Способ изготовления лейнера для баллонов давления
Номер патента: 24779
Опубликовано: 17.10.2011
Авторы: Лукьянец Сергей Владимирович, Мороз Николай Григорьевич
Формула / Реферат
Изобретение относится к машиностроению и может быть использовано при изготовлении сосудов высокого давления, предназначенных для хранения и транспортировки текущих сред (жидкостей или сжиженного газа) в условиях их многократных циклических нагружений высоким давлением. Изобретение относится к способам изготовления сосудов высокого давления, корпус которых изготовлен из композиционного материала и покрыт внутри герметичной оболочкой - лейнером, которая, в зависимости от области применения сосуда может быть выполнена из полимерного материала, например, полиэтилена или полиэтилентерефталата (ПЕТ).
Технический результат при использовании предлагаемого изобретения заключается в эффективном высокопроизводительном изготовлении ПЕТ-лейнеров с заправочной горловиной для сосудов давления из композиционного материала, обеспечивающем надёжное соединение металлических элементов заправочной горловины с основным материалом преформы.
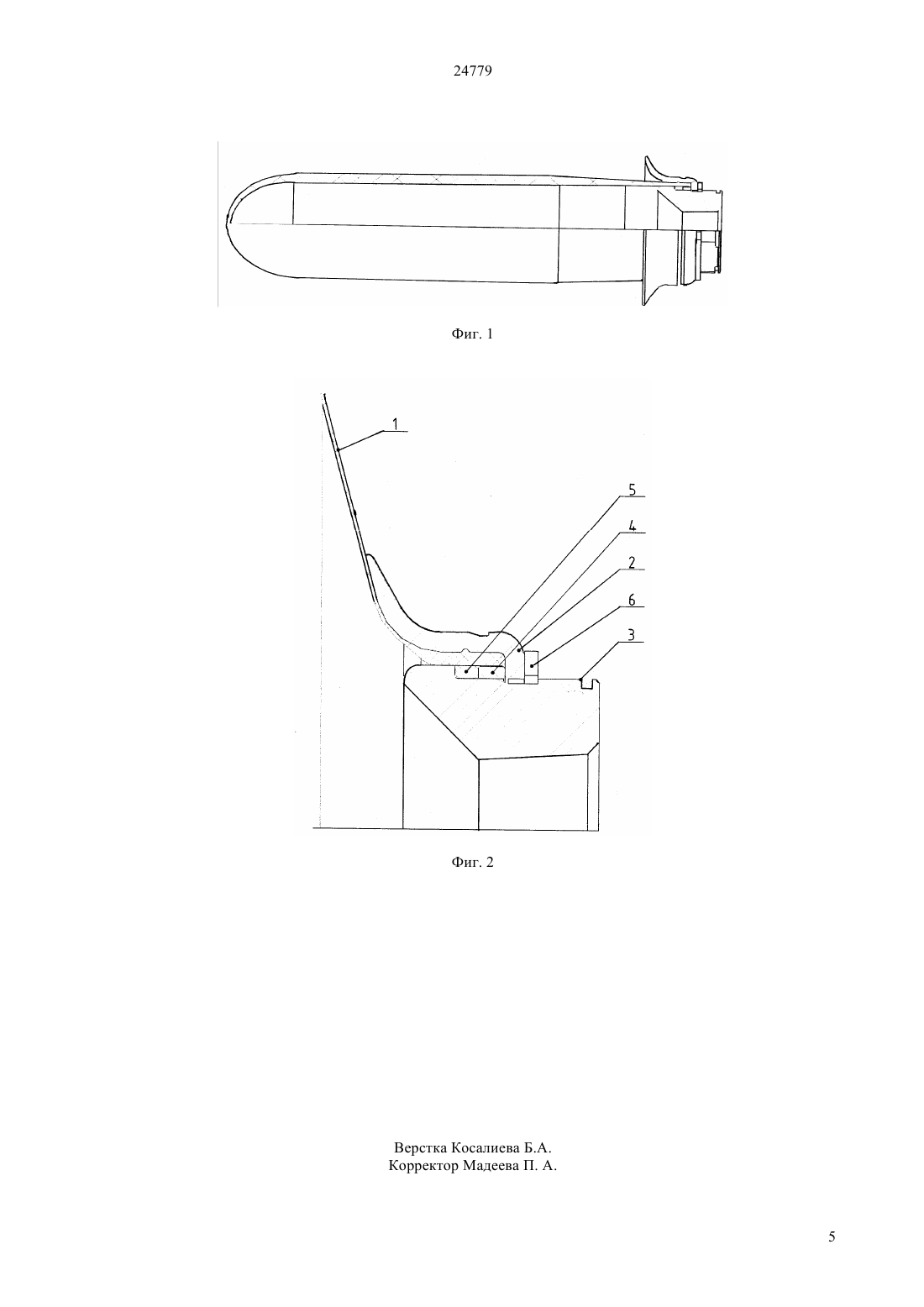
Перед нагреванием всей ПЕТ-преформы производят локальный нагрев её горлышка до температуры 160°С, выдерживают по времени до достижения кристалличности более 90 вес.%, калибруют преформу по внутреннему диаметру горлышка, в зоне высокой кристалличности смазывают внутреннюю поверхность горлышка и размещают в ней резьбовую металлическую втулку с уплотнительным кольцом, а снаружи горлышка напрессовывают металлический фланец, перед подачей ПЕТ-преформы внутрь раздувной формы её термостабилизируют в кондиционированной окружающей среде до достижения температуры металлических элементов на 15...20 градусов ниже температуры стеклования основного материала преформы.
Текст
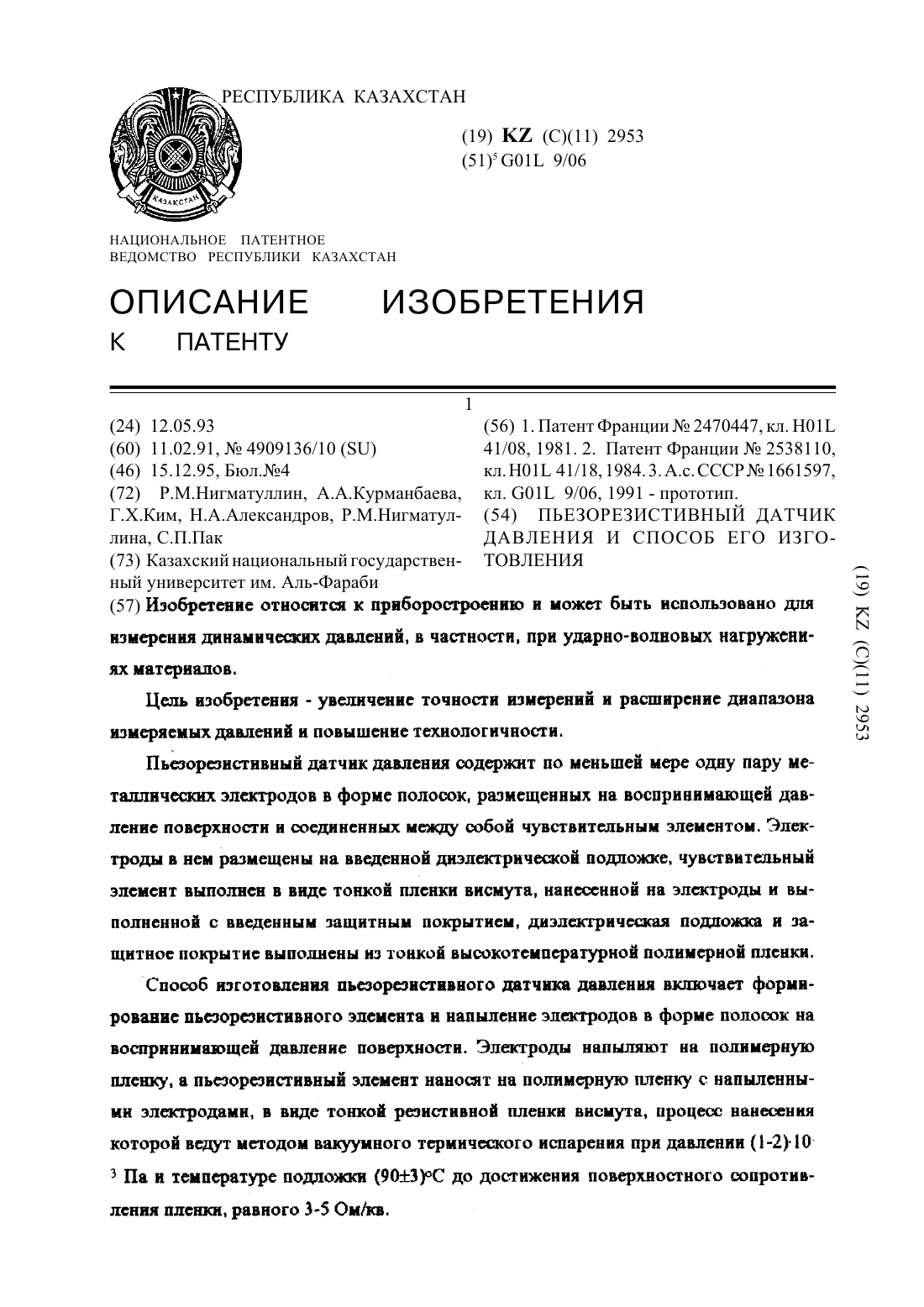
(51) 16 12/00 (2006.01) 17 1/16 (2006.01) 29 49/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Технический результат при использовании предлагаемого изобретения заключается в эффективном высокопроизводительном изготовлении ПЕТ-лейнеров с заправочной горловиной для сосудов давления из композиционного материала, обеспечивающем наджное соединение металлических элементов заправочной горловины с основным материалом преформы. Перед нагреванием всей ПЕТ-преформы производят локальный нагрев е горлышка до температуры 160 С, выдерживают по времени до достижения кристалличности более 90 вес.,калибруют преформу по внутреннему диаметру горлышка, в зоне высокой кристалличности смазывают внутреннюю поверхность горлышка и размещают в ней резьбовую металлическую втулку с уплотнительным кольцом, а снаружи горлышка напрессовывают металлический фланец, перед подачей ПЕТ-преформы внутрь раздувной формы е термостабилизируют в кондиционированной окружающей среде до достижения температуры металлических элементов на 1520 градусов ниже температуры стеклования основного материала преформы.(72) Лукьянец Сергей ВладимировичМороз Николай Григорьевич(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЙНЕРА ДЛЯ БАЛЛОНОВ ДАВЛЕНИЯ(57) Изобретение относится к машиностроению и может быть использовано при изготовлении сосудов высокого давления, предназначенных для хранения и транспортировки текущих сред (жидкостей или сжиженного газа) в условиях их многократных циклических нагружений высоким давлением. Изобретение относится к способам изготовления сосудов высокого давления, корпус которых изготовлен из композиционного материала и покрыт внутри герметичной оболочкой - лейнером, которая,в зависимости от области применения сосуда может быть выполнена из полимерного материала,например, полиэтилена или полиэтилентерефталата 24779 Изобретение относится к машиностроению и может быть использовано при изготовлении сосудов высокого давления, предназначенных для хранения и транспортировки текущих сред (жидкостей или сжиженного газа) в условиях их многократных циклических нагружений высоким давлением. Изобретение относится к способам изготовления сосудов высокого давления, корпус которых изготовлен из композиционного материала и покрыт внутри герметичной оболочкой - лейнером, которая,в зависимости от области применения сосуда может быть выполнена из полимерного материала,например, полиэтилена или полиэтилентерефталата(ПЕТ). Корпус таких сосудов представляет собой многослойный жсткий каркас,который изготавливают путм намотки в перекрещивающемся порядке однонаправленных полимерных нитей, например, из стекловолокна, с одновременной пропиткой каждого слоя полимерным связующим, например, эпоксидной смолой, с последующим термическим отверждением всего каркаса. В процессе изготовления корпуса в него вматывается своим фланцем горловина с осевым сквозным каналом. Герметичная оболочка лейнер имеет патрубок из того же материала,который размещается по всей длине осевого канала горловины и плотно прижимается к его внутренней поверхности штуцером,устанавливаемым коаксирально каналу внутри патрубка для обеспечения герметичности горловины. Известны примеры создания баллонов давления из композиционных материалов с использованием термопластов в качестве материала лейнера,например, патент 2 150 634,4 925 044 и другие. В известных устройствах не решается задача наджной герметизации баллона в силу того, что используемые в качестве материала оболочки лейнера термопласты имеют высокую вязкоупругую деформируемость, низкие, по сравнению с металлами,коэффициенты газопроницаемости практически по всем техническим газам. Вс это при высоких давлениях приводит к потере прочности при декомпрессии и образованию трещин при длительном натружении. Известны конструкции баллонов и лейнеров для них, в которых в качестве основного материала используются полиэтилентерефталат(ПЕТ),имеющий,как известно,более низкую газопроницаемость и более высокую прочность,например, патент 2 156 399. Известны конструкции баллонов с использованием лейнера из ПЕТ, в которых в горловине лейнера используются специальные устройства из металлических деталей, например,патент 2 177 583,2 150 634 и другие. В процессе изготовления таких баллонов в них вматываются расположенные по продольной оси донный фланец и горловина с осевым сквозным каналом. Корпус изнутри облицован герметичной ПЕТ-оболочкой (лейнером), имеющей патрубок,расположенный по всей длине осевого канала 2 горловины и плотно прилегающей к его внутренней поверхности. Внутри патрубка оболочки коаксиально осевому каналу горловины расположен штуцер, установленный так, чтобы плотно с усилием прижимать патрубок оболочки к внутренней поверхности осевого канала горловины. Таким образом, осуществляется герметичное соединение патрубка с горловиной и штуцером. Штуцер оснащен запорной арматурой, которая обеспечивает впуск текучей среды под давлением в полость сосуда и выпуск той же среды из него под давлением. Однако практическая реализация известных решений затруднительна или малоэффективна в силу того,что некристаллизованный полиэтилентерефталат имеет высокую деформационную ползучесть и не обеспечивает герметичности соединения с металлическими деталями. Для реализации конструкции баллона с использованием лейнера из полиэтилентерефталата в качестве базовой технологии используется технология, базирующаяся на методе выдувного формования. Суть данного метода заключается в том, что вначале методом литья под давлением из гранулята ПЕТ, изготавливают заготовку в виде пробирки - преформу, затем преформу нагревают до состояния эластичной резины, помещают в прессформу и в резиноподобном состоянии растягивают и раздувают сжатым воздухом, после чего, готовое изделие остывает на холодных стенках прессформы. Во всех известных решениях имеется существенный недостаток, сдерживающий серийное производство баллонов из композитных материалов. Один из них - невозможность создания в процессе раздувки наджного соединения заправочной горловины с металлическими элементами. Ни в одном из известных решений не рассматривается процесс изготовления лейнера с одновременным исполнением заправочного металлополимерного узла. Как известно, монтаж такого узла уже после раздувки лейнера операция трудоемкая и практически нереализуема в серийном производстве. Наиболее близким по технической сущности к предлагаемому является решение по патенту 2 074 932, включающее изготовление ПЕТпреформы, е нагревание, ввод ПЕТ-преформы внутрь раздувной формы и осевую вытяжку ПЕТпреформы. В известном решении для улучшения эксплуатационных свойств ПЕТ-мкости применяют метод кристаллизации горловины на готовой мкости при температурах 140180 С в течении 22,5 мин. Данное решение принято за прототип к предлагаемому. Известное решение имеет недостатки. Вопервых,отсутствие возможности монтажа металлических элементов узла заправочной горловины после раздувки лейнера в условиях серийного производства, во-вторых, отсутствие возможности создания в процессе раздувки преформ 24779 наджного соединения заправочной горловины с металлическими элиментами. Технический результат при использовании предлагаемого изобретения заключается в эффективном высокопроизводительном изготовлении ПЕТ-лейнеров с заправочной горловиной для сосудов давления из композиционного материала, обеспечивающем наджное соединение металлических элементов заправочной горловины с основным материалом преформы. Указанный технический результат достигается за счт того, что в способе изготовления лейнера для баллонов давления, включающем изготовление преформы из полиэтилентерефталата(ПЕТпреформы) с замкнутым трубчатым телом и имеющим окончательные размеры горлышком,нагревание ПЕТ-преформы, ввод ПЕТ-преформы внутрь составной смыкаемой раздувной формы,осевую вытяжку ПЕТ-преформы путм подачи внутрь трубчатого тела преформы воздуха, перед нагреванием всей ПЕТ-преформы производят локальный нагрев е горлышка до температуры 160 С, выдерживают по времени до достижения кристалличности более 90 вес., калибруют преформу по внутреннему диаметру горлышка с одновременным охлаждением, в зоне высокой кристалличности смазывают внутреннюю поверхность горлышка и размещают в ней резьбовую металлическую втулку с уплотнительным кольцом, а снаружи горлышка также в зоне высокой кристалличности напрессовывают металлический фланец, перед подачей ПЕТ-преформы внутрь раздувной формы термостабилизируют е в кондиционированной окружающей среде до достижения температуры металлических элементов на 1520 градусов ниже температуры стеклования основного материала преформы. Указанный технический результат достигается также тем, что до достижения 90 вес.-ной кристалличности ПЕТ-преформу подвергают кратковременному купанию в сольвенте, в качестве которого используют ацетон, также тем, что локальный нагрев горлышка преформы производят методом лучистого теплообмена или методом теплопередачи через цилиндрическую стенку. Сопоставительный анализ с прототипом показывает, что предлагаемый способ отличается от известного введением дополнительного локального нагрева горлышка ПЕТ-преформы до температуры 160 С, выдерживанием по времени до достижения кристалличности более 90 вес., калиброванием преформы по внутреннему диаметру горлышка с одновременным остыванием, размещением в зоне высокой кристалличности внутренней поверхности горлышка металлической втулки с уплотнительным кольцом, а снаружи горлышка также в зоне высокой кристалличности напрессовкой металлического фланца, а также тем, что перед подачей ПЕТпреформы внутрь раздувной формы е термостабилизируют в кондицианированной окружающей среде до достижения температуры металлических элементов на 1520 градусов ниже температуры стеклования основного материала преформы. Таким образом,заявляемый способ соответствует критерию изобретения новизна. Сравнение заявляемого решения не только с прототипом, но и с другими аналогичными техническими решениями в данной и смежных областях техники, не позволило выявить в них признаки, отличающие заявляемое устройство от прототипа, что позволяет сделать вывод о соответствии критерию изобретения существенные отличия. Изобретение поясняется иллюстрациями, где на фиг.1 показана ПЕТ-преформа для изготовления лейнера, на фиг.2 показан полученный после раздувки преформы узел заправочной горловины лейнера. В предлагаемом способе изготовления лейнера для баллонов давления использован базовый метод раздувки преформ. Для использования метода раздувки производят предварительную подготовку преформ, в частности, их совместную сборку с металлическими элементами. При этом необходимо обеспечить наджное соединение металлических элементов узла заправочной горловины с основным материалом преформы. В этой связи, в предлагаемом способе, перед нагреванием всей ПЕТ-преформы производят локальный нагрев е горлышка до температуры 160 С(выше температуры кристаллизации ПЕТ,равной 160/-3 С). Выдерживают по времени при данной температуре до достижения кристалличности более 90 вес., то есть осуществляется операция закаливания преформы с кристаллизацией ПЕТ в пределах более 90 вес. на участке контакта с уплотнительным резиновым кольцом. Локальный нагрев горлышка преформы производят методом лучистого теплообмена,методом теплопередачи через цилиндрическую стенку и другими. В процессе общего нагрева ПЕТ-преформы в силу кристаллизации материала незначительно изменяются геометрические размеры горловины,как по внешней поверхности, так и по внутренней. Поэтому для обеспечения дальнейшей качественной сборки преформы с металлическими деталями проводят операцию калибрования размеров горловины с использованием специальных устройств. Для обеспечения наджной работы соединения патрубка с металлическими деталями, необходимо объмное сжатие уплотнительного резинового кольца, которое возможно только при плотном напрессовывании металлического фланца на преформу с резьбовой втулкой. Для обеспечения качественной раздувки преформы путм подачи внутрь е трубчатого тела воздуха, необходимо обеспечить равномерный нагрев е по всему объму. Однако, в силу того, что металл и материал ПЕТ-преформы имеют различные тепломкости, а также различную массу,то для обеспечения равномерного прогрева 3 24779 требуется предварительная термостабилизация собранной преформы. Температура такой стабилизации должна находиться ниже температуры стеклования материала ПЕТ-преформы. Из экспериментальных данных, разность между температурой термостабилизации и температурой стеклования материала ПЕТ-преформы выбрана в пределах 1520 С. На практике установлено, что при изготовлении ПЕТ-преформ на их поверхности возникают различного рода микродефекты типа царапин,раковин, включений и других. Наличие таких микродефектов приводит к появлению нежелательных концентратов напряжений, как при изготовлении, так и при эксплуатации ПЕТпреформы, полученной методом раздувки, что в конечном итоге, приводит к разрушению ПЕТпреформы. Исключение образования такого рода микродефектов возможно методом травления в растворителе (сольвенте). В качестве сольвента использован ацетон. Купание ПЕТ-преформы в сольвенте приводит к исключению микродефектов,что позволяет стабилизировать качество ПЕТпреформ и, тем самым, исключить негативное проявление дефектов материала ПЕТ-преформ в готовом изделии. Пример реализации предлагаемого способа. В соответствии с предлагаемым способом изготавливают преформу из полиэтилентерефталата(ПЕТ-преформу). ПЕТ-преформа изготавливается в виде замкнутого трубчатого тела - оболочки 1 и имеет окончательного размера горлышко (горловину) с осевым сквозным каналом. Горловина плотно прижимается по наружной поверхности к металлическому фланцу 2. Внутри горловины размещена резьбовая металлическая втулка 3 с уплотнительным кольцом 4 и фиксирующим кольцом 5. Резьбовая металлическая втулка 3 зафиксирована от перемещения стопорным кольцом 6. Герметичность соединения при действии давления внутри баллона (лейнера) обеспечивается за счт плотной установки резьбовой металлической втулки 3. Для изготовления лейнера используется базовый метод раздувки преформ. Для реализации данного метода осуществляют предварительную подготовку преформ, в частности, сборку их вместе с металлическими элементами. Данная подготовка осуществляется следующим образом перед нагреванием всей ПЕТ-преформы производят локальный нагрев е горловины до температуры 160 С, выдерживают по времени до достижения кристалличности более 90 вес., калибруют ПЕТпреформу по внутреннему диаметру горловины с одновременным е охлаждением. В зоне высокой кристалличности смазывают внутреннюю поверхность горлышка глицерином и размещают в ней резьбовую металлическую втулку 3 с уплотнительным кольцом 4. Перед подачей ПЕТ-преформы внутрь раздувной формы термостабилизируют е в кондиционированной окружающей среде до достижения температуры металлических элементов на 1520 С ниже температуры стеклования основного материала преформы(полиэтилентерефталата). Таким образом, сочетание операций подготовки преформ и использование метода раздувки преформ позволяют достичь сформулированного технического результата. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления лейнера для баллонов давления, включающий изготовление преформы из полиэтилентерефталата(ПЕТ-преформы) с замкнутым трубчатым телом и имеющим окончательные размеры горлышком, нагревание ПЕТ-преформы, ввод ПЕТ-преформы внутрь составной смыкаемой раздувной формы, осевую вытяжку ПЕТ-преформы путм подачи внутрь трубчатого тела преформы воздуха, отличающийся тем, что перед нагреванием всей ПЕТ-преформы производят локальный нагрев е горлышка до температуры 160 С, выдерживают по времени до достижения кристалличности более 90 вес.,калибруют преформу по внутреннему диаметру горлышка с одновременным охлаждением, в зоне высокой кристалличности смазывают внутреннюю поверхность горлышка и размещают в ней резьбовую металлическую втулку с уплотнительным кольцом, а снаружи горлышка также в зоне высокой кристалличности напрессовывают металлический фланец, перед подачей ПЕТ-преформы внутрь раздувной формы е термостабилизируют в кондиционированной окружающей среде до достижения температуры металлических элементов на 1520 градусов ниже температуры стеклования основного материала преформы. 2. Способ по п.1, отличающийся тем, что локальный нагрев горлышка преформы производят методом лучистого теплообмена. 3. Способ по п.1, отличающийся тем, что локальный нагрев горлышка преформы производят методом теплопередачи через цилиндрическую стенку. 4. Способ по п.1, отличающийся тем, что до достижения 90 вес. кристалличности ПЕТпреформу подвергают кратковременному купанию в сольвенте. 5. Способ по п.п.1 и 4, отличающийся тем, что в качестве сольвента используют ацетон. 6. Способ по п.1, отличающийся тем, что в качестве смазывающей жидкости используют глицерин.
МПК / Метки
МПК: F17C 1/16, F16J 12/00, B29C 49/00
Метки: способ, лейнера, изготовления, давления, баллонов
Код ссылки
<a href="https://kz.patents.su/5-24779-sposob-izgotovleniya-lejjnera-dlya-ballonov-davleniya.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления лейнера для баллонов давления</a>
Пьезорезистивный датчик давления и способ его изготовления
Номер патента: 2953
Опубликовано: 15.12.1995
Авторы: Нигматуллина Рауза Мауляновна, Нигматуллин Расим Маулянович, Александров Николай Александрович, Пак Сергей Павлович, Ким Герасим Хактюнович, Курманбаева Айгуль Асылхановна
МПК: G01L 9/06
Метки: способ, изготовления, давления, пьезорезистивный, датчик
Формула / Реферат:
Изобретение относится к приборостроению и может быть использовано для измерения динамических давлении, в частности, при ударно-волновых нагружениях материалов.Цель изобретения - увеличение точности измерений и расширение диапазона измеряемых давлений и повышение технологичности.Пьезорезистивный датчик давления содержит по меньшей мере одну пару меаллических электродов в форме полосок, размещенных на воспринимающей давление поверхности и...
Сосуд высокого давления и способ заполнения газом сосуда высокого давления
Номер предварительного патента: 5348
Опубликовано: 15.10.1997
Автор: Штро Валерий Яковлевич
МПК: F17C 1/00
Метки: высокого, сосуда, способ, давления, заполнения, сосуд, газом
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано в других областях народного хозяйства для хранения сжатых газов.Увеличение количества размещаемого в сосуде сжатого газа, снижение металлоемкости сосуда, а также простота изготовления сосуда и способа заполнения его газом достигается тем, что сосуд высокого давления содержит коаксиально расположенные друг в друге внутреннюю 1, внешнюю 2 емкости и систему подвода напорной...
Баллон давления из композиционных материалов
Номер патента: 24182
Опубликовано: 15.06.2011
Авторы: Лукьянец Сергей Владимирович, Мороз Николай Григорьевич
МПК: F16C 1/16, F16J 12/00, F16C 1/06...
Метки: композиционных, материалов, давления, баллон
Формула / Реферат:
Изобретение относится к машиностроению и может быть использовано при изготовлении сосудов высокого давления, предназначенных для хранения и транспортировки текучих сред (жидкостей или газа) в условиях их многократных циклических нагружений высоким давлением при одновременном устранении утечек текучей среды из баллонов или нарушении их герметичности.Технический результат при использовании предлагаемого изобретения заключается в обеспечении...
Запорно-редуцирующий клапан для газовых баллонов
Номер предварительного патента: 13067
Опубликовано: 15.05.2003
Автор: Турсунбаев Рустем Турарович
МПК: F17C 13/04, F17C 13/00
Метки: клапан, запорно-редуцирующий, баллонов, газовых
Формула / Реферат:
Изобретение относится к газовому хозяйству, к конструкции клапана газового баллона, предназначенного для заполнения баллонов сжиженными углеводородными газами на давление до 1,6 МПа, а также для отбора газа в процессе эксплуатации. Техническим результатом является обеспечение снижения давления газа в баллоне при его увеличении выше допустимого. Это достигается тем, что запорно-редуцирующий клапан для газовых баллонов, включающий корпус, шток,...
Способ загрузки руды в реакционную емкость высокого давления и устройство для его осуществления
Номер патента: 6389
Опубликовано: 15.12.2000
Авторы: Милионис Константин, Тессмер, Геро, Випп Рой Хуберт, Чермак Карл
МПК: F27D 3/18, C21B 13/00
Метки: загрузки, реакционную, способ, руды, устройство, давления, высокого, емкость, осуществления
Формула / Реферат:
В способе загрузки мелкоизмельченной руды в реакционную емкость высокого давления 1 нагретая руда сначала подается в передаточную емкость высокого давления 35, 36, сжимается в ней при помощи сжатого газа и затем передается в реакционную емкость высокого давления 1 через передающий трубопровод 5 при помощи сжатого газа.Чтобы гарантировать оптимальное использование реакционной емкости высокого давления 1 при равномерной нагрузке и обеспечить...
Предыдущий патент: Ветростанция Баялиева
Следующий патент: Газовая горелка
Случайный патент: Композиция для приготовления курта из альбуминовой массы