Способ изготовления канатных анкеров
Номер патента: 622
Опубликовано: 15.03.1994
Авторы: Антропов Борис Петрович, Мисюрин Анатолий Иванович, Прокушев Георгий Адрианович, Пешков Геннадий Николаевич, Мещеряков Геннадий Васильевич, Воронин Анатолий Иванович, Силантьев Александр Сергеевич, Исаков Виктор Афанасьевич, Вульферт Виктор Робертович, Крутиков Юрий Евгеньевич, Трезнюк Александр Петрович, Волик Александр Иванович, Лейднер Карл Карлович, Петяхин Виктор Николаевич
Формула / Реферат
Использование: изобретение относится к горной промышленности и может быть использовано для предварительного крепления вмещающих пород длинными канатными анкерами при веерном расположении скважин. Целью изобретения является расширение технологических возможностей способа путем обеспечения возможности крепления вееров скважин. Раскрепление каната на отдельные пряди ведут на величину, превышающую длину максимального анкера в веере скважин, а отдельные элементы отрезают разной длины с расплетенного каната разной длины, при этом вытягивание элементов производят поочередным закреплением одного конца каждого из отрезанных элементов на подвижной каретке, а другого конца в зажиме пневмоцилиндра.
Текст
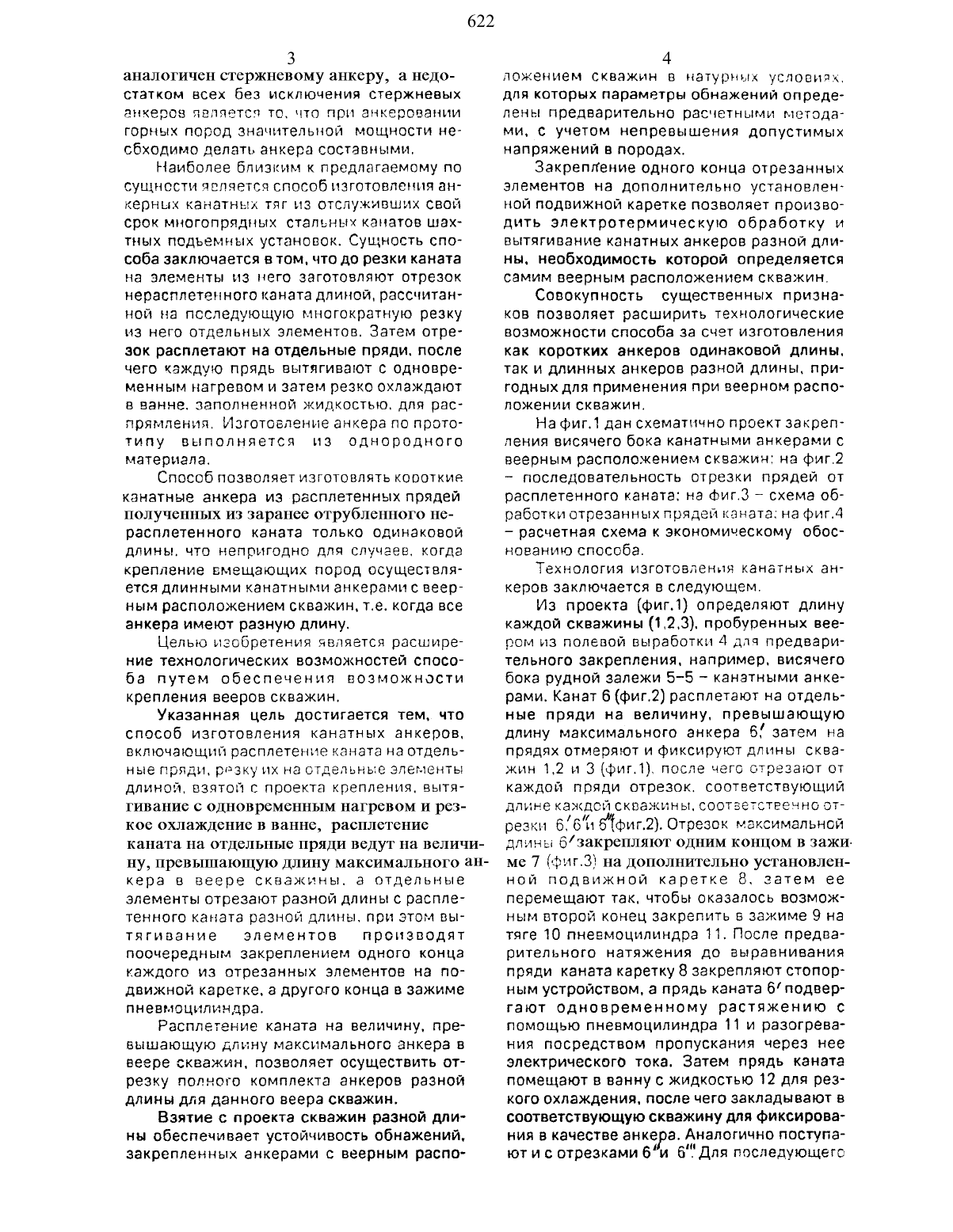
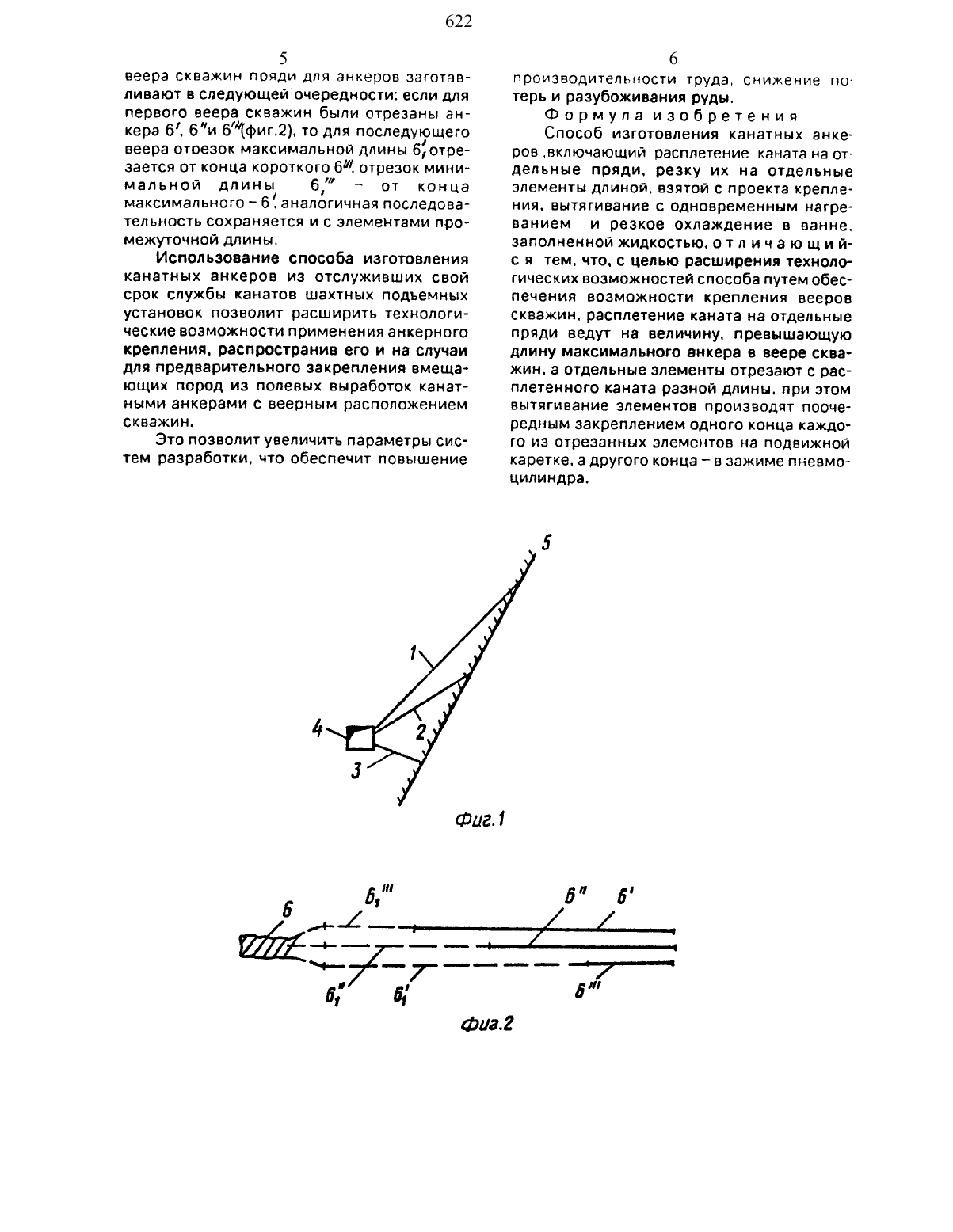
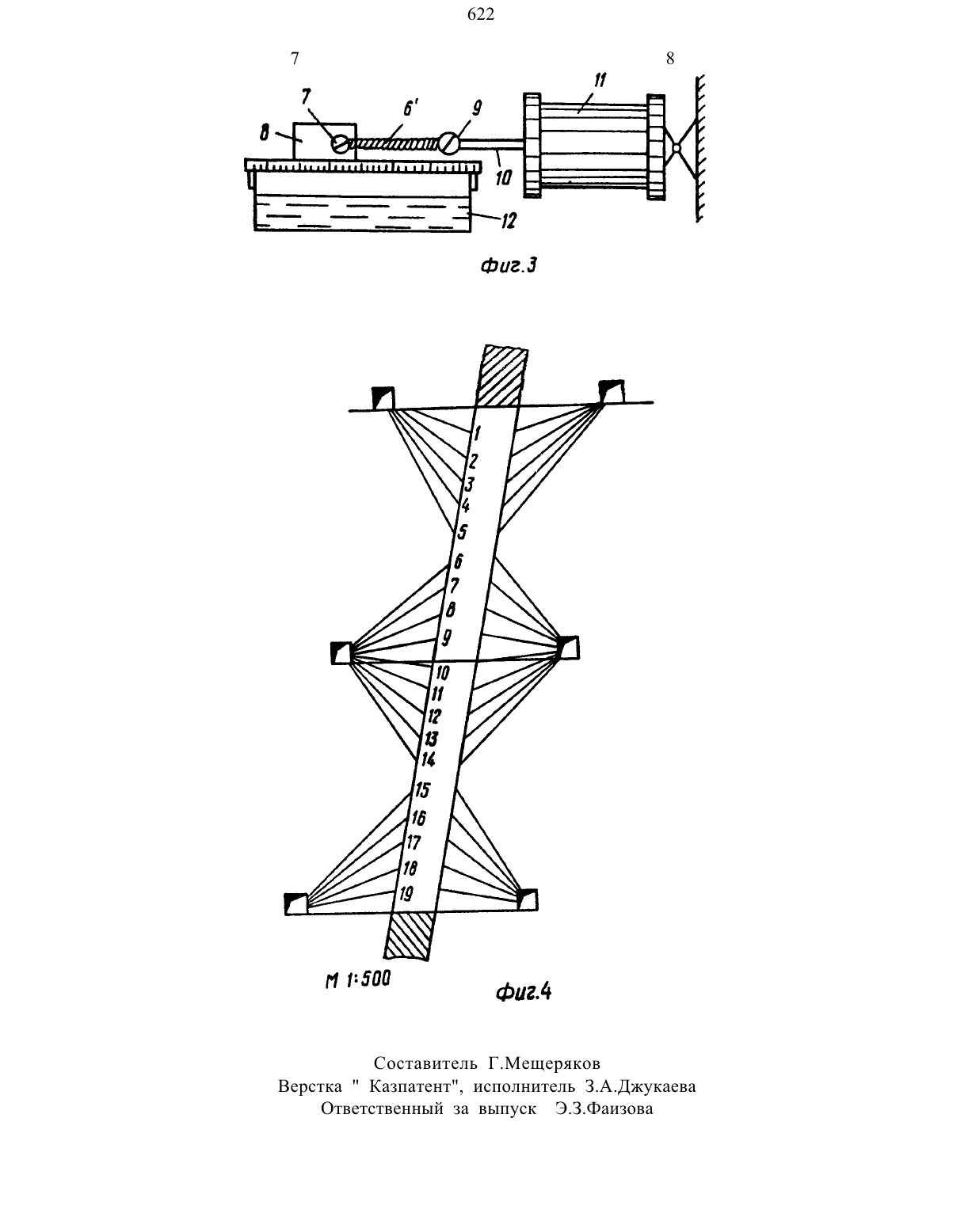
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(73) Институт горного дела НАН РКк горной промышленности и может быть ис Изобретение ОТНОСИТСЯ К горному ДСЛ И МОЖСТ ОЬТТЬ ИСПОЛЬЗОВЗНО ДЛЯ КрСПЛСНИЯ вмещающих ПОрОД КаНаТНЫМИ анкерами С веерным расположением скважин. ИЗВССТСН СПОСОб ИЗГОТОВЛСНИЯ арматур ного каркаса для трубчатого анкера. сущность которого заключается в сворачивании плоской металлической сетки в трубу. пропускании продольных синтетических нитей между продольными элементами сетки и перематы-вании синтетическими нитями трубы навивками в виде спирали с последующим покрытием сформированного каркаса полимерным связующим с отвердителем.Недостатком способа является то. что синтетические нити и металлическая сетка имеют разные модули упругости. благодаряпопьзовано для предварительного крепленив вмещающих пород длинными канатными анкерами при веерном расположении скважин. Целью изобретения является расширение технологических возможностей способа путем обеспечения возможности крепления вееров скважин. Раскрепление каната на отдельные пряди ведут на величину. превышающую длину максимального анкера в веере скважин. а отдельные элементы отрезают разной длины с расплетенного каната разной длины, при этом вытягивание элементов производят поочередным закреплением одного конца каждого из отрезанных элементов на подвижной каретке. а дрУгого конца в зажиме пневмоцилиндра. 4 ил.чему при нагружении они будут деформироваться по-разному. обособленно или оазДСЛЬНО, ЧТО снижает надежность трубчатог анкера. Так. если при нагружении трубчатоГО анкера В МЕТЗЛПИЧЕСКОЙ сетке ВОЗНИКНУТ предельные деформации. то те же самые деформации для синтетической нити могут бЫТь ЛИШЬ НЗЧЗЛЬНЫМИ, В ОЭЗУЛЬТЭТЭ ЧЗГО ПООИЗОЙДЕТ разрушение вначале МЕТЗЛЛИЧЕ СКОЙ СЕТКИ. а затем И синтетических нитей. Модуль упругости полимерного связующего также отличается от модулей упругости металлической сетки и синтетической нити,чем еще больше усугубляется указанный эфФект.Кроме того. после покрытия арматурного каркаса полимерным связующим с отвердителем трубчатый анкер будетаналогичен стержневому анкеру, а недоСТЗТКОМ ВСЕХ 663 ИСКПЮЧЭНИЯ стержневых анкеров является то. что при анкерованьти горных пород значительной мощности необходимо делать анкера составными.Наиболее близким к предлагаемому по сущности является способ изготовления анкерных КЭНЭТНЫХ ТЯГ 1.13 ОТСЛУЖИВШИХ СВОЙ СРОК многопрядттьтх СТЭПЬНЫХ КЭНЗТОВ ШЗХ тных подъемных установок. Сущность способа заключается в том. что до резки каната на элементы из него заготовляют отрезок нерасплетенного каната длиной, рассчитанной на последующую многократную резку из него отдельных элементов. Затем отрезок расплетают на отдельные пряди. после чего каждую прядь вытягивают с одновременным нагревом и затем резко охлаждают В ВЭННВ. ЗЭПОЛНЕННОЙ ЖИДКОСТЬЮ. ДЛЯ рЭС прямпенътя. Изготовление анкера по прототипу выполняется из однородного матертлала.Способ позволяет изготовлять коооткие канатные анкера из расплетенных прядей ПОЛУЧСННЫХ ИЗ заранее ОТРУбЛСННОГО Нерасплетенного каната только одинаковой длины. что непригодно для случаев. когда креплению вмещающих пород осуществляется длинными канатными анкерами с веерным расположением скважин. т.е. когда все анкера имеют разную длину.Целью изобретения является расширение технологических возможностей способа путем обеспечения возможности крепления вееров скважин.Указанная цель достигается тем. что способ изготовления канатных анкеров. ВКПЮЧЭЮЩНЙ расплетение КЭНЭТЗ На ОТДВЛЬНЫЕ Пряди, резку ИХ На ОТДЭГЧЬНЬСС ЭЛЕМЕНТЫ длиной. взятой с проекта крепления. вытяГИВаНИС С ОДНОВРСМСННЫМ НЗГРСВОМ И рСЗКОС ОХЛЗЖДСНИС В ванне, расплстениеканата на ОТДЕЛЬНЫЕ ПрЯДИ ВСДУТ на ВЕЛИЧИНу, ПРСВЬПШЗЮЩУЮ ДЛИНу МЗКСИМЗЛЬНОГО анкера в веере скважины. а отдельные элементы отрезают разной длины с расплетенного каната разной длины. при этом вытягивание элементов производят поочередным закреплением одного конца каждого из отрезанных элементов на подвижной каретке. а другого конца в зажиме пневмоцилиндра.Расплетение каната на величину. превышающую длину максимального анкера в веере скважин, позволяет осуществить отрезку полного комплекта анкеров разной длины для данного веера скважин.Взятие с проекта скважин разной длины обеспечивает устойчивость обнажений. закрепленных анкерами с веерным распо 4 ложением СКВЭЖИН В НаТурНЫХ ъ/СЛОВИПК,для которых параметры обнажении определены предварительно расчетными методаМИ. С УЧЕТОМ непревышения ДОПУСТИМЫХ напряжений в породах.Закрепление одного конца отрезанных элементов на дополнительно установленной подвижной каретке позволяет производить электротермическую обработку и вытягивание канатных анкеров разной длины. необходимость которой определяется самим веерным расположением скважин.Совокупность существенных признаков позволяет расширить технологические возможности способа за счет изготовления как коротких анкеров одинаковой длины. так и длинных анкеров разной длины. пригодных для применения при веерном расположении скважин.На фиг дан схематично проект закреппения висячего бока канатными анкерами с веерным расположением скважин на фиг.2 последовательность отрезки прядей от расплетенного каната на Фиг.3 схема обработки отрезанных прядей каната на фиг.4 расчетная схема к экономическому обоснованию способа.Технология изготовления канатных анкеров заключается в следующем.Из проекта (фит) определяют длину каждой скважины (123). пробуренных веером из полевой выработки 4 для предварительного закрепления. например. висячего бока рудной залежи 5-5 канатными анкерами. Канат б (фиг.2) расплетают на отдельные пряди на величину. превышающую длину максимального анкера 65 затем на прядях отмеряют и фиксируют длины скважин 1.2 и 3 (фит). после чего отрезают от каждой пряди отрезок. соответствующий ДПИНЕ КЭЖДОЙ СКВЗЖИНЫ. СООТЭТСТЕЕННО ОТрезки 636/11 тфигщ. Отрезок максимальной ДЛИНЫ бзакрспляют ОДНИМ КОНЦОМ В зажиме 7 (фигЗ) на Дополнительно установленной подвижной каретке 8. затем ее перемещают так. чтобы оказалось возможным второй конец закрепить в зажиме 9 на тяге 10 пневмоцилиндра 11. После предварительного натяжения ДО выравнивания пряди каната каретку 8 закрепляют стопорным устройством, а прядь каната 6 подвергают одновременному растяжению с помощью пневмоцилиндра 11 и разогревания посредством пропускания через нее электрического тока. Затем прядь каната помещают в ванну с жидкостью 12 для резкого охлаждения. после чего закладывают в соответствующую скважину для фиксирования в качестве анке а. Аналогично поступают и с отрезками 6 и 6.Для последующеговеера СКВЗЖИН ПОЯДИ ДЛЯ анкеров ЗЭГОТЗВ ливают в следующей очередности если для первого веера скважин были отрезаны анкера б, би б(фиг.2). то для последующего веера отрезок максимальной длины б отрезается от конца короткого б отрезок минимальной длины 6 от конца МЗКСИМЭПЬНОГО ЭНЭЛОГИЧНЭЯ ПОСЛЭДОВЗ тельность сохраняется и с элементами промежуточной длины.Использование способа изготовления канатных анкеров из отслуживших свой срок службы канатов шахтных подъемных установок позволит расширить технологические возможности применения анкерного крепления. распространив его и на случаи для предварительного закрепления вмещающих пород из полевых выработок канатными анкерами с веерным расположением СКВЗЖИН.Это позволит увеличить параметры систем разработки. что обеспечит повышениеПООИЗВОДИТЕПЬНОСТИ труда. СНИЖЕНИЕ ПО терь и разубоживания руды.Способ изготовления канатных анкеров включающий расплетение каната на отдельные пряди. резку их на отдельные элементы длиной. взятой с проекта крепления. вытягивание с одновременным нагреванием и резкое охлаждение в ванне. заполненной жидкостью. о т п и ч а ю щ и йс я тем. что. с целью расширения технологических возможностей способа путем обеспечения возможности крепления вееров скважин. расплетение каната на отдельные пряди ведут на величину. превышающую длину максимального анкера в веере скважин. а отдельные элементы отрезают с расплетенного каната разной длины. при этом вытягивание элементов производят поочередным закреплением одного конца каждого из отрезанных элементов на подвижной каретке. а другого конца в зажиме пневмоцилиндра.Составитель Г.МеЩеряков Верстка Казпатент, Исполнитель 3.А.Джукаева Ответственный за выпуск Э.З.ФаИ 3 ова
МПК / Метки
МПК: E21D 20/00
Метки: способ, анкеров, канатных, изготовления
Код ссылки
<a href="https://kz.patents.su/4-622-sposob-izgotovleniya-kanatnyh-ankerov.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления канатных анкеров</a>
Способ упрочнения свода горной выработки
Номер патента: 306
Опубликовано: 30.12.1993
Авторы: Вульферт Виктор Робертович, Брим Гарри Вильгельмович, Трезнюк Александр Петрович, Воронин Анатолий Иванович
МПК: E21D 11/00
Метки: способ, свода, упрочнения, горной, выработки
Формула / Реферат:
Изобретение относится к области горной промышленности и может быть использовано при строительстве подземных сооружений. Цель изобретения - сокращение материальных и трудовых затрат. Способ упрочнения свода горной выработки включает бурение шпуров радиального направления, введение в них гибкого анкера и закрепление его в смежных шпурах. Шпуры бурят на глубину, симметрично изменяющуюся от центрального шпура, длина которого составляет 0,25-0,4...
Способ определения прочности закрепления анкера в шпуре
Номер патента: 308
Опубликовано: 30.12.1993
Авторы: Искаков Б.И., Башкеев Г.Е.
МПК: E21D 20/00
Метки: определения, закрепления, шпуре, анкера, прочности, способ
Формула / Реферат:
Изобретение относится к горному делу, в частности к способам определения прочности закрепления анкеров в шпурах, и может использоваться в любой отрасли, где применяются трубчатые анкера с гидравлическим распором. Цель изобретения - упрощение процесса и создание неразрушающего способа определения прочности закрепления анкера в шпуре. Способ определения прочности закрепления анкера в шнуре включает установку трубчатого анкера в шпур с нагнетанием...
Способ изготовления двухкомпонентных взрывчатых веществ при заряжании
Номер патента: 325
Опубликовано: 30.12.1993
Авторы: Боев Александр Васильевич, Мицук Анатолий Иванович, Скоробогатов Владимир Максимович
МПК: F42D 3/04
Метки: изготовления, способ, веществ, взрывчатых, двухкомпонентных, заряжании
Формула / Реферат:
Изобретение относится к горной промышленности, к способам получения простейших ВВ из селитры и нефтепродукта непосредственно в процессе заряжания. Цель - расширение области применения способа за счет повышения качества ВВ путем более глубокого проникновения нефтепродукта в поры селитры. Способ изготовления двухкомпонентных ВВ при заряжании, включает подачу аммиачной селитры и нефтепродукта в камеру, находящуюся под разрежением, подачу смеси...
Способ изготовления полиграфической продукции и машина для его осуществления К.Н.Сыздыкова
Номер патента: 465
Опубликовано: 15.03.1994
Автор: Сыздыков Казбек Нугербекович
МПК: B41F 17/00
Метки: изготовления, способ, продукции, полиграфической, осуществления, машина, к.н.сыздыкова
Формула / Реферат:
Сущность изобретения: способ включает бумагоделательный процесс с формированием бумажных листов, процесс нанесения красок цветного изображения на печатную форму, процесс многокрасочной плоской печати и брошюровочно-переплетный процесс. Перед нанесением краски печатную форму нагревают до температуры испарения воды и затем покрывают водой. Печатный процесс совмещают с бумагоделательным и брошюровочно-переплетными процессами. Краски наносят с обеих...
Спичка Майлибаева и способ изготовления спичек
Номер патента: 523
Опубликовано: 15.03.1994
Автор: Майлибаев Марат Муратович
МПК: C06F 5/00
Метки: майлибаева, спичек, изготовления, спичка, способ
Формула / Реферат:
Изобретение касается производных замещенных кислот, в частности бис-[N-(4-дифенилоксид-4-[N-фталимид -4-карбонил]-4 - трифениламин)малеимида] (АК) в качестве основы малогорючих сшитых полиимидных пресс-композиций и связующих, что может быть использовано в производстве полимеров. Цель - создание новых мономеров указанного класса, обеспечивающих высокую термоустойчивость, лучшие адгезионные и когезионные свойства. Синтез АК ведут из...
Предыдущий патент: Крепеукладчик
Следующий патент: Предохранительный клапан гидростоек шахтных крепей
Случайный патент: Измельчитель соломы ИС-23Е к комбайну "Енисей-1200М"