕЧИ-ВАННЫ ГОРЯЧЕГО ЦИНКОВАНИЯ(57) Изобретение относится к металлургии, в частности к оборудованию для нанесения металлических покрытий горячим способом, а Изобретение относится к металлургии, в частности к оборудованию для нанесения металлических покрытий горячим способом, а именно к изоляции печи-ванны для горячего цинкования, и может быть использовано при изоляции других стационарных тепловых агрегатов. Известен способ изготовления ванн для нанесения покрытий из расплава цинка Авторское свидетельство СССР 908934, Кл. С 23 С 2/06,1982. Способ включает установку внутрь корпуса ванны экрана с зазором, заполненным защитным слоем, в качестве которого берут состав,содержащий,окись цинка 2-72, нитрид бора 2-70,огнеупорную глину 5-10, бентонитовую глину 1-2,порошок железа 4-8, силикат натрия, растворимый 10-14. Предложенный способ предполагает увеличение срока службы ванны за счет образования при нагреве массу близкую к керамической, однако установка экрана и заполнение защитным слоем применимо только при монтаже нового агрегата или при остановке действующего на капитальный ремонт с реконструкцией ванны, что требует больших финансовых затрат. Также известен способ тепловой изоляции продольных и поперечных подовых труб с помощью фасонных огнеупорных кирпичей, Методические нагревательные печи,Н.Ю. Тайц./Государственное научно-техническое издательство литературы по черной и цветной металлургии. 1964 г., с. 278, рис. 14, заключающийся в навешивании этих кирпичей на специальные подвески, приваренные с двух сторон труб выше их горизонтальной диаметральной плоскости. Предложенный способ тепловой изоляции можно применить в качестве защиты днища ванны горячего цинкования, применив технологию навешивания кирпичей, однако такой недостаток как растрескивание и осыпание кирпичей под влиянием разности температур на их внутренней и наружной поверхности имеет место. Кроме того,данный способ не предусматривает защиту от возможного прохождения агрессивного жидкого металла, например цинка. Наиболее близким по технической сущности и достигаемому результату, является способ изоляции подовых труб методических печей монолитной огнеупорной массой, удерживаемой приваренной к трубам арматурой. Методические нагревательные печи,Н.Ю. Тайц и Ю.И. Розенгарт./Государственное научно-техническое издательство литературы по черной и цветной металлургии. 1964 г., с. 274. Изоляция производится вне печи. В качестве изоляционной массы используется хромомагнезитовый бетон. Для удержания массы, к трубам привариваются в шахматном порядке стальные алитированные шипы или изогнутые прутки. Предварительно к трубам укрепляется опалубка из листового железа толщиной 3-4 мм. Затем пространство между опалубкой и трубами заполняется бетоном, который уплотняется методом вибрации. Монтаж труб в печи производится не 2 ранее установленных инструкцией сроков,предусматривающих надлежащие условия сушки бетона. Освобождение труб от опалубки происходит после их установки в печи. Основными недостатками известного способа изоляции монолитной огнеупорной массой являются растрескивание изоляции под влиянием температурных напряжений и динамических нагрузок,сложность в изготовлении,необходимостью удаления опалубки,невозможностью восстановления разрушенной изоляции. Печь-ванна горячего цинкования АО АрселорМиттал Темиртау заполнена технологическим расплавом - цинком и содержит-плотноплавленные литые огнеупоры. Установлено, что в процессе эксплуатации печиванны всегда происходит первичное разъедание внутренней части футеровки ванны агрессивным расплавом цинка, но не всегда выходит из строя внешний металлический корпус, так как между днищем и выполненной футеровкой присутствует защитный заполнитель-расплав из свинца инертный к расплаву цинка и материалу ванны. Однако в процессе технологии при загрузке в ванну слитков цинка кран-балкой типа клещи происходит следующее слиток, зацепленный клещами частично опускается в расплавленный металл, удерживается и плавится, поднимая уровень до заданной отметки. Оплавленный слиток приобретает фигуру наконечника стрелы (Фиг. 1), далее клещи разжимают и остаток слитка отпускают в расплав полностью, при этом острая часть врезается в футеровку, образуя трещины и сколы огнеупоров и бетона. Как правило, трещинам и сколам в футеровке сопутствует потеря герметичности корпуса ванны. Данный процесс разрушения кладки происходит со временем с каждым вновь загружаемым слитком. По мере износа слоя футеровки вероятность проникновения в ванну свинца значительно возрастает, что позволяет занять его место цинком,который в свою очередь способствует появлению прогрева, растворению корпуса и прогару брони. Как следствие появление локального прогрева брони приводит к неизбежной остановке агрегата,удалению расплавленного металла, восстановлению футеровки или любому требуемому ремонту. Опыт эксплуатации печей со стальными ваннами показывает, что при прогаре корпуса его однозначно следует заменить, а их реставрация при наличии сквозных прогаров невозможна. Замеры брони ванны тепловизором типа 35 в районе днища показали температуру до 160 С, указывающей о наличии локального прогрева. Акт, предписывающий остановку и ремонт футеровки агрегата не решает проблему в целом, поскольку эта мера будет являться временной и дорогостоящей (изготовление изложниц для технологического расплава, процесс перелива расплава в изложницы, демонтаж индукторов, замена футеровки и др.). Капитальный ремонт печи-ванны, который включает замену по сути всего теплового агрегата, не представляется возможным без подготовительных мероприятий,требующих больших финансовых вложений и определенного количества времени, т. е простоя. Целью данного изобретения является установка тепловой защиты от возникшего локального прогрева брони-ванны и продление срока службы теплового агрегата в целом. Технический результат заключается в дополнительной внешней защите брони ванны и основывается на заполнении и уплотнении специально оставленного,замеренного пространства между броней и выполненной конструкцией, состоящей из каркаса-опалубки и легковесного кирпича - раствором из огнеупорного мертеля, посредством подачи его под высоким давлением введенными металлическими трубками без остановки агрегата. Пример реализации способа. На металлические конструкционные балки, поддерживающие снизу агрегат, в том числе и от деформации, наваривается каркас-опалубка из металлического уголка по всей площади днища для выполнения кладки в 4 слоя (не менее) из легковесного огнеупорного кирпича марки КЛ-1,3 выложенную на раствор из огнеупорного мертеля марки ММК-85 полугустой консистенции,таким образом, чтобы расстояние между кирпичом и броней было размером с диаметр вводимой трубки. После выполнения футеровочных работ,высверливают отверстия и вводят металлические трубки с внутренним диаметром 40 мм по схеме указанной на Фиг.2 в центре - 4 трубки направленные в разные стороны друг от друга к краю каркаса, по 2 трубки с двух сторон, с края каркаса и направленные к центру. Выводят трубки из каркаса на 200-400 мм с резьбой на концах и подсоединяют к шлангу шнекового нагнетателя. Посредством нагнетателя и трубок под давлением не менее 10 атмосфер подают раствор из огнеупорного мертеля марки ММК-85 густой консистенции, заполняя пространство и швы, а также неровности поверхности кладки. Затем шланг отсоединяют, а залитая конструкция подвергается естественной сушке от рабочей температуры ванны. Первый слой, состоящий из монолита толщиной 45 мм обеспечивает плотную и однородную изоляцию, способную выдержать температуру не менее 800 С. Это достигается за счет химического взаимодействия между веществом раствора и изделиями кладки при работе в высоких температурах, наблюдается эффект срастания. В связи с этим, процессы на границе раздела изделия раствор компенсируют внутреннее напряжение. Пример выполнения. На металлические конструкционные балки-1,печи-ванны горячего цинкования-2,(Фиг.З) навариваются уголки-3 на всю длину печи с расстоянием друг от друга на длину размера устанавливаемого кирпича и расстоянием до брони на высоту огнеупора состоящих из 4-х рядов - 4 и с зазором (пространством) по диаметру трубки 45 мм 5. Высверливают отверстия и заводят трубки-6 по указанной схеме. Заправляется нагнетатель-7 подготовленным раствором, подсоединяются к трубке и под давлением не менее 10 атмосфер подают его в специально оставленное замеренное пространство. Общий расход раствора составил около 1,5 тонн. Предложенный способ позволил обеспечить тепловую изоляцию выявленного прогрева брони в сложном для торкретирования месте, днище ванны,снизив температуру со 160 С до 50 С. ФОРМУЛА ИЗОБРЕТЕНИЯ 1.Способ тепловой изоляции индукционной печиванны горячего цинкования,включающий футерование металлической ванны изнутри огнеупорными материалами, отличающийся тем,что для создания внешней тепловой защиты брони ванны, специально оставленное, замеренное пространство между броней и конструкцией,выполненной из легковесного огнеупорного кирпича, заполняется раствором мертеля под высоким давлением, через введенные в него металлические трубки. 2.Способ по п.1, отличающийся тем, что высота пространства между броней ванны и конструкцией,выполненной из легковесного огнеупорного кирпича устанавливается размером равным диаметру трубки.
МПК / Метки
МПК: C23C 2/00
Метки: горячего, индукционной, печи-ванны, тепловой, изоляции, способ, цинкования
Код ссылки
<a href="https://kz.patents.su/5-ip24891-sposob-teplovojj-izolyacii-indukcionnojj-pechi-vanny-goryachego-cinkovaniya.html" rel="bookmark" title="База патентов Казахстана">Способ тепловой изоляции индукционной печи-ванны горячего цинкования</a>
Способ изготовления огнеупорного тигля индукционной печи
Номер предварительного патента: 20439
Опубликовано: 15.12.2008
Авторы: Мансуров Зулхаир Аймухаметович, Вонгай Игорь Михайлович, Дильмухамбетов Есен Едашевич, Фоменко Сергей Михайлович
МПК: F27B 14/10
Метки: изготовления, печи, способ, индукционной, тигля, огнеупорного
Формула / Реферат:
Изобретение относится к металлургической отрасли, в частности к технологии изготовления индукционных печей для плавки цветных металлов и направлено на дальнейшее совершенствование известных огнеупорных тиглей индукционных печей.Способ изготовления огнеупорного тигля индукционной печи, включает монтаж шаблона, набивку двух теплоизоляционных слоев, первого теплоизоляционного слоя, выполненного из асбестовой ткани, укладывают на индуктор, затем...
Способ изготовления огнеупорного тигля индукционной печи
Номер инновационного патента: 24126
Опубликовано: 15.06.2011
Авторы: Дильмухамбетов Есен Едашевич, Фоменко Сергей Михайлович, Мансуров Зулхаир Аймухаметович
МПК: F27B 14/10
Метки: огнеупорного, изготовления, индукционной, печи, способ, тигля
Формула / Реферат:
Изобретение относится к металлургической отрасли, в частности к технологии изготовления индукционных печей для плавки цветных металлов и направлено на дальнейшее совершенствование известных огнеупорных тиглей индукционных печей. Способ изготовления огнеупорного тигля индукционной печи, включает монтаж шаблона, набивку двух теплоизоляционных слоев, один из которых выполняют из асбестовой ткани и укладывают на индуктор, а второй - из смеси...
Способ тепловой изоляции подовых труб методических печей
Номер патента: 19869
Опубликовано: 15.11.2010
Авторы: Ахметгалин Сергей Сергеевич, Хорев Владимир Алексеевич, Садовский Валентин Георгиевич, Абишев Эрик Жаныбекович, Шарнин Олег Леонидович
МПК: F27B 3/14, C04B 28/34
Метки: изоляции, труб, печей, способ, подовых, методических, тепловой
Формула / Реферат:
Изобретение относится к металлургии, в частности к изоляции подовых труб методических нагревательных печей и может быть использовано при изоляции других тепловых агрегатов.Задача решённая изобретением, её технический результат позволил увеличить стойкость теплоизоляции подовых труб методической печи. Торкретированием, на подовые трубы с наваренными изогнутыми штырями - анкерами наносят первый изоляционный слой массы толщиной 10-15 мм, состоящий...
Способ и установка для регулирования электрического режима индукционной плавильной печи
Номер предварительного патента: 3310
Опубликовано: 10.06.1996
Авторы: Тупало Сергей Емельянович, Тупало Станислав Сергеевич
МПК: H05B 6/06
Метки: режима, печи, установка, индукционной, регулирования, способ, электрического, плавильной
Формула / Реферат:
Способ регулирования электрического режима индукционной плавильной печи, содержащей подключенный к источнику питания через силовой тиристорный ключ колебательный контур, состоящий из параллельно включенных индуктора и конденсаторной батареи, при котором осуществляют импульсно-фазовое управление тиристорным ключом, включающее в себя деление частоты тока источника питания и подачу через тиристорный ключ на колебательный контур импульса с частотой...
Пирофосфатный электролит цинкования
Номер предварительного патента: 11534
Опубликовано: 15.05.2002
Авторы: Абдураимов Ералы Ертаевич, Репп Константин Рудольфович
МПК: C25D 3/00
Метки: электролит, пирофосфатный, цинкования
Формула / Реферат:
Изобретение относится к области гальваностегии, в частности к составам пирофосфатного электролита цинкования, и может быть использовано в машиностроении, приборостроении, радиотехнике, электротехнике и других отраслях промышленности.Пирофосфатный электролит цинкования содержит сульфат цинка, пирофосфат натрия и аскорбиновую кислоту при следующем соотношении компонентов, г/л:сульфат цинка пирофосфат натрия аскорбиновая кислота 25-40 175-250...
Предыдущий патент: Способ получения алюминиево-кремневых сплавов
Следующий патент: Способ переработки отходов в виде серы
Случайный патент: Тепловая торпеда