Способ изготовления штанги для перфораторного бурения шпуров
Номер патента: 8530
Опубликовано: 15.11.2002
Авторы: Голубев Александр Иванович, Недобитков Сергей Семенович, Ахметов Малик Максутович, Россихин Глеб Борисович
Формула / Реферат
Изобретение относится к области производства штанг для перфораторного бурения шпуров.
Для получения высокопрочных штанг повышенной стойкости и, соответственно, повышения их срока службы после высадки бурта и окончательной механической обработки заготовку подвергают длительной изотермической выдержке (до 72 часов) при температуре 490-520 °С, причем выдержку осуществляют в потоке диссоциированного на 70-90 % аммиака с одновременным воздействием на атмосферу печи эмиссии заряженных частиц с поверхности предварительно введенного в рабочее пространство печи катализатора.
Текст
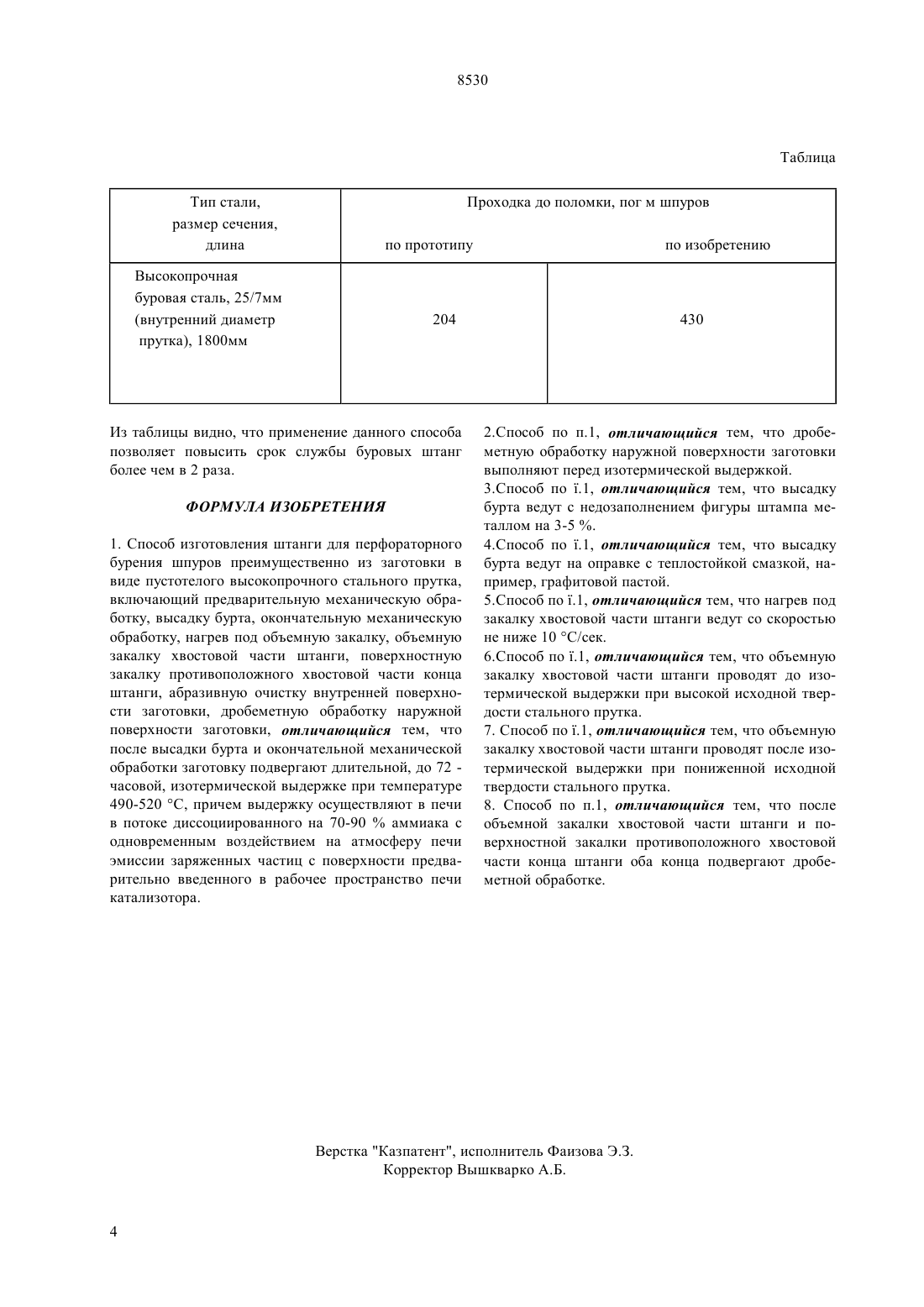
(51)621 9/00 НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Голубев Александр Иванович Россихин Глеб Борисович Ахметов Малик Максутович Недобитков Сергей Семенович(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ ДЛЯ ПЕРФОРАТОРНОГО БУРЕНИЯ ШПУРОВ штанг для перфораторного бурения шпуров. Для получения высокопрочных штанг повышенной стойкости и, соответственно, повышения их срока службы после высадки бурта и окончательной механической обработки заготовку подвергают длительной изотермической выдержке (до 72 часов) при температуре 490-520 С, причем выдержку осуществляют в потоке диссоциированного на 70-90 аммиака с одновременным воздействием на атмосферу печи эмиссии заряженных частиц с поверхности предварительно введенного в рабочее пространство печи катализатора. 8530 Изобретение относится к области производства инструмента для бурения шпуров перфораторами. Известен способ производства штанги для бурения шпуров перфораторами, включающий высадку бурта, электротермическую обработку заготовки по всей длине с контактного электронагрева под натяжением и механическую обработку, проводимую после электротермической обработки (авторское свидетельство СССР 1571086, кл. 21 1/78). Данный способ эффективен при изготовлении штанг из перлитной стали типа 55 С 2, а также при необходимости получения штанг с особо высокими упругими свойствами (например, штанг для самоходной техники). При других типах стали указанный способ не позволяет получить штанги с максимальным использованием их эксплуатационных возможностей. Ближайшим аналогом к изобретению является способ изготовления перфораторных штанг шведской фирмой Сандвик (.., . , , 1990... . , 1990). Согласно данному способу, исходный пустотелый пруток высокопрочной буровой стали предварительно механически обрабатывают, подвергают местному индукционному нагреву и высаживают на заготовке бурт, затем подвергают окончательной механической обработке. Высадку ведут на оправке (игле) для исключения перекрытия пустотелого прутка деформируемым металлом. Затем нагревают и производят объемную закалку заготовки в том месте, где должен быть хвостовик штанги. После этого производят изотермическую выдержку закаленного участка для отпуска. Делают это с расчетом, чтобы длина термообработанного участка была больше примерно на 25 мм длины ранее нагревавшегося под высадку индукционным нагревом участка. Затем закаливают поверхность противоположного конца заготовки (где должен быть конус или резьба), производят абразивную очистку канала, дробеметную обработку наружной поверхности для наведения на ней остаточных напряжений сжатия и антикоррозийную обработку. Недостатком этого способа является получение штанги, имеющей неодинаковую стойкость элементов. По данным эксплуатации стойкость хвостовика,бурта и прилегающего к бурту участка штанги длиной до 300 мм в 2-4 раза ниже стойкости средней части штанги, что обуславливает неполное использование ресурса дорогостоящей буровой стали. Экспериментально установлено, что причиной поломок в основном является незавершенность процессов отпуска закаленной легированной стали в результате недостаточной изотермической выдержки, следствием чего является высокая чувствительность стали к концентраторам напряжений, особенно поверхностных, и обусловленная этим низкая конструктивная прочность ее на участках с наиболее резко выраженной неравномерностью распределения напря 2 жений от прохождения ударного импульса и несоосности прилагаемой ударной нагрузки (хвостовик,прилегающий к нему участок, а также противоположный конец штанги). Наряду с отмеченным недостатком известного способа изготовления перфораторных штанг, не позволяющим реализовать заложенный в высокопрочном металле ресурс, является низкая блокирующая способность дробеметной обработки по подавлению действия дефектов поверхности как концентраторов напряжений. Как известно из практики машиностроения, дробеметный наклеп наиболее эффективен для тяжелонагруженных изделий в сочетании с другими методами упрочнения поверхности, например, после химикотермической обработки. Задача изобретения - разработка способа изготовления штанги для перфораторного бурения шпуров, обеспечивающего получение высокопрочных штанг повышенной стойкости и, соответственно,повышение их срока службы. Достигается это тем, что в способе изготовления штанг для перфораторного бурения шпуров преимущественно из заготовки в виде пустотелого высокопрочного стального прутка, включающем предварительную механическую обработку, высадку бурта, окончательную механическую обработку, нагрев под объемную закалку, объемную закалку хвостовой части штанги, поверхностную закалку противоположного хвостовой части конца штанги, абразивную очистку внутренней поверхности заготовки, дробеметную обработку наружной поверхности заготовки,согласно изобретению, после высадки бурта и окончательной механической обработки заготовку подвергают длительной (до 72 часов) изотермической выдержке при температуре 490-520 С, причем выдержку осуществляют в печи в потоке диссоциированного на 70-90 аммиака с одновременным воздействием на атмосферу печи эмиссии заряженных частиц с поверхности предварительно введенного в рабочее пространство печи катализатора. Параметры процесса определены исходя из следующего после изотермической выдержки свыше 72 часов развивается отпускная хрупкость, при температуре выдержки ниже 490 С не происходит насыщения поверхности заготовки азотом, а при температуре более 520 С снижается исходная прочность прутка. Оптимальная степень диссоциации аммиака 70-90 . Кроме того, дробеметную обработку наружной поверхности заготовки предпочтительно выполнять перед изотермической выдержкой. Кроме того, высадку бурта предпочтительно вести с недозаполнением фигуры штампа металлом на 3-5 во избежание сжатия иглы. Кроме того, высадку бурта предпочтительно вести на оправке с теплостойкой смазкой, например,графитовой пастой, чтобы не перегреть иглу. 8530 Кроме того, нагрев под закалку хвостовой части штанги предпочтительно вести со скоростью не ниже 10 С/сек, т. к. при скорости ниже 10 С стойкость штанги снижается. Кроме того, предпочтительно объемную закалку хвостовой части штанги проводить до изотермической выдержки при высокой исходной твердости стального прутка (например, 48 НС) и после - при пониженной исходной твердости прутка (40 НС),когда эксплуатационная твердость недостаточна. Кроме того, после объемной закалки хвостовой части штанги и поверхностной закалки противоположного конца штанги предпочтительно оба конца подвергнуть дробеметной обработке для наведения на них дополнительных напряжений сжатия. Способ осуществляют следующим образом. Заготовку в виде пустотелого прутка, например,шестигранного сечения, диаметром 25 мм и длиной 1,8 м высокопрочной хромоникельмолибденовой стали твердостью 40 НС подвергают предварительной механической обработке и последующему местному нагреву (контактному или индукционному) под высадку бурта. Бурт высаживают на теплостойкой игле (оправке) в закрытом штампе, например,на горизонтально - ковочной машине. Высадку ведут с интервалом 4-5 мин, чтобы не перегреть тонкую иглу, которую перед каждой высадкой смазывают теплостойкой пастой, например, графитовой, причем во избежание сжатия иглы высадку ведут с 3-5-ным недобором металла в фигуре штампа. С высаженного бурта снимают облой, выполняют окончательную механическую обработку хвостовой части штанг. Пустотелый пруток продувают абразивовоздушной смесью для удаления с внутренней поверхности прутка дефектного слоя, толщина которого обычно составляет 0,15 мм. Наружную поверхность прутка по всей длине подвергают дробеметной обработке стальной дробью, например, диаметром 0,81,5 мм при скорости дроби 80 м/сек., на глубину 0,15-0,20 мм. Обе поверхности обезжиривают например, бензином, а затем производят изотермическую выдержку заготовки. Изотермическую выдержку проводят в муфельной шахтной электропечи, например, США 8.56. Предварительно в рабочее пространство печи вводят катализатор (например, на основе металлов платиновой группы), активирующий процессы в печи,загружают печь прутками и герметизируют ее. Продувают муфель печи инертным газом или аммиаком и поднимают температуру. При температуре 490 С через муфель пропускают диссоциированный аммиак (на 70 ), при температуре 520 С подъем температуры прекращают и с точностью до 5 С под держивают ее в течение последующих суток (не более трех), т. е. осуществляют изотермическую выдержку. За это время в стали прутка происходят следующие процессы- пластически деформированный дробеметной обработкой поверхностный слой рекристаллизируется, приобретает мелкозернистое строение, что облегчает диффузию азота и обеспечивает повышенные пластические свойства поверхностного слоя- сердцевина прутка разгружается от структурных напряжений, приобретает максимальные для данной температуры отпуска пластические свойства благодаря перераспределению легирующих элементов и обогащению- фазы никелем, важнейшим элементом, сообщающим стали высокую конструктивную прочность- наведенный на поверхности прутка в результате внедрения азота в решетку железа сжатый слой парализует действие исходных дефектов и мест перемены сечений как концентраторов напряжений,компенсирует недостаток выгоревшего на предыдущих операциях, включая прокатку прутка, углерода,сглаживает разницу удельных объемов в структуре металла переходной зоны, а высокой твердостью своих нитридов (хрома и молибдена) и их химической инертностью препятствует появлению эксплуатационных повреждений и коррозии. Фактически при изотермической выдержке осуществляется одновременно и антикоррозийная обработка. По истечении изотермической выдержки пруток охлаждают вместе с печью, не прекращая подачу аммиака, степень диссоциации которого увеличивают до 90 для предупреждения пересыщения нитридного слоя стали прутка азотом. При температуре 200 С муфель печи продувают инертным газом(азотом), вскрывают печь и охлаждают заготовку до комнатной температуры. После перечисленных выше операций твердость данного прутка снижается до 36-39, что ниже требуемой твердости по условиям эксплуатации, поэтому затем хвостовую часть штанги подвергают нагреву под объемную закалку. Нагрев ведут со скоростью не ниже 10 /сек для подавления влияния переходной зоны, далее осуществляют объемную закалку хвостовой части, включая бурт и прилегающий к бурту участок длиной до 300 мм. После этого проводят поверхностную закалку противоположного конца штанги (конуса) и оба конца штанги подвергают дробеметной обработке для наведения на них дополнительных напряжений сжатия. Результаты испытания опытного образца штанги,изготовленной по изобретению, а также по способу,представленному в прототипе, отражены в таблице Из таблицы видно, что применение данного способа позволяет повысить срок службы буровых штанг более чем в 2 раза. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления штанги для перфораторного бурения шпуров преимущественно из заготовки в виде пустотелого высокопрочного стального прутка,включающий предварительную механическую обработку, высадку бурта, окончательную механическую обработку, нагрев под объемную закалку, объемную закалку хвостовой части штанги, поверхностную закалку противоположного хвостовой части конца штанги, абразивную очистку внутренней поверхности заготовки, дробеметную обработку наружной поверхности заготовки, отличающийся тем, что после высадки бурта и окончательной механической обработки заготовку подвергают длительной, до 72 часовой, изотермической выдержке при температуре 490-520 С, причем выдержку осуществляют в печи в потоке диссоциированного на 70-90 аммиака с одновременным воздействием на атмосферу печи эмиссии заряженных частиц с поверхности предварительно введенного в рабочее пространство печи катализотора. 2.Способ по п.1, отличающийся тем, что дробеметную обработку наружной поверхности заготовки выполняют перед изотермической выдержкой. 3.Способ по .1, отличающийся тем, что высадку бурта ведут с недозаполнением фигуры штампа металлом на 3-5 . 4.Способ по .1, отличающийся тем, что высадку бурта ведут на оправке с теплостойкой смазкой, например, графитовой пастой. 5.Способ по .1, отличающийся тем, что нагрев под закалку хвостовой части штанги ведут со скоростью не ниже 10 С/сек. 6.Способ по .1, отличающийся тем, что объемную закалку хвостовой части штанги проводят до изотермической выдержки при высокой исходной твердости стального прутка. 7. Способ по .1, отличающийся тем, что объемную закалку хвостовой части штанги проводят после изотермической выдержки при пониженной исходной твердости стального прутка. 8. Способ по п.1, отличающийся тем, что после объемной закалки хвостовой части штанги и поверхностной закалки противоположного хвостовой части конца штанги оба конца подвергают дробеметной обработке.
МПК / Метки
МПК: C21D 9/08, C23C 8/26, C21D 8/00
Метки: перфораторного, изготовления, способ, бурения, шпуров, штанги
Код ссылки
<a href="https://kz.patents.su/4-8530-sposob-izgotovleniya-shtangi-dlya-perforatornogo-bureniya-shpurov.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления штанги для перфораторного бурения шпуров</a>
Способ изготовления анодной штанги
Номер патента: 75
Опубликовано: 10.12.1993
Автор: Стерлин Семен Семенович
МПК: C25C 7/02
Метки: изготовления, способ, штанги, анодной
Формула / Реферат:
Изобретение относится к цветной металлургии и может быть использовано при изготовлении анодов для электролитического получения цинка. Цель изобретения - снижение эксплуатационных и материальных затрат. Шину выполняют из алюминия, а подслой на нее наносят расплавом свинца, содержащим 4-5 % цинка при 500-530 °С в течение 40-50 с.
Устройство для бурения шпуров
Номер предварительного патента: 1431
Опубликовано: 15.12.1994
Автор: Жихорь Евгений Абрамович
МПК: E21C 5/08
Метки: бурения, устройство, шпуров
Формула / Реферат:
Изобретение относится к горному делу, а именно, к буровой технике и может быть использовано для бурения шпуров в горных выработках. Для уменьшения кривизны пробуренных шпуров, снижения нагрузки от вращающего момента и осевого усилия с изогнутой части штанги, в устройстве для бурения шпуров, содержащем корпус с укрепленными на нем приводом, направляющей втулкой и расположенным в его полости направляющим углом с размещенной в нем гибкой штангой,...
Штанга для ударного бурения шпуров перфораторами
Номер предварительного патента: 6299
Опубликовано: 15.06.1998
Авторы: Ахметов Малик Максутович, Разов Александр Игоревич, Сандыбаев Ильдос Тулепбергенович, Голубев Александр Иванович
МПК: E21B 17/00
Метки: штанга, ударного, перфораторами, шпуров, бурения
Формула / Реферат:
Изобретение относится к горному делу, а именно, к штангам для ударного бурения шпуров перфораторами.Для повышения надежности штанги, содержащей стержень с элементом для присоединения буровой коронки, хвостовик и ограничительный бурт, включающий обойму, её ограничительный бурт состоит из металлических сухарей плотно прилегающих и прикрепленных к стержню, охваченных обоймой, выполненной из сплава , обладающего эффектом памяти формы, например, из...
Устройство для бурения прилегающих шпуров
Номер предварительного патента: 3805
Опубликовано: 16.09.1996
Автор: Попов Вадим Николаевич
МПК: E21C 9/00
Метки: шпуров, бурения, устройство, прилегающих
Формула / Реферат:
Изобретение относится к горному делу, в частности к оборудованию для бурения шпуров и скважин.Устройство для бурения прилегающих шпуров, включающее буровую штангу, буровую коронку и направляющий элемент, отличающееся тем, что на буровой штанге над коронкой установлена втулка, соединенная сваркой с направляющим элементом, и закреплено уопрное кольцо, а между упорным кольцом и втулкой установлена пружина. Направляющий элемент выполнен...
Способ изготовления мебели и деталей, устройство для ее изготовления, деталь мебели
Номер патента: 5833
Опубликовано: 15.01.1998
Авторы: Моссбек, Нильс
МПК: B29C 43/10, B05C 3/12, A47C 7/16...
Метки: способ, устройство, мебели, изготовления, деталь, деталей
Формула / Реферат:
Изобретение относится к способу и устройству для изготовления мебели и деталей мебели, деталь мебели или мебель, при котором картон или волокнистый материал типа картона соединяют, накладывая его слоями друг на друга, с прослойкой из клея холодного отверждения. Картонную полосу после нанесения клея навивают вокруг сердечника с образованием полой навитой заготовки и затем формуют между внутренними и внешними формообразующими элементами во время...
Предыдущий патент: Средство для очистки сточных вод и способ его получения
Следующий патент: Способ изготовления защищенной от подделки бумаги
Случайный патент: Листотрубная теплоприемная панель гелиоколлектора