Автомат для изготовления плетеной металлической сетки
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления плетёной металлической сетки на станках автоматах.
Сущность изобретения заключается в том, что в автомате для изготовления плетёной металлической сетки, содержащим смонтированное на станине навивочное устройство, состоящее из шнека, приводного плетельного ножа со средством для отсчёта числа витков спирали, отрезное устройство, механизм шагового перемещения штырей, механизм сматывающего устройства, систему управления привода. Предлагается систему управления привода снабдить электронным блоком управления, с установленной в нём программой управления всеми рабочими механизмами автомата снабдить датчиком (ЛИР) и бесконтактным выключателем, а также отдельно работающим механизмом сматывающего устройства сетки в готовый рулон.
Технический результат: повышение производительности, простота в обслуживании и ремонте.
Текст
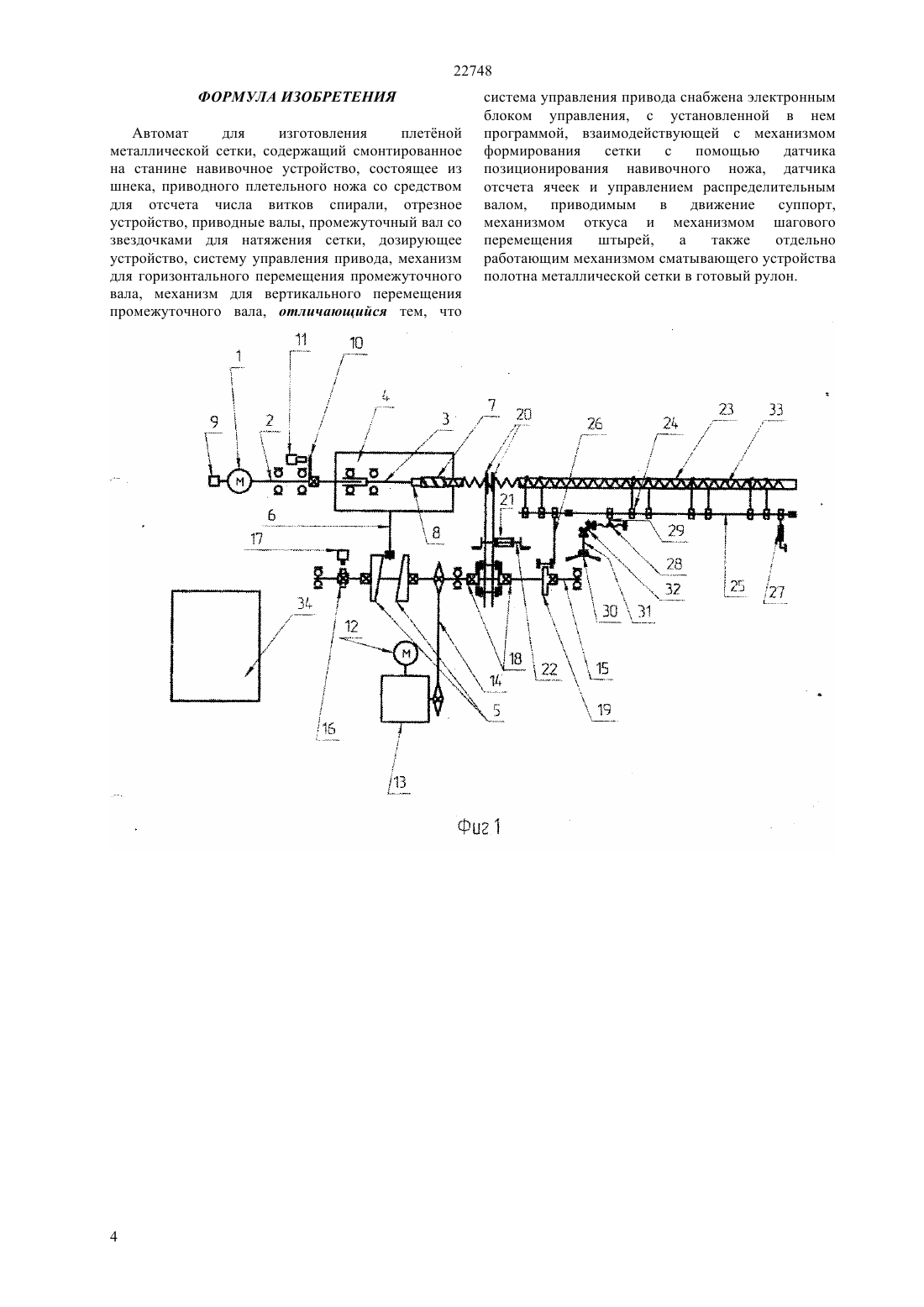
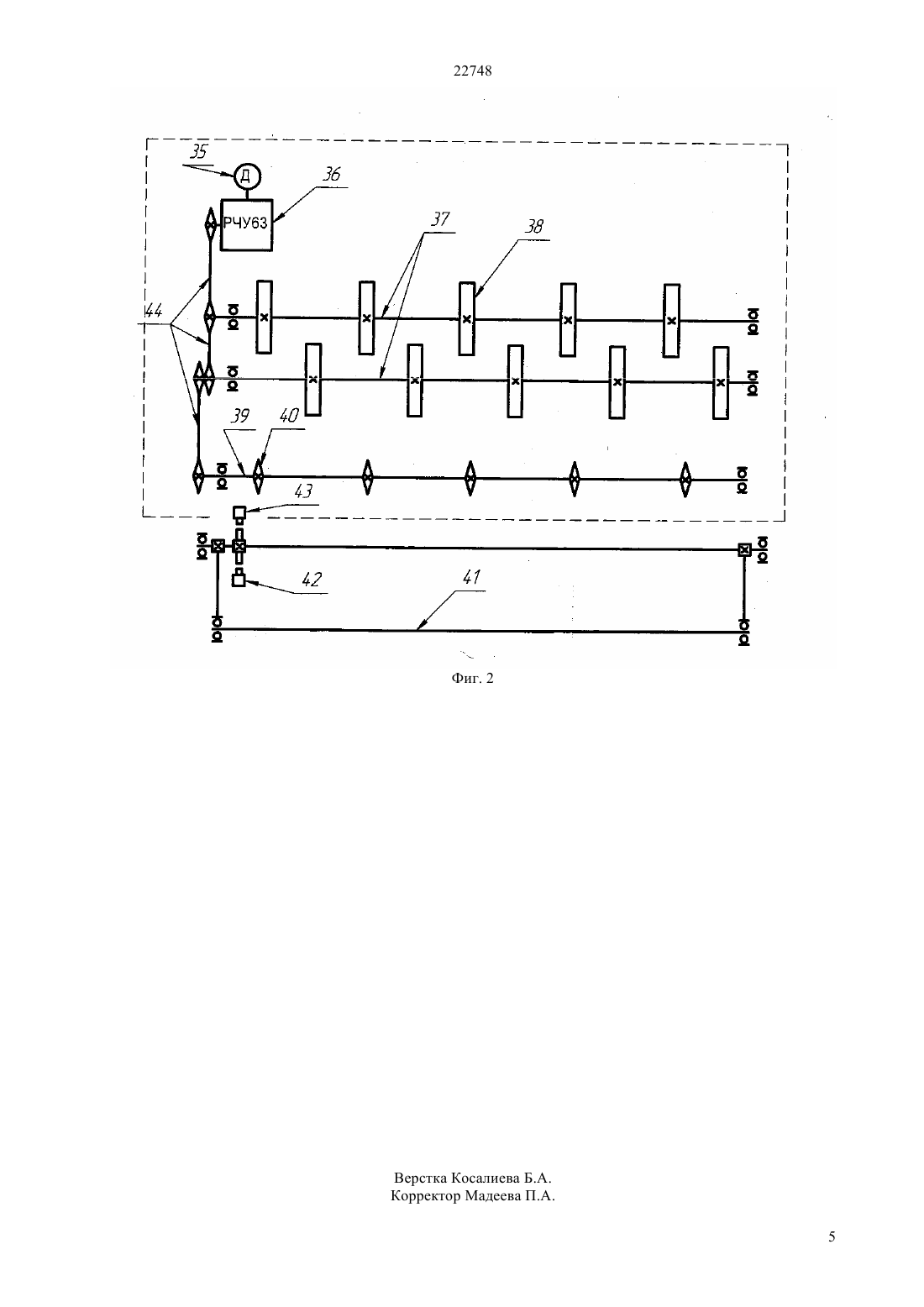
(51) 21 27/00 (2009.01) 21 27/14 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ навивочное устройство, состоящее из шнека,приводного плетельного ножа со средством для отсчта числа витков спирали, отрезное устройство,механизм шагового перемещения штырей, механизм сматывающего устройства, систему управления привода. Предлагается систему управления привода снабдить электронным блоком управления, с установленной в нм программой управления всеми рабочими механизмами автомата снабдить датчиком(ЛИР) и бесконтактным выключателем, а также отдельно работающим механизмом сматывающего устройства сетки в готовый рулон. Технический результат повышение производительности, простота в обслуживании и ремонте.(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ(57) Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления плетной металлической сетки на станках автоматах. Сущность изобретения заключается в том, что в автомате для изготовления плетной металлической сетки, содержащим смонтированное на станине 22748 Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления плетной металлической сетки на станках автоматах. Известен автомат для изготовления плетной металлической сетки, содержащий смонтированные на станине и кинематически связанные между собой по средствам приводных и распределительного валов механизм формирования спирали, механизм отсчта витков спирали, механизм резки, механизм шагового перемещения сетки, механизм загибки концов спирали, характеризующийся тем, что механизм резки состоит из двух ножей, один из которых выполнен в виде вращающегося диска с индивидуальным приводом, а другой нож имеет режущую пластину с выступом для захвата и прижима спирали к первому ножу и связан с распределительным валом по средствам дополнительного приводного вала, шарнирно соединнного с распределительным валом,установленного с возможностью циклического вращения по средствам взаимодействия с механизмом отсчта витков (см. Авт. свидетельство СССР 895579 кл. МПК 21 27/02 опубликовано 07.01.82 г. бюл.1). Недостатком данного автомата является незначительная производительность,т.к. приходится останавливать автомат, после навивки очередного отрезка сетки, а наличие большого количества механических деталей,создат определнные трудности при наладке и ремонте. Наиболее близким по технической сущности и достигаемому результату является автомат для изготовления плетной сетки,содержащий смонтированные на станине навивочное устройство,состоящее из шнека, приводного плетельного ножа со средством для отсчта числа витков спирали,механизм отгибки концов сетки, отрезное устройство, приводные валы, промежуточный вал со звздочками для натяжения сетки, товарный вал,дозирующее устройство и систему управления с муфтой включения привода, характеризующийся тем,что он снабжн механизмом для горизонтального перемещения промежуточного вала, состоящего из связанного с торцом вала кривошипно-шатунного механизма и размещнных на станине с возможностью перемещения опор подшипников промежуточного вала и механизм для вертикального перемещения промежуточного и товарного валов, состоящий из рычажно-храповых механизмов, храповые колса которых размещены на промежуточном и товарных валах и кинематически связаны с приводным валом(см.Авторское свидетельство СССР 1117111 от 28.03.83 г кл 21 27/14 опубликовано 07.10.84 г Бюл. 37). Недостатком данного автомата является трудомкость обслуживания и незначительная производительность, т.к. приходится останавливать автомат при перенастройки на другой размер сетки,помимо этого данный автомат требует дополнительного источника энергии - сжатый воздух. 2 Задачей изобретения является устранение вышеуказанных недостатков, а так же создание такого автомата для навивки плетной металлической сетки, который обеспечил бы получение следующего технического результата 1. Повышение производительности. 2. Облегчение перенастройки автомата на необходимую ячейку плетной металлической сетки, е длину и ширину до 2 метров. 3. Простота в обслуживании и ремонте автомата 4. Возможность снятия готовых рулонов плетной металлической сетки не прибегая к остановке автомата. Поставленная задача решается тем, что автомат для изготовления плетной металлической сетки содержит смонтированное на станине навивочное устройство, состоящее из шнека и приводного плетельного ножа устройства откуса спирали плетной металлической сетки устройство шагового перемещения плетной металлической сетки устройство распределительного вала, а также,отдельно работающим устройством смотки плетной металлической сетки в готовые рулоны. Система управления приводами автомата снабжена электронным блоком управления с установленной в ней программой управления,отвечающей за стабильную работу механизма формирования сетки с помощью датчика позиционирования навивочного ножа и датчика отсчта ячеек спирали плетной металлической сетки и управление распределительным валом,который отвечает за перемещение суппорта, работу механизма откуса спирали плетной металлической сетки и механизма шагового перемещения плетной металлической сетки. Механизм сматывающего устройства плетной металлической сетки в готовые рулоны работает независимо от электронного блока управления. На фиг. 1 изображена кинематическая схема автомата для изготовления плетной металлической сетки. На фиг. 2 изображена кинематическая схема сматывающего устройства плетной металлической сетки в готовые рулоны. Автомат для изготовления плетной металлической сетки состоит из смонтированного на станине электродвигателя 1,взаимодействующего с промежуточным валом 2 и валом 3, который установлен на суппорте 4. Суппорт 4 выполнен с возможностью осевого перемещения от воздействия кулачков 5 через жсткую тягу 6. На суппорте 4 установлен шнек 7 с навивочным ножом 8. Остановку навивочного ножа 8 в заданном положении обеспечивает датчик (ЛИР) 9,установленный на электродвигателе 1. Установленный на промежуточном валу 2 полумесяц 10 взаимодействует с бесконтактным выключателем 11. Привод кулачков 5 осуществляется от электродвигателя 12 через редуктор 13 и цепную передачу 14 на распределительный вал 15 на котором установлены кулачки 5. На распределительном валу 15 находится 22748 втулка 16 с лапками для поворотного выключателя 17, шарнирный эксцентрик 18 и эксцентрик 19. Механизм отрезки выполнен в виде ножниц 20,которые закреплены на обоймах 21 и насажены на валы 22, которые жстко закреплены к станине и управляется с помощью шарнирного эксцентрика 18. Полотно ПМС (плетенной металлической сетки) формируется в желобе 23 под которым расположен механизм шагового перемещения ПМС,выполненный в виде двух рядов установленных штырей 24 и вала 25, управляемого с помощью рычага 26 от эксцентрика 19. Возвратнопоступательное движение обеспечивает пружина 27. Для осевого перемещения штырей 24 с валом 25 предусмотрена ленточная резьба 28 с жсткой тягой 29, приводимой в движение с помощью штурвала 30 через промежуточный вал 31 и коническое зубчатое соединение 32. Полотно ПМС формируется из спирали 33. Управление производится с помощью электронного блока управления 34. Механизм смотки плетной металлической сетки состоит из смонтированного на станине электродвигателя 35 и редуктора 36, а также вала 37 с колсами 38 для формирования плетной металлической сетки в рулоны, промежуточный вал 39 со звздами 40 для поднятия вала натяжения 41, а также закреплнные на станине поворотные выключатели 42 и 43 .Валы 37 и промежуточный вал 39 соединены с редуктором 36 через цепную передачу 44. Автомат работает следующим образом Запуск станка производится с электронного блока управления 34. Запускается электродвигатель 1,дающий вращательное движение промежуточному валу 2, на котором установлен полумесяц 10,который взаимосвязан с бесконтактным выключателем 11. Бесконтактный выключатель 11 служит для отчта витков спирали 33 которая необходима для заданной ширины плетной металлической сетки. Ширина ПМС задатся в электронный блок управления. 34, т.к. для разной ячейки ПМС требуется разное количество витков спирали 33. Промежуточный вал 2 передат вращающее движение валу 3, который закреплн на суппорте 4. На валу 3 закреплн навивочный нож 8, который совместно со шнеком 7, установленным жстко на суппорте 4, формирует спираль 33. Спираль 33 по мере перемещения поступает в желоб 23 и вплетается в предыдущую спираль. Сетка при этом удерживается штырями 24, а полотно ПМС находится в натянутом положении с помощью вала натяжения 41 сматывающего устройства. После изготовления определнного количества ячеек спирали 33, электронный блок управления 34 автоматически останавливает электродвигатель 1 для обеспечения необходимого для откуса спирали 33 в нужных местах для правильной формы ПМС и правильной остановки навивочного ножа 8. Предусмотрен датчик (ЛИР) 9, который установлен на электродвигатель 1. Датчик (ЛИР) 9 управляется электронным блоком 34. При выключении электродвигателя 1 податся сигнал с электронного блока управления 34 для запуска электродвигателя 12, который дат вращательные движения распределительному валу 15 через редуктор 13 и цепную передачу 14. Распределительный вал 15 производит поворотное движение на 180, при этом происходит передвижение суппорта 4, срабатывает функция откуса и приводит в движение механизм шатового перемещения. Перемещение суппорта 4 происходит из-за передаточного движения кулачков 5,расположенных на распределительном валу 15,через жсткую тягу 6, установленную на суппорте 4. Механизм откуса приводится в движение при повороте шарнирного эксцентрика 18,расположенного на распределительном вале 15,толкающего ножницы 20, которые закреплены на обойме 21 и насажены на валы 22, закреплнные жстко на станине. Механизм шагового перемещения ПМС работает от эксцентрика 19,расположенного на распределительном вале 15, который толкает рычаг 26. Рычаг 26 приводит в движение вал 25, на котором жстко установлены штыри 24, которые удерживают полотно ПМС. Возвратное движение вала 25 в исходное положение происходит за счт пружины 27. Для перемещения вдоль оси вала 25,необходимое для настройки правильного вплетения спирали 33 была внедрена ленточная резьба 28,установленная на станине с жсткой тягой 29,приводимая в движение в ручную с помощью штурвала 30 через промежуточный вал 31 и коническую зубчатую передачу 32. Установленная втулка 16, на распределительном валу 15, приводит в движение поворотный выключатель 17 при повороте распределительного вала 15 на 180. Поворотный выключатель подат сигнал в электронный блок управления 34 для остановки электродвигателя 12 и последующего запуска электродвигателя 1. Цикл мотания ПМС повторяется. Принцип работы механизма смотки рулонов Полотно ПМС после формирования в желобе 23 проходит через вал натяжения 41, который натягивает полотно сетки на штырях 24, на промежуточный вал 39 со звздами 40 и опускается на валы 37 с колсами 38 на которых формируется рулон ПМС. Работает сматывающее устройство от электродвигателя 35, который приводит в движение вал 37 с колсами 38 и вал 39 со звздами 40 через редуктор 36 и цепную передачу 44. Запуск электродвигателя 35 происходит при опускании вала натяжения 41 и включения поворотного выключателя 42. Остановка электродвигателя 35 происходит при поднятии вала натяжения 41 и выключения поворотного выключателя 43. Данный автомат был сконструирован на территории цеха фирмы ТОО . В результате обкатки станка получили высокую производительность труда в связи с простотой управления и обслуживания станка. 3 22748 ФОРМУЛА ИЗОБРЕТЕНИЯ Автомат для изготовления плетной металлической сетки, содержащий смонтированное на станине навивочное устройство, состоящее из шнека, приводного плетельного ножа со средством для отсчета числа витков спирали, отрезное устройство, приводные валы, промежуточный вал со звездочками для натяжения сетки, дозирующее устройство, систему управления привода, механизм для горизонтального перемещения промежуточного вала, механизм для вертикального перемещения промежуточного вала, отличающийся тем, что система управления привода снабжена электронным блоком управления, с установленной в нем программой, взаимодействующей с механизмом формирования сетки с помощью датчика позиционирования навивочного ножа, датчика отсчета ячеек и управлением распределительным валом,приводимым в движение суппорт,механизмом откуса и механизмомшагового перемещения штырей,а также отдельно работающим механизмом сматывающего устройства полотна металлической сетки в готовый рулон.
МПК / Метки
МПК: B21F 27/14, B21F 27/00
Метки: изготовления, плетеной, сетки, металлической, автомат
Код ссылки
<a href="https://kz.patents.su/5-ip22748-avtomat-dlya-izgotovleniya-pletenojj-metallicheskojj-setki.html" rel="bookmark" title="База патентов Казахстана">Автомат для изготовления плетеной металлической сетки</a>
Гвоздильный автомат
Номер предварительного патента: 1698
Опубликовано: 15.03.1995
Авторы: Елюбаев Михаил Сергеевич, Камарутдинов Федират Кашафович
МПК: B21G 3/12
Метки: автомат, гвоздильный
Формула / Реферат:
Изобретение относится к устройствам для изготовления гвоздей и может быть применено в гвоздильных автоматах. Технический результат изобретения - увеличение производительности и повышение надежности работы автомата. Гвоздильный автомат содержит кинематически связанные с распределительным валом механизм высадки головки гвоздя, механизм подачи, зажима, отрезки и заострения. Новым в устройстве является механизм высадки, снабженный кинематически...
Автомат для изготовления двухвитковых пружинных шайб
Номер предварительного патента: 1373
Опубликовано: 15.12.1994
Автор: Зимин Владимир Васильевич
МПК: B21F 3/04
Метки: шайб, изготовления, пружинных, автомат, двухвитковых
Формула / Реферат:
Изобретение относится к машиностроению и может быть использовано при производстве деталей типа двухвитковых пружинных путевых шайб. Для упрощения конструкции в автомате для изготовления двухвитковых пружинных шайб из мерных заготовок, содержащем загрузочное устройство, нагреватель, механизм формообразования детали, съемник и закалочную ванну с транспортером, механизм формообразования выполнен в виде двух соосных, установленных с возможностью...
Автомат для измерения размеров цилиндрических деталей
Номер предварительного патента: 2620
Опубликовано: 15.12.1995
Авторы: Коржов Александр Васильевич, Родин Игорь Александрович
МПК: B07C 5/00
Метки: размеров, деталей, цилиндрических, автомат, измерения
Формула / Реферат:
Автомат для измерения размеров цилиндрических деталей относится к контрольно-измерительной технике и может быть использовано для контроля деталей в высокопроизводительном потоке.Достигаемый технический результат - повышение производительности и расширение области применения.Автомат содержит транспортный механизм, состоящий из нескольких рядов катков, где катки каждого ряда соединены меру собой гибкой связью, измерительные станции и механизмы...
Автомат роторного типа для сборки болтов с шайбами
Номер патента: 2078
Опубликовано: 15.06.1995
Авторы: Богомолов Алексей Тимофеевич, Гангаев Сергей Константинович
МПК: B23P 19/08
Метки: шайбами, сборки, автомат, типа, роторного, болтов
Формула / Реферат:
Изобретение относится к области машиностроения, непосредственно к автоматизации сборочных процессов и предназначено для сборки болтов с шайбами. Цель изобретения - упрощение конструкции. Автомат роторного типа для сборки болтов с шайбами содержит станину, питатели с лотками подачи болтов и шайб на сборку, ротор и узел выгрузки собранных изделий, имеющий лоток. Автомат снабжен смонтированным на станине кронштейном с охватывающим ротор козырьком,...
Способ изготовления абразивного и алмазного инструмента на металлической связке
Номер патента: 1376
Опубликовано: 15.04.1998
Автор: Ионов Владимир Андреевич
МПК: B22F 3/26
Метки: изготовления, инструмента, алмазного, способ, металлической, абразивного, связке
Формула / Реферат:
Изобретение относится к изготовлению инструмента методом порошковой металлургии. Для повышения производительности и снижения энергозатрат в способе изготовления абразивного и алмазного инструмента на металлической связке, включающем формовку заготовки с использованием органического пластификатора, размещение ее и металлической связки в вакуумной печи с последующей инфильтрацией заготовки в ней при нагреве, при достижении в вакуумной печи...
Предыдущий патент: Искусственный смерч Булдакова
Следующий патент: Сталеразливочный ковш
Случайный патент: Способ содержания новорожденных телят в профилакторный период выращивания в молочном скотоводстве