Черпак с отверстиями для удаления цинкового дросса с зеркала ванны
Номер полезной модели: 957
Опубликовано: 14.06.2013
Авторы: Орлов Александр Александрович, Виников Юрий Федорович, Шайдулов Борис Равильевич, Кульмаметов Сергей Хасильевич
Формула / Реферат
Полезная модель относится к области металлургии цинка, в частности для удаления цинковых дроссов с поверхности расплава из ванны в процессе горячего цинкования полосовой стали.
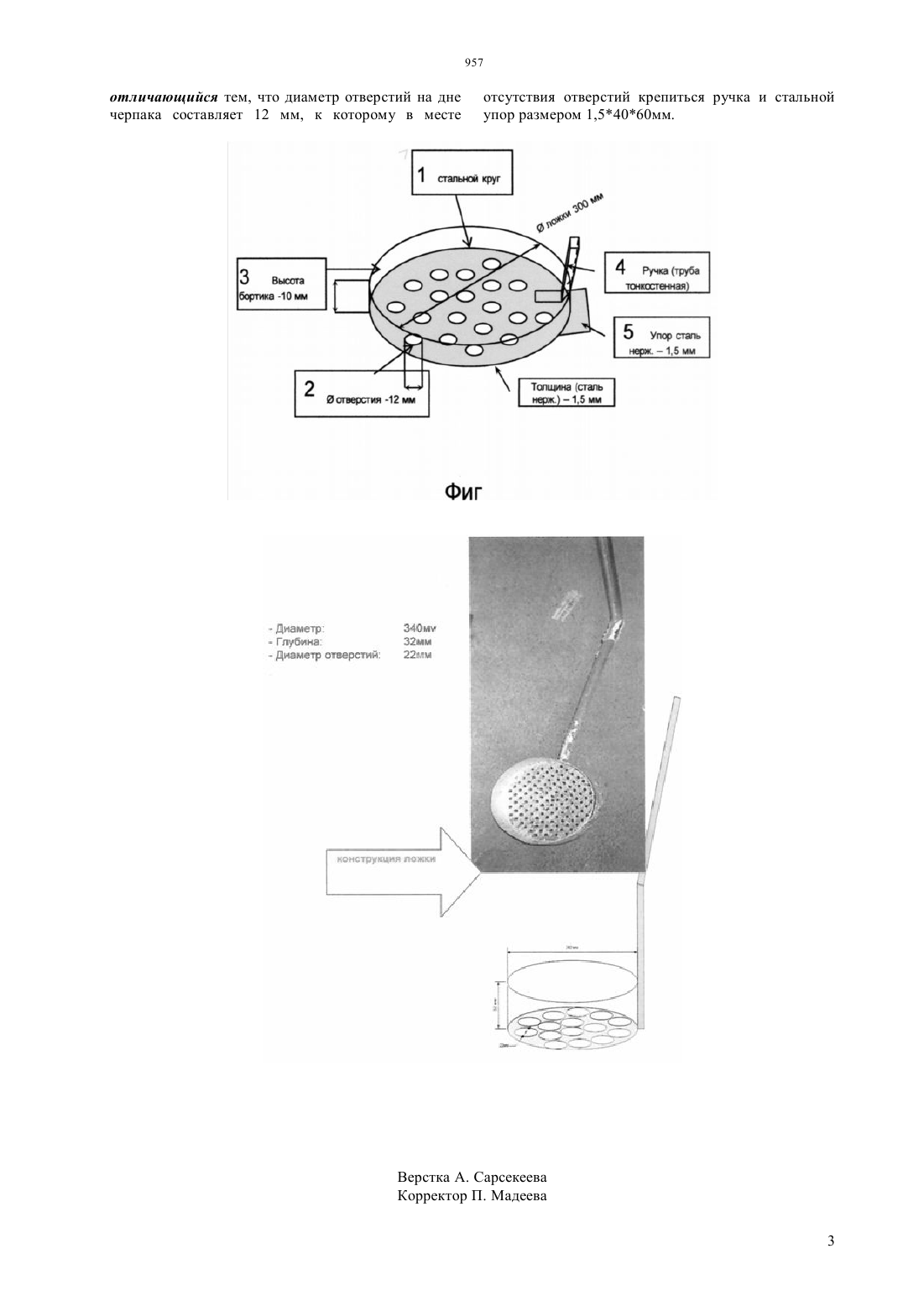
Из нержавеющей стали толщиной 1,5мм изготавливают черпак диаметром 300мм, высотой бортика 10мм и диаметром отверстий 12мм. Затем этим черпаком производят удалениецинкового дросса с поверхности расплава.. При этом в отверстия диаметром 12мм сливается лишний цинк, а дросс остается в черпаке. Теперь процесс слива лишнего цинка из черпака практически не зависит от мастерства оператора.
Использование черпака данной конструкции дает снижение выхода дросса на 412,2тн в год в ЦГЦА на ЛНПП «АрселорМитталТемиртау», за счет перетока лишнего цинка из черпака обратно в ванну в момент извлечения.
Текст
(51) 22 43/00 (2006.01) 22 19/04 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ цинковых дроссов с поверхности расплава из ванны в процессе горячего цинкования полосовой стали. Из нержавеющей стали толщиной 1,5 мм изготавливают черпак диаметром 300 мм, высотой бортика 10 мм и диаметром отверстий 12 мм. Затем этим черпаком производят удаление цинкового дросса с поверхности расплава. При этом в отверстия диаметром 12 мм сливается лишний цинк,а дросс остается в черпаке. Теперь процесс слива лишнего цинка из черпака практически не зависит от мастерства оператора. Использование черпака данной конструкции дает снижение выхода дросса на 412,2 тн в год в ЦГЦА на ЛНПП АрселорМитталТемиртау, за счет перетока лишнего цинка из черпака обратно в ванну в момент извлечения.(72) Кульмаметов Сергей Хасильевич Виников Юрий Федорович Шайдулов Борис Равильевич Орлов Александр Александрович(73) Акционерное общество АрселорМиттал Темиртау(56) . -., Оборудование для цехов горячего цинкования (часть 22), 2009.(54) ЧЕРПАК С ОТВЕРСТИЯМИ ДЛЯ УДАЛЕНИЯ ЦИНКОВОГО ДРОССА С ЗЕРКАЛА ВАННЫ.(57) Полезная модель относится к области металлургии цинка, в частности для удаления Полезная модель относится к металлургическому производству, конкретно для удаления дроссов с поверхности расплавленного цинка из ванн горячего цинкования. В процессе горячего цинкования полосовой стали образуется хорошо известный побочный продукт цинковый дросс, интерметаллические частицы е-(донный дросс) или еА 5(верхний дросс), который формируется в ванне. Наличие цинкового дросса в ванне приводит к ухудшению производственных условий и может послужить причиной образования дефектов на готовой продукции. Истинный механизм образования цинкового дросса до конца не изучен, что затрудняет выявление надежного средства его уменьшения. Поэтому мы обратили внимание на устройства для удаления дросса с поверхности ванны. Известно устройство для механизированного удаления съемов с поверхности расплавов. Оно выполнено в виде ковша с перфорированным дном,соединенного плечевым рычагом с приводным механизмом, а приводной механизм снабжен редуктором, для перемещения по направляющим вдоль внешнего открытого зумпфа и установлен на опорной раме. (А 337422, кл С 22 В 19/04,бюллетень 15, 1972 г.). Недостатком данного изобретения является то, что- для установки данного устройства необходимо пространство, (как правило, вокруг ванны не так много места)- обслуживание такого рода устройства дорогая процедура. Известно устройство для удаления шлака с поверхности расплава. Устройство содержит рабочий орган,погружаемый в расплав, соосно закрепленный на вертикальной опоре, выполненной с возможностью возвратно поступательного перемещения в вертикальном направлении, отличающийся тем, что рабочий орган выполнен в виде цилиндрической емкости,состоящей из обечайки и перфорированного днища. В днище выполнены осевые отверстия. (Патент 2316411, кл 22 43/00, бюл 4, 2008 г.) Недостатками данного устройства являются- человеку в ручную все равно придется сгонять дросс к устройству ложкой неудобства в обслуживании данного механизма. Все перечисленные решения по экономному сбору дросса с зеркала ванны не нашли широкого применения и имеют ряд недостатков из-за сложной конструкции установок с использованием сложных механизмов, а также их технической эксплуатацией при удалении дроссов с поверхности расплавленного цинка. Наиболее близким к предполагаемому решению по технической сущности и достигаемому результату является ложка используемая на 2(-. Оборудования для цехов горячего цинкования часть 22) Технической задачей полезной модели является конструкция черпака позволяющая- увеличить количество стекаемого цинка из черпака тем самым уменьшая количество получаемого дросса- увеличить срок службы черпака за счет стального упора на дне черпака под ручкой- облегчить труд работника за счет уменьшения высоты бортика и веса черпака наполненного дроссом- оптимизировать количество и диаметр отверстий на дне черпака. Черпак имеет диаметр 300 мм, высота бортика 10 мм, диаметр отверстий 12 мм. Толщина нержавеющей стали используемой для изготовления 1,5 мм, размер стального упора 1,54060 мм. Такая конструкция черпака явилась оптимальной, при этом фактический выход дросса в ЦГЦА на линии ЛНГЦ АрселорМитталТемиртау в июне месяце был уменьшен на 1,39 кг/тн по сравнению с маем 2011 года. Пример выполнения На фиг. изображен описываемый черпак. Вся конструкция изготовлена из нержавеющей стали толщиной 1,5 мм. На стальном круге 1 диаметром 300 мм штампуются отверстия 2 диаметром 12 мм равномерно по всей поверхности, исключая место крепления ручки и стального упора. Затем по диаметру круга приваривается бортик 3 высотой 10 мм. Далее крепится ручка 4 и стальной упор 5 в месте отсутствия отверстий. Вес черпака наполненного дроссом не превышает 10 кг, что не так маловажно, т.к. технологу в течение всей смены,за 8 часов, приходится убирать до 2600 кг дросса. Учитывая особенности конструкции погружного оборудования и ванны на линии непрерывного горячего цинкования АрселорМитталТемиртау диаметр черпака оптимален. Оператор без особых усилий, спокойно, не цепляясь черпаком ни за погружное оборудование, ни за борт ванны удаляет дросс с зеркала ванны, при этом соблюдая все инструкции по технике безопасности. Испытания черпака проводились в Цехе Горячего Цинкования и Алюминирования на Линии Непрерывного Горячего Цинкования АрселорМитталТемиртау. До внедрения в мае 2011 г выход цинкового дросса составлял 10,5 кг/тн,после внедрения выход цинкового дросса сократился до 9,11 кг/тн. Это дало уменьшение выхода дросса на 35,1 тн в месяц, по году эта цифра составила 412,2 тн. Экономия материальных средств компании оценивается в 1203790 долларов США в год. ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ Черпак с отверстиями для удаления цинкового дросса с зеркала ванны, изготовленный из нержавеющей стали толщиной 1,5 мм, диаметром 300 мм, имеющий бортик высотой 10 мм, 957 отличающийся тем, что диаметр отверстий на дне черпака составляет 12 мм, к которому в месте отсутствия отверстий крепиться ручка и стальной упор размером 1,54060 мм.
МПК / Метки
МПК: B22D 43/00, C22B 19/04
Метки: отверстиями, дросса, ванны, черпак, зеркала, цинкового, удаления
Код ссылки
<a href="https://kz.patents.su/3-u957-cherpak-s-otverstiyami-dlya-udaleniya-cinkovogo-drossa-s-zerkala-vanny.html" rel="bookmark" title="База патентов Казахстана">Черпак с отверстиями для удаления цинкового дросса с зеркала ванны</a>
Сиденье для ванны
Номер полезной модели: 789
Опубликовано: 15.03.2012
Автор: Сверж Александр Анатольевич
МПК: A47K 3/12
Формула / Реферат:
Полезная модель относится к оборудованию ванных комнат. В частности к отдельным сиденьям в ваннах. Полезная модель может быть использована в качестве устанавливаемого на ванну сиденья, для использования в процессе мытья или в качестве подставки для размещения хозяйственных аксессуаров или необходимого оборудования.Сиденье для ванной, прямоугольная несущая часть которого, предназначенная для размещения на ней объекта при пользовании сиденьем,...
Способ удаления мышьяка из пылей свинцово-цинкового производства
Номер инновационного патента: 24266
Опубликовано: 15.07.2011
Авторы: Дуйсебаев Марат Канафиевич, Жантасов Курманбек Тажмаханбетович, Жантасова Мадина Курманбековна, Шапалов Шермахан Куттыбаевич, Жантасов Манап Курманбекович, Бегимова Асель Рахматулаевна, Айбалаева Кыздаркуль Джумабаевна
МПК: C22B 7/02
Метки: свинцово-цинкового, способ, пылей, удаления, мышьяка, производства
Формула / Реферат:
Изобретение относится к цветной металлургии, в частности, к способам удаления мышьяка из пылей свинцово-цинкового и других производств.Задача изобретения - улучшение пожарной и промышленной безопасности.Предложен способ удаления мышьяка из пылей свинцово-цинкового производства, включающий взаимодействие мышьяксодержащей свинцово-цинковой пыли с твердыми углеродсодержащими материалами в виде мелочи металлургического кокса и внутренних вскрышных...
Способ удаления мышьяка из пылей свинцово-цинкового производства
Номер инновационного патента: 22051
Опубликовано: 15.12.2009
Авторы: Алтыбаев Мамырбек Алтыбаевич, Джусенов Абсатер Узакбаевич, Жантасов Манап Курманбекович, Азимбаев Нурлан Керимбекович, Ананьев Николай Иванович, Жантасов Курманбек Тажмаханбетович
МПК: C22B 7/02, C22B 30/04
Метки: свинцово-цинкового, способ, пылей, удаления, производства, мышьяка
Формула / Реферат:
Изобретение относится к цветной металлургии, в частности к способам удаления мышьяка из пылей свинцово-цинкового и других производств. Задача изобретения - снижение температуры обжига и потерь редких металлов, а также извлечение мышьяка в виде арсената и арсенита кальция, применяемого в виде ядохимиката.Технический результат - экономия ресурсов и получение продукта, готового к применению.Поставленная задача решается тем, что в способе удаления...
Устройство для удаления окислов с поверхности расплава
Номер патента: 192
Опубликовано: 20.12.1993
Авторы: Белоусов Владимир Николаевич, Дмитриев Сергей Ильич, Апарин Олег Николаевич, Пустовит Евгений Петрович, Мельграф Густав Яковлевич
МПК: F27D 3/15
Метки: расплава, окислов, устройство, удаления, поверхности
Формула / Реферат:
Изобретение относится к литейному производству, в частности к устройствам для удаления окислов с поверхности расплава. Целью изобретения является повышение эффективности удаления окислов. Данная цель достигается за счет выполнения узла подачи окислов в виде трубчатого или роторно-лопастного нагнетателей газа, которые обеспечивают подачу окислов на вибролоток без налипания на рабочие части
Транспортировочное устройство электролизной ванны и способ транспортировки электролизной ванны(варианты)
Номер патента: 20726
Опубликовано: 16.08.2010
Авторы: ДЕЛЕСКЛЮЗ, Патрик, ВАН АКЕР, Ален
Метки: транспортировки, устройство, ванны(варианты, транспортировочное, способ, ванны, электролизной
Формула / Реферат:
Изобретение относится к транспортировочному устройству (300) электролизной ванны (11) электролизера, предназначенного для производства алюминия электролизом в расплавленных солях. Электролизная ванна является прямоугольной и включает в себя металлический кожух (12), снабженный ребордой (14а, 14b), по меньшей мере, вдоль его длинных сторон (17a, 17b). Транспортировочное устройство (300) согласно изобретению содержит по меньшей мере одно средство...
Предыдущий патент: Футеровка разгрузочной части мельницы
Следующий патент: Машина таблеточная роторная
Случайный патент: Устройство для ингаляционной затравки экспериментальных животных полиметаллическими пылями.