Электрод для дуговой сварки
Номер инновационного патента: 30939
Опубликовано: 15.03.2016
Авторы: Даумова Гульжан Камалбеккызы, Хайруллина Альмира Адилевна, Адрышев Айтказы Калиолданович, Лопухов Юрий Иванович
Формула / Реферат
Изобретение относится к сварочному производству и может быть использовано для ручной дуговой сварки сталей. Задача предлагаемого изобретения состоит в упрощении технологии производства сварочных электродов и повышении качества сварного шва. Технический результат от использования изобретения заключается в повышении эффективности контрагирования сварочной дуги. Предложен электрод для дуговой сварки, состоящий из металлического стержня и двухслойного покрытия, нанесённого на поверхность этого стержня, один из слоев содержит шлакообразующие и газообразующие компоненты, а другой слой состоит из активирующих компонентов, нанесенных на поверхность шлакообразующих и газообразующих компонентов в виде порошкообразной смеси со связующим, отличающийся тем, что слой активирующих компонентов имеет более высокую температуру плавления относительно первого слоя, при этом в качестве активирующих компонентов используют бентонитовую глину, а в качестве связующего компонента используют жидкое стекло.
Текст
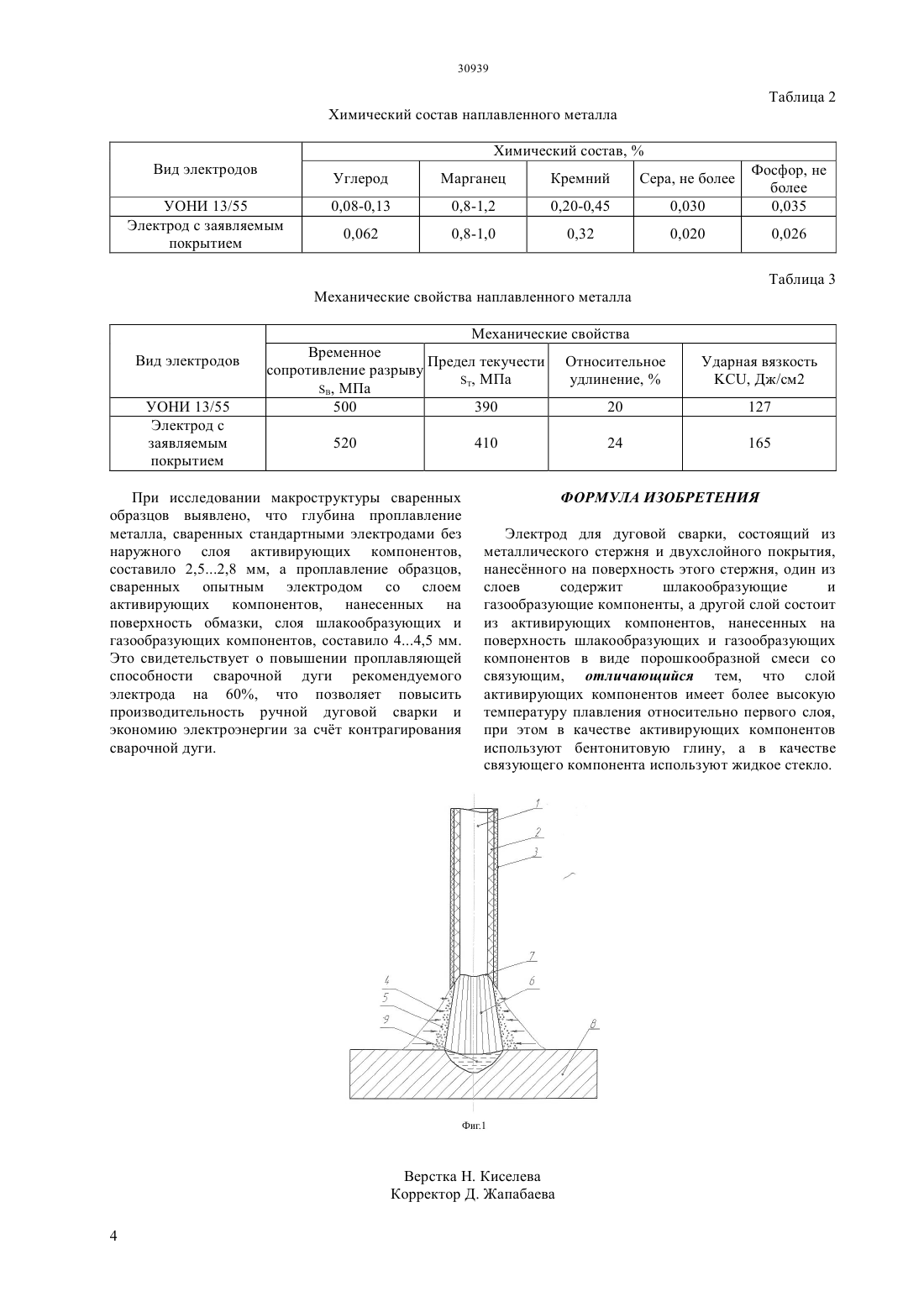
МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ контрагирования сварочной дуги. Предложен электрод для дуговой сварки, состоящий из металлического стержня и двухслойного покрытия,нанеснного на поверхность этого стержня, один из слоев содержит шлакообразующие и газообразующие компоненты, а другой слой состоит из активирующих компонентов, нанесенных на поверхность шлакообразующих и газообразующих компонентов в виде порошкообразной смеси со связующим, отличающийся тем, что слой активирующих компонентов имеет более высокую температуру плавления относительно первого слоя,при этом в качестве активирующих компонентов используют бентонитовую глину, а в качестве связующего компонента используют жидкое стекло.(76) Лопухов Юрий Иванович Адрышев Айтказы Калиолданович Хайруллина Альмира Адилевна Даумова Гульжан Камалбеккызы(54) ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ(57) Изобретение относится к сварочному производству и может быть использовано для ручной дуговой сварки сталей. Задача предлагаемого изобретения состоит в упрощении технологии производства сварочных электродов и повышении качества сварного шва. Технический результат от использования изобретения заключается в повышении эффективности Изобретение относится к сварочному производству и может быть использовано для ручной дуговой сварки сталей. Известен электрод с двухслойным покрытием(см. Донченко Е.А. и др. Об электродах с двухслойным покрытием // Сварочное производство 5, 1978, с.31). Обмазка электрода разделена на два слоя. На поверхность электродного стержня нанесен слой компонентов обмазки,способствующих стабильному горению дуги. Второй слой обмазки, нанесенный на поверхность первого слоя, содержит вещества-деионизаторы,например 2. Такое выполнение электрода повышает стабильность горения сварочной дуги и особенно при сварке на переменном токе. Недостатком указанного электрода является низкая проплавляющая способность сварочной дуги. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является электрод для дуговой сварки, состоящий из металлического стержня и двухслойного покрытия. Один из слоев покрытия содержит шлакообразующие и газообразующие компоненты. Другой слой состоит из активирующих компонентов, способствующих контрагированию сварочной дуги. Слой активирующих компонентов может быть нанесен на поверхность стержня или на поверхность слоя шлакообразующих и газообразующих компонентов. Слой активирующих компонентов может быть нанесен в виде их порошкообразной смеси со связующим в виде полимера или алюминия. Упомянутый слой может быть нанесен в виде намотанной на поверхность ленты из одного или нескольких активирующих компонентов. Использование электрода позволяет повысить производительность процесса ручной дуговой сварки (см. Патент РФ на изобретение 2244615 В 23 К 35/10 от 20.01.2005). Недостаток прототипа состоит в сложности производства электродов при отработке оптимального состава электродного покрытия, а также низкое качество сварного шва. Задача предлагаемого изобретения состоит в упрощении технологии производства сварочных электродов и повышении качества сварного шва. Технический результат от использования изобретения заключается в повышении эффективности контрагирования сварочной дуги. Сущность изобретения заключается в следующем. Предложен электрод для дуговой сварки,состоящий из металлического стержня и двухслойного покрытия,нанеснного на поверхность этого стержня, один из слоев содержит шлакообразующие и газообразующие компоненты, а другой слой состоит из активирующих компонентов,нанесенных на поверхность шлакообразующих и газообразующих компонентов в виде порошкообразной смеси со связующим,отличающийся тем, что слой активирующих компонентов имеет более высокую температуру плавления относительно первого слоя, при этом в качестве активирующих компонентов используют 2 бентонитовую глину, а в качестве связующего компонента используют жидкое стекло. На фигуре 1 схематически представлен заявляемый электрод, который содержит первый слой 1, состоящий из шлакообразующих и газообразующих компонентов второй слой 2,состоящий из бентонитового покрытия. Для осуществления изобретения используют бентонитовую глину 14 горизонта Таганского месторождения Восточно-Казахстанской области. Е элементный состав (масс. ) О 2 - 55,48 Т 20,30 23 - 19,38 е 2 О 3 - 4,40 СаО -11,982,18 2 - 0,51 2 - 0,14 3 - 0,32. При этом слой активирующих компонентов совместно со связующим жидким стеклом имеет следующие особенности- высокое содержание 23 повышает температуру плавления второго слоя покрытия, что приводит в процессе плавления электрода к образованию в торцевой его части устойчивого равномерного козырька по всему сечению покрытия. Козырек обеспечивает контрагирование и повышение температуры сварочной дуги,стабилизацию дугового промежутка, снижения разбрызгивания электродного металла- с повышением количества 23 в покрытии улучшается устойчивость процесса сварки,формирование сварных швов и отделимость шлаковой корки- содержание ,в наружном слое покрытия дополнительно создает газошлаковую защиту от атмосферного воздуха, дополнительно связывает вредные примеси серу и фосфор и выводят их в шлак- наличие 2 в наружном слое разжижает шлак и уменьшает выгорания кремния в металле сварного шва- наличие 2 и 2 в бентонитовой глине и в жидком стекле наружного слоя покрытия повышает ионизирующие свойства дугового промежутка, что позволяет увеличить разрывную способность сварочной дуги и повысить е технологические свойства- наличие Т 2 повышает технологические свойства сварочных электродов. Изобретение иллюстрируется рисунком, где показан процесс сварки электродом со слоем активирующих компонентов, нанесенных на поверхность слоя шлакообразующих и газообразующих компонентов. Предлагаемый электрод для дуговой сварки содержит металлический стержень 1 и покрытие,состоящее из двух слоев. Внутренний слой 2 состоит из шлакообразующих и газообразующих компонентов, второй наружный слой 3 содержит активирующие компоненты,способствующие контрагированию сварочной дуги. Пар 4 активирующих компонентов в этом случае захватывается газовым потоком 5, дуги 6 вследствие действия электродинамических сил. Это увеличит площадь взаимодействия пара 4 активирующих компонентов с периферийной областью дуги 6. Контрагирование сварочной дуги 6 происходит за счет испарения активирующих компонентов из образовавшегося козырька 7 на торце электрода в приэлектродной области. Причм при горении электрода, повышаются активирующие свойства сверхизмельчнного бентонита на уровне наночастиц и, образуемые электроотрицательные ионы в составе пара 4, смешиваясь с положительными ионами шлакообразующих и газообразующих компонентов 2, контрагируют(сжимают) столб сварочной дуги 6 за счет электродинамических сил. При этом активное сечение столба дуги 6 уменьшается, и плотность тока в дуге возрастает. Это позволяет увеличить глубину проплавления свариваемого металла 8 и повысить производительность процесса сварки. В результате увеличится контрагирование дуги 6 и ее проплавляющая способность, следовательно, и производительность процесса сварки. Увеличение проплавляющей способности обусловлено тем, что при повышении плотности тока в столбе дуги 6 увеличатся электродинамические силы, образующие газовый поток 5, диаметр которого также уменьшится, а скорость повысится. Возрастет скоростной напор плазмы дуги 6 на поверхность сварочной ванны 9. Повышение температуры плавления наружного слоя 3 активирующих компонентов над температурой плавления слоя 2 шлакообразующих и газообразующих компонентов приведет в процессе сварки к появлению козырька 7 на торце электрода. Козырек 7 будет препятствовать распространению пара 4 активирующих компонентов за пределы приэлектродной области дуги 6, что увеличит концентрацию пара 4 активирующих компонентов в зоне горения дуги 6 и повысит контрагирование дуги 6. Кроме того, козырек 7 обеспечивает легкое манипулирование сварочной дугой сварщиком, что повысит технологические свойства электродов и качество сварки. Пример. Для исследования свойств заявляемого электрода использовали электрод со стандартным фтористо-кальциевым покрытием первого слоя,соответствующий обмазке электродов УОНИ 13/55 и,состоявшей из шлакообразующих и газообразующих компонентов, содержащих мрамор,плавиковый шпат, кварцевый песок, ферромарганец,ферросилиций,ферротитан при следующем соотношении компонентов, ма.,мрамор - 54 плавиковый шпат - 15 кварцевый песок - 9 ферромарганец - 5 ферросилиций - 5 ферротитан 12, что соответствует обмазке электродов УОНИ 13/55. При изготовлении второго слоя электродного покрытия в качестве связующего компонента использовали калиевое жидкое стекло, имеющее плотность 1,3-1,5 г/см 3 и силикатный модуль 2,8-3,6. Бентонитовую глину 14 горизонта предварительно подвергали сверхизмельчению на вибромельнице и смешивали с жидким стеклом, а затем наносили на первый слой. Готовые электроды после прокалки проверяли на технологические свойства и исследовали механические характеристики наплавленного металла. Сварку производили на переменном и постоянном токе прямой и обратной полярности, используя стальные пластины из сталей Ст.3 и 09 Г 2 С. Для проверки механических свойств металла сварного шва выполняли стыковое соединение по схеме, указанной в ГОСТ 9466-75. Процесс выполняли в нижнем, горизонтальном и вертикальном положении. При этом в процессе сварки на торце электрода образуется равномерный по окружности козырек двухслойного покрытия,стабилизирующий и сжимающий сварочную дугу. Сравнительные характеристики показали(таблицы 1, 2, 3), что заявляемый электрод характеризуется хорошими технологическими свойствами сварочной дуги при сварке на постоянном и переменном токе. Химический состав наплавленного металла соответствует стандартным электродам, а механические свойства имеют более высокие показатели. Сварочно-технологические свойства Отделимость Формирование Разбрызшлаковой валика гивание корки Склонность наплавленного металла к порам Таблица 2 Химический состав наплавленного металла Химический состав,Вид электродов Механические свойства наплавленного металла Вид электродов УОНИ 13/55 Электрод с заявляемым покрытием Механические свойства Временное Предел текучести Относительное сопротивление разрыву При исследовании макроструктуры сваренных образцов выявлено, что глубина проплавление металла, сваренных стандартными электродами без наружного слоя активирующих компонентов,составило 2,52,8 мм, а проплавление образцов,сваренных опытным электродом со слоем активирующих компонентов, нанесенных на поверхность обмазки, слоя шлакообразующих и газообразующих компонентов, составило 44,5 мм. Это свидетельствует о повышении проплавляющей способности сварочной дуги рекомендуемого электрода на 60, что позволяет повысить производительность ручной дуговой сварки и экономию электроэнергии за счт контрагирования сварочной дуги. ФОРМУЛА ИЗОБРЕТЕНИЯ Электрод для дуговой сварки, состоящий из металлического стержня и двухслойного покрытия,нанеснного на поверхность этого стержня, один из слоев содержит шлакообразующие и газообразующие компоненты, а другой слой состоит из активирующих компонентов, нанесенных на поверхность шлакообразующих и газообразующих компонентов в виде порошкообразной смеси со связующим, отличающийся тем, что слой активирующих компонентов имеет более высокую температуру плавления относительно первого слоя,при этом в качестве активирующих компонентов используют бентонитовую глину, а в качестве связующего компонента используют жидкое стекло.
МПК / Метки
МПК: B23K 35/10
Метки: сварки, дуговой, электрод
Код ссылки
<a href="https://kz.patents.su/4-ip30939-elektrod-dlya-dugovojj-svarki.html" rel="bookmark" title="База патентов Казахстана">Электрод для дуговой сварки</a>
Сварочный электрод
Номер предварительного патента: 1379
Опубликовано: 15.12.1994
Авторы: Яровчук Алевтина Васильевна, Шарипова Найля Салимовна, Ксандопуло Георгий Иванович
МПК: B23K 9/14
Формула / Реферат:
Изобретение относится к ручной дуговой сварке покрытыми электродами и может быть использовано для сварки конструкций из низкоуглеродистых и легированных сталей. Предложен сварочный электрод, состоящий из стержня и двухслойного покрытия, второй (наружный) слой которого выполнен из раскисляющих, легирующих и шлакообразующих компонентов, отличающийся тем, что первый (внутренний) слой выполнен из термитной смеси алюминия с одним из окислов железа,...
Электрод для подводной сварки
Номер предварительного патента: 20386
Опубликовано: 15.12.2008
Авторы: Дрогомирецкий Михаил Николаевич, Бут Виктор Степанович, Коломеев Валентин Николаевич, Пришляк Андрей Михайлович, Щербак Александр Викторович, Педько Борис Иванович, Николаев Виктор Александрович, Беккер Михаил Викторович
МПК: B23K 35/36
Метки: электрод, сварки, подводной
Формула / Реферат:
Изобретение относится к области дуговой сварки плавлением, в частности, к разработке сварочных материалов для подводной ручной сварки малоуглеродистых и низколегированных сталей повышенной прочности.Технический результат - обеспечение при сварке во всех пространственных положениях качественного формирования металла шва, стойкости сварных соединений против образования холодных трещин в зоне термического влияния низколегированных сталей повышенной...
Горелка для дуговой сварки
Номер предварительного патента: 14792
Опубликовано: 15.09.2004
Автор: Бондарев Валентин Константинович
МПК: B23K 9/16
Метки: горелка, дуговой, сварки
Формула / Реферат:
Изобретение относится к дуговой сварке металлов и сплавов плавящейся электродной проволокойв газозащитной среде и может быть использованодля автоматической и полуавтоматической сварки вмашиностроении, в вагоностроении, в строительстве и других отраслях народного хозяйства.Предлагается горелка для дуговой сварки с боковой подачей газозащитного потока в зону сварки,в которой устранен подсос воздуха в защитный газ иобеспечивается надежная защита...
Неплавящийся электрод
Номер инновационного патента: 28437
Опубликовано: 15.05.2014
Авторы: Конкин Вячеслав Александрович, Фомиченко Сергей Александрович, Булушев Вадим Ришатович, Киселев Александр Леонидович, Киселев Леонид Александрович
МПК: B23K 9/16
Метки: неплавящийся, электрод
Формула / Реферат:
Изобретение относится к сварке в среде преимущественно инертных газов, и может быть использовано во всех областях машиностроения и в других областях промышленности.Неплавящийся электрод отличается тем, что в тело трубки в зоне радиальных отверстий расположена муфта, содержащая кольцевую канавку, сопряженную с радиальными отверстиями, при этом вдоль коаксиально с тугоплавким стержнем на внутренней поверхности муфты выполнены продольные...
Электрод для сварки высокопрочных сталей
Номер предварительного патента: 11617
Опубликовано: 14.06.2002
Авторы: Хасанова Рауза Анварбековна, Яровчук Алевтина Васильевна, Байконурова Алия Омирхановна, Акылбеков Ермек Сабитулы
МПК: B23K 35/365
Метки: электрод, сталей, сварки, высокопрочных
Формула / Реферат:
Изобретение относится к сварочнымматериалам, в частности к электродам,предназначенным для сварки нержавеющих сталей. Вэлектроде для сварки высокопрочных нержавеющихсталей, состоящем из высоколегированногостержня марки Св-04Х19Н11М3 с покрытием, включающиммрамор, диоксид титана, плавиковый шпат,целлюлозу, высоколегированный стержень выполнениз стали марки Св-04Х19Н11М3, содержащий углерод,кремний, марганец, хром, никель, молибден, железо,а...
Предыдущий патент: Способ теплоизоляции доменного шлака
Следующий патент: Безопасное колесо транспортного средства
Случайный патент: Способ измерения расхода вещества в потоке