Инструмент для протяжки заготовок
Номер патента: 13794
Опубликовано: 15.08.2006
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Ашкеев Жасулан Аманжолович
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно к свободной ковке слитков и заготовок и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов.
Инструмент для протяжки заготовок, содержащий верхний и нижний бойки, состоящие каждый из двух скрещивающихся вкладышей, при этом скрещивающиеся вкладыши каждого бойка установлены с зазором по отношению друг к другу. Изобретение позволяет повысить качество металла поковок.
Текст
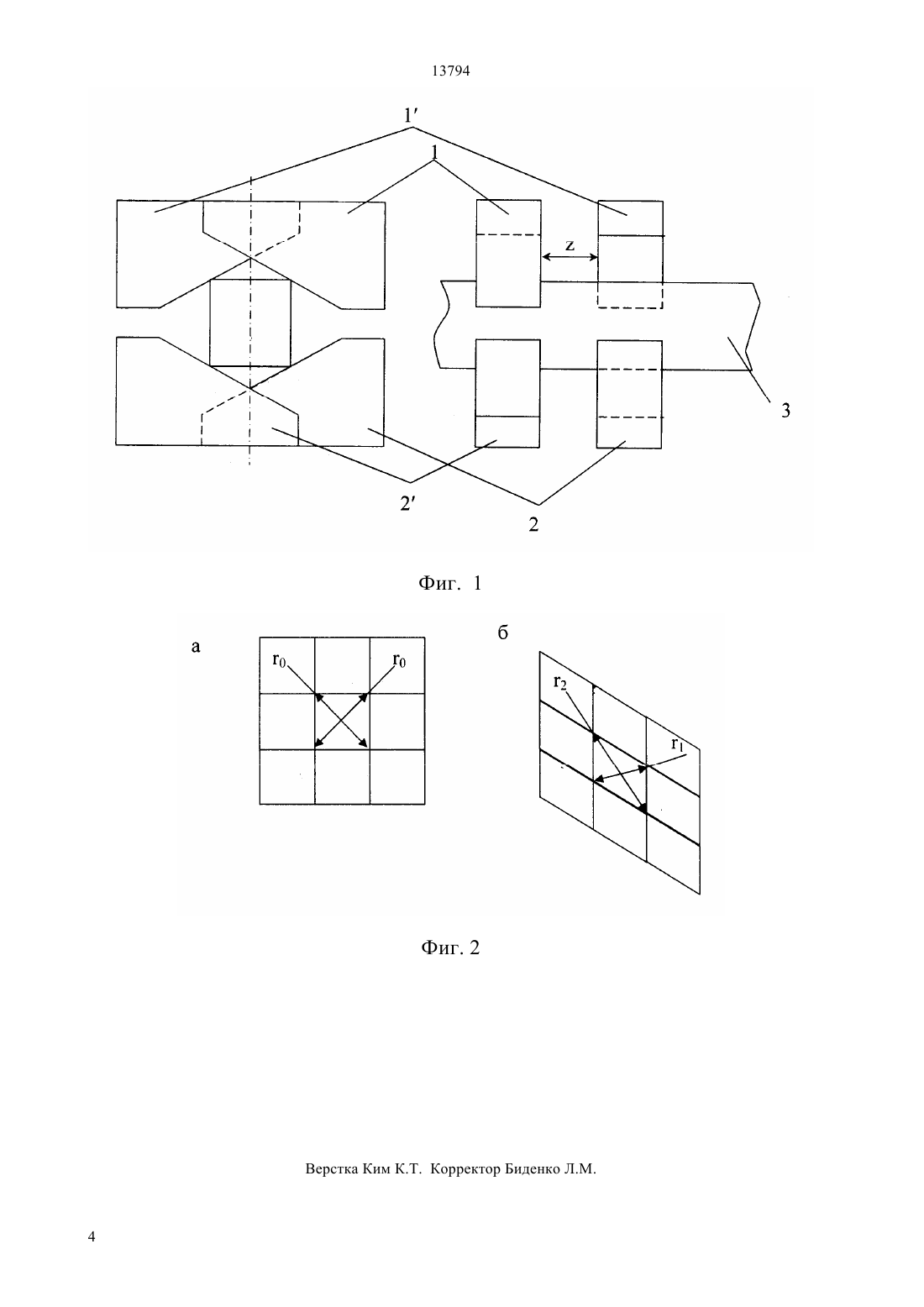
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к обработке металлов давлением, а именно к свободной ковке слитков и заготовок и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов. Инструмент для протяжки заготовок, содержащий верхний и нижний бойки, состоящие каждый из двух скрещивающихся вкладышей, при этом скрещивающиеся вкладыши каждого бойка установлены с зазором по отношению друг к другу. Изобретение позволяет повысить качество металла поковок.(72) Найзабеков Абдрахман Батырбекович Ашкеев Жасулан Аманжолович Лежнев Сергей Николаевич(73) Закрытое акционерное общество Карагандинский металлургический институт Министерства образования и науки Республики Казахстан(54) ИНСТРУМЕНТ ДЛЯ ПРОТЯЖКИ ЗАГОТОВОК 13794 Изобретение относится к обработке металлов давлением, а именно к свободной ковке слитков и заготовок и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов. Известен инструмент для реализации операции протяжки, содержащий верхний и нижний плоские бойки (Охрименко Я.М. Технология кузнечноштамповочного производства. М. Машиностроение, 1966). Однако известный инструмент для реализации операции протяжки не обеспечивает повышение качества металла поковок, причиной чего является то, что с увеличением контактной поверхности из-за действия контактных сил трения часть объема геометрического очага деформации оказывается в зонах затрудненной деформации. Следствием появления зон затрудненной деформации является локализация преимущественного течения металла в форме ковочного креста. Локализация деформации в зоне ковочного креста приводит к повышенному тепловыделению и опасности разрушения металла в этих зонах и к недостаточной проработке структуры в остальном объеме заготовки и неравномерной структуре по сечению. Известен инструмент для протяжки заготовок,содержащий верхний и нижний бойки с вырезами,имеющими наклонные к плоскости разъема рабочие боковые поверхности, при этом боковые рабочие поверхности каждого бойка расположены крестнакрест (а. с. 393018, кл. В 2113/02, 1973). Недостатком известного инструмента является то, что в процессе деформирования на поверхности образцов появляются срезы, приводящие к снижению качества поковок. Техническим результатом изобретения является возможность осуществления в материале заготовки деформации сдвига и избежание перерезания заготовок, что повышает качество металла поковок. Это достигается тем, что в инструменте для протяжки, содержащем верхний и нижний бойки,состоящие каждый из двух скрещивающихся вкладышей, скрещивающиеся вкладыши каждого бойка установлены с зазором по отношению друг к другу. Изобретение поясняется чертежами, где на фиг. 1 приведено устройство вид спереди и сбоку,на фиг. 2 - изменение координатной сетки в процессе деформирования в скрещивающихся бойках. Инструмент включает скрещивающиеся вкладыши верхнего бойка 1 и 1, 2 и 2, зазор между скрещивающимися вкладышами - , предназначенные для деформирования заготовки 3. Деформирование осуществляется следующим способом. Заготовку 3 подают в скрещивающиеся бойки и обжимают. При воздействии на заготовку боковыми поверхностями происходит пластический сдвиг одной части заготовки относительно другой. После деформирования ее по всей длине она кантуется на 90 и осуществляется второй проход. Пример. Был проведен эксперимент, основной задачей которого является повышение качества поковок за счет полного закрытия дефектов металла и 2 больших значений сдвиговых деформаций при незначительном изменении размеров поперечного сечения исходной заготовки. Для изучения закрытия осевого дефекта при деформировании заготовок в скрещивающихся бойках был проведен эксперимент. С целью изучения этого явления свинцово-сурьмянистые заготовки с осевым цилиндрическим отверстием были продеформированы в скрещивающихся бойках новой(между скрещивающимися вкладышами предусмотрен зазор) и известной конструкций. Деформирование первой партии образцов с габаритными размерами 35100 мм и осевым отверстием диаметром 06 мм осуществляли в новой конструкции скрещивающихся бойков (фиг. 1). Для этого свинцово-сурьмянистую заготовку помещали в бойки и производили протяжку с величиной абсолютной подачи, равной 18 мм и относительным обжатием 6 . После деформирования ее по всей длине заготовку кантовали на 90 и опять производили протяжку с теми же значениями абсолютной подачи и относительного обжатия. В конце второго прохода мы получили поковку прямоугольного поперечного сечения размерами 29,8 х 23,2 без поверхностных дефектов. Пропускание керосина через отверстие, которое используется для фиксирования закрытия отверстия путем прекращения движения жидкости по отверстию показало, что после второго прохода внутреннее осевое сквозное отверстие закрылось полностью. Уков при деформировании заготовок в предлагаемых скрещивающихся бойках составил 1,39. Аналогичные заготовки с осевыми искусственными дефектами деформировали в ранее известной конструкции скрещивающихся бойков с тем же уковом, что и в предлагаемой конструкции. Пропускание керосина через отверстие показало, что осевые отверстия также закрылись полностью. Но в отличие от поковок, откованных в новой конструкции скрещивающихся бойков на поверхности поковок,откованных в данной конструкции скрещивающихся бойков, наблюдается перерезание волокон металла. На втором этапе исследования провели двухфакторный эксперимент с целью определения оптимальных параметров бойков. В качестве параметров оптимизации были выбраны интенсивность деформации сдвига УГ и поверхность заготовки, так как при кручении заготовка претерпевает сдвиговые деформации, которые благоприятно влияют на структуру металла, что дает возможность получать поковки с необходимым качеством при минимальном изменении размеров исходной заготовки, что приводит к снижению качества поковок. Интенсивность деформации сдвига после каждого опыта определяли по формуле 13794 координатной сетки, нанесенной на торцевую поверхность деформируемого образца (фиг. 2), используя формулы 1, 2 - конечные размеры диагоналей искаженной координатной сетки. Так как деформирование производили в условиях плоской деформации, то компонента малой 1(0 / 1 ),2(0 / 2 ),деформации 30. где 0 - начальный размер диагональной координатМатрица планирования эксперимента приведеной сетки на в табл. 1. Таблица 1 Матрица планирования Опыт 1 2 3 4 Параметр оптимизации Вид контактной поверхности Есть срезы и вмятины Есть небольшие срезы Наружных дефектов нет Дефекты не наблюдаются Параметры варьирования эксперимента представлены следующими данными. Таблица 2 Параметры варьирования Фактор Уравнение регрессии, связывающее параметр оптимизации с факторами, имеет вид У 01122,где В 0, В 1, В 2 - коэффициенты регрессии, определяемые методом наименьших квадратов (Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. М. Наука, 1976). При этом все коэффициенты регрессии оказались значимыми, поэтому окончательно уравнение регрессии запишется в виде У 0,4560,1041-0,0112 Интерпретируя данную модель, можно сделать вывод, что максимальное значение интенсивности деформации сдвига достигается с увеличением угла наклона скрещивающихся вставоки уменьшением величины зазорамежду вкладышами бойков. Однако необходимо отметить, что с уменьшением за Значение фактора на уровне нижнем 25 10 зора наблюдается перерезание волокон металла на контактной поверхности заготовки. Анализ результатов эксперимента показал, что наилучшие значения параметра оптимизации достигаются при деформировании заготовок в скрещивающихся бойках с углом наклона вставок 35 и величине зазора между ними 15 мм, т. к. в этом случае заготовка после деформирования не имеет поверхностных дефектов, а интенсивность деформации сдвига составляет величину Г 0,55. ФОРМУЛА ИЗОБРЕТЕНИЯ Инструмент для протяжки заготовок, содержащий верхний и нижний бойки, состоящие каждый из двух скрещивающихся вкладышей, отличающийся тем, что скрещивающиеся вкладыши каждого бойка установлены с зазором по отношению друг к другу.
МПК / Метки
МПК: B21J 13/02
Метки: заготовок, инструмент, протяжки
Код ссылки
<a href="https://kz.patents.su/4-13794-instrument-dlya-protyazhki-zagotovok.html" rel="bookmark" title="База патентов Казахстана">Инструмент для протяжки заготовок</a>
Предыдущий патент: Способ прогнозирования постэкстракционной экссудативной реакции у больных набухающей катарактой
Следующий патент: Гидравлический ориентатор направленного бурения
Случайный патент: Устройство для нагрева асфальтовой массы