Способ получения высокотемпературного эрозионностойкого защитного покрытия на основе карбида циркония на внешней поверхности плазмотронного нагревателя
Номер инновационного патента: 30668
Опубликовано: 15.12.2015
Авторы: Колодешников Александр Александрович, Бакланов Сергей Владимирович, Курбанбеков Шерзод Рустамбекович, Бакланов Виктор Владимирович, Коянбаев Ерболат Тайтолеуович, Кукушкин Иван Михаилович, Скаков Мажын Канапинович, Батырбеков Эрлан Гадлетович, Жданов Владимир Семенович
Формула / Реферат
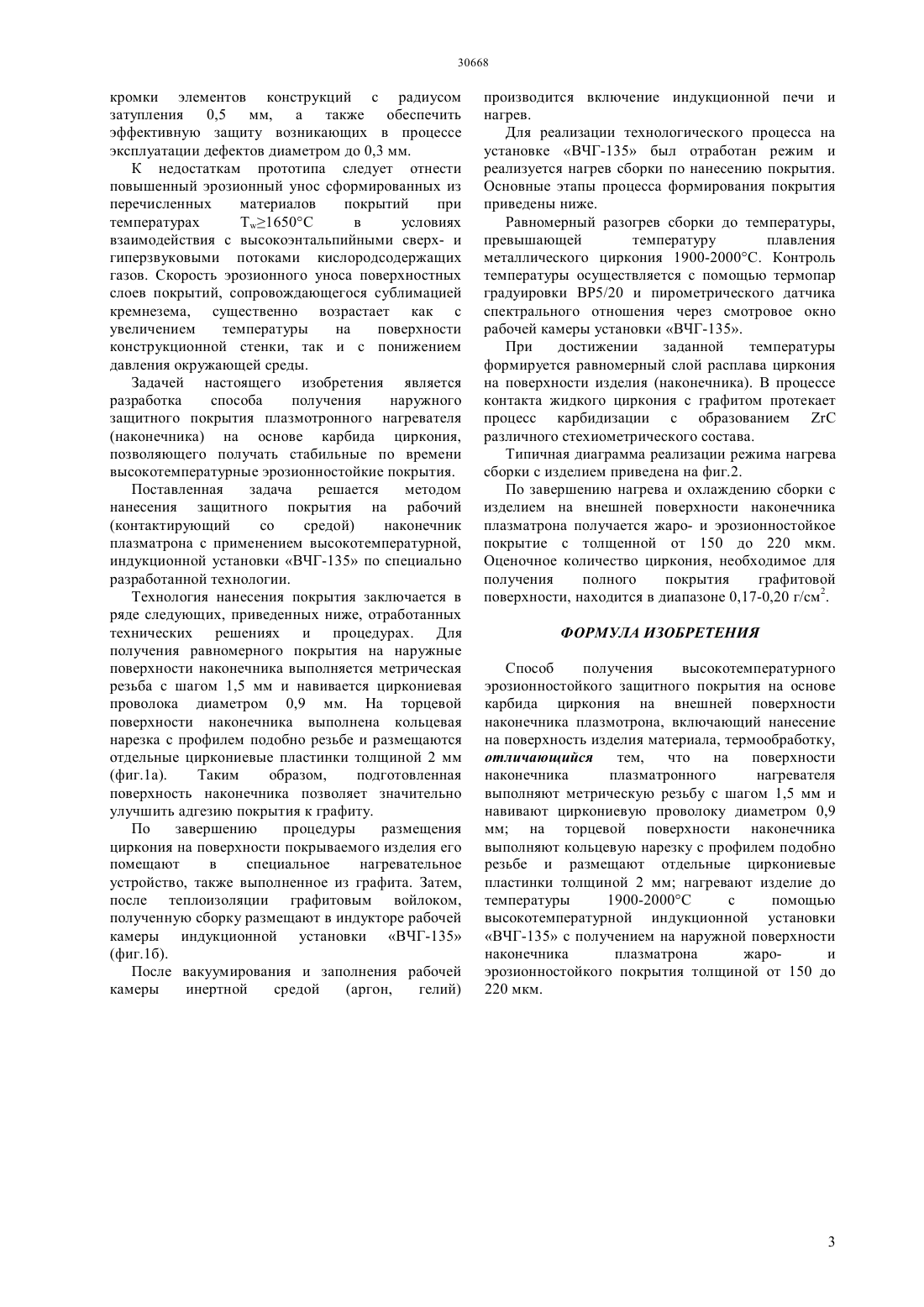
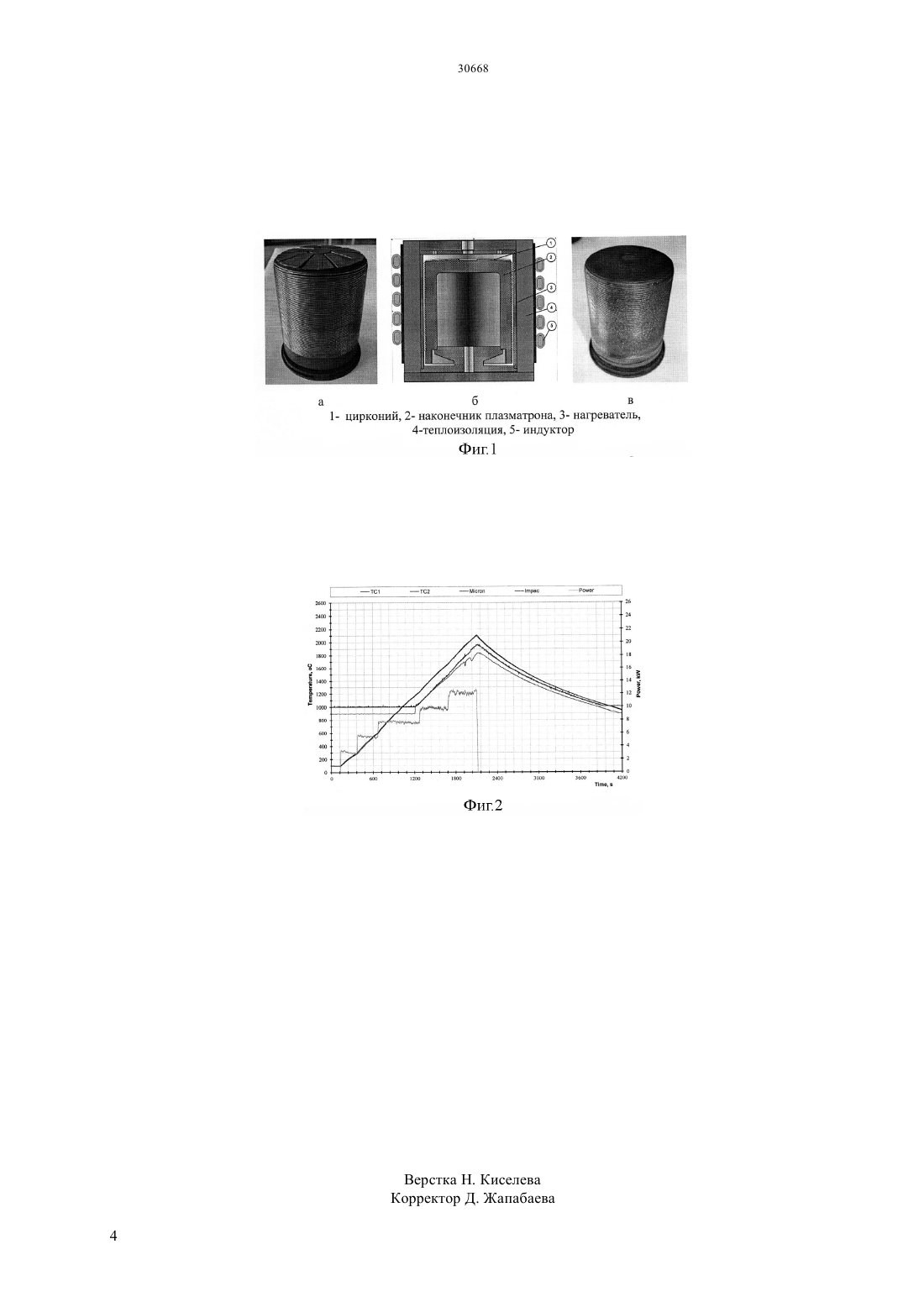
Изобретение относится к области получения материалов, пригодных для формирования высокотемпературных эрозионностойких защитных покрытий на особожаропрочные конструкционные материалы (графиты, углерод-углеродные и углерод-керамические композиционные материалы), широко применяемые в атомной, авиакосмической, ракетной и других отраслях промышленности. Задачей настоящего изобретения является разработка способа получения наружного защитного покрытия плазмотронного нагревателя (наконечника) на основе карбида циркония, позволяющего получать стабильные по времени высокотемпературные эрозионностойкие покрытия. Поставленная задача решается методом нанесения защитного покрытия на рабочий (контактирующий со средой) наконечник плазматрона с применением высокотемпературной, индукционной установки «ВЧГ-135» по специально разработанной технологии. Технология нанесения покрытия заключается в ряде следующих, приведенных ниже, отработанных технических решениях и процедурах. Для получения равномерного покрытия на наружные поверхности наконечника выполняется метрическая резьба с шагом 1,5 мм и навивается циркониевая проволока диаметром 0,9 мм. На торцевой поверхности наконечника выполнена кольцевая нарезка с профилем подобно резьбе и размещаются отдельные циркониевые пластинки толщиной 2 мм. Таким образом, подготовленная поверхность наконечника позволяет значительно улучшить адгезию покрытия к графиту. По завершению процедуры размещения циркония на поверхности покрываемого изделия его помещают в специальное нагревательное устройство, также выполненное из графита. Затем, после теплоизоляции графитовым войлоком, полученную сборку размещают в индукторе рабочей камеры индукционной установки «ВЧГ-135». После вакуумирования и заполнения рабочей камеры инертной средой (аргон, гелий) производится включение индукционной печи и нагрев. Для реализации технологического процесса на установке «ВЧГ-135» был отработан режим и реализуется нагрев сборки по нанесению покрытия. Основные этапы процесса формирования покрытия приведены ниже. Равномерный разогрев сборки до температуры, превышающей температуру плавления металлического циркония 1900-2000 °С. Контроль температуры осуществляется с помощью термопар градуировки ВР5/20 и пирометрического датчика спектрального отношения через смотровое окно рабочей камеры установки «ВЧГ-135». При достижении заданной температуры формируется равномерный слой расплава циркония на поверхности изделия (наконечника). В процессе контакта жидкого циркония с графитом протекает процесс карбидизации с образованием ZrC различного стехиометрического состава.
Текст
(51) 23 26/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ технологии. Технология нанесения покрытия заключается в ряде следующих, приведенных ниже,отработанных технических решениях и процедурах. Для получения равномерного покрытия на наружные поверхности наконечника выполняется метрическая резьба с шагом 1,5 мм и навивается циркониевая проволока диаметром 0,9 мм. На торцевой поверхности наконечника выполнена кольцевая нарезка с профилем подобно резьбе и размещаются отдельные циркониевые пластинки толщиной 2 мм. Таким образом, подготовленная поверхность наконечника позволяет значительно улучшить адгезию покрытия к графиту. По завершению процедуры размещения циркония на поверхности покрываемого изделия его помещают в специальное нагревательное устройство, также выполненное из графита. Затем,после теплоизоляции графитовым войлоком, полученную сборку размещают в индукторе рабочей камеры индукционной установки ВЧГ-135. После вакуумирования и заполнения рабочей камеры инертной средой (аргон, гелий) производится включение индукционной печи и нагрев. Для реализации технологического процесса на установке ВЧГ-135 был отработан режим и реализуется нагрев сборки по нанесению покрытия. Основные этапы процесса формирования покрытия приведены ниже. Равномерный разогрев сборки до температуры,превышающей температуру плавления металлического циркония 1900-2000 С. Контроль температуры осуществляется с помощью термопар градуировки ВР 5/20 и пирометрического датчика спектрального отношения через смотровое окно рабочей камеры установки ВЧГ-135. При достижении заданной температуры формируется равномерный слой расплава циркония на поверхности изделия (наконечника). В процессе контакта жидкого циркония с графитом протекает процесс карбидизации с образованиемразличного стехиометрического состава.(72) Скаков Мажын КанапиновичБакланов Виктор ВладимировичЖданов Владимир СеменовичБатырбеков Эрлан Гадлетович Кукушкин Иван МихаиловичКурбанбеков Шерзод Рустамбекович Коянбаев Ерболат ТайтолеуовичБакланов Сергей Владимирович(73) Республиканское государственное предприятие на праве хозяйственного ведения Национальный ядерный центр Республики Казахстан Министерства энергетики Республики Казахстан(54) СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ЭРОЗИОННОСТОЙКОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ КАРБИДА ЦИРКОНИЯ НА ВНЕШНЕЙ ПОВЕРХНОСТИ ПЛАЗМОТРОННОГО НАГРЕВАТЕЛЯ(57) Изобретение относится к области получения материалов,пригодных для формирования высокотемпературных эрозионностойких защитных покрытий на особожаропрочные конструкционные материалы (графиты,углерод-углеродные и углерод-керамические композиционные материалы),широко применяемые в атомной, авиакосмической,ракетной и других отраслях промышленности. Задачей настоящего изобретения является разработка способа получения наружного защитного покрытия плазмотронного нагревателя(наконечника) на основе карбида циркония,позволяющего получать стабильные по времени высокотемпературные эрозионностойкие покрытия. Поставленная задача решается методом нанесения защитного покрытия на рабочий (контактирующий со средой) наконечник плазматрона с применением высокотемпературной, индукционной установки ВЧГ-135 по специально разработанной Изобретение относится к области получения материалов,пригодных для формирования высокотемпературных эрозионностойких защитных покрытий на особожаропрочные конструкционные материалы(графиты,углерод-углеродные и углерод-керамические композиционные материалы),широко применяемые в атомной, авиакосмической,ракетной и других отраслях промышленности. Известен способ увеличения срока эксплуатации графитового материала путем нанесения покрытий из пироуглеродных и тугоплавких материалов в качестве защитных барьеров. На поверхность графитового концентратора (для синтеза сапфиров) для его защиты наносили слой пироуглерода толщиной 112 мкм, что позволяет увеличить срок его службы (см. , Р.А. , . . // . . . - 1999. - 7 .821.). Недостатком указанного способа является то, что такое защитное пироуглеродное покрытие в процессе эксплуатации не намного продлевает срок службы концентратора, так как со временем растрескивается, а графит рекристаллизуется и меняет свои свойства и, в итоге, разрушается. Одним из условий,которым должно удовлетворять покрытие, это сохранение на протяжении всего срока службы своей целостности и исключение излишнего загрязнения расплава углеродом. Известен также способ защиты углеродсодержащих композиционных материалов от окисления при температурах на поверхности 17001750 С формированием жаростойкого покрытия, включающий нанесение тугоплавкой композиции по шликерной технологии и последующее силицирование из газовой фазы (см.,например, описание изобретения к патенту РФ 2082694, кл. С 04 В 35/52, опубл. 27.06.1997). Наполнителем в шликерной суспензии служит порошок 2(95,0 мас.) с добавками С(5,0 мас.) в виде сажи, кокса, искусственного графита, а связующим - 5-ный водный раствор карбоксиметилцеллюлозы. В результате термообработки в парах кремния при температуре 185050 С, 13 ч и при остаточном давлении в вакуумной камере Р 01,3103 Па на углеродсодержащих композиционных материалах формируется слой покрытия системы 2- - ,а на поверхности защищаемого материала - слой из карбида кремния. Наличиев обоих слоях приводит к их сращиванию и исчезновению четкой границы в системе углеродсодержащих композиционных материалов - покрытие, что способствует увеличению адгезионной связи покрытия с защищаемым материалом. Защитная способность обеспечивается образованием на поверхности при высокотемпературном взаимодействии покрытия с кислородом окружающей среды сложных тугоплавких боросиликатных стекол, легированных гафнием. К существенным недостаткам способа следует отнести резкое снижение степени черноты полного излучения покрытия в условиях взаимодействия с 2 высокоэнтальпийными потоками воздуха при температурах Т 1750 С и, как следствие,мгновенный разогрев конструкционной стенки свыше допустимых значений. К тому же, в результате осуществления заявленного способа получают диффузионное покрытие на конкретной защищаемой подложке, а не материал, который может быть использован как исходный для формирования покрытий любым из методов наслоенного нанесения, например газотермическим напылением(плазменным,ионноплазменным,детонационным, лазерным и пр.) или шликернообжиговым наплавлением. Кроме того,температурный диапазон применимости данного способа защиты ограничен и не достигает требуемой 2300-2500 С. Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа предлагаемого изобретения, используемый согласно предложенному способу материал жаростойкого гетерофазного покрытия следующего химического состава, мас.- 15,040,0 Мо - 5,030,0- 0,11,5 В - 0,52,5 С - 0,26,0 один или несколько элементовгруппы - 7,010,0 остальное или- 15,040,0 Мо - 5,030,0- 0,11,5 В - 0,52,5 С - 0,26,0 один или несколько элементовгруппы - 7,010,0- 1,5- остальное или- 15,040,0 Мо - 5,030,0- 0,11,5 В - 0,52,5- остальное(см., например, описание изобретения к патенту РФ 2082824, кл. С 23 С 24/10, опубл. 27.06.1997). Покрытия,формируемые из указанных порошковых материалов, обеспечивают надежную высокотемпературную противоокислительную и противоэрозионную защиту поверхности особо тепло и механически нагруженных элементов конструкций авиакосмической и ракетной техники из углеродсодержащих композиционных материалах, графитов и сплавов на основе тугоплавких металлов в условиях нестационарного динамического взаимодействия с плазменными кислородсодержащими газовыми потоками. Покрытия наносят на детали из шликерной суспензии, связующим в которой является дистиллированная вода либо этилсиликат, а наполнителем служит порошок заявленного оптимального состава. Детали с нанесенным слоем шликера подвергаются сушке на воздухе и последующей термообработке в вакуумной печи при 13001600 С. В результате формируется качественное защитное покрытие, представляющее собой микрокомпозиционный материал в виде тугоплавкого каркаса из силицидов, входящих в состав металлов, ячейки внутри которого заполнены легкоплавкой(относительно температуры эксплуатации) кремнийсодержащей эвтектической структурной составляющей. Защитная способность обеспечивается образованием в кислородсодержащих высокотемпературных средах самовосстанавливающейся оксидной стеклообразной пленки с низкой каталитической активностью. Покрытие способно защитить острые кромки элементов конструкций с радиусом затупления 0,5 мм, а также обеспечить эффективную защиту возникающих в процессе эксплуатации дефектов диаметром до 0,3 мм. К недостаткам прототипа следует отнести повышенный эрозионный унос сформированных из перечисленных материалов покрытий при температурах 1650 в условиях взаимодействия с высокоэнтальпийными сверх- и гиперзвуковыми потоками кислородсодержащих газов. Скорость эрозионного уноса поверхностных слоев покрытий, сопровождающегося сублимацией кремнезема, существенно возрастает как с увеличением температуры на поверхности конструкционной стенки, так и с понижением давления окружающей среды. Задачей настоящего изобретения является разработка способа получения наружного защитного покрытия плазмотронного нагревателя(наконечника) на основе карбида циркония,позволяющего получать стабильные по времени высокотемпературные эрозионностойкие покрытия. Поставленная задача решается методом нанесения защитного покрытия на рабочий(контактирующий со средой) наконечник плазматрона с применением высокотемпературной,индукционной установки ВЧГ-135 по специально разработанной технологии. Технология нанесения покрытия заключается в ряде следующих, приведенных ниже, отработанных технических решениях и процедурах. Для получения равномерного покрытия на наружные поверхности наконечника выполняется метрическая резьба с шагом 1,5 мм и навивается циркониевая проволока диаметром 0,9 мм. На торцевой поверхности наконечника выполнена кольцевая нарезка с профилем подобно резьбе и размещаются отдельные циркониевые пластинки толщиной 2 мм(фиг.1 а). Таким образом,подготовленная поверхность наконечника позволяет значительно улучшить адгезию покрытия к графиту. По завершению процедуры размещения циркония на поверхности покрываемого изделия его помещают в специальное нагревательное устройство, также выполненное из графита. Затем,после теплоизоляции графитовым войлоком,полученную сборку размещают в индукторе рабочей камеры индукционной установки ВЧГ-135(фиг.1 б). После вакуумирования и заполнения рабочей камеры инертной средой производится включение индукционной печи и нагрев. Для реализации технологического процесса на установке ВЧГ-135 был отработан режим и реализуется нагрев сборки по нанесению покрытия. Основные этапы процесса формирования покрытия приведены ниже. Равномерный разогрев сборки до температуры,превышающей температуру плавления металлического циркония 1900-2000 С. Контроль температуры осуществляется с помощью термопар градуировки ВР 5/20 и пирометрического датчика спектрального отношения через смотровое окно рабочей камеры установки ВЧГ-135. При достижении заданной температуры формируется равномерный слой расплава циркония на поверхности изделия (наконечника). В процессе контакта жидкого циркония с графитом протекает процесс карбидизации с образованиемразличного стехиометрического состава. Типичная диаграмма реализации режима нагрева сборки с изделием приведена на фиг.2. По завершению нагрева и охлаждению сборки с изделием на внешней поверхности наконечника плазматрона получается жаро- и эрозионностойкое покрытие с толщенной от 150 до 220 мкм. Оценочное количество циркония, необходимое для получения полного покрытия графитовой поверхности, находится в диапазоне 0,17-0,20 г/см 2. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ получения высокотемпературного эрозионностойкого защитного покрытия на основе карбида циркония на внешней поверхности наконечника плазмотрона, включающий нанесение на поверхность изделия материала, термообработку,отличающийся тем,что на поверхности наконечника плазматронного нагревателя выполняют метрическую резьбу с шагом 1,5 мм и навивают циркониевую проволоку диаметром 0,9 мм на торцевой поверхности наконечника выполняют кольцевую нарезку с профилем подобно резьбе и размещают отдельные циркониевые пластинки толщиной 2 мм нагревают изделие до температуры 1900-2000 С с помощью высокотемпературной индукционной установки ВЧГ-135 с получением на наружной поверхности наконечника плазматрона жарои эрозионностойкого покрытия толщиной от 150 до 220 мкм.
МПК / Метки
МПК: C23C 26/00
Метки: поверхности, способ, покрытия, основе, внешней, нагревателя, эрозионностойкого, высокотемпературного, циркония, защитного, получения, плазмотронного, карбида
Код ссылки
<a href="https://kz.patents.su/4-ip30668-sposob-polucheniya-vysokotemperaturnogo-erozionnostojjkogo-zashhitnogo-pokrytiya-na-osnove-karbida-cirkoniya-na-vneshnejj-poverhnosti-plazmotronnogo-nagrevatelya.html" rel="bookmark" title="База патентов Казахстана">Способ получения высокотемпературного эрозионностойкого защитного покрытия на основе карбида циркония на внешней поверхности плазмотронного нагревателя</a>
Способ нанесения защитного барьерного покрытия из карбида циркония на внутреннюю поверхность графитового тигля
Номер инновационного патента: 30667
Опубликовано: 15.12.2015
Авторы: Бакланов Виктор Владимирович, Скаков Мажын Канапинович, Курбанбеков Шерзод Рустамбекович, Кукушкин Иван Михаилович, Жданов Владимир Семенович
Метки: карбида, покрытия, защитного, поверхность, графитового, циркония, нанесения, способ, барьерного, внутреннюю, тигля
Формула / Реферат:
РЕФЕРАТИзобретение относится к области реакторостроения, а именно к области конструирования систем локализации расплава активной зоны ядерного реактора, предназначенных для снижения радиоэкологических последствий тяжелой аварии. Задача, решаемая изобретением, заключается в применении циркония, как элемента расплава, снижающего влияние взаимодействия между компонентами расплава и углеродом. Технический результат от использования изобретения -...
Способ получения защитного покрытия на емкости
Номер патента: 3624
Опубликовано: 10.06.1996
Автор: Герд Штоффель
МПК: B05D 7/22
Метки: емкости, получения, защитного, покрытия, способ
Формула / Реферат:
Изобретение относится к способу получения защитного покрытия на емкости, например, банки или тюбика, используемой для заполнения продуктом. Для повышения гомогенности покрытия на внутренней поверхности емкости и стойкости к агрессивным продуктам в способе получения защитного покрытия на емкости, используемой для заполнения продуктом, при котором внутреннюю поверхность емкости грунтуют, на грунт наносят жидкое пластмассовое покрытие и нагревают...
Способ получения защитного покрытия на металле
Номер инновационного патента: 28223
Опубликовано: 17.03.2014
Авторы: Мансуров Зулхаир Аймухаметович, Садыков Бахтияр Сейсембекович, Черноглазова Татьяна Викторовна, Мофа Нина Николаевна
МПК: C23C 28/00
Метки: покрытия, защитного, получения, металле, способ
Формула / Реферат:
Способ получения защитного покрытия на металле Изобретение относится к области обработки металлов, в частности, к способам получения покрытий для защиты металлических поверхностей от теплового воздействия, при работе в агрессивных средах и длительных механических нагрузках. Способ получения защитного покрытия на металле включает нанесение на металл двух слоев смеси, их сушку и термообработку в режиме СВС, причем вначале на металл наносят смесь,...
Средство для покрытия поверхности упаковочной тары и способ его получения
Номер патента: 5399
Опубликовано: 15.10.1997
Авторы: Лудгер Кевело, Зигфрид Краузе, Бернхард Кестер
МПК: C09D 167/06, C09D 133/00, C09D 163/00...
Метки: средство, тары, упаковочной, поверхности, покрытия, способ, получения
Формула / Реферат:
Изобретение относится к средству для покрытия поверхности упаковочной тары и способу его получения.Для повышения качества покрытия банок, изготовленных глубокой вытяжкой, средство содержит гидроксилсодержащий, в случае необходимости модифицированный, сложных полиэфир и/или гидроксил-содержащую группу эпоксидную смолу и/или гидроксилсодержащий сополимер акрила, а также реактивное относительно гидроксильных групп средство для сшивки и средство,...
Способ получения композиционного материала на основе битума для покрытия сыпучих материалов
Номер предварительного патента: 19285
Опубликовано: 15.04.2008
Авторы: Мустафин Едиге Суиндикович, Буркеев Мейрам Жунусович
МПК: C08L 95/00
Метки: сыпучих, битума, композиционного, материала, основе, получения, способ, материалов, покрытия
Формула / Реферат:
Изобретение относится к области получения композиционных материалов, свойства которых представляют интерес для изготовления покрытий сыпучих материалов, таких как уголь мелких фракций.Предложен способ получения композиционного материала на основе битума для покрытия сыпучих материалов. Способ заключается в приготовлении смеси : в воду добавляют по 3% гуманата натрия и сульфанола и нагревают до температуры 60-70°С. Битум в количестве 10% от...