Устройство для сварки полимерных рукавов для зарядов ВВ

Формула / Реферат
Изобретение относится к горному делу, м.б. использовано при заряжании обводненных скважин на открытых горных работах и позволяет повысить производительность формирования рукава и качество свариваемого шва для пленок различной толщины. В пустотелой штанге узла подачи присадочного материала установлен вал 1, на одном конце которого закреплена шестерня (Ш) 2, входящая в зацепление с зубчатым колесом 3 механизма протяжки рукава, на другом - закреплены протягивающие ролики (Р) 4 с насечкой и коническая Ш 5, входящая в зацепление с Ш 6, вал которой связан с прижимным Р 8 формирования сварного шва. Установлен Р 8 на подпружиненном рычаге 9, закрепленном на рукавообразователе 10 с возможностью регулирования его усилия поджатия. Подача присадочного прутка в сварочный узел производится с барабана 11 посредством протягивающего Р 4 с насечкой и установленного на рычаге 9 Р 12. Сварочный узел состоит из корпуса с рубашкой охлаждения, в котором закреплена трубка с нагревателем. На входном конце трубки установлена термопара, соединенная с входом механизма для контроля и управления т-рой сварочного механизма, и сопло. Пленка, поступающая на рукавообразователь 10, сворачивается в рукав. Одновременно с колеса 3 вращение передается Ш 2 и валу 1. Начинают вращаться Р 4 и Ш 5. Крутящий момент через Ш 6 передается Р 8, Р 4 и 12 осуществляют постоянную подачу присадочного прутка в сварочный узел, где происходит расплавление и вытеснение расплава через сопло между сложенными внахлест краями рукава, С помощью Р 8 формируется сваркой шов.
Текст
(73) Казахский национальный технический университет(54) УСТРОЙСТВО для СВАРКИ ПОЛИМЕРНЫХ РУКАВОВ ДЛЯ ЗАРЯДОВ ВВ(57) Изобретение относится к горному делу, м.б. использовано при заряжании обводненных скважин на открытых горных работах и позволяет повысить производительность формирования рукава и качество свариваемого Шва для пленок различной толщины. В пустотелой Штанге узла подачи присадочного материала установлен вал 1,на одном конце которого закреплена Шестерня(Ш) 2, входящая в зацепление с зубчатым колесом 3 механизма протяжки рукава, на другом закреплены протягивающие ролики (Р) 4 с насечкой и коническая Ш 5, входящая в зацепление сШ 6, вал которой связан с прижимным Р 8 формирования сварного шва. Установлен Р 8 на подпружиненном рычаге 9, закрепленном на рукавообразователе 10 с возможностью регулирования его усилия поджатия. Подача присадочного прутка в сварочный узел производится с барабана 11 посредством протягивающего Р 4 с насечкой и установленного на рычаге 9 Р 12. Сварочный узел состоит из корпуса с рубашкой охлаждения, в котором закреплена трубка с нагревателем. На входном конце трубки установлена термопара,соединенная с входом механизма для контроля и управления т-рой сварочного механизма, и сопло. Пленка, поступающая на рукавообразователь 10,сворачивается в рукав. Одновременно с колеса 3 вращение передается Ш 2 и валу 1. Начинают вращаться Р 4 и Ш 5. Крутящий момент через Ш 6 передается Р 8, Р 4 и 12 осуществляют постоянную подачу присадочного прутка в сварочный узел, где происходит расплавление и вытеснение расплава через сопло между сложенными внахлест краями рукава, С помощью Р 8 формируется сваркой щов.Изобретение относится к области горного дела н может найти применение при заряжании обводненных скважин на открытых горных работах.Целью изобретения является повышение производительности формирования рукава и повышение качества свариваемого шваНа фиг. 1 представлено устройство в кинематической связи с механизмом для формирования рукава на фиг. 2 - разрез сварочного механизма на фиг. 3 и 4 - зарядная машина с установленным на ней устройством для сварки полимерных рукавов.Устройство сварки полимерных рукавов для зарядов ВВ состоит из узла подачи присадочного материала, включающего пустотелую Штангу, в которой на подшитшиках установлен вал 1, на одном конце которого закреплена шестерня 2,входящая в зацепление с зубчатым колесом 3 механизма протяжки рукава. На другом конце вала закреплены протягивающие ролики 4 с насечкой и коническая шестерня 5, входящая в зацепление с конической шестерней 6, вал которой связан посредством карданной передачи 7 с прижимным роликом 8 формирования сварного шва. Последний установлен на подпружиненном рычаге 9,закрепленном на рукавообразователе 10. Рычаг 9 установлен с возможностью регулирования его усилия поджатия. Подача присадочного прутка непосредственно в сварочный узел производства с катушки 11 посредством протягивающего ролика 4 с насечкой и ролика 12, установленного на подпружиненном рычаге.Сварочный узел состоит из корпуса 13, в котором имеется полость 14 и рубашка охлаждения 15 с двойными стенками. В корпусе 13 закреплена трубка 16, на которой поверх слюдяной прокладки уложен нагреватель 17. На входном конце трубки 16 установлена термопара 18 для измереНИЯ И регулирования температуры ВЫХОДЯЩСГО расплава полиэтилена, а также сопло 19.Охлаждающая жидкость подается в полости по штуцерам 20. На нагреватель сварочного узла при работе подается напряжение через терморегулятор 21, который автоматически поддерживает заданную температуру расплава экструдируемой присадки.Для учета длины сформированного заряда служит счетчик 22. Наличие счетчика позволяет контролировать глубину скважины.Устройство сварки полимерных рукавов для зарядов ВВ кинематически связано с механизмом формирования и подачи заряда в скважину. Механизм формирования и подачи содержит гидромотор 23, червячный редуктор 24, рулонодержатель 25, направляющий ролик 26, материалопроводящую трубу 27 с закрепленными на ней рукавообразователем 10 и опорными роликами 28. В верхней части материалопроводящей трубы выполнено окно 29, завешанное изнутри эластичной шторкой. На выходном валу червячного редуктора 24 закреплена ведущая шестерня 30. В зацеп 1941ление с ней входят промежуточная шестерня 31,зубчатые колеса 3 и 32, передающие вращающий момент на две вал-шестерни 33 и 34, на которых закреплены протягивающие ролики 35 и 36. Валшестерни установлены с возможностью качания относительно зубчатых колес 3 и 32 посредством качающихся опор 37. Это позволяет при выключенном гидромоторе свободно разводить протягивающие ролики 35 и 36 и производить заправку пленки Между ними и опорными роликами 28 вокруг материалопроводящей трубы 27.При включенном гидромоторе посредством зубчатых колес 3 и 32 вращающий момент передается вал-шестерня 33 и 34. Возникающее при этом окружное усилие зацепления надежно приЭКИМЗСТ протягивающие рОЛИКИ К ОПОрНЫМ, В результате чего производит притягивание рукава.Устройство монтируется на транспортную базу 38, на которой закреплен бункер 39 для ВВ,оснащенный подающими шнеками 40, служащий для разгрузки бункера через вьшускную течку 41 механизма формирования и подачи заряда в скважину и устройства для сварки полимерных рукавов, закрепленного на ране транспортной базы при помощи кронштейна 42.Описание работы устройства для сварки полимерных рукавов приведено на примере работы МЗШИНЪ 1 ДЛЯ заряжания ОбВОДНСННЫХ СКВБКИН неводоустойчивым ВВ.Затруженная взрывчатым веществом транспортно-зарядная машина наезжает на скважину. При выключенном приводе на рулонодержатель 25 устанавливается рулон с полиэтиленовой пленкой, а на катушкодержателе закрепляется катушка 11 с присадочным прутком из полиэтилена. Полиэтиленовая пленка, огибая направляющий ролик 26, заправляется в зазор между материалопроводящей трубой 27 и рукавообразователем 10, опорными роликами 28 и протягивающими роликами 36 и 35. Присадочный пруток с катушки 11 подается между протягивающим роликом 4 и роликом 12 в сварочный узел.Включается сварочное устройство. Через 710 с после его прогрева включается гидромотор 23 механизма протяжки рукава. При этом крутящий момент передается червячному редуктору 24. С шестерни 30, закрепленной на выходном валу редуктора, вращение передается через промежуточную шестерню 31 и зубчатые колеса 3 и 32 вал-шестерням 33 и 34 с закрепленными на них протягивающими роликами 35 и 36, которые,прижимаясь к опорным роликам 28 за счет окружного усилия зацепления, протягивают пленку. Пленка в виде ленты с рулона, попадая на рукавообразователь 10, сворачивается в рукав. Одновременно с зубчатого колеса 3 вращение передается шестерне 2 и валу 1. Начинают вращаться протягивающий ролик 4 с насечкой и коническая шестерня 5, крутящий момент с которой через коническую шестерню 6 и карданную передачу 7 передается прижимному ролику 8. Ролики 4 и 12 осуществляют постоянную подачу присадочногопрутка в сварочный узел, где происходит расплавление и вытеснение расплава через сопло 19 между сложенными внахлест краями рукава. С помощью прижимного ролика 8 формируется сварной щов.Терморегулятор 21 обеспечивает постоянство температуры расплава при изменении скорости протяжки и колебании температуры окружающей среды.Выходящий из устройства готовый рукав перевязывается, включается счетчик 22, показЬ 1 вающий длину сформированного заряда, включаются подающие щнеки 40, открывается шиберный затвор и ВВ из бункера 39 транспортнозарядной машины через выпускной материал установлен вал 1, на одном конце которого закреплена шестерня (Ш) 2, входящая в зацепление с зубчатым колесом 3 механизма протяжки рукава,на другом - закреплены протягивающие ролики(Р) 4 с насечкой и коническая Ш 5, входящая в зацепление с Ш 6, вал которой связан с прияситиным Р 8 формирования сварного шва. УстановленР 8 на подпружиненном рычаге 9, закрепленном на рукавообразователе 10 с возможностью регулирования его усилия поджатия. Подача присадочного прутка в сварочный узел производится с барабана 11 посредством протягивающего Р 4 с насечкой и установленного на рычаге 9 Р 12. Сварочный узел состоит из корпуса с рубашкой охлаждения, в котором закреплена трубка с натревателем. На входном конце трубки установлена термопара, соединенная с входом механизма для контроля и управления т-рой сварочного механизма, и сопло. Пленка, поступающая на рукавообразователь 10, сворачивается в рукав. Одновременно с колеса 3 вращение передается Ш 2 и валу 1. Начинают вращаться Р 4 и Ш 5. Крутящий момент через Ш 6 передается Р 8. Р 4 и 12 осуществляют постоянную подачу присадочного прутка в сварочный узел, где происходит расплавление и вытеснение расплава через сопло между сложенными внахлест краями рукава. С помочью Р 8 формируется сваркой шов.Верстка Казпатент, исполнитель Любимов И.Ю. Корректор Горпиненко Т.И. Ответственный за выпуск Фаизова Э.З.
МПК / Метки
МПК: E21C 37/00
Метки: сварки, зарядов, полимерных, рукавов, устройство
Код ссылки
<a href="https://kz.patents.su/4-1941-ustrojjstvo-dlya-svarki-polimernyh-rukavov-dlya-zaryadov-vv.html" rel="bookmark" title="База патентов Казахстана">Устройство для сварки полимерных рукавов для зарядов ВВ</a>
Устройство для сварки деталей из полимерных материалов
Номер патента: 1187
Опубликовано: 15.09.1994
Авторы: Тагиров Сайфутдин Велибегович, Швайченко Геннадий Михайлович, Солдатенко Леонид Анатольевич, Непомнящий Аркадий Самуилович, Сидоров Геннадий Михайлович
МПК: B29C 65/02
Метки: устройство, сварки, полимерных, материалов, деталей
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может быть использовано для формовки и сварки объемных деталей одежды, изготовленных из нетканых материалов, состоящих из полимерных волокон, в частности, полумаски респиратора. Устройство для сварки деталей из полимерных материалов содержит установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлен сварочный блок, привод перемещения траверсы в...
Устройство для сварки деталей из термопластичных материалов
Номер патента: 870
Опубликовано: 15.06.1994
Автор: Костоусов Николай Кузьмич
МПК: B29C 65/18
Метки: деталей, сварки, устройство, материалов, термопластичных
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может быть использовано для теплоизоляции трубопроводов тепловых сетей, сетей водопровода и других трубопроводов при бесканальной прокладке. Цель - повышение качества сварного соединения при сварке трубчатых деталей. Для этого устройство для сварки деталей из термопластичных материалов снабжено зубчатым венцом, выполненным со съемным сегментом, и шестернями, оси которых закреплены на раме. Оси...
Устройство для сварки деталей из полиолефинов
Номер патента: 170
Опубликовано: 20.12.1993
Авторы: Непомнящий Аркадий Самуилович, Солдатенко Леонид Анатольевич, Колпаков Юрий Евгеньевич
МПК: B29C 65/18
Метки: деталей, устройство, сварки, полиолефинов
Формула / Реферат:
Изобретение относится к области сварки пластмасс и деталей из полиолефинов. Устройство для сварки деталей из полиолефинов содержит установленный на станине многопозиционный стол с приводом, подвижную траверсу, на которой установлены сварочные блоки по числу сварных швов, привод перемещения траверсы в вертикальной плоскости, механизм съема деталей в приемный бункер. Новым в устройстве является то, что каждый сварочный блок выполнен в виде двух...
Способ испытания полимерных элементов кабельного изделия и устройство для его реализации
Номер патента: 709
Опубликовано: 15.03.1994
Автор: Сенчило Виктор Григорьевич
МПК: G01R 31/14
Метки: устройство, изделия, реализации, полимерных, способ, испытания, кабельного, элементов
Формула / Реферат:
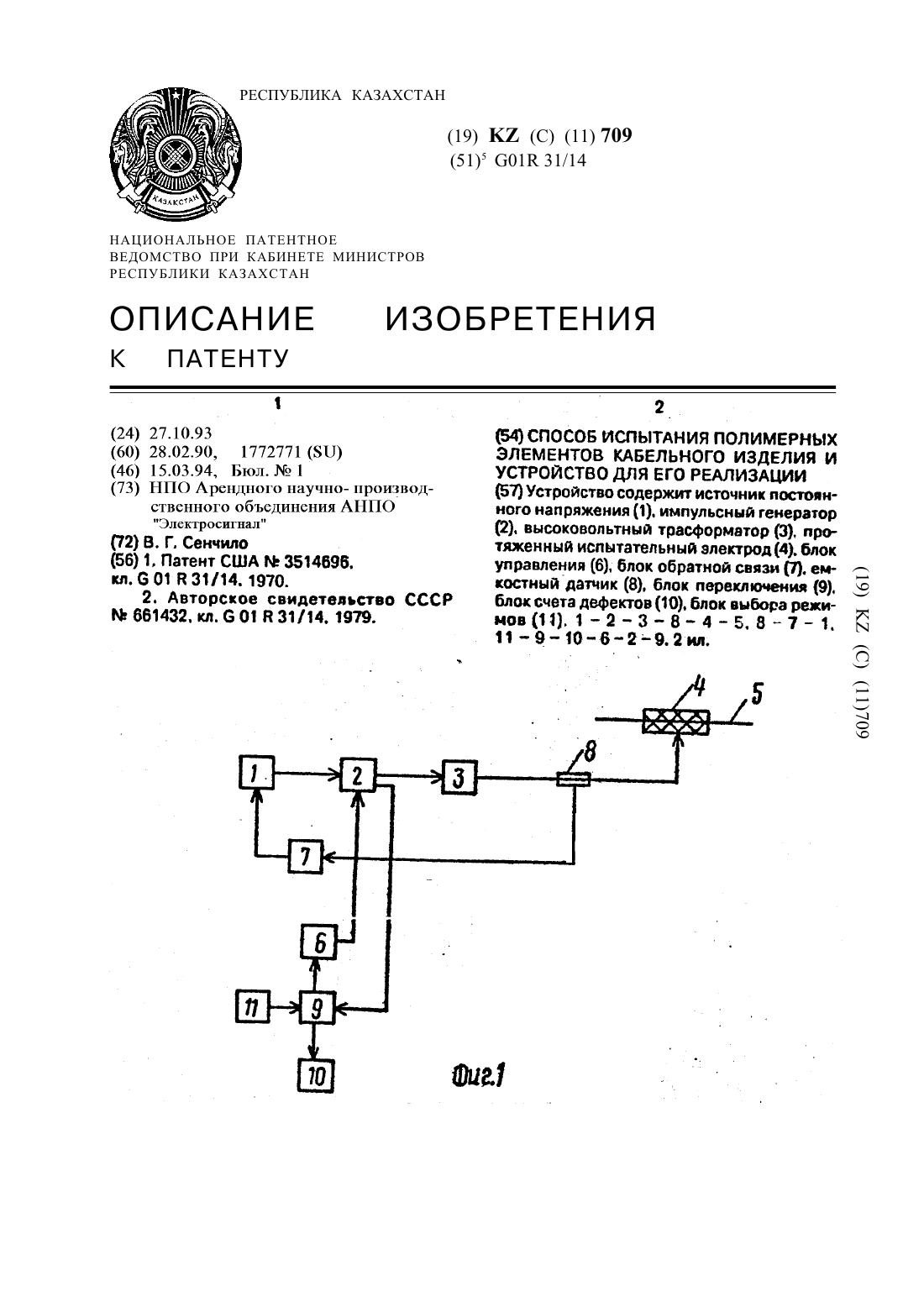
Устройство содержит источник постоянного напряжения (1), импульсный генератор (2), высоковольтный трасформатор (3), протяженный испытательный электрод (4), блок управления (6), блок обратной связи (7), емкостный датчик (8), блок переключения (9), блок счета дефектов (10), блок выбора режимов (И). 1-2-3-8-4-5,8-7-1, 11-9-10-6-2-9.
Машина для продольной контактной роликовой сварки корпусов банок
Номер патента: 1182
Опубликовано: 15.09.1994
Авторы: Маттиас Фрей, Вилли Мюлер, Вернер Зуттер
МПК: B23K 11/06
Метки: банок, продольной, контактной, корпусов, сварки, роликовой, машина
Формула / Реферат:
Использование: в оборудовании для изготовления корпусов банок путем продольной роликовой сварки. Сущность изобретения: машина включает сварочный трансформатор с вторичным витком. Вторичный виток содержит сварочную головку с вращающимся первым кронштейном с закрепленным на его конце верхним электродным роликом. Кроме того, вторичный виток содержит два шинопровода, связывающих трансформатор со сварочной головкой и вторым кронштейном. Оба...
Предыдущий патент: Конструкция колонкового заряда шпуров и скважин
Следующий патент: Способ образования врубовой полости
Случайный патент: Способ фотоэлектрохимического аккумулирования солнечной энергии