Способ изготовления армированного свинцового анода для электролитического получения цинка
Номер патента: 940
Опубликовано: 15.06.1994
Формула / Реферат
Способ изготовления армированного свинца анода для электролитического получения цинка, включающий покрытие титанового листа защитной оболочкой из свинцово-серебряного сплава, отличающийся тем, что, с целью снижения эксплуатационных и материальных затрат, на титановый лист дополнительно наносят подслой из свинцово-цинкового сплава с содержанием цинка 2,5-3,5% путем вращения листа в расплаве при температуре 450-480°С в течение 4-5 минут, а в свинцово-серебряный сплав защитной оболочки дополнительно вводят магний в количестве 0,05-0,08% от массы оболочки.
Текст
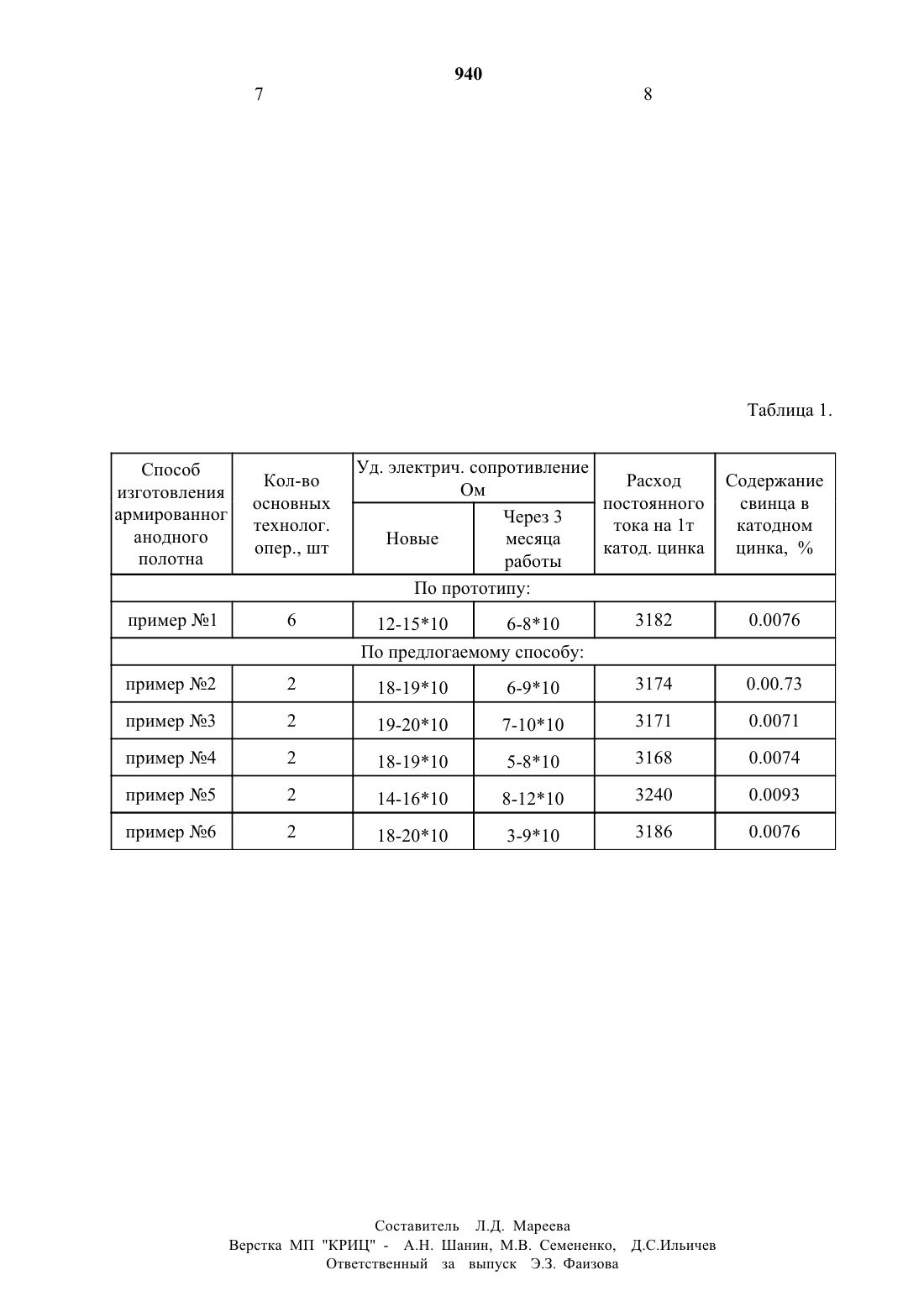
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Авторское свидетельство СССР Не 1245617,кл. СО 5 С 7/02,1984.(54)СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРО-ВАННОГО СВИНЦА АНОДА ДЛЯ ЭЛЕК-ТРОЛИТИЧЕСКОГО(57) Способ изготовления армированного свинцаэлектролитическим способом и может быть использовано для изготовления анодов цинкового производства.Известен способ изготовления армированного свинцового анода для электролитического получения Цинка, включающий покрытие титанового листа защитной оболочкой из свинцово-серебряного сплава. На титановом листе просверливают отверстия И бмм и расстоянием между осями 10 мм. Затем титановый лист покрывают с обеих сторон свинцово-серебряным (О,251,0 процента серебра) листом толщиной 2,36 мм,нагревают до 200 С и прокатывают при этой температуре между валками прокатного става. Полученное армированное анодное полотно имеет невысокое начальное переходное сопротивление 12-15105 Ом,которое при эксплуатации из-за отсутствия структурного соединения между титановой арматурой и защитным слоем свинца, увеличивается до 6-8 102 Ом. Операции сверления отверстий в титановом листе (а бмм с расстоянием между осями 10 мм, изготовления свинцово-серебряного листа толщиной 2,85 мм и покрытия им титанового листа с обеих сторон, нагрев доанода для электролитического получения цинка,включающий покрытие титанового листа защитной оболочкой из свинцово-серебряного сплава,отличающийся тем, что,с целью снижения эксплуатационных и материальных затрат, на титановый лист дополнительно наносят подслой из свинцовоцинкового сплава с содержанием цинка 2,5 -3 ,5 путем вращения листа в расплаве при температуре 450-480 С в течение 4-5 минут, а я свинцово-серебряный сплав защитной оболочки дополнительно вводят магний в количестве 0,05-0,08 от массы оболочки. Изобретение относится к получению металлов200 С и прокатка при этой температуре между валками прокатного стана, обрубка наплывов свинца после прокатки и заварка боковых сторон свинцовой оболочки трудоемки и требуют больших материальных затрат. В большом количестве расходуется дефицитное серебро. Недостатками известного способа изготовления армированного свинцового анода являются большие эксплуатационные и материальные затраты. Целью изобретения являются снижение эксплуатационных и материальных затрат. Поставленная цель достигается тем, что в способе изготовления армированного свинцового анода для электролитического получения цинка, включающем покрытие титанового листа защитной оболочкой из свинцово-серебряного сплава, по изобретению на титановый лист дополнительно наносят подслой из свинцово-цинкового сплава с содержанием цинка 2,53,5 процента путам вращения листа в расплаве при температура 450-480 С в течение 4-5 минут, а в свинцовосеребрянь 1 й сплав защитной оболочки вводят дополнительно магний в количестве 0,05-0,08 от массы оболочки.Способ осуществляется следующим образомВ емкости расплавляли свинец, затем загружали 2,53 ,5 процента Цинка от веса свинца и перемешивали при 450 С в течение 5 минут. Титановые листы закрепляли в специальной кассетнице, которую погружали в расплав и соединяли с приводом. Затем включали привод и в течение 4-5 минут, при температуре 450-480 С, при вращении кассетницы с титановыми листами вмещивали часть цинка, находящегося на поверхности свинца и наносили подслой на титановые листы. После остановки привода титановый лист, покрытый подслоем свинца на 98-100 поверхности вынимался из кассетницы,выдерживался 30 секунд над емкостью для стекания капель расплава и устанавливался в подогретую изложницу. Для формирования защитной оболочки и сварки ее с подслоем свинца из емкости в изложницу дозатором заливался свинцово-серебряный сплав,содержащий 0,05-0,08 магния. Полученное армированное полотно имело переходное сопротивление 18-2010 Ом, которое увеличивалось при эксплуатации до 5-810 Ом.В трех титановых листах габаритами 930 х 600 х 2 мм просверливали отверстия И 6 мм с расстоянием между осями 10 мм (5000 Шт. на каждом листе). Натитановый лист с обеих сторон накладывали предварительно приготовленные свинцово-серебряные (0,7 серебра) листы, толщиной 3 ,5 мм, нагретые до 200 С и пропускали через валки прокатного стана. Толщина полученных арми-рованных анодных полотен составляла 7,4 мм, вес 58 кг, после обрубки боковых наплывов свинца и заварки боковых сторон. Количество основных операций -6,вспомогательных - 23. Габарит армированного анодного полотна составил 1000 х 620 х 7,4 мм. Вес свинцовосеребряной оболочки 52,7 кг. Переходное сопротивление в полученных армированных анодных полотнах 11-15103 Ом.Полученные армированные анодные полотна приваривались к анодным станкам и проводились укрупненно-лабораторные испытания. Испытания проводились при плотности тока 550-650 а/м 2,температуре электролита 3 8-42 С. Электролит содержал цинка 46-55 г/л, серной кислоты 135-150 г/л, кобальта 12 мг/л, меди 0,1-0,2 мг/л, сурьмы 0,1 мг/л, хлора 200-300 мг/л, фтора 70-100 мг/л, марганца 4-6 г/л. Расход постоянного тока за одни сутки определялся по счетчику СА-3670-М. Взвешивание осадка цинка с 2-х катодов,установленных между тремя анодами, проводилось на весах РП-150-Ц с точностью до д 0,1 кг. Переходное электрическое сопротивление замерялось с помощью мегоомметра Ф- 145 .Через 3 месяца испытаний переходное сопротивление в армированных анодах выросло до 6-8 102 Ом. Средний расход постоянного тока на 1 т катодного цинка составило 3182 квт.часа. Содержание свинца в катодном цинке составило 0,0078.3 цинка от веса свинца (300 кг), производилосьперемешивание в течение 5 минут. Три титановых листа габаритами, описанными в примере Не 1,закреплялись при полном погружении в расплав в специальной кассетнице, находящейся в расплаве и соединенной с приводом. Затем включался привод и в течение 4,5 минут, при температуре расплава 470 С вмешиванием избытка цинка с поверхности в расплав наносится подслой свинца на титановые листы. После остановки привода из кассетницы вынимался при температуре 450 С один титановый лист, выдерживался 30 сек над емкостью для стекания капель расплава. Титановые листы были покрыты подслоем свинца на 99-100 поверхности. Глубина проникновения свинцовоцинкового расплава в титан составила 0,06-0, 1 мм. Для формирования защитной оболочки слоя свинца горячий титановый лист устанавливался в подогретую разъемную изложницу. После сжатия изложницы в нее заливался свинцовый расплав, содержащий 0,03 серебра И 0,07 магния, который предварительно приготавливался в котле загрузкой 1 т чушкового свинца,0,03 (0,3 кг) серебра и 0,07 (0,7 кг) магния.Количество основных операций - 2, вспо-могательных- 8. Армированные анодные полотна имели габариты 1000 х 620 х 7,4 мм, вес 55,0 кг, из которых 49,7 кг вес защитной оболочки. Пере-ходное сопротивление составило 18-1910 Ом. Через 3 месяца испытаний,проведенных в условиях примера Не 1, переходное сопротивление в арми-рованных полотнах анода выросло до 6-9105 Ом. Средний расход постоянного тока на 1 т катодного цинка, полученного с катодов,установленных между армированными анодами,составило 3174 квт.час. Содержание свинца в катодном цинке 0,0073 процента.В емкость, содержащую 1 От свинца, при температуре 450 С,загружали 3,5 цинка (350 кг) и производили перемешивание в течение 5 минут. Три титановых листа,габаритами, описанными в примере Не 1, закрепляли при помощи погружения в расплав в специальной кассетнице. Затем включали привод и в течение 5 минут при темп. расплава 480 С производили вмещивание избытка цинка, находящегося на поверхности в расплаве и нанесение подслоя свинца на титановые листы. После остановки привода из кассетницы вынимали при температура 470 С, один титановый лист, выдерживали 30 сек над емкостью для стекания капель расплава и затем устанавливали в изложницу для формирования защитной оболочки. Титановые листы были покрыты подслоем свинца на 99100 поверхности. Глубина проникновения свинцовоцинкового расплавав титан составила 0,05-0,1 мм. После сжатия изложницы в нее с помощью дозатора заливался свинцовый расплав, содержащий 0,04 и 0,08 серебра и магния расплав приготовлялся в котле загрузкой 1 т чушкового свинца, 0,04 (0,4 кг) серебра и 0,08 (0,8 кг) магния. Полученные армированные анодные полотна имели габариты 1000 х 620 х 7,4 мм, вес 55 кг, вес защитной оболочки 49,7 кг, переходное сопротивление 19-20 10 Ом. через 3 месяца испытаний, проведенныхв условиях примера М 1, переходное сопротивление в армированных полотнах анодов выросло до 7-10105 Ом. Средний расход постоянного тока на 1 т катодного цинка, полученного с катодов, установленных между армированными анодами составил 3171 квт.час. Содержание свинца в катодном цинке, 0,0072.Содержание цинка в расплаве, после выполнения примера Мг 3 снижалось до 2,5. Три титановых листа габаритами, описанными в примере 1, закрепляли в специальной кассетнице. Затем включали привод и в течение 4 минут при температуре расплава 450 С производили вмешивание избытка Цинка, находящегося на поверхности в расплаве и нанесение подслоя на титановые листы. После остановки привода из кассетницы вь 1 нималИ, при температуре 420-43 0 С, один титановый лист, выдерживали 3 0 сек над емкостью для стекания капель расплава и затем устанавливали в изложницу для формирования защитной оболочки. Титановые листы бьши покрыты подслоем свинца на 9899 Поверхности. Глубина проникновения свинцовоцинкового расплава в титан составила 0,03-0,07 мм. После сжатия Изложницы в нее заливали свинцовый расплав, содержащий 0,02 процента серебра И 0,05 процента магния. Расплав приготовлен в котле, загрузкой 1 т чушкового свинца, 0,02 процента (0,2 кг) серебра И 0,05 (0,5 кг) магния. Переходное сопротивление в полученных армированных анодных полотнах составило 18-1910 Ом. Через 3 месяца испытаний, проведенных в условиях примера М 1, переходное сопротивление в армированных анодных полотнах выросло до 5-8-10 5 Ом. Средний расход постоянного тока на 1 т катодного цинка, полученного с катодов установленных между армИрованнь 1 мИ анодами, составило 3168 квт.час. Содержание свинца в катодном цинке 0,007 процента.Содержание свинца в расплаве после выпол-нения примера Не 4, снизилось до 2 процентов. Три титановых листа габаритами, описанными в примере Мг 1,закрепляли в специальной кассетнице. Затем включали привод И в течение 3 минут, при температуре расплава 420 С производили вмешивание небольшого избытка цинка, находящегося на поверхности в расплаве И нанесение подслоя на титановые листы. После остановки привода из кассетницы вынимали при температуре 42 0 С один титановый лист, выдерживали 20 сек над емкостью для стекания капель расплава и затем устанавливали в изложницу для формирования защитной оболочки. Титановые листы бьши покрыты подслоем свинца на 8090 процентов поверхности. Глубина проникновения свинцово-цинкового расплава в титан составила 0,010,03 мм. После сжатия изложницы в нее заливали свинцовый расплав, содержащий 0,01 процент (0,1 кг) серебра в 0,04 процента (0,4 кг) магния. Переходное сопро-тивление в полученных армированных анодных полотнах составило 14-1610 Ом. Через 3 месяца испытаний, проведенных в условиях примера Не 1,переходное сопротивление возросло до 8-12102 Ом. Средний расход постоянного тока на 1 тонну катодногоцинка составил 3240 квт.час. Содержание свинца в катодном цинке составило 0,0093 процента, из-за наличия коротких замыканий осадка цинка на катоде с вздутиями свинцовой оболочки армированного анода в местах отсутствия структурного соединения защитной оболочки с подслоем свинца, нанесенного на титановый лист.Содержание цинка в расплаве после проведения примера Не 5, было увеличено до 4,0 процентов. Три титановых листа, габаритами, описанными в примере Не 1, закрепляли в специальной кассетнице. Затем включали привод и в течение 6 минут при температуре расплава 520 С производили вмешивание избытка цинка,находящегося на поверхности в расплаве и нанесение подслоя на титановые листы. Вмещать весь цинк в расплав не удавалось, избыток цинка при повышенной температуре интенсивно окислялся, что приводило к образованию дроссов. Для нагрева до 620 С И поддержания этой температуры требовался большой расход электроэнергии. После остановки привода из кассетницы вынимали один лист, при температуре 470 С,выдерживали 30 сек над емкостью для стекания капель расплава И затем устанавливали в изложницу для формирования защитной оболочки. При охлаждении расплава с 520 С до 470 С с поверхности расплава пришлось снимать образовавшийся дросс. Титановые листы были покрыты подслоем свинцово-цинкового расплава на 99-100 процентов.Глубина проникновения свинцово-цинкового расплава в титан составила 0,05 -0,01 мм. После сжатия Изложницы в нее заливали свинцовый расплав, содержащий 0,05 процента (0,5 кг/т) серебра и 0,1 процент (1 кг/т) магния. Переходное сопротивление в полученных армированных анодных полотнах составило 18-2010 Ом. Через 3 месяца работа в условиях примера Мг 1, переходное сопротивление возросло до 3-910 Ом. Средний расход постоянного тока на 1 т катодного цинка составил 3 186 квт.час. Содержание свинца в катодном цинке составило 0,0076 процента.Полученные данные приведены в табл. Не 1.Как видно из таблицы Не 1, предложенный способ изготовления армированных анодных полотен упрощен на 4 операции в сравнении с прототипом, за счет сокращения трудоемких технологических операций сверления отверстий в титановых листах, прокатки свинцово-серебряных листов, их нагрева до 200 С,прокатки титана с наложенными на него свинцовосеребрянными листами, обработки наплывов, заварки торцевых сторон для герметичности. В предложенном способе изготовления армированных анодных полотен операция нанесения подслоя свинца на титановые лИсть 1 и последующей заливки их защитной оболочкой Технологичны и нетрудоемки.арМИрОВаННОГ Технолог Через 3 тОКа На 1 т катодноманодного Опер ШТ Месяца Катод Цинка Цинкаполотна Ч работы . ПО прототипу пример ММ п 121510 6810 3182 0.0076 По предлогаемому способу прИМер 11122 181910 69 я 10 3174 000.73 прИМер МЗ 192010 740) 3171 0.0071 прИМер 11124 181910 58 я 10 3168 0.0074 прИМер 11325 141610 81210 3240 0.0093 пример Мзб 2 182010 3910 3186 0.0076 Составитель Л.Д. Мареева Верстка МП КРИЦ - А.Н. Шанин, М.В. Семененко, Д.С.ИлЬичевОтветственный за выпуск 3.3. Фаизова
МПК / Метки
МПК: C25C 7/02
Метки: изготовления, армированного, получения, электролитического, анода, цинка, способ, свинцового
Код ссылки
<a href="https://kz.patents.su/4-940-sposob-izgotovleniya-armirovannogo-svincovogo-anoda-dlya-elektroliticheskogo-polucheniya-cinka.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления армированного свинцового анода для электролитического получения цинка</a>
Способ электролитического получения цинка
Номер патента: 580
Опубликовано: 15.03.1994
Авторы: Усольцев Юрий Михайлович, Волкова Наталья Александровна, Школьникова Наталья Ивановна, Крашенина Светлана Васильевна, Лавриков Виталий Владимирович
МПК: C25C 1/16
Метки: цинка, электролитического, способ, получения
Формула / Реферат:
Использование: цветная металлургия, в частности извлечение цинка электролизом из сернокислых растворов. Сущность: электролитическое получение цинка ведут осаждением его из сернокислых электролитов в присутствии промпродукта щелочного рафинирования свинца, предварительно разваренного в серной кислота при ее соотношении к сурьме, равном (8-10) : 1. смешанного с оксиэтилидендифосфоновой кислотой при ее отношении к сурьме 2:1.
Анодный сплав на основе свинца для электролитического получения цинка
Номер патента: 181
Опубликовано: 20.12.1993
Автор: Стерлин Семен Семенович
МПК: C22C 11/08
Метки: электролитического, цинка, анодный, сплав, основе, свинца, получения
Формула / Реферат:
Изобретение относится к сплавам на основе свинца, используемым для анодов при электролитическом производстве цинка. Анодный сплав на основе свинца содержит, мас. %: серебро 0,47-0,49; кальций 0,08-0,12; магний 0,11-0,18; цинк 0,05-0,07; висмут 0,009-0,015; свинец остальное. Аноды изданного сплава при плотности тока 600 А/м2 в электролите, содержащем 130-140 г/л цинка, 0,3 мг/л сурьмы, 1,5 мг/л кобальта, 0,15 мг/л меди, 250 мг/л хлора, 80 мг/л...
Способ электролитического получения цинка
Номер патента: 288
Опубликовано: 30.12.1993
Авторы: Крашенина Светлана Васильевна, Шлемов Юрий Павлович, Усольцев Юрий Михайлович, Волкова Наталья Александрова
МПК: C25C 1/16
Метки: электролитического, получения, способ, цинка
Формула / Реферат:
Изобретение относится к цветной металлургии, в частности к извлечению цинка электролизом из сернокислых растворов. Цель изобретения - удешевление процесса и улучшение качества катодного цинка по свинцу и меди. Цинк осаждают электролитическим способом из сернокислого раствора, содержащего сурьмосодержащую добавку, в качестве которой используют раствор трехоксида сурьмы в оксиэтилидендифосфоновой кислоте в количестве 0,2-0,3 мг/л сурьмы
Способ электролитического извлечения цинка
Номер патента: 579
Опубликовано: 15.03.1994
Авторы: Шлемов Юрий Павлович, Школьникова Наталья Ивановна, Блахов Сергей Борисович, Волкова Наталья Александровна, Усольцев Юрий Михайлович, Шлемова Ольга Георгиевна, Крашенина Светлана Васильевна
МПК: C25C 1/16
Метки: извлечения, цинка, способ, электролитического
Формула / Реферат:
Изобретение относится к цветной металлургии, в частности к извлечению цинка электролизом из сернокислых растворов. Цель изобретения - уменьшение шпамообразования. Электролитическое извлечение цинка из сернокислых растворов осуществляют в присутствии добавки - фосфорсодержащего комплексона, который вводят в количестве до 200 мг/л, в качестве фосфорсодержащего комплексона используют фосфоновую кислоту, содержащую одну или несколько фосфоновых...
Способ изготовления анодной штанги
Номер патента: 75
Опубликовано: 10.12.1993
Автор: Стерлин Семен Семенович
МПК: C25C 7/02
Метки: изготовления, штанги, способ, анодной
Формула / Реферат:
Изобретение относится к цветной металлургии и может быть использовано при изготовлении анодов для электролитического получения цинка. Цель изобретения - снижение эксплуатационных и материальных затрат. Шину выполняют из алюминия, а подслой на нее наносят расплавом свинца, содержащим 4-5 % цинка при 500-530 °С в течение 40-50 с.
Предыдущий патент: Способ изготовления двухрядного трубчатого алюминиевого змеевика
Следующий патент: Устройство для очистки мешков
Случайный патент: Устройство для сбора, хранения и утилизации медицинских отходов, изделий и инструментов медицинского назначения