Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер инновационного патента: 21107
Опубликовано: 15.04.2009
Авторы: Тастенов Ерлан Кайроллинович, Касенов Асылбек Жумабекович, Итыбаева Галия Тулеубаевна, Дудак Николай Степанович, Мусина Жанара Керейовна
Формула / Реферат
Изобретение относится к металлорежущим инструментам и представляет собой зенкер-протяжку с пластинками твёрдого сплава для высокопроизводительной обработки цилиндри-ческих отверстий; применяется для обработки деталей типа втулок, гильз, колец и т.п. по 7-8 квалитетам точности. Инструмент в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика, переднюю и заднюю направляющие, кольцевую канавку после передней направляющей, режущую и калибрующую части с винтовыми зубьями), и в поперечном направлении признаки зенкера (число и форму зубьев, поперечное сечение стандартных стружечных канавок. За счёт уменьшения толщины среза при большой длине режущей части снижается общая работа деформации и температура в зоне резания за счёт увеличенного теплоотвода, повышается стойкость, производительность и повышается качество обрабатываемой поверхности. При обработке зенкером-протяжкой сочетается одновременная работа зенкера и протяжки, при работе инструменту сообщается вращательное или поступательное движение, а заготовке - соответственно поступательное или вращательное движение. Направление зубьев зенкера-протяжки одноимённо с направлением резания.
Текст
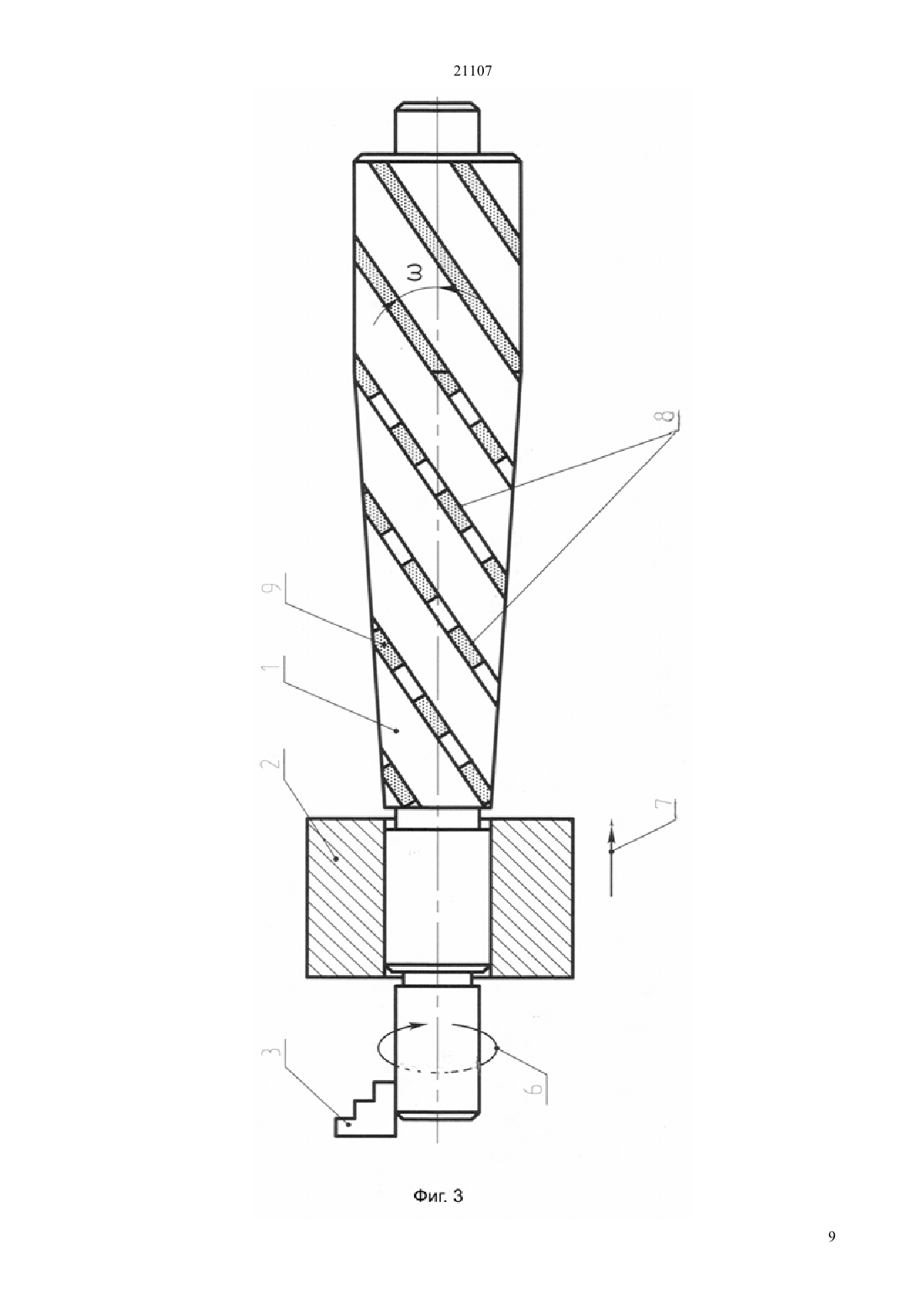
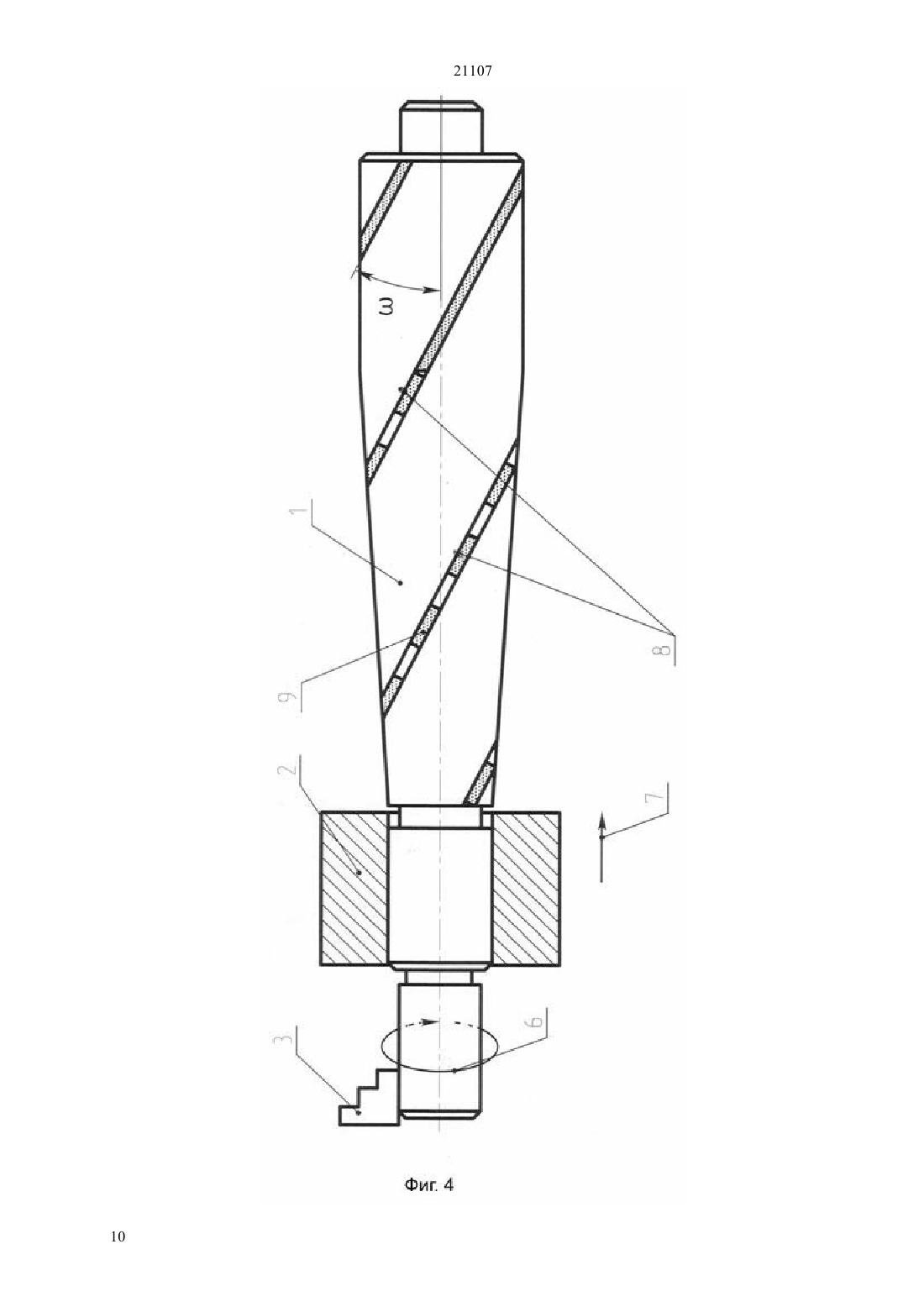
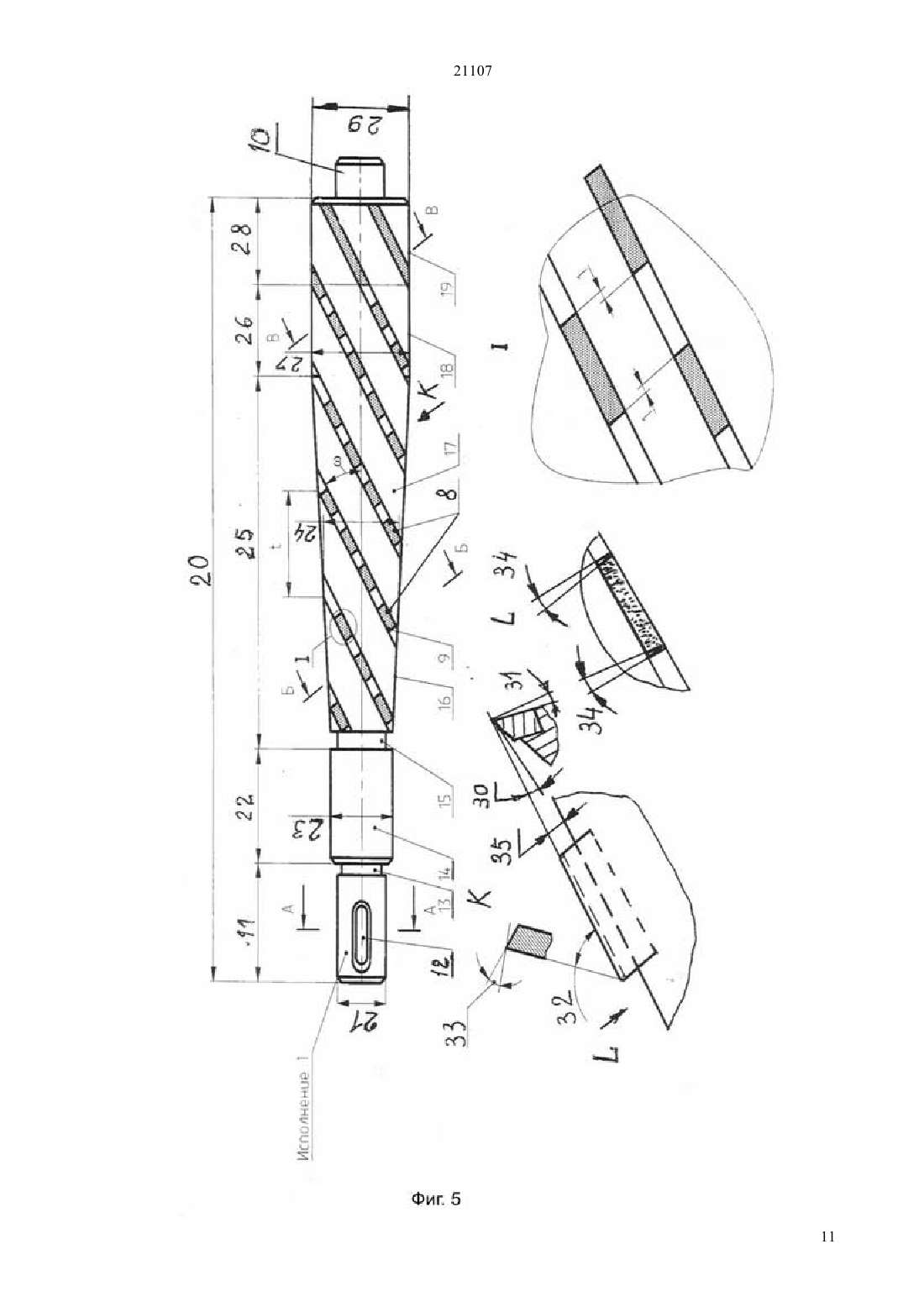
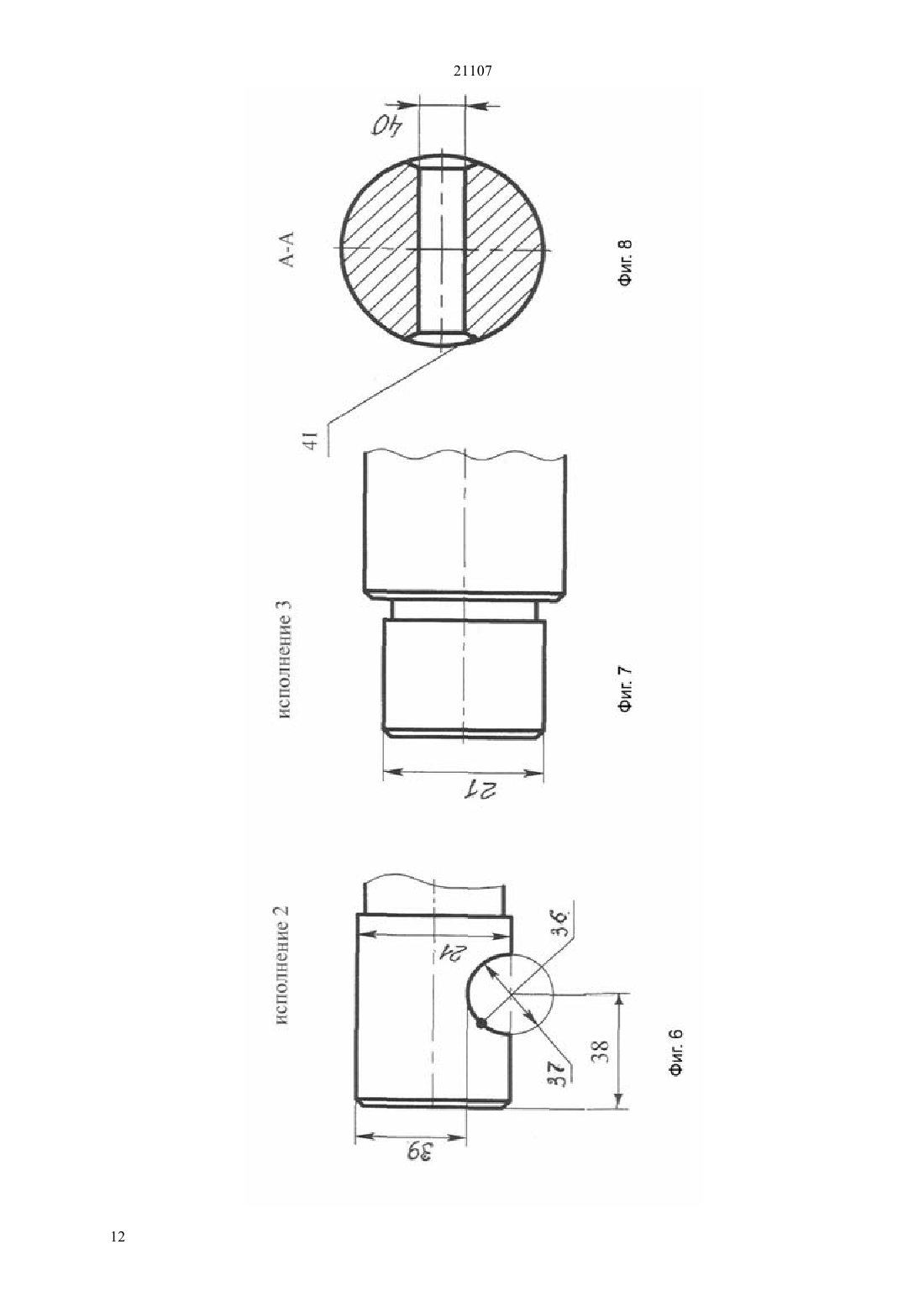
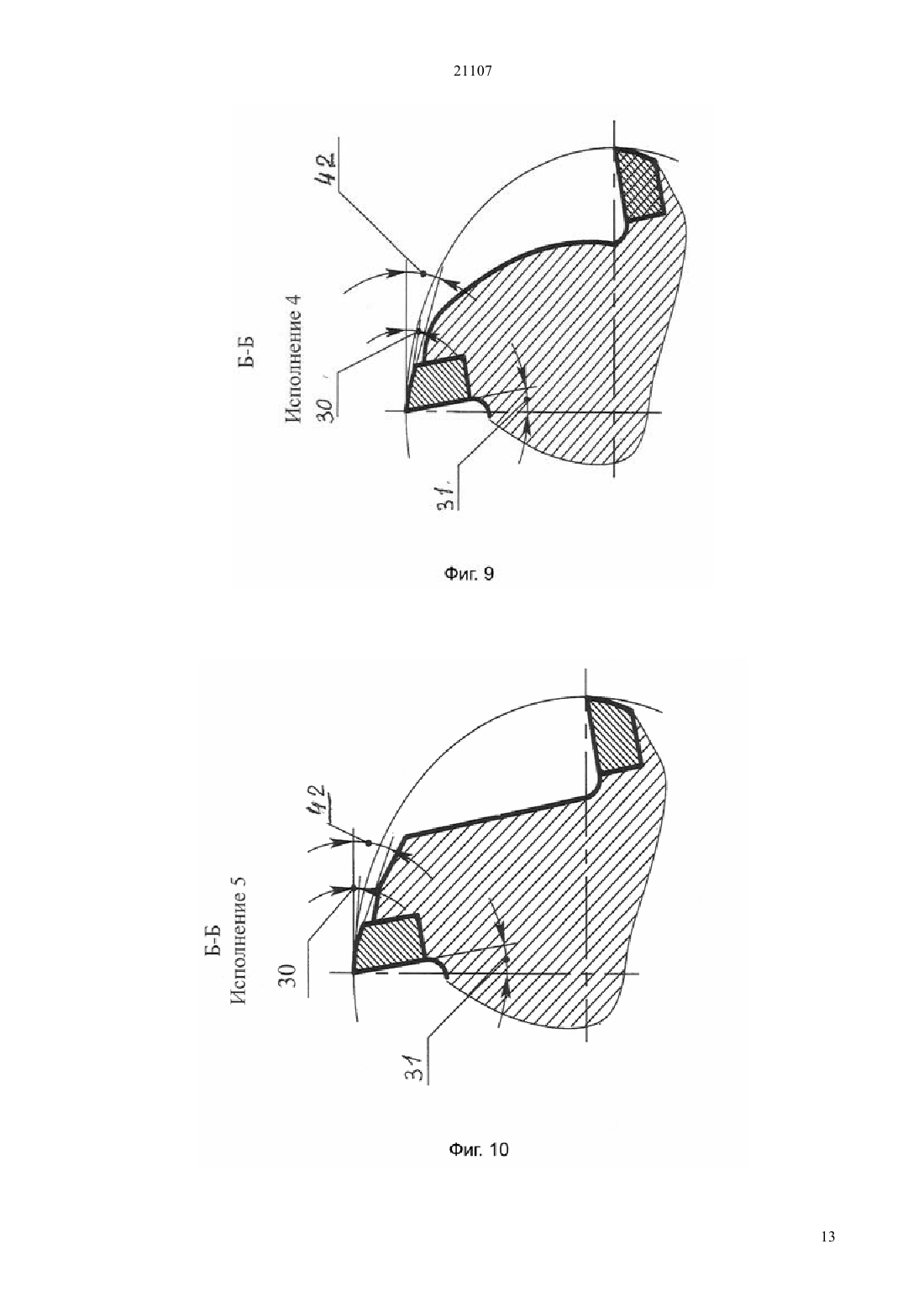
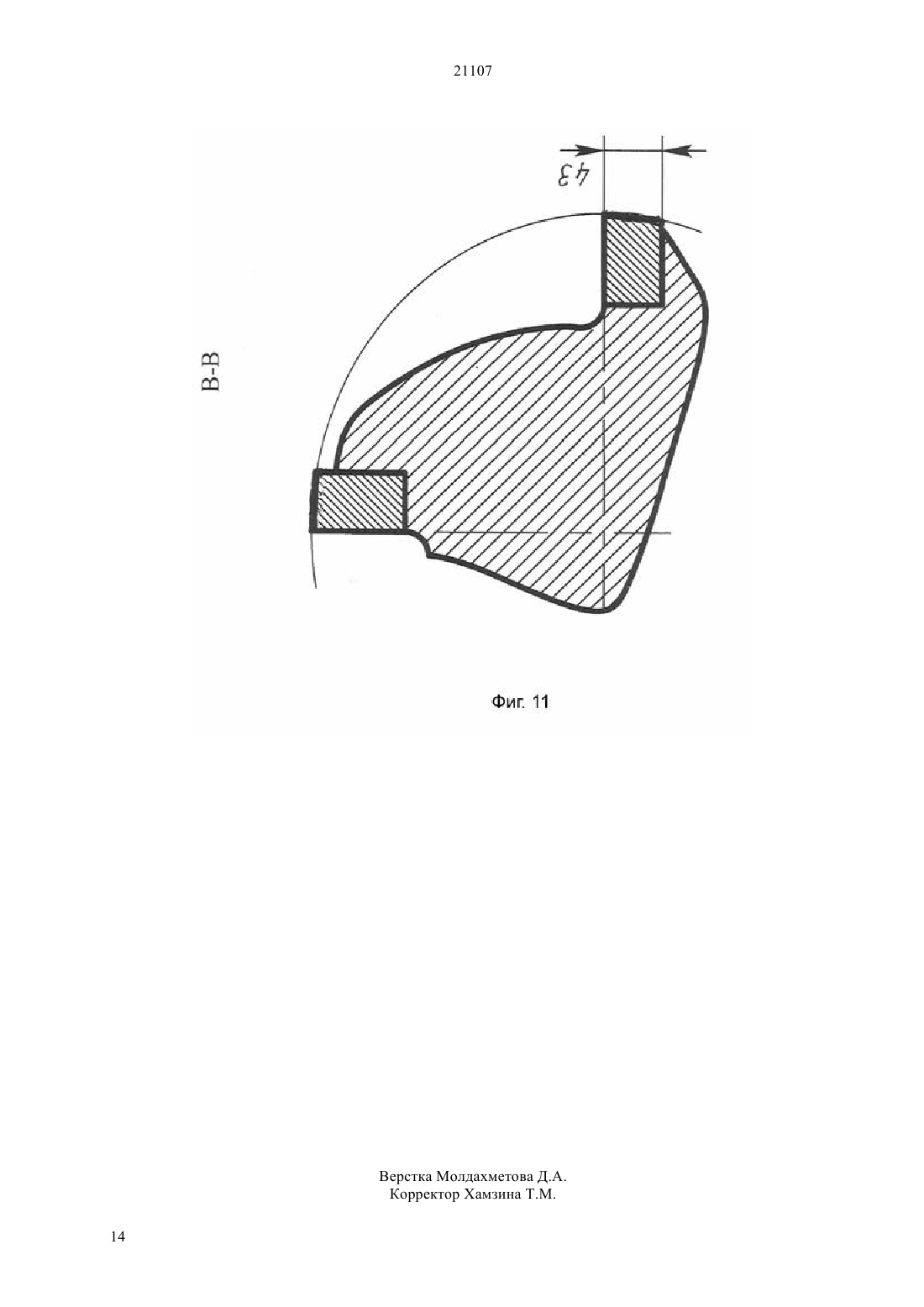
(51) 23 51/10 (2006.01) 23 13/00 (2006.01) 23 43/04 (2006.01) 23 43/06 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ обработки деталей типа втулок, гильз, колец и т.п. по 7-8 квалитетам точности. Инструмент в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика,переднюю и заднюю направляющие, кольцевую канавку после передней направляющей, режущую и калибрующую части с винтовыми зубьями), и в поперечном направлении признаки зенкера (число и форму зубьев, поперечное сечение стандартных стружечных канавок. За счт уменьшения толщины среза при большой длине режущей части снижается общая работа деформации и температура в зоне резания за счт увеличенного теплоотвода,повышается стойкость, производительность и повышается качество обрабатываемой поверхности. При обработке зенкером-протяжкой сочетается одновременная работа зенкера и протяжки, при работе инструменту сообщается вращательное или поступательное движение,а заготовке соответственно поступательное или вращательное движение. Направление зубьев зенкера-протяжки одноимнно с направлением резания.(72) Дудак Николай Степанович Итыбаева Галия Тулеубаевна Мусина Жанара Керейовна Тастенов Ерлан Кайроллинович Касенов Асылбек Жумабекович(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Предварительный патент РК 16167 кл. 23 43/02, 2005. Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А. Металлорежущие инструменты. М., Маш., 1989, с. 328, фиг. 2.67(54) ЗЕНКЕР-ПРОТЯЖКА С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ(57) Изобретение относится к металлорежущим инструментам и представляет собой зенкерпротяжку с пластинками тврдого сплава для высокопроизводительной обработки цилиндрических отверстий применяется для 21107 Изобретение относится к металлорежущему инструменту и представляет собой новый инструмент - зенкер-протяжку - с пластинками тврдого сплава для обработки деталей типа гильз,втулок, колец и т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности. Известна протяжка с винтовыми зубьями Кацев П.Г. Обработка протягиванием. М., Маш. 1986, с. 272,с.58, рис.8, а именно с числом винтовых зубьев,равным двум, предназначенная для протягивания цилиндрических отверстий большой длины малого диаметра - не более 25 мм протяжка с винтовыми зубьями со специальным профилем винтовой канавки 5, Республика Казахстан. Предварительный патент 16167 Протяжка с винтовыми зубьями для протягивания круглых отверстий среднего и большого диаметра. Дата регистрации предварительного патента 15.06.2005 г. (19)(13) А (11) 16167 (51) МКИ В 2343/02. Авторское свидетельство 45224. Для работы этой протяжкой требуется протяжной станок, которого обычно не имеют мелкие организации и фирмы, а также отдельные цеха крупных заводов. Известна также протяжка с одним винтовым зубом,предназначенная для протягивания коротких деталей без ограничения величины диаметра Сахаров Г.Н.,Арбузов О.Б., Боровой Ю.Л., Гречишников В.А. Металлорежущие инструменты. М., Маш., 1989, с. 328,с.76, рис. 2.30 з), и). Известны зенкеры Сахаров Г.Н., Арбузов О.Б.,Боровой Ю.Л. Гречишников В.А. Металлорежущие инструменты. М. Маш. 1989. 328 с, с.120, рис 2.67,предназначенные для повышения точности размера и формы цилиндрических отверстий, полученных после сверления, отливки, ковки, кузнечной прошивки и др. для предварительной и окончательной обработки отверстий с допуском по 11, 12 квалитетам и параметром шероховатости поверхности 2040 мкм или для обработки отверстий под последующее развртывание. Зенкеры имеют короткую режущую часть и потому неблагоприятные условия резания высокую температуру в зоне резания, повышенный износ,сравнительно низкую стойкость. Основными конструктивными элементами зенкеров является число канавок, режущая и калибрующая части,передний и задний углы, угол наклона зубьев, угол наклона главной режущей кромки, профиль канавок,закрепительная часть (хвостовик). Задача изобретения заключается в том, чтобы разработать более производительный режущий инструмент для получения отверстий после сверления и повысить качество обработки и стойкость инструмента. Заявленная зенкер-протяжка с пластинками тврдого сплава для высокопроизводительного получения отверстий успешно выполняет поставленную задачу. При обработке зенкером-протяжкой в одной операции совмещается зенкерование и протягивание. В настоящее время не существует инструмента развртки-протяжки, потому у заявленного инструмента нет аналога и прототипа, так 2 как инструменты другого родового названия, в данном случае зенкер и протяжка, не могут быть выбраны в качестве аналога и прототипа как средства другого назначения, противоречащие п/п 2 п. 15 Инструкции 1. Начинающие изобретатели, даже с большим опытом работы по выбранной профессии, не знакомые подробно с инструкциями и законом,которые регулируют формальные вопросы оформления заявок на патенты, в первую очередь встречаются с требованием инструкций предоставить сведения об аналогах и прототипе. В инструкциях расписано содержание и разделы заявки, где по каким-то причинам ничего не говорится об изменении содержания заявки и формулы изобретения при отсутствии аналога и прототипа, и эксперты всегда требуют указать аналог и прототип, даже если его быть не может (о чм и проговариваются эксперты в своих замечаниях, говоря о том, что аналога нет, но, тем не менее, предлагают искусственные, не логические решения, чтобы втиснуть заявку, в которой содержится синтез и появляется принципиально новое устройство, в прокрустово ложе любимой формы с аналогом и прототипом, не предлагая простой путь решения возникающих трудностей при оформлении заявки безаналоговой). И только в изложении требований к независимому пункту формулы вскользь сказано об изобретении, не имеющем аналогов. Почему формальная экспертиза цепко держится за форму заявки, даже если она по указанным причинам составлена ошибочно, и в ней ошибочно указаны аналог и прототип и составлена формула изобретения с нарушением требования Инструкции 1 с включением в ограничительную часть п. 1 формулы устройства с другим родовым названием (кому это выгодно), и не дат очевидного совета оформлять безаналоговую заявку Или, к примеру, использовать право на исключение в части отсылки в формуле к источнику информации, рисункам и описанию Это уже тенденция Экспертиза должна бескорыстно оказывать такую помощь изобретателям. Использование в качестве аналога и прототипа режущего инструмента с другим родовым названием есть грубейшее нарушение Инструкций 1 и 2. Не имеет значения, какое слово в названии инструмента стоит первым, потому что название неделимо и есть отражение назначения, а назначение дат родовое название, это есть инструкция, которую все обязаны выполнять. В новом инструменте работа резания распределена равномерно по длине лезвий, зона контакта с заготовкой постоянно перемещается по длине зубьев, уменьшается удельное давление и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки. За счт совмещения операций зенкерования и протягивания в одной операции увеличивается производительность обработки зенкером-протяжкой при использовании скорости резания,установленной для протяжек. У заявленного зенкера-протяжки с винтовыми зубьями 21107 подъм на зуб (или конструктивная подача) за счт конусности режущей части сохраняется постоянным, винтовые зубья обеспечивают плавность работы и стабильность процесса резания уменьшается толщина среза, работа резания распределена на большей длине режущих кромок,уменьшается удельная деформация и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки. Основные признаки инструмента зенкерапротяжки с пластинками тврдого сплава в продольном направлении инструмент имеет признаки протяжки (передний хвостовик, кольцевая канавка или шейка после хвостовика, передняя направляющая, кольцевая канавка перед режущей частью длинная, в соответствии с расчтом,режущая часть, винтовые зубья, осевой и нормальный шаг между зубьями,стружкоделительные канавки вдоль режущих винтовых зубьев, калибрующая часть, задняя направляющая) в поперечном направлении инструмент имеет признаки зенкера (форма и число зубьев, высота зубьев или глубина стружечной канавки, ширина задней поверхности) кроме того,направление винтовых зубьев зенкера-протяжки соответствует их направлению у зенкера, то есть одноимнно с направлением резания режущие элементы зенкера-протяжки образованы напаянными пластинками тврдого сплава,расположенными в шахматном порядке между собой от зуба к зубу стружкоделительные канавки на винтовых режущих зубьях выполнены промежутками между пластинками тврдого сплава с перекрытием пластинок на соседних зубьях по одному миллиметру с каждой стороны и их направление нормально к направлению зубьев или имеет наклон к ним на расчтную величину боковые стороны стружкоделительных канавок расходятся к затылку зубьев для образования боковых задних углов вдоль задней поверхности и повышения стойкости протяжек задний угол на зубьях выполнен в пределах 4-7 задняя направляющая образована продолжением винтовых зубьев или напаянными пластинами тврдого сплава на краях пластинок тврдого сплава выполнены фаски перпендикулярно к передней поверхности для повышения стойкости зенкерапротяжки на фасках на краях пластинки тврдого сплава выполнены задние углы в начале режущей части на зубьях выполнены предохранительные фаски после задней инаправляющей выполнена цилиндрическая цапфа для удобства обращения с инструментом поперечное сечение зубьев выполнено с криволинейными спинками или спинки образованы сочетанием прямых линий. Обработка зенкером-протяжкой осуществляется при соответственно прямом и обратном вращении шпинделя токарного станка с заготовкой или зенкером-протяжкой и обратной подачей суппорта соответственно с разврткой-протяжкой или с заготовкой. Для предлагаемого зенкера-протяжки число стружечных канавок или зубьев, направление винтовых зубьев выбирается в соответствии с нормативными требованиями для зенкеров, а остальные признаки выбираются в соответствии с нормативными и расчтными требованиями для протяжек. Задний угол на зубьях зенкера-протяжки с пластинками тврдого сплава выполнен в пределах до семи градусов, как у наружных протяжек, для повышения их стойкости, т.к. все внутренние протяжки выполнены с задними углами 2-3 градуса и обеспечивают более высокую шероховатость обработанного отверстия в силу неблагоприятных условий формирования шероховатости обработанного отверстия и более низкую стойкость. Зенкер-протяжку рационально перетачивать по задней поверхности в отличие от внутренних протяжек, при этом нужно обеспечивать запас на переточку путм удлинения калибрующей части на заданную расчтную величину. Протяжкой протягиваются отверстия до 7-8 квалитетов точности. Зенкер-протяжка позволяет повысить точность обработки отверстий по сравнению с зенкерованием при том же припуске на обработку. Повышается стойкость зенкерапротяжки по сравнению с зенкером и протяжкой,благодаря увеличенному заднему углу. Технический результат - лучшее качество,производительность и эффективность обработки,повышение стойкости инструмента. Технический результат достигается тем, что в новом инструменте (зенкер-протяжка с пластинками тврдого сплава) синтезированы конструктивные признаки и схема обработки двух инструментов зенкера и протяжки. Ниже представлен перечень иллюстраций На фиг. 1 показана схема обработки детали типа втулки зенкером-протяжкой с пластинками твердого сплава при закреплении заготовки в патроне токарного станка, а зенкера-протяжки - чекойклином на суппорте станка,сочетание вращательного движения заготовки и поступательного движения зенкера-протяжки создат условия работы при зенкеровании отверстий левое направление зубьев зенкерапротяжки вращательное движение патрона станка с заготовкой - прямое (левое), навстречу направлению зубьев со стороны острого угла между зубом и осью инструмента, что создат относительное движение резания, одноимнное с направлением зуба инструмента. На фиг. 2 показана схема обработки детали типа втулки зенкером-протяжкой с пластинками твердого сплава при закреплении заготовки в патроне токарного станка, а зенкера-протяжки - чекойклином на суппорте станка,сочетание вращательного движения заготовки и поступательного движения зенкера-протяжки создат условия работы при зенкеровании отверстий правое направление зубьев зенкерапротяжки вращательное движение патрона станка с заготовкой - обратное (правое), навстречу направлению зубьев со стороны острого угла между зубом и осью инструмента, что создат 3 21107 относительное движение резания, одноимнное с направлением зуба инструмента. На фиг. 3 показана схема обработки детали типа втулки зенкером-протяжкой с пластинками твердого сплава при закреплении заготовки на суппорте, а зенкера-протяжки - в патроне токарного станка сочетание вращательного движения зенкерапротяжки и поступательного движения заготовки создат условия работы при зенкеровании отверстий левое направление винтовых зубьев и прямое (левое) вращение патрона с зенкеромпротяжкой, навстречу направлению зубьев со стороны острого угла между зубом и осью инструмента, что создат относительное движение резания, одноимнное с направлением зуба инструмента. На фиг. 4 показана схема обработки детали типа втулки зенкером-протяжкой с пластинками твердого сплава при закреплении заготовки на суппорте, а зенкера-протяжки - в патроне токарного станка,сочетание вращательного движения разврткипротяжки и поступательного движения заготовки создат условия работы при зенкеровании отверстий обратное (правое) вращение зенкера-протяжки и правое направление винтовых зубьев, навстречу направлению зубьев со стороны острого угла между зубом и осью инструмента, что создат относительное движение резания, одноимнное с направлением зуба инструмента. Таким образом, на фиг. 1-4 сочетание вращательного и поступательного движений таково,что заготовка всегда надвигается на идущий навстречу по винтовой нарезке зуб со стороны острого угла между зубом и осью зенкера-протяжки,т.е. направление зубьев совпадает с направлением резания,а зенкер-протяжка содержит конструктивный признак направление зубьев является одноимнным с направлением резания. На фиг. 5 изображена конструкция зенкерапротяжки с пластинками тврдого сплава для обработки цилиндрических отверстий, общий вид, с нанесением необходимых позиции и разрезов,обозначений для идентификации существенных признаков зенкера-протяжки идентифицируется конструкция винтовых зубьев в разрезе А-А, Б-Б,нормальном к направлению зубьев, и конструкция винтовой стружечной канавки для получения заданной конструкции зубьев, раскрывается(идентифицируется) конструкция переднего и заднего хвостовиков, т.е. закрепление переднего хвостовика в патроне или с помощью чеки-клина и чеки-штифта. На фиг. 6 и 7 показаны исполнения 2 и 3 хвостовиков зенкера-протяжки с пластинками твердого сплава, показанной, на фиг. 5, нанесены необходимые позиции, обозначения, размеры. На фигура 8 показана конструкция хвостовика зенкера-протяжки в поперечном сечении исполнение 1. На фиг. 9 показано поперечное сечение зубьев с криволинейной спинкой исполнения 4, геометрия режущей части с пластинкой тврдого сплава. 4 На фиг. 10 показано поперечное сечение зубьев со спинкой, образованной прямыми линиями,исполнения 5, геометрия режущей части с пластинкой тврдого сплава. 11 показано поперечное сечение и конструкция твердосплавных направляющих зенкера-протяжки. Описание конструкции и работы инструмента. На фиг. 1 показаны 1 - зенкер-протяжка с пластинками тврдого сплава 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 тяговый патрон 5 - чека-клин для закрепления зенкера-протяжки в тяговом патроне 6 - прямое вращение патрона с закреплнной заготовкой (левое со стороны тягового патрона) 7 - продольное перемещение зенкера-протяжки с пластинками тврдого сплава 8 - режущие кромки левонаправленных зубьев зенкера-протяжки 9 пластинка из тврдого сплава Р - осевое усилие протягивания- угол наклона винтовой стружечной канавки (винтового зуба) зенкерпротяжка усилием Р протягивается (протаскивается) через заготовку при зенкеровании относительное движение зенкера и заготовки и направление зубьев одноименные другой признак зенкер врезается в заготовку зубом со стороны тупого угла между зубом и осью зенкера аналогичные требования и для относительного движения зенкера-протяжки и детали и для направления его зубьев. На фиг. 2 показаны 1 - зенкер-протяжка с пластинками тврдого сплава 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 тяговый патрон 5 - чека-клин для закрепления зенкера-протяжки в тяговом патроне 6 - прямое вращение патрона с закреплнным зенкеромпротяжкой 7 - продольное перемещение зенкерапротяжки с пластинками тврдого сплава 8 режущие кромки правонаправленных зубьев зенкера-протяжки 9 - пластинка из тврдого сплава Р - осевое усилие протягивания-угол наклона винтовой стружечной канавки (винтового зуба) зенкер-протяжка усилием Р протягивается(протаскивается) через заготовку. На фиг. 3 показаны 1 - зенкер-протяжка с пластинками тврдого сплава с левым направлением зубьев (винтовых стружечных канавок) 2 заготовка, закреплнная на суппорте токарного станка 3 - патрон токарного станка 6 - прямое вращение патрона с закреплнным зенкеромпротяжкой 7 - продольное перемещение зенкерапротяжки с пластинками тврдого сплава 8 режущие кромки левонаправленных зубьев зенкерапротяжки 9 - пластинка из тврдого сплава- угол наклона винтовой стружечной канавки (винтового зуба) зенкер-протяжка усилием Р протягивается(протаскивается) через заготовку. На фиг. 4 показаны 1 - зенкер-протяжка с пластинками тврдого сплава с правым направлением зубьев (винтовых стружечных канавок) 2 - заготовка, закреплнная на суппорте токарного станка 3 - патрон токарного станка 6 обратное вращение патрона с закреплнным зенкером-протяжкой (правое) 7 - продольное перемещение зенкера-протяжки с пластинками 21107 тврдого сплава 8 режущие кромки правонаправленных зубьев зенкера-протяжки 9 пластинка из тврдого сплава- угол наклона винтовой стружечной канавки (винтового зуба) зенкер-протяжка усилием Р протягивается(протаскивается) через заготовку. На фиг. 5 показано 8 - режущая кромка зуба 9 пластинка из тврдого сплава 10 - цилиндрическая цапфа 11 - передний хвостовик 12 - продольный паз для чеки-клина - исполнение 1 хвостовика 13 шейка (кольцевая канавка) 14 - передняя направляющая 15 - кольцевая канавка после передней направляющей 16 - коническая режущая часть,образованная винтовыми зубьями на конической части зенкера-протяжки 17 - стружечная канавка 18 - калибрующая часть, образованная винтовыми зубьями на цилиндрической части зенкерапротяжки 19 - задняя направляющая, образованная наружными поверхностями выступов, полученных при фрезеровании стружечных канавок 20 - общая длина зенкера-протяжки- угол наклона винтовых зубьев зенкера-протяжки величина углаопределяется из соображения режущая кромка должна быть перпендикулярна вектору результирующей скорости резания, 21 - диаметр хвостовика хв 22 - длина передней направляющейп.н 23 - диаметр передней направляющей п.н 24 текущий (средний) диаметр на режущей части- выделенный элемент - (расположение твердосплавных пластинок в шахматном порядке от зуба к зубу с перекрытием в 1 мм) 25 - длина режущей частиреж 26 - длина калибрующей частик 27 - диаметр калибрующей части к 28 - длина задней направляющейз.н 29 - диаметр задней направляющей .з.н 30 - задний угол 31 - передний угол 32 - угол фаски на пластинке для повышения стойкости 33 - задний угол на фаске 34 - задние боковые углы на краях пластинок 35 - вылет пластинки над корпусом зуба 1 - величина перекрытия пластинок в миллиметрах. На фиг. 6 показаны исполнение 2 - исполнение хвостовика зенкера-протяжки с пластинками твердого сплава под боковую чеку-штифт 21 диаметр хвостовика хв 36 - цилиндрическое углубление для чеки-штифта 37 - диаметр цилиндрического углубления 38 - расстояниедо оси цилиндрического углубленияна оси хвостовика от торца хвостовика 39 - расстояние В до цилиндрического углубления на диаметре хвостовика от образующей цилиндра хвостовика. На фиг. 7 показаны исполнение 3 - при закреплении зенкера-протяжки в патроне станка за цилиндрический хвостовик 21 - диаметр хвостовика хв. На фиг. 8 показаны разрез А-А - исполнение хвостовика зенкера-протяжки с пластинками твердого сплава под чеку-клин 40 - ширина пазадля закрепления протяжки чекой-клином 41 - фаска по периметру паза с обеих сторон. На фиг. 9 показано исполнение 5 - с криволинейной спинкой зуба 30 - задний угол 31- передний угол 42 - угол поверхности пластинки,сопряжнной с задней. На фиг. 10 показано исполнение 6 - с прямолинейными участками спинки зуба 30 задний угол 31 - передний угол 42 - угол поверхности пластинки, сопряжнной с задней. На фиг. 11 показано сечение В-В 43- ширина направляющего выступа на направляющей части н она образована теми пластинками тврдого сплава,которые применяются для режущей части, поэтому н. Заявленный новый инструмент - зенкерпротяжка с пластинками тврдого сплава -позволяет повысить эффективность обработки отверстий по сравнению с протягиванием и зенкерованием за счт применения нового способа обработки, и нового режущего инструмента, при котором в одной операции соединены две операции зенкерования и протягивания, при этом режущему инструменту сообщено дополнительное к протягиванию вращательное движение по конструктивным признакам зенкер-протяжка в осевом направлении содержит признаки протяжки (для выполнения протягивания при поступательном перемещении с осевой подачей), а в поперечном направлении признаки зенкера для зенкерования отверстий обработка отверстий выполняется с режимами резания, усредняющими режимы протягивания и зенкерования, т.е. при продольной скорости,соответствующей протягиванию,возрастает суммарная скорость резания, которая выбирается ниже, чем при зенкеровании, при этом достигается повышение стойкости, общего ресурса инструмента,производительности и качества обрабатываемой поверхности, снижения температуры в зоне резания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий,имеющая хвостик, режущую и калибрирующую части,винтовые зубья,направляющие,характеризующаяся тем, что в ней имеются признаки, заимствованные у зенкера в поперечном направлении форма, размеры и число зубьев,идентифицированные в технической литературе, и протяжки в продольном направлении переднее расположение хвостовика, шейка или кольцевая канавка между передним хвостовиком и передней направляющей, передняя направляющая, кольцевая канавка между передней направляющей и режущей частью, режущая часть конической формы,калибрующая - цилиндрической формы, задняя направляющая. 2. Зенкер-протяжка по п.1, характеризующаяся тем, что конструктивный элемент в статическом положении - направление зубьев - выполнен одноимнным и связан с направлением резания, как показано на фиг. 1-5 и в части описания работы и конструкции зенкера-протяжки. 3. Зенкер-протяжка по п.1, характеризующаяся тем, что передний хвостовик выполнен в виде гладкого цилиндра или имеет сквозной осевой паз для 5 21107 закрепления клином-чекой,или боковое цилиндрическое углубление для закрепления штифтомчекой соответственно в патроне токарного станка или в тяговом патроне на суппорте станка. 4. Зенкер-протяжка по п.1, характеризующаяся тем, что величина заднего угла выбирается из диапазона более благоприятных величин для зенкеров в пределах 4-7. 5. Зенкер-протяжка по п.1, характеризующаяся тем, что задняя направляющая образована или цилиндрическими поверхностями выступов,выполненных при нарезании винтовых стружечных канавок, или на выступах напаяны твердосплавные направляющие. 6. Зенкер-протяжка по п.1, характеризующаяся тем, что рабочая часть режущих и калибрующих зубьев выполнена в виде напаянных пластинок твердого сплава. 7. Зенкер-протяжка по п.1, характеризующаяся тем, что для деления стружки по длине пластинки твердого сплава расположены в шахматном порядке от зуба к зубу и между собою и образуют стружкоделительные канавки. 8. Зенкер-протяжка по п.1, характеризующаяся тем, что в нормальном направлении к зубьям пластинки твердого сплава расположены с перекрытием 1 мм. 9. Зенкер-протяжка по п.1, характеризующаяся тем, что на краях пластинок твердого сплава выполнены фаски перпендикулярно передней поверхности зубьев. 10. Зенкер-протяжка по п.1,характеризующаяся тем, что на фасках, на краях пластинок выполнены задние углы. 11. Зенкер-протяжка по п.1, характеризующаяся тем, что на краях пластинок твердого сплава вдоль задней поверхности выполнены задние углы. 12. Зенкер-протяжка по п.1, характеризующаяся тем, что в начале режущей части на зубьях выполнена предохранительная фаска. 13. Зенкер-протяжка по п.1, характеризующаяся тем, что после задней направляющей на зенкерепротяжке выполнена цилиндрическая цапфа. 14. Зенкер-протяжка по п.1, характеризующаяся тем, что форма зубьев в нормальном сечении идентифицирована по общеизвестным источникам и выполнена криволинейной или образована сочетанием прямых линий, как показано на фиг. 9 и 10 и в части описания конструкции развртки-протяжки. 15. Зенкер-протяжка по п.1, характеризующаяся тем, что на переднем хвостовике по краям паза под чеку с двух сторон выполнены фаски.
МПК / Метки
МПК: B23B 51/10, B23D 43/04, B23D 43/06, B23P 13/00
Метки: обработки, цилиндрических, отверстий, твердого, сплава, зенкер-протяжка, пластинками
Код ссылки
<a href="https://kz.patents.su/14-ip21107-zenker-protyazhka-s-plastinkami-tverdogo-splava-dlya-obrabotki-cilindricheskih-otverstijj.html" rel="bookmark" title="База патентов Казахстана">Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий</a>
Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20206
Опубликовано: 17.11.2008
Авторы: Дудак Николай Степанович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Тастенов Ерлан Кайроллинович, Касенов Асылбек Жумабекович
МПК: B23B 51/10, B23D 43/04, B23D 43/06...
Метки: зенкер-протяжка, отверстий, твердого, обработки, сплава, пластинками, цилиндрических
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой зенкер-протяжку с пластинками твёрдого сплава для высокопроизводительной обработки цилиндри-ческих отверстий; применяется для обработки деталей типа втулок, гильз, колец и др. по 7-8 квалитетам точности. Инструмент имеет признаки синтеза: в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика,...
Развертка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20210
Опубликовано: 17.11.2008
Авторы: Дудак Николай Степанович, Тастенов Ерлан Кайроллинович, Итыбаева Галия Тулеубаевна, Касенов Асылбек Жумабекович, Мусина Жанара Керейовна
МПК: B23D 43/06, B23D 77/02, B23D 43/04...
Метки: развертка-протяжка, твердого, цилиндрических, пластинками, сплава, отверстий, обработки
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой развертку-протяжку с пластинками твёрдого сплава, в котором соединены признаки развёртки с пластинками твердого сплава и протяжки, для обработки цилиндрических отверстий в деталях типа гильз, втулок, колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат изобретения заключается в повышении качества обработки...
Зенкер-протяжка для обработки цилиндрических отверстий
Номер предварительного патента: 20384
Опубликовано: 15.12.2008
Авторы: Дудак Николай Степанович, Итыбаева Галия Тулеубаевна
Метки: зенкер-протяжка, цилиндрических, обработки, отверстий
Формула / Реферат:
Изобретение относится к области металлорежущих инструментов и представляет собой стержневой инструмент зенкер-протяжку для высокопроизводительной обработки цилиндрических отверстий. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности. В осевом направлении конструктивные признаки и кинематика заявленного инструмента соответствуют признакам протяжки...
Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления
Номер инновационного патента: 20973
Опубликовано: 16.03.2009
Авторы: Итыбаева Галия Тулеубаевна, Дудак Николай Степанович
МПК: B23D 37/02
Метки: отверстий, осуществления, цилиндрических, зенкер-протяжка, обработки, способ
Формула / Реферат:
Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления.Изобретение относится к области обработки резанием и металлорежущих инструментов. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности на токарно-винторезном станке с использованием нового способа обработки, сочетающего в одном процессе зенкерование и протягивание и...
Протяжка для обработки цилиндрических отверстий средних и больших диаметров
Номер предварительного патента: 16167
Опубликовано: 15.09.2005
Авторы: Шерниязов Мейрам Алиевич, Дудак Николай Степанович
МПК: B23D 43/02
Метки: средних, протяжка, отверстий, диаметров, больших, цилиндрических, обработки
Формула / Реферат:
Изобретение относится к металлорежущемуинструменту, в частности, к протяжкам для обработки отверстий деталей типа гильз, втулок и т. д. всерийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат - повышение стойкостипротяжек и качества обрабатываемых заготовок, засчёт снижения шероховатости обрабатываемой поверхности и износа зубьев, а также снижение себестоимости обработки деталей.Протяжка для обработки...
Предыдущий патент: Резцовая сборная развертка с безвершинными зубьями
Следующий патент: Развертка-протяжка с пластинками твердого сплава
Случайный патент: Способ подсчета волосяных фолликулов у ягнят смушковых пород