Устройство для непрерывного прессования металлов и сплавов
Номер патента: 25862
Опубликовано: 15.07.2013
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович
Формула / Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения.
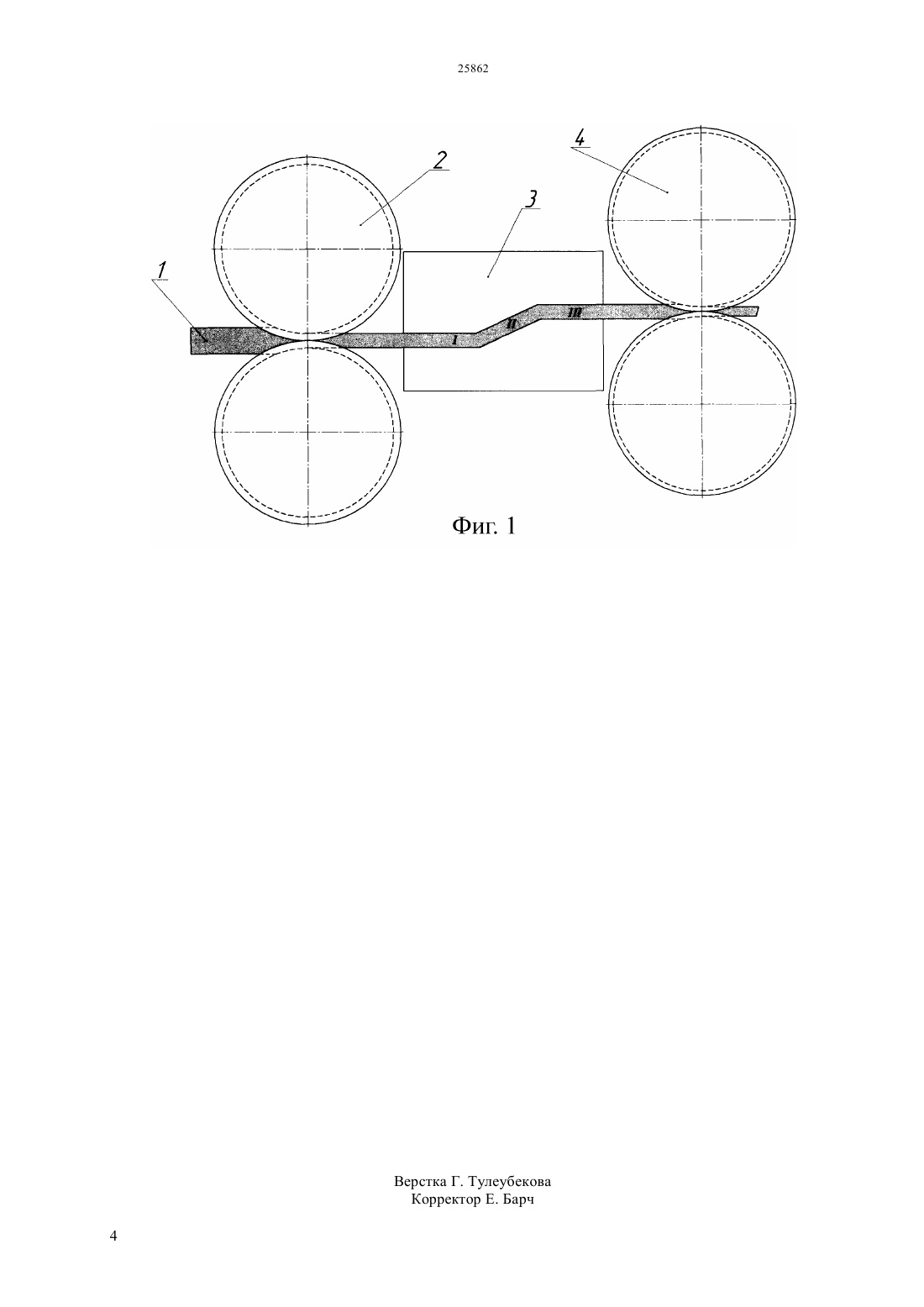
Устройство для непрерывного прессования металлов и сплавов включает два валка, один из которых выполнен с ручьем, другой - с выступом, образующие рабочий калибр, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, на выходе из матрицы установлено еще два валка, один из которых так же выполнен с ручьем, а другой - с выступом, образующие рабочий калибр.
Технический результат, получаемый при использовании изобретения, заключается в возможности осуществить в материале заготовки деформацию сдвига при прохождении заготовки через канал матрицы и обеспечения непрерывности процесса прессования.
Текст
(51) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Устройство для непрерывного прессования металлов и сплавов включает два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых(входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, на выходе из матрицы установлено еще два валка, один из которых так же выполнен с ручьем, а другой - с выступом,образующие рабочий калибр. Технический результат, получаемый при использовании изобретения,заключается в возможности осуществить в материале заготовки деформацию сдвига при прохождении заготовки через канал матрицы и обеспечения непрерывности процесса прессования(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич Панин Евгений Александрович(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ(57) Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения. Изобретение относится к обработке металлов давлением, а именно к прессованию заготовок, и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов. Известно устройство для прессования равноканальная ступенчатая матрица для прессования, содержащая пуансон и матрицу,имеющую три канала, два из которых (крайние) параллельны друг другу, а средний канал расположен под углом к каждому из них Предварительный патент РК 15279 215/00. Равноканальная матрица для прессования заготовок./ Найзабеков А.Б., Ашкеев Ж.А., Толеуова А.Р., Голумбовская С.Ю., 2003 Однако известное устройство для прессования имеет существенный недостаток - ограничение по размерам деформируемых заготовок. В частности,по длине, т.к. длина исходных заготовок определяется длиной входного и выходного канала матрицы, которые в свою очередь ограничиваются рабочим пространством используемого кузнечноштамповочного оборудования. Наиболее близким к заявленному техническому решению является устройство для непрерывного прессования металла, включающее два валка, один из которых выполнен с ручьем, другойс выступом, образующие рабочий калибр, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам Предпатент РК 23802 215/00. Устройство для непрерывного прессования металла./Найзабеков А.Б., Лежнев С.Н.,Панин Е.А., 2011 Недостатком известного устройства является то,что данное устройство не обеспечивает непрерывность процесса деформирования, так как после того,как все заготовки будут продеформированы, в матрице останется последняя,недодеформированная заготовка. Задачей данного изобретения является улучшение качества металла заготовки без существенного изменения исходных размеров заготовки и повышение производительности процесса прессования. Это достигается тем, что устройство для непрерывного прессования металлов и сплавов,включает две двухвалковые клети, один валок каждой клети выполнен с ручьем, другой - с выступом, образующие рабочий калибр, между клетями установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых(входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам. Имеющиеся в устройстве калиброванные валки за счет резервных сил трения проталкивают заготовку неограниченной длины через каналы матрицы, обеспечивая полную непрерывность процесса прессования, т.е. первая пара валков проталкивает заготовку через каналы матрицы, а вторая пара валков вытягивает заготовку 2 из матрицы. Наличие в матрице среднего канала расположенного под углом к входному и выходному каналам,позволяет развивать значительные сдвиговые деформации во всем объеме обрабатываемой заготовки при незначительном изменении ее начальных размеров. Изобретение поясняется рисунком,представленным на фиг.1, где 1- заготовка, 2 первая пара калиброванных валков, 3 равноканальная ступенчатая матрица, 4 - вторая пара калиброванных валков, - входной канал матрицы, - промежуточный (деформирующий) канал матрицы, - выходной канал матрицы. Прессование в данном устройстве осуществляется следующим образом. Предварительно нагретая до температуры деформирования заготовка подается к прокатным валкам, которые за счет сил контактного трения захватывают е в калибр валков, а на выходе из него проталкивают через каналы равноканальной ступенчатой матрицы. После того, как заготовка передним концом выходит из матрицы, она попадает в калибр второй пары валков, которая вытягивает ее из матрицы. Пример Был проведен эксперимент, основной задачей которого являлось повышение качества заготовок за счет реализации больших значений сдвиговых деформаций при незначительном изменении размеров поперечного сечения исходной заготовки. Для исследования изменений происходящих в металле при циклическом деформировании заготовок в предлагаемом устройстве были изготовлены заготовки из аллюминия марки АК 6,размерами 20 х 15 х 1000 мм. Исходные заготовки подвергали деформированию в устройствах для непрерывного прессования заготовок и в равноканальной ступенчатой матрице. В каждом устройстве деформировали по 5 образцов. Исходный размер зерна аллюминиевых заготовок составлял 3.2 мкм. Первую партию заготовок размерами 20 х 15 х 1000 мм деформировали в предлагаемом устройстве для непрерывного прессования металлов и сплавов. Для этого заготовки, предварительно нагретые до температуры прессования 500 С,подавали к прокатным валкам, которые за счет сил контактного трения захватывали е в калибр валков,а на выходе из него проталкивали через каналы равноканальной ступенчатой матрицы. После того,как заготовка полностью вышла из калибра валков,к ним подавалась следующая заготовка, которая,пройдя через валки и попав в матрицу, выталкивала ранее продеформированную заготовку из матрицы. В это же время первая заготовка вытягивалась из матрицы второй парой валков. Таким образом, к концу процесса были продеформированы все 5 образцов. Анализ результатов исследования микроструктуры заготовок после деформирования в предлагаемом устройстве показал, что после одного прохода размер зерна составил 1,6-1,7 мкм, при этом размеры заготовки составили 1519,21041,5 мм. При этом размеры поперечного сечения уменьшились с 300 мм 2 до 288 мм 2. Вторую партию заготовок размерами 20 х 15 х 1000 мм деформировали в ранее известном устройстве для непрерывного прессования заготовок с одной парой валков аналогичным образом. К концу процесса были полностью продеформированы 4 образца, а последний пятый(недодеформированный) образец остался в матрице. Размер зерна при деформировании заготовок в данном устройстве составил 1,7-1,8 мкм, размеры заготовки после деформирования при этом составили 17 х 17,4 х 1014,2 мм. При этом размеры поперечного сечения уменьшились с 300 мм 2 до 295,8 мм 2. Цикл деформирования заготовок в устройствах для непрерывного прессования металла в обоих случаях составил 1 минуту. Из-за ограничения рабочего пространства гидравлического пресса деформированию в равноканальной ступенчатой матрице подвергали заготовки размерами 20 х 15 х 100 мм. Деформирование осуществлялось следующим образом. Предварительно нагретые до температуры прессования 500 С заготовки подавали в заходной канал матрицы и под действием силы передаваемой прессом пуансону, проталкивали заготовку через промежуточный канал матрицы в выходной канал. После поднятия ползуна пресса вверх в месте с пуансоном в заходной канал матрицы подавалась следующая заготовка, которая под действием приложенной подвергалась деформированию в промежуточном канале матрице и выталкивала из матрицы предыдущую заготовку. Как и в прошлом случае, к концу процесса были полностью продеформированы 4 образца, а последний пятый(недодеформированный) образец остался в матрице. Анализ результатов исследования микроструктуры после деформирования в равноканальной ступенчатой матрицах показал, что размер зерна после одного цикла деформирования составляет 1,8-1,9 мкм при размерах заготовки равных 19,514,9103,2 мм. При этом размеры поперечного сечения уменьшились с 300 мм 2 до 290,55 мм 2. Цикл деформирования заготовок в равноканальной ступенчатой матрице для прессования также составил 1 минуту. Как видно из результатов исследований деформирования заготовок в выше рассмотренных инструментах во всех случаях обеспечивается получение металла с мелкозернистой структурой. Но при использовании равноканальной ступенчатой матрицы ограничение по размерам исходной заготовки приводит к увеличению времени деформирования заготовок в данной матрице по сравнению с деформированием заготовок в предлагаемом устройстве для непрерывного процесса прессования для получения аналогичного по объему продеформируемого металла. Так для получения заготовки с суммарной длиной 1000 мм на деформирование в равноканальной ступенчатой матрице необходимо затратить в среднем 10 минут. Устройство же для непрерывного прессования заготовок с использованием одной пары калиброванных валков, так же как и равноканальная ступенчатая матрица приводит к возникновению так называемого пресс-остатка, т.е. после окончания процесса деформирования в матрице остается последняя, недодеформированная заготовка. Это приводит к тому, что после деформирования каждой партии заготовок потребуется разборка матрицы для прессования и извлечение, так называемого прессостатка из каналов матрицы, а это в свою очередь приводит к снижению производительности процесса прессования. При использовании же устройства с двумя парами калиброванных валков были успешно продеформированы все образцы, поскольку в этом случае обеспечивалась полная непрерывность процесса. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металлов и сплавов, включающее два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых(входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличающееся тем, что на выходе из матрицы установлены еще два валка,один из которых так же выполнен с ручьем, а другой
МПК / Метки
МПК: B21J 5/00
Метки: прессования, металлов, устройство, непрерывного, сплавов
Код ссылки
<a href="https://kz.patents.su/4-25862-ustrojjstvo-dlya-nepreryvnogo-pressovaniya-metallov-i-splavov.html" rel="bookmark" title="База патентов Казахстана">Устройство для непрерывного прессования металлов и сплавов</a>
Устройство для непрерывного прессования металлов
Номер инновационного патента: 26892
Опубликовано: 15.05.2013
Авторы: Лежнев Сергей Николаевич, Панин Евгений Александрович
МПК: B21J 5/00
Метки: непрерывного, металлов, прессования, устройство
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного и квадратного сечения.Устройство для непрерывного прессования металла, включающее два валка с гладкой бочкой, на выходе из которых установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для непрерывного прессования металла
Номер патента: 23802
Опубликовано: 14.09.2012
Авторы: Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович, Лежнев Сергей Николаевич
МПК: B21C 25/00, B21J 5/00
Метки: прессования, устройство, металла, непрерывного
Текст:
...МУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металла, включающее два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе которого установлена матрица, отличающееся тем, что матрица имеет три последовательно расположенных канала одинакового поперечного сечения, два из которых - входной и выходной - параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для прессования
Номер предварительного патента: 15701
Опубликовано: 16.05.2005
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич
МПК: B21J 5/00
Метки: прессования, устройство
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к прессованию заготовок иможет быть использовано для прессования изделийиз стали и сплавов.Устройство для прессования содержит пуансони матрицу, имеющую канал, состоящий из двух участков, расположенных под углом друг к другу, приэтом в наклонном участке канала установлены ролики.Технический результат - снижение трения заготовки о стенки...
Устройство для углового прессования с контролируемым противодавлением
Номер инновационного патента: 22996
Опубликовано: 15.10.2010
Авторы: Андреященко Виолетта Александровна, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: противодавлением, устройство, контролируемым, углового, прессования
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.Устройство для углового прессования с контролируемым противодавлением, содержащее пуансон и матрицу с расположенными в ней двумя каналами, пересекающимися под углом друг к другу, отличающееся тем, что между промежуточным и выходным каналами матрицы установлены валки с регулируемой скоростью вращения, с целью осуществления...
Устройство для углового прессования
Номер инновационного патента: 20970
Опубликовано: 16.03.2009
Авторы: Найзабеков Абдрахман Батырбекович, Андреященко Виолетта Александровна, Лежнев Сергей Николаевич
МПК: B21J 5/00
Метки: устройство, углового, прессования
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
Предыдущий патент: Способ полива
Следующий патент: Устройство для непрерывного прессования металла
Случайный патент: Конструкция фильтра обсадной колонны и способ сооружения приемной части эксплуатационной скважины