Летучий обжимной пресс
Формула / Реферат
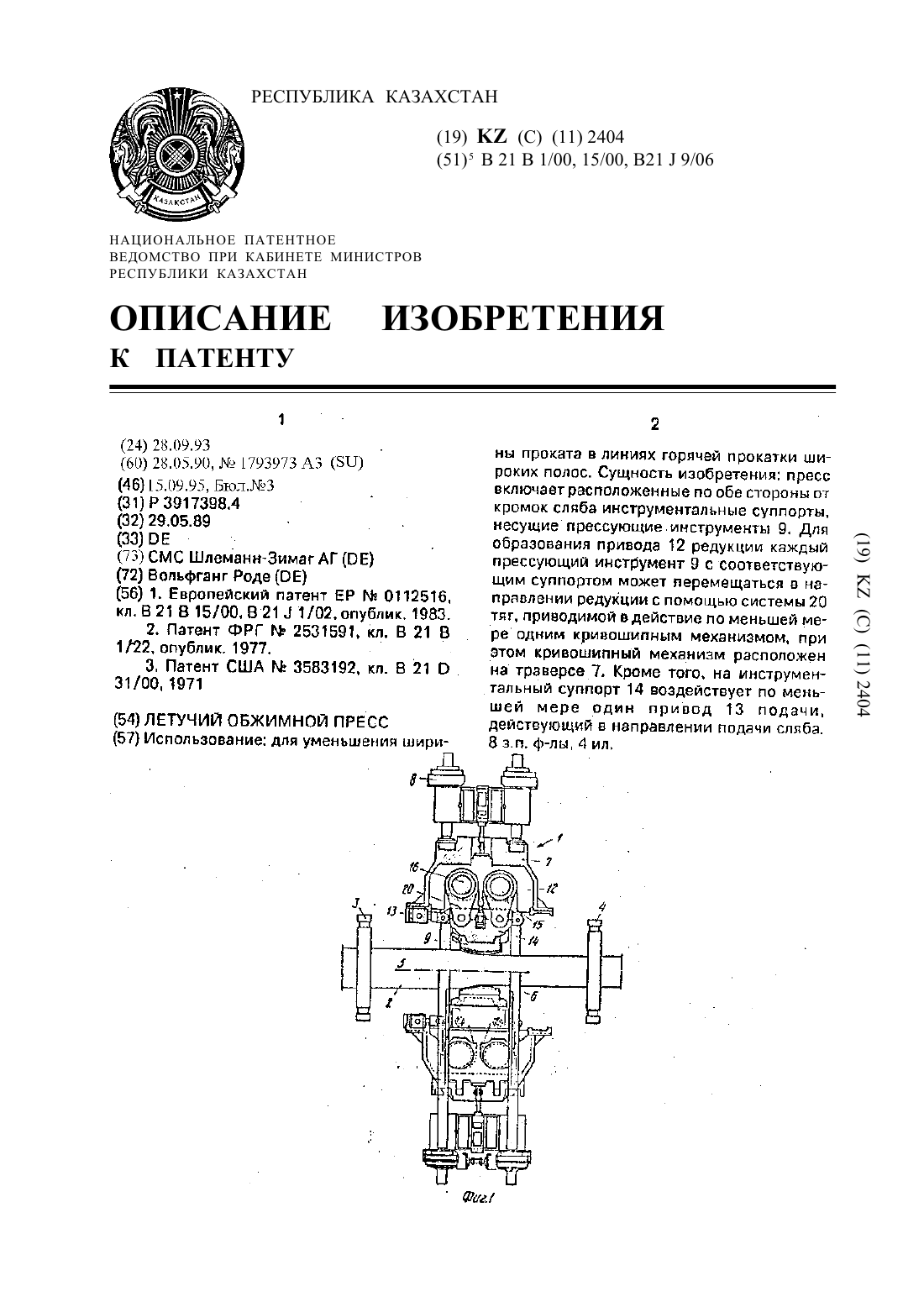
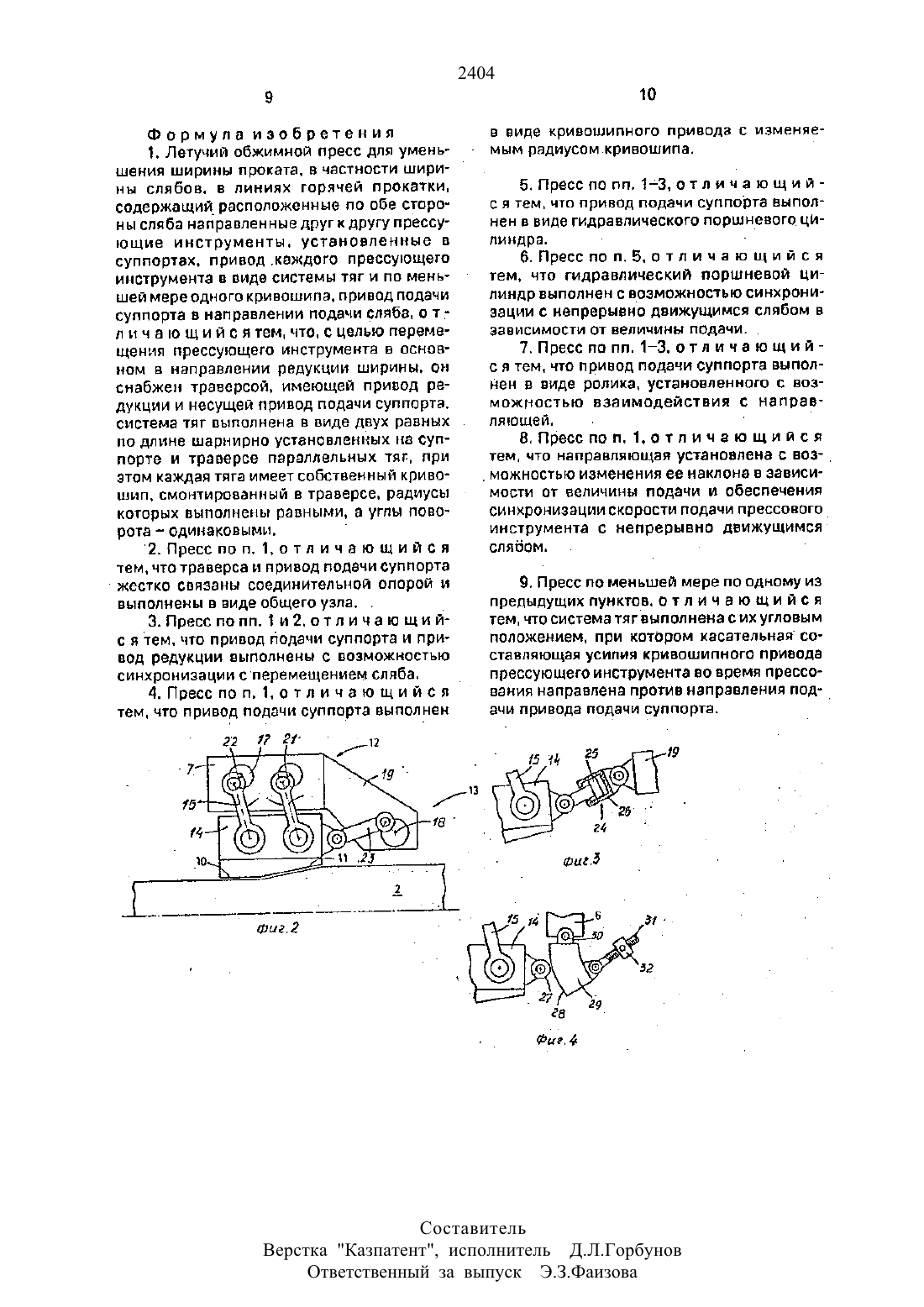
Использование: для уменьшения ширины проката в линиях горячей прокатки широких полос. Сущность изобретения: пресс включает расположенные по обе стороны от кромок сляба инструментальные суппорты, несущие прессующие инструменты 9. Для образования привода 12 редукции каждый прессующий инструмент 9 с соответствующим суппортом может перемещаться в направлении редукции с помощью системы 20 тяг, приводимой в действие по меньшей мере одним кривошипным механизмом, при этом кривошипный механизм расположен на траверсе 7. Кроме того, на инструментальный суппорт 14 воздействует по меньшей мере один привод 13 подачи, действующий в направлении подачи сляба.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ(56) 1. Европейский патент ЕР Не 0112516. кл. В 21 В 15/00. В 21 .1 1/02, опублик. 1983. 2. Патент ФРГ М 2531591. д. В 21 В 1/22. опублик. 1977. - 3. Патент США М 3583192. кл. В 21 О 31/00. 1971(57) Использование для уменьшения шири 2ны проката в линиях горячей прокатки ширпких полос. Сущность изобретения пресс включает расположенные по обе стороны от кромок сляба инструментальные суппорты. несущие прессующие тинструментьэ 9. для образования привода 12 редукции каждый прессующии инструмент 9 с соответствующим суппортом может перемещаться а направлении редукции с помощью системы 20 тяг. приводимой в действие по меньшей мере одним криеошипным механизмом. при этом кривошипный механизм расположен на траверсе 7. Кроме того, на инструмен тальный суппорт 14 воздействует по меньшей мере один привод 13 подачи.Изобретение относится к летучему обжимному прессу для уменьшения ширины проката. в частности ширины слябов в линиях горячей прокатки широких полос. включающему расположенные по обе стороны по краям сляба инструментальные суппорты.щенн ые друг х ДРУГУ. Известен обжимной пресс. который со ДЕРЖИТ пару ПРЕССУЮЪЦИХ инструментов, КО торые расположены по обоим сторонам линии подачи сллбов так, чтобы их рабочие поверхности для прессовании сляба были обращены друг к другу. По меньшей мере одна из этих рабочих поверхностей по существу параллельна направлению подачи сляба. дРУгая рабочая поверхность наклонена относительно направления подачи сляба. Вибрационное устройство передает прессующему инструменту с параллельной и наклонной поверхностью колебания П. Этот обжимной пресс. кроме того, содержит блок ПБГУЛЩЭПВЗНИЯ ШИШДПЫ ДЛЯ ПЗГУЛЬЦЭОВЭНИЛ положения прессузощсго инструмента по ширине сляба и блок управления. которые определяет, что передний конец сляба расППЛЭГНЕТСЯ МЕЖДУ ПВРЭЛПЕЛЬНЫЛИ поверхностями прессующего тлнструмеъчта. икоторый затем приводит в действие устро й ство регулирования ширины. а также после осуществлениязаданного прессования вибрационное устройство. Такой обжимной пресс позволяет уменьшить время бокового обжатия. а также улучъцить эффект обжатия е отношении формы сляба и его поверхно сти. Однако техн ъщесхио затраты на устрои ство регулирования ширины и на управление вибрационным устройством неоправданно велики. Расходы на эксплуатацию и обслуживание такого пресса находятся в неблагоприятном соотношении кдостигаемогяу почти непрерывному производству слябов и режиму работы пресса. Известен обжимной пресс для уменьшения ширины и толщины слябов различной ширины, выходящих из установки непрерывной разливки 2. С помощью такого пресса слаб несколько раз обрабатывается движущимися противоположно дПУг другу обжимными инструментами. причем инструмент мол-ют свободно следовать за подачей сляба и инструменты управляются так. ято они совергвают относительно медленный рабочий ход и относительно быстрый холостой ход. Обжиьчноп пресс ьилест по меньшей мере пару кромкообрабатьпватощих инструментов. которые перпендикулярно воздействуют на кромки сляба. а также средство для быстрого воз вратно-по ступателчьного перемещения инструментов.Инструменты для уменьшения толщинысляба установлены в раме. которая может свободно поворачиваться на оси кривошипа. Привод коленчатого вала осуществляетСЯ ПОСПВДСТВОМ пары ЗЛЛИПТИЧЕСКИХ зубчатых колес, которые отрегулированы так. что они угловую скорость соответствующих эксцентриковых валов при рабочем хо де инструментов уменьшают. а при.холостом ходе увеличивают. Кромочные инструменты для уменьшения ширины сляба соединены с кривошипным механизмом через промежуточные гидравлические устройства так, что о время работы на слябе могут следовать за движением сляба. не мешая движению подачи сляба. Этот обжимной пресс также требует больших ТЕХНИЧЕСКИХ ЗЭТРЗТ, ПОЭТОМУ СЛИШКОМ ДО рог. Согласование со скоростью подачи прокате возможно только в результате того. что перехщаточньти механизм с эллиптьтческими зубчатыми колесами регулируется в соответствии со скоростью подачи сляба. Согласно дПУгим техническим решениям. ориентирунощъетмсл на летучие кривошипные ножницы. принудительно посредством выбранного радиуса кривошипа устанавлива ется определенное отношение междучастотой ходов и скоростью подачи прессутощего инструмента которое при постоянном числе оборотов вала главного привода не МОЖЕТ МВНПТЬСЛ. ПОДГОНКЗ К СКОПОСТИ подачи проката возможна только в результате того. что главный привод работает в пределах оборота 350 с различной скоро стью вращения, причем скорость вращения гВ ЗОНЕ ЗЗЦЕППВЪЕИЯ должна выбираться такой. чтобы обеспечивалась необходимая синхронизация между скоростью подачи прессуюсъего инструмента и скоростью подачи сляба. Летучие прессы. оборудованные такими приводами. требуют значительных мощностей для цътклъчческого ускорения и аатормажиаания движущихся масс. К тому же летучий пресс с известным типом привода производит НЕЬКЕЛВТВЛЬНЫЙ ЦНКПЕЛЧВСКИЙ шум. Другой недостаток известного обжимНОГО ППЭССЭ ЗЗКЛЮЧЭЕЗТСП В ТОМ, НТО инструментальные суппорты. несущие прессу-тощие инструменты. оо время прохода свыше З 60 совершают поворотное движение. Геометрические размеры должны выбираться такими. чтобы. по гденьшей мере. о зоне контакта прессу/тощего инструмента с прокатом обеспечивалось приблизительно параллельное положение прессующего инструмента и боковой кромки сляба. В реаультато этого возможности выбора параметров о отношении требуемой синхронизации скоростей подачи еще более сужаются.Известна установка для ковки с вытяжкой вязкого материала. ковочный инструмент которой приводится с помощью системы тяг от кривошипа З. Обкатывающве движение ковочного инструмента по деформируемому материалу и изогнутая форма инструмента имитируют процесс прокатки, Данная установка содержит прессующие инструменты. установленные в суппортах. привод каждого прессующего инструмента а виде системы тяг и кривошипа. привод подачи суппорта. Недостаток известного технического решения заключается в том, что его использование приводит к повышенному отходу материала.Цель изобретения перемещение прессующего инструмента в основном в направлении редукции ширины.Это достигается тем. что устройство. содержащее расположенные по обе стороны сляба. направленные друг к другу прессующие инструменты. установленные в суппортах. привод каждого прессующвго инструмента в виде системы тяг и по меньшей мере одного кривошипа. привод подачи суппорта в направлении подачи сляба. согласно изобретению снабжено траверсой. имеющей привод редукции и несущий привод подачи суппорта. система тяг выполнена в виде двух равных по длине шарнирно установленных на суппорте и траверсе параллельных тяг. при этом каждая тяга имеет собственный кривошип. смонтированный в траверсе. радиусы которых выполнены рав ными. а углы поворота - одинаковыми. Тра верса и привод подачи суппорта жестко связаны соединительной опорой и выполнены в виде общего угла. Привод подачи суппорта и привод редукции выполнены с возможностью синхронизации с перемеще нием сляба. Привод подачи суппорта выпол нен в виде кривошипного привода с изменяемым-радиусом кривошипа. Приод подачи суппорта выполнен в виде гидравлического поршневого цилиндра. Гидравлический поршневой цилиндр выполнен с возможностью синхронизации с непрерывно движущимся слябом в зависимости от величины подачи. Привод подачи суппорта выполнен в виде ролика. установленного с возможностью взаимодействия с направляющей. Направляющая установлена с возможностыо изменения ее наклона в зависимости от величины подачи и обеспечения синхронизации скорости подачи прессового инструмента с непрерывно движущимся слабом. Система тяг выполнена с их угловым положением. при котором каса 2404тельная составляющая усилия кривошипного привода прессующего инструмента во время прессования направлена против направления подачи привода подачи суппорта.редукционный привод с кривошипно-ша тунным механизмом для параллельных тяги привод подачи с кривошнпно-шетунным механизмом на фиг. 3 привод подачи с гидравлическим ципиндропоршневьпм механизмом на фиг. 4 - привод подачи с направляющим роликом и направляющей. Огплсываемый обжимной пресс 1 используется для уменьшения ширины слябов 2 в линии горячей прокатки полос. причем сллбы почти непрерывно подаются из расположенной перед обжимным прессом разливочной установки. Перед прессом 1 и за ним установлены ведущие ролики З и 4. Сляб 2 проходит обжимную клеть в направлении 5. Пресс имеет станину б. траверсу 7. Перемещение траверсы 7 производится с помощью механического установочного устройства 8. Однако в качестве установочного устройства можно использовать гидравлическую цилиндропоршневую конструкцию. опирающуюся на станину.. По обеим сторонам сляба 2 расположены прессуъощие инструменты 9. первая рабочая поверхность 10 которых параллельнагая рабочая поверхность 11 насколько наклонена к направлению движения сляба,Прессующий инструмент 9 снабжен редукционным приводом 12. действующим перпендикулярно к слябу 2. и приводом 13 подачи. действующим в тангенциальном направлении. т.е. параллельно слябу 2. Редукционньэй привод 12 образуется за счет того. что каждый инструментальный суппорт 14 с соответствующей траверсой 7 соединен спомощью системы тягролкатели 15. приво димс-й в действие хривошипным механиз мом (эксцентрики 16. с возможностью движения о направлении редукции. причем кривошипный механизм 17 располагается в траверсе 7. Привод 13 подачи. действующий в направлении подачи сляба. воздействует с инструментальньчмсуппортом 14. Траверса 7 и точка 18 вращения привода 13 подачи связаны в единый конструктивный узел с помощью соединительной опоры 19. Система 20 тяг согласно фиг. 2 состоит из двух параллельных тяг 15 одинаковой длины. шарнирно соединенных с инструментальным суппортом 14. Каждый из зтик тяг натраверсе 7 соответствует кривошипный механизм 17 с коленчатыми валами 21. 22.КПИВОШИПНЫЕ радиусы которых ОДИНЗКОВЫ, И К КОТОПЫМ ПЗЭЗЛЛЕЛЬНЫЕ ТЯГИ ШЭПНИРНОприсоединены под одинаковым углом. Параллельные тяги шарнирно присоединены ксуппорту на одинаковом расстоянии. При ТЗКОЙ СИСТСМВ ТЯГ каждая ТОЧКИ ППЕСЕУЮЩЕго инструмента движется по одной и тои жетраектории независимо от того. какое тангенциальное движение придается прессующему инструменту. Тангенциальное движение инструмента осуществляется от привода 13 подачи. который содержит кривошипный механизм 23 (фиг. 2). Вместо кривошипного механизма можно с тем же результатом использовать рьнчажно-коленньтй механизм. Применение кривошипного механизма для системы тяг. перемещающей инструмент 9 в перпендикулярном направлении. а также применение кривошипного тиеханиэма для привода подачи. перемещающего инструглент в тангенциапьном направлении, делает возможной, например. синхронизацию редукционногопривода и привода подачи в соответствии с движением подачи сляба. Прессутощии инструмент 9, быстро приспосабливаясь к скорости подачи сляба (без относительного движения относительно сляба). обжимает в перпендикулярном направлении. затем останавливается. потом на расстоянии от сляба возвращается. устанавливается перпендикулярно кромке сляба и снова обжимает в перпендикулярном направлении без движения относительно сляба. Очевидно. что вследствие предлагаемого разделения движений для ковки сляба прессующим инструментом в перпендикулярном направпении. и для подачи инструмента в тангенциапьном направлении. т.е. благодаря предлагаемым редукционному приводу и приводу подачи. требуется значительноМЕНЬШЕ ППИВОДНЭЯ МОЩНОСТЬ ДЛЯ ЦИКЛИЧВского ускорения и заторглаживатлътя прессующик инструментов и инструментальных суппортов.Если величину подачи инструмента 9 или суппорта 14 нужно приспосабливать к изменяющейся в широких пределах скорости подачи сляба, то привод 13 подачи может быть выполнен в виде поршневого цилиндра 24 (фиг. 3). поршень 25 которого связан с суппортом 14 а его цилиндр 25 с траверсой 7 или с соединительной опорой19 обжимного пресса. Регулирование поршновым цилиндром 24 может производиться в виде зависимости путь время так. чтобы синхронизация движения глежду инструментом и слябом обеспечивалась для тобой величины подачи. Используемая для этого управляющая и регулирующая техника соответствует уровню техники и не требует подробного описания.На фиг. 4 показан привод 13 подачи для инструмента 9 или суппорта 14 с расположенным на инструменте направляющим роликом 27. который обкатывается по направляющей 28. Направляющая или образующий ее элемент 29 соответствующим образом прикреплена к станине 6 с помощью шарнира 30. Наклон направляющей регулируется ее поворотом в шарнире на определенный угол. для этого предусмотрен механизм, соединенный с направляющей 29 и с траверсои 7 и состоящий из регулировочного винта 31. тварнирно присоединенного к нвправляющечл 29. и установочнои гайки 32. В качестве регулировочного МВХЗНИЗМЗ МОЖНО ИСПОПЬ зевать также гидравлический поршневой цилиндр. Таким образом. наклон направля ющей можно регулировать в зависимости отвыбранной скорости подачи сляба так, чтобы скорость подачи инструмента была равт на скоростиподачи сляба. благодаря чему исключается относительное движение между слябом и инструментом во время бокового обжатия сляба. вышеописанная конструкция позволяет решить связанную с летучими обжимными прессами пробпемусиъткронизации скоростей подачи прессующего инструмента и сляба. Прочие детали конструктивного решения. не приведенные в описании. охватываются предлагаемым обжимным прессом. поскольку они отвечают заявленному техническомурешеттию. Например. инструмент 9 может представлять собой допускаю щуво большую нагрузку деталь с рабочими поверхностями 10 и 11, разьемно соединенную с суппортом 14. Кроме того. кривошипный механизм 17 на траверсе 7 может быть соединен со стороны привода с обычным цилиндрическим редуктором, Предлагаемый обжимноздъ летучий пресс для редуцирования ширины сляба может быть связан с ОЫЧНЬПМИ УСТПОЙСТВЗМИ ДЛЯ УМЕНЬШЭНИН толщины сляба.
МПК / Метки
Метки: летучий, обжимной, пресс
Код ссылки
<a href="https://kz.patents.su/5-2404-letuchijj-obzhimnojj-press.html" rel="bookmark" title="База патентов Казахстана">Летучий обжимной пресс</a>
Пресс поршневой гидравлический для формования керамического кирпича и камней
Номер предварительного патента: 1056
Опубликовано: 15.09.1994
Авторы: Несмиянов Вячеслав Петрович, Беляев Виктор Николаевич, Стрелков Станислав Иванович
МПК: B28B 3/26
Метки: пресс, формования, гидравлический, керамического, камней, поршневой, кирпича
Формула / Реферат:
Изобретение относится к области машиностроения промышленности строительных материалов и может быть использовано для формования кирпича и прочих керамических изделий экструзионным способом. Для уменьшения энергозатрат, повышения осевого давления прессования, исключения свилеобразного дефекта, более полной функциональности, снижения формовочной влажности глиняной массы , возможности жесткого формования глиняного бруса и пластического формования...
Горизонтальный пресс для прессования в кипы волокнистого материала
Номер патента: 1501
Опубликовано: 15.12.1994
Автор: Джумагалиев Адий Ибрашевич
МПК: B30B 9/30
Метки: кипы, горизонтальный, материала, волокнистого, прессования, пресс
Формула / Реферат:
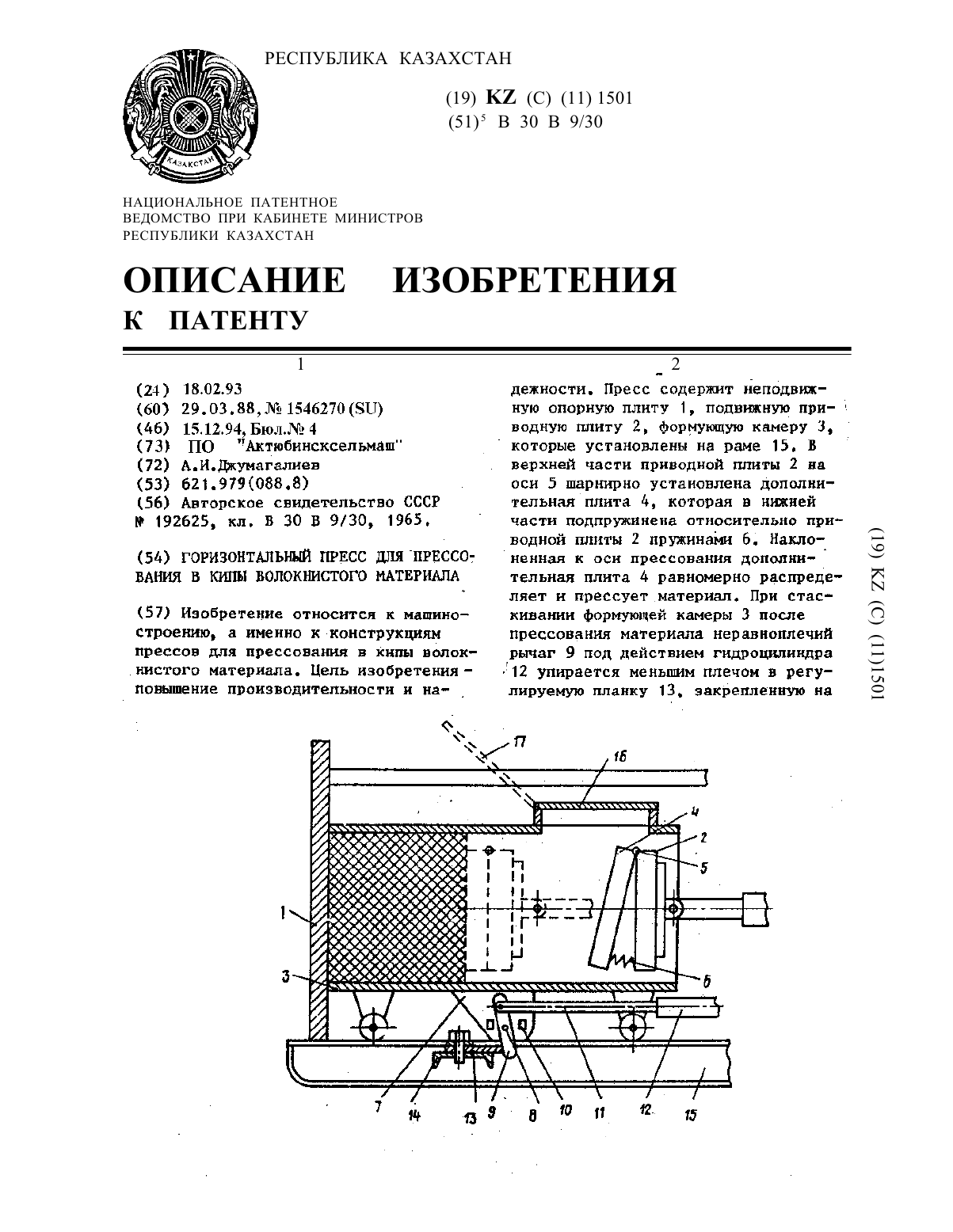
Изобретение относится к машиностроению, а именно к конструкциям прессов для прессования в кипы волокнистого материала. Цель изобретения-повышение производительности и надежности. Пресс содержит неподвижную опорную плиту 1, подвижную приводную плиту 2, формующую камеру 3, которые установлены на раме 15. В верхней части приводной плиты 2 на оси 5 шарнирно установлена дополнительная плита 4, которая в нижней части подпружинена относительно...
Валковый пресс.
Номер предварительного патента: 1700
Опубликовано: 15.03.1995
Автор: Дейнеко Павел Федорович
МПК: B30B 11/16
Формула / Реферат:
Изобретение относится к устройствам для отжима жидкости из различных материалов, преимущественно масла из семян масличных культур или плодов и ягод. Валковый пресс содержит станину, загрузочный бункер, выгрузочное приспособление и приводной валок с пластинами, установленными с возможностью радиального перемещения и снабженными элементами, взаимодействующими с копирами, в котором выгрузочное приспособление выполнено из расположенных по ходу...
Полиимидоамидины в качестве термостойкого пресс-материала с повышенной прочностью на сжатие
Номер патента: 2114
Опубликовано: 15.06.1995
Авторы: Шпильман Наталья Юрьевна, Жубанов Булат Ахметович, Садыков Балтабай Балтабекович
МПК: C08G 73/10
Метки: пресс-материала, сжатие, повышенной, термостойкого, полиимидоамидины, прочностью, качестве
Формула / Реферат:
Изобретение относится к высокомолекулярным соединениям, конкретно, к полиимидоамидину на основе диангидрида трициклодецен-тетракарбоновой кислоты и диаминодифенилоксида, который модет быть использован в качестве полимерного материала с высоким уровнем термических и прочностных свойств. Предложен новый полиимидамидин в качестве термостойкого пресс-материала с повышенной прочностью на сжатие. Брутто-формула С64Н52О13N16. Молекулярная масса...
Полимерная фрикционная пресс-композиция
Номер патента: 275
Опубликовано: 30.12.1993
Авторы: Никоновна Людмила Михайловна, Кашкабаш Виктор Клементьевич, Плахин Анатолий Сергеевич, Изюмова Вера Ивановна, Чугунов Геннадий Александрович, Можаев Владимир Алексеевич, Сергеев Василий Васильевич, Сафонов Вениамин Александрович, Павлова Галина Николаевна, Чумичев Борис Митрофанович
МПК: C08K 13/04, C08J 5/14, C08L 61/10...
Метки: пресс-композиция, фрикционная, полимерная
Формула / Реферат:
Изобретение относится к промышленности асбестовых изделий, в частности, к полимерным фрикционным пресс-композициям для тормозных накладок дисковых тормозов легковых автомобилей и мотоциклов. Снижение шумового эффекта тормозного узла при торможении и повышение стабильности коэффициента трения при повышенных температурах обеспечивается, благодаря использованию в полимерной фрикционной пресс-композиции бутадиеннитрильного каучука с содержанием...
Предыдущий патент: Способ флотации полиметаллических руд.
Следующий патент: Устройство для двусторонней гибки труб
Случайный патент: Способ раннего прогнозирования риска выхода на инвалидность