Способ контроля углов V – образного профиля направляющих станков
Номер инновационного патента: 22823
Опубликовано: 16.08.2010
Формула / Реферат
Изобретение относится к области станкостроения и может найти применение в других отраслях машиностроения, а именно при контроле углов V - образного профиля относительно измерительной базы.
Задачей изобретения является повышение точности контроля, а также возможность измерения заданной части угла V - образного профиля направляющих станков.
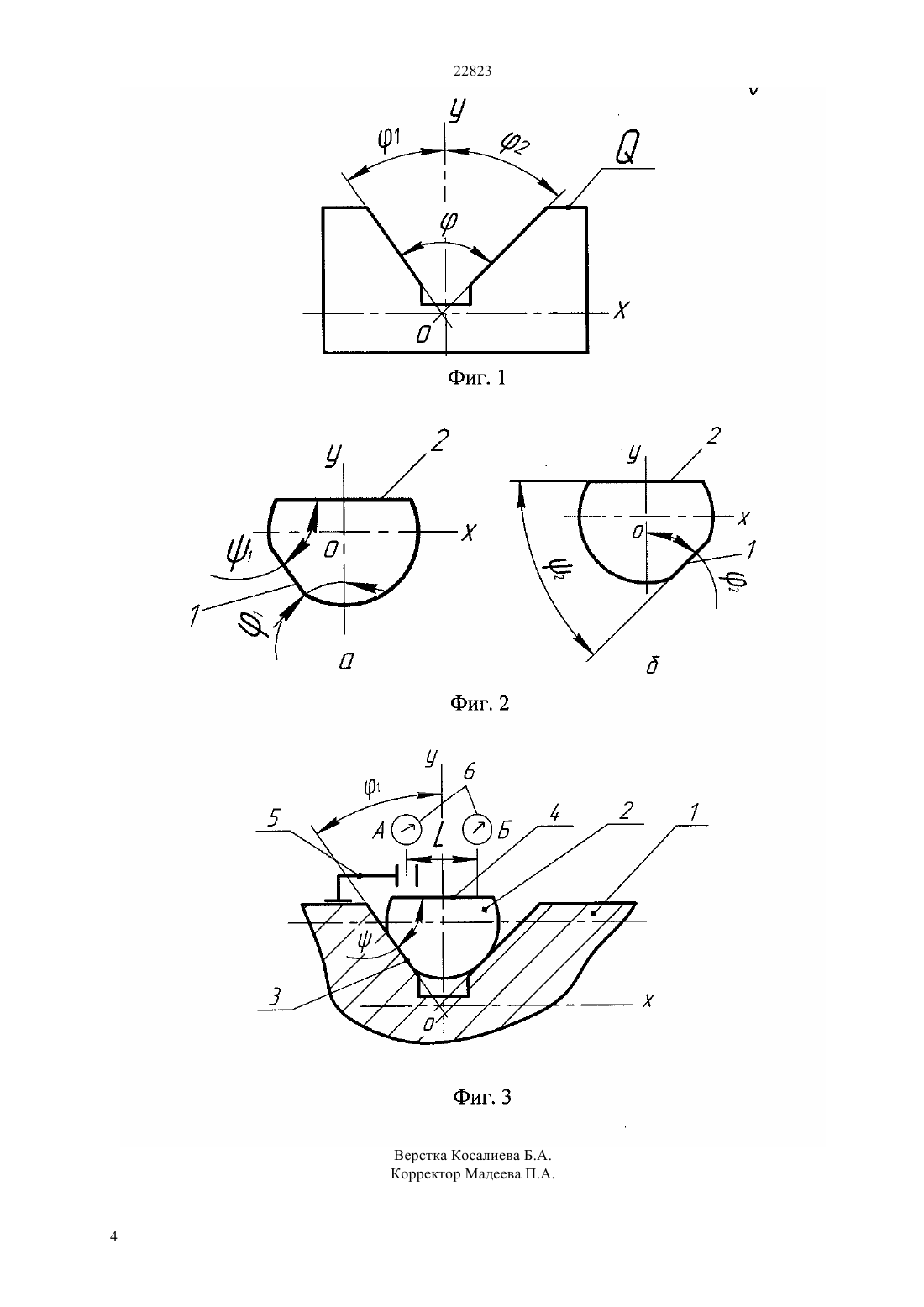
Способ контроля углов V- образного профиля направляющих станков путем измерения погрешности углов, отличающийся тем, что в проверяемый V - образный профиль направляющей станка устанавливают контрольную оправку с опорной и контрольной лысками, расположенными под углом для ψ1 = 90° - φ1, а для ψ2 = 90° - φ2, опорная лыска контактирует с поверхностью V-образного профиля, и по отклонениям от параллельности контрольной лыски к измерительной базе, которое фиксируют с помощью индикатора часового типа, определяют отклонение угла φ от заданного значения, погрешность угла определяют по зависимости
где ΔU - разность показаний индикатора часового типа в начальной и конечной точках измерения, а L - расстояние между точками измерения на контрольной лыске.
Техническим результатом изобретения является:
1. Повышение точности контроля углов V - образного профиля направляющих станков с точностью до нескольких секунд.
2. Стабилизирование величины припусков под чистовую обработку, за счет уменьшения допуска на угол V- образного профиля.
3. Снижение трудоемкости чистовых видов обработки, за счет уменьшения величин припусков под чистовую обработку.
Текст
(51) 01 5/24 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ станка устанавливают контрольную оправку с опорной и контрольной лысками, расположенными под углом для 190 - 1, а для 290 - 2,опорная лыска контактирует с поверхностью образного профиля, и по отклонениям от параллельности контрольной лыски к измерительной базе, которое фиксируют с помощью индикатора часового типа, определяют отклонение углаот заданного значения, погрешность угла определяют по зависимости где- разность показаний индикатора часового типа в начальной и конечной точках измерения, а- расстояние между точками измерения на контрольной лыске. Техническим результатом изобретения является 1. Повышение точности контроля угловобразного профиля направляющих станков с точностью до нескольких секунд. 2. Стабилизирование величины припусков под чистовую обработку, за счет уменьшения допуска на угол - образного профиля. 3. Снижение трудоемкости чистовых видов обработки, за счет уменьшения величин припусков под чистовую обработку.(72) Шеров Карибек ТагаевичАликулов Джавлан Ергешович(73) Республиканское государственное казенное предприятие Карагандинский государственный технический университет Министерства образования и науки Республики Казахстан(54) СПОСОБ КОНТРОЛЯ УГЛОВОБРАЗНОГО ПРОФИЛЯ НАПРАВЛЯЮЩИХ СТАНКОВ(57) Изобретение относится к области станкостроения и может найти применение в других отраслях машиностроения, а именно при контроле углов- образного профиля относительно измерительной базы. Задачей изобретения является повышение точности контроля, а также возможность измерения заданной части угла- образного профиля направляющих станков. Способ контроля углов - образного профиля направляющих станков путем измерения погрешности углов, отличающийся тем, что в проверяемый- образный профиль направляющей 22823 Изобретение относится к области станкостроения и может найти применение в других отраслях машиностроения, а именно при контроле углов- образного профиля относительно измерительной базы. Известен способ контроля внутренних углов с помощью угловых призматических мер,заключающийся в том, что производят сборку блока угловых мер, крепят их с линейкой и накладывают на поверхность детали. Проверку производят методом световой щели. (Берков В.И. Технические измерения (альбом) Учеб. пособие для СПТУ.- 4-ое изд., испр, и доп.- М. Высш. шк., 1988, с. 43-44). Недостатком такого способа контроля является низкая точность измерения, а также невозможность контроля заданной части угла-образного профиля относительно измерительной базы. Известен комплексный способ контроля конусности калибрами, который основан на проверке отклонений базорасстояния по методу осевого перемещения калибра относительно проверяемой детали и проверке по краске.(Журавлев А.Н. Допуски и технические измерения. М. Высшая школа, 1976.-с. 151-152). Недостатком данного способа является низкая точность контроля и невозможность измерения заданной части угла- образного профиля относительно измерительной базы. Наиболее близким к заявленному способу контроля углов- образного профиля направляющих станков является способ контроля с помощью нониусных угломеров,который заключается в том, что после установки угломера относительно детали, проверяют равномерность просвета между измерительными и проверяемыми поверхностями или его отсутствие. (Журавлев А.Н. Допуски и технические измерения. М. Высшая школа, 1976.-с. 147). Существенным признаком прототипа,совпадающим с заявляемым изобретением, является возможность контроля общего угла- образного профиля направляющей станка. Недостатком данного способа является низкая точность измерения, а также невозможность контроля заданной части угла- образного профиля относительно измерительной базы. Задача изобретения - повышение точности контроля, а также возможность измерения заданной части угла- образного профиля направляющих станков. Указанная задача достигается тем, что в проверяемый- образный профиль направляющей станка устанавливают контрольную оправку с опорной и контрольной лысками, расположенными под углом для 190 -1, а для 290-2,(1) где 1, 2 - углы между лысками контрольной оправки 1 и 2 - части углов- образного профиля направляющей станка, которые должны быть измерены. Контрольная оправка опорной лыской контактирует с поверхностью -образного профиля,2 и по отклонениям от параллельности контрольной лыски к измерительной базе, которое фиксируют с помощью индикатора часового типа, определяют отклонение углаот заданного значения,погрешность угла определяют по зависимости где- разность показаний индикатора часового типа в начальной и конечной точках измерения,- расстояние между точками измерения на контрольной лыске. Сущность изобретения поясняется чертежами. На фиг. 1 показан- образный профиль направляющей станка. Где,- угол- образного профиля 1 и 2 заданные углы- образного профиля ОХ и ОУизмерительные базы- плоскость, параллельная ОХ. На фиг. 2 а показана контрольная оправка для контроля заданной части угла 1- образного профиля направляющей суппорта, где 1-угол между лысками оправки ОХ и ОУ- измерительные базы опорная лыска 1, контрольная лыска 2. На фиг. 2 б показана контрольная оправка для контроля заданной части угла 2- образного профиля направляющей суппорта, где 2 - угол между лысками оправки ОХ и ОУ- измерительные базы опорная лыска 1, контрольная лыска 2. На фиг. 3 показана схема контроля заданной части угла- образного профиля направляющей суппорта станка. Где, суппорт станка 1, контрольная оправка для контроля заданной части угла 1 образного профиля направляющей суппорта 2,опорная лыска 3, контрольная лыска 4,индикаторная стойка 5, индикатор часового типа 6,А и Б - начальное и конечное точки измерения. Способ осуществляют следующим образом. В проверяемый- образный профиль направляющей суппорта станка устанавливают контрольную оправку 2, имеющую опорную лыску 3 и контрольную лыску 4. Затем перемещают индикаторную стойку 5 с расположенным на ней индикатором часового типа 6 из начальной точки измерения А в конечную точку Б. По показаниям индикатора часового типа 6 в точках А и Б определяют отклонение положения контрольной лыски от параллельности к измерительной базе ОХ по формуле А-Б,(3) где А - показания индикатора в начальной точке измерения А Б - показания индикатора в конечной точке измерения Б. Принимая расстояние между точками А и Б равной , определяют погрешность угла от(1) заданного значения по формуле (2) где- разность показаний индикатора часового типа в начальной и конечной точках измерения 22823- расстояние между точками измерения на контрольной лыске. Пример. Станок токарный модели НТ - 250 И,имеющий общий угол -образного профиля направляющей суппорта 80 10 и угол 14510. Контроль угла 1 осуществляется следующим образом. Изготовляется контрольная оправка, имеющая в торцовом сечении профиль, показанный на фиг. 2 а. У контрольной оправки, номинальное значение углаопределяем по формуле (1) 190-4545 Угол 1 у контрольной оправки изготавливается с возможностью определения с большей точностью,угол 145. В - образный профиль направляющей устанавливают контрольную оправку. Фиксируют показания индикатора часового типа в начальной точке А, которое составило 0,015 мм. Затем перемещают индикаторную стойку 3 в точку Б на расстояние, равное 50 мм, и вновь фиксируют показание индикатора часового типа, которое равно 0 мм. Отклонение положения контрольной лыски от параллельности к оси измерения ОХ определяют по формуле (3), что составляет - 0,015 мм. Погрешность угла определяют по формуле (2),1-предлагаемым способом возможен контроль заданной части угла 145 от общего угла образного профиля 80 контроль осуществляется с высокой точностью измерения на порядок, превышающий допускаемую погрешность угла измерения. Техническим результатом изобретения является 1. Повышение точности контроля угловобразного профиля направляющих станков с точностью до нескольких секунд. 2. Стабилизирование величины припусков под чистовую обработку, за счет уменьшения допуска на угол- образного профиля. 3. Снижение трудоемкости чистовых видов обработки, за счет уменьшения величин припусков под чистовую обработку. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ контроля углов - образного профиля направляющих станков путем измерения погрешности углов, отличающийся тем, что в проверяемый- образный профиль направляющей станка устанавливают контрольную оправку с опорной и контрольной лысками, расположенными под углом для 190 - 1, а для 290 - 2, где 1 и 2 углы между лысками контрольной оправки ,1, 2 части углов- образного профиля направляющей станка, которые должны быть измерены опорная лыска контактирует с поверхностью- образного профиля и по отклонениям от параллельности контрольной лыски к измерительной базе, которое фиксируют с помощью индикатора часового типа, определяют отклонение углаот заданного значения,погрешность угла определяют по зависимости где- разность показаний индикатора часового типа в начальной и конечной точках измерения, а- расстояние между точками измерения на контрольной лыске.
МПК / Метки
МПК: G01D 5/24
Метки: образного, направляющих, способ, профиля, углов, станков, контроля
Код ссылки
<a href="https://kz.patents.su/4-ip22823-sposob-kontrolya-uglov-v-obraznogo-profilya-napravlyayushhih-stankov.html" rel="bookmark" title="База патентов Казахстана">Способ контроля углов V – образного профиля направляющих станков</a>
Устройство для контроля угла наклона боковой плоскости приматической направляющей станины токарного станка к плоскости направляющих станка
Номер инновационного патента: 22441
Опубликовано: 15.04.2010
Авторы: Шеров Карибек Тагаевич, Аликулов Джавлан Ергешович
МПК: G01B 5/24
Метки: боковой, угла, станка, контроля, направляющих, наклона, станины, направляющей, приматической, устройство, плоскости, токарного
Формула / Реферат:
Изобретение относится к области станкостроения и может найти применение при ремонте и восстановлении станков, в приборостроении и в других отраслях машиностроения.Задачей изобретения является повышение точности измерения величины угла наклона боковой плоскости призматической направляющей к плоскости направляющей станины станка.Указанная задача достигается тем, что устройство для контроля угла наклона боковой плоскости призматической направляющей...
Способ непрерывного контроля за направлением действия отклонителя, измерения зенитных и азимутальных углов скважин и устройство для его осуществления
Номер патента: 13695
Опубликовано: 15.06.2006
Авторы: Бобылев Феофан Александрович, Городецкий Иосиф Маркович, Смашев Нурлан Жаксыбекович, Мендебаев Токтамыс Нусипхулович
МПК: E21B 47/022
Метки: осуществления, зенитных, скважин, углов, азимутальных, способ, направлением, контроля, измерения, действия, непрерывного, устройство, отклонителя
Формула / Реферат:
Изобретение относится к телеметрическим системам передачи забойной информации и может быть использовано при бурении разветвлено-горизонтальных стволов скважин с помощью забойных двигателей. Задача изобретения - упрощение технологической оснастки, обеспечивающей передачу забойной информации, уменьшение трудоемкости измерений, повышение их качества и надежности и расширение области применения. Технический результат заключается в получении...
Система автоматического управления величиной зазора в гидростатических направляющих и скоростью привода станка
Номер предварительного патента: 19414
Опубликовано: 15.05.2008
Авторы: Муслимов Аннас Поясович, Усупов Сабий Сейтказиевич
МПК: B23Q 1/02
Метки: величиной, система, направляющих, станка, гидростатических, привода, скоростью, управления, зазора, автоматического
Формула / Реферат:
Изобретение относится к машиностроению и предназначено для управления величиной зазора в гидростатической направляющей и скоростью привода станка.Улучшение эксплуатационных показателей опорных узлов и привода металлорежущих станков осуществляется за счет введения в конструкцию датчика перемещений, соединенного, соответственно, с двумя движителями, через усилители сигналов, и двумя регуляторами расхода жидкости, которые в свою очередь соединены...
Способ определения сейсмического профиля под границей раздела воздушной и водной сред, система для определения сейсмического профиля, система для определения сейсмического профиля под границей воздух/вода, система для определения сейсмического профиля в переходной зоне
Номер патента: 6917
Опубликовано: 15.08.2000
Авторы: Макдэвид, Вильям Терри, Молдовену, Николае, Спрэдли, Майкл Т.
МПК: G01V 1/38
Метки: зоне, определения, границей, водной, система, переходной, воздушной, способ, раздела, профиля, сейсмического, сред
Формула / Реферат:
Система определения сейсмического профиля и способ использования вертикальных решеток датчиков обеспечивают получение сейсмического профиля под двумя высокоотражающими границами 19, 23. Система включает в себя источник сейсмической энергии, расположенный ниже границы раздела воздушной и водной сред 19, первую пару датчиков 25U, 25E, расположенных по вертикали на предварительно определенном расстоянии один от другого, и вторую пару датчиков 25X,...
Устройство для контроля параметров шатунов всех марок двигателей внутреннего сгорания
Номер предварительного патента: 4341
Опубликовано: 14.03.1997
Автор: Синельников Борис Иосифович
МПК: G01B 5/24
Метки: устройство, шатунов, внутреннего, всех, марок, двигателей, контроля, параметров, сгорания
Формула / Реферат:
Изобретение относится к контрольно-измерительной технике и предназначено для измерения отклонений от параллельности осей отверстий головок шатуна при изгибе, отклонений от расположения в одной плоскости осей отверстий головок шатунов при скручивании и отклонения межосевого расстояния головок шатунов всех двигателей внутреннего сгорания и может быть использовано на автосудоремонтных заводах и на автосудотранспортных предприятиях.Техническим...
Предыдущий патент: Детонатор промежуточный малогабаритный ступенчатый-1 (ДПМС-1)
Следующий патент: Способ определения твердости металла
Случайный патент: Способ отработки сдвоенных междукамерных целиков