Самоцентрирующий клиновой патрон для токарного станка
Номер патента: 10903
Опубликовано: 15.01.2004
Авторы: Кадыров Жаннат Нургалиевич, Кадыров Байсал Жаннатович, Нургали Омар Жаннатулы, Кадыров Ильяс Жаннатович
Формула / Реферат
Изобретение относится к приспособлениям для зажима деталей при обработке на станках токарной группы, преимущественно двухшпиндельной компоновки с оппозитно расположенными шпиндельными бабками.
Технический результат изобретения - упрощение операции внесения коррекции в положение зажатой в кулачках патрона детали.
Это достигается тем, что патрон дополнительно включает внутреннюю и наружную тонкостенные цилиндрические втулки, расположенные концентрично, и сепаратор с шариками, которые образуют подшипник качения, а также неподвижную наружную обойму, в радиальных отверстиях которой размещены приводы подналадки в виде наборов пьезокерамических дисков.
В результате одновременных подналадочных перемещений всех трех приводов подналадки корпус патрона смещается и занимает положение, при котором направление его оси совпадает с направлением оси вращения противошпинделя.
Текст
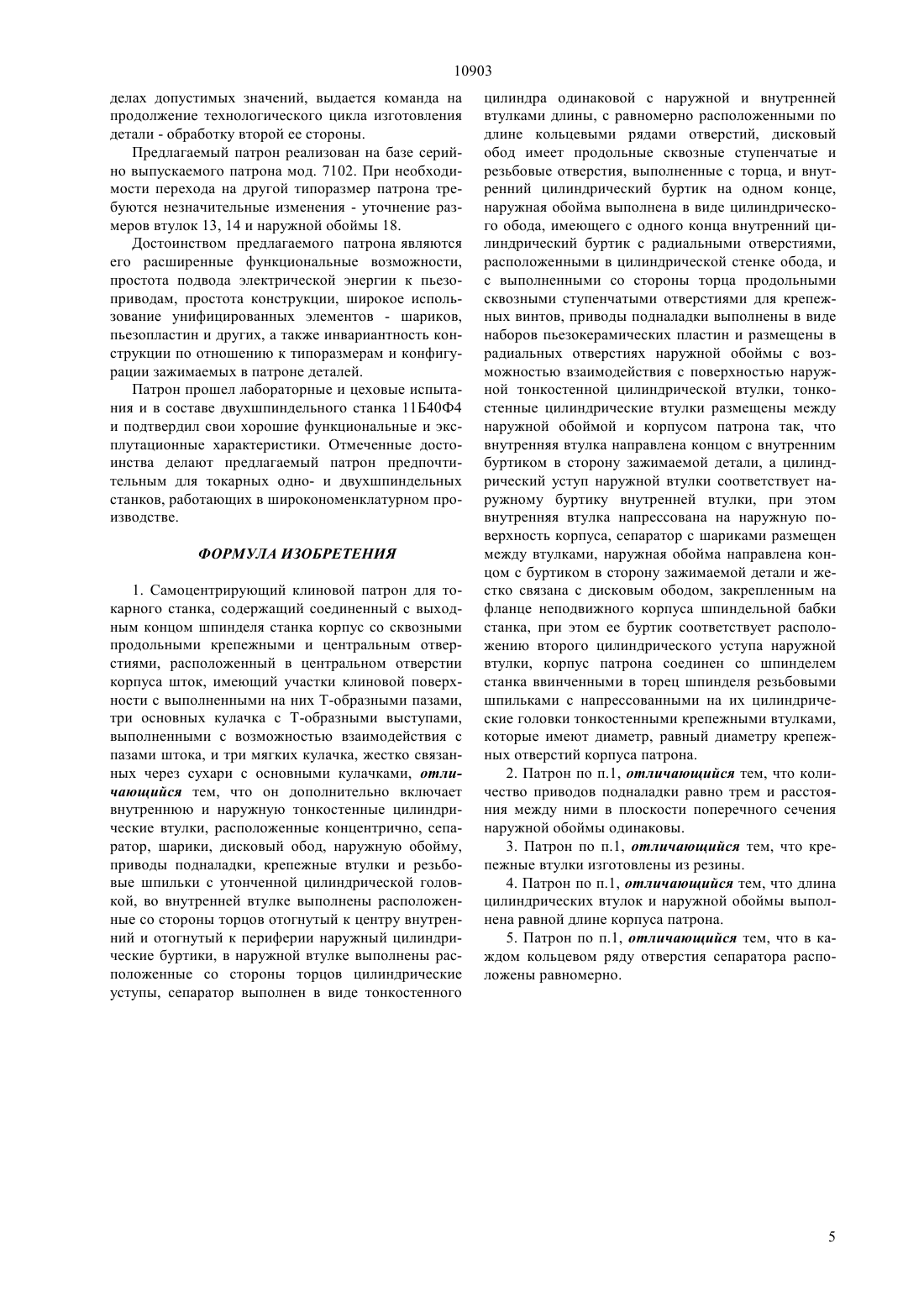
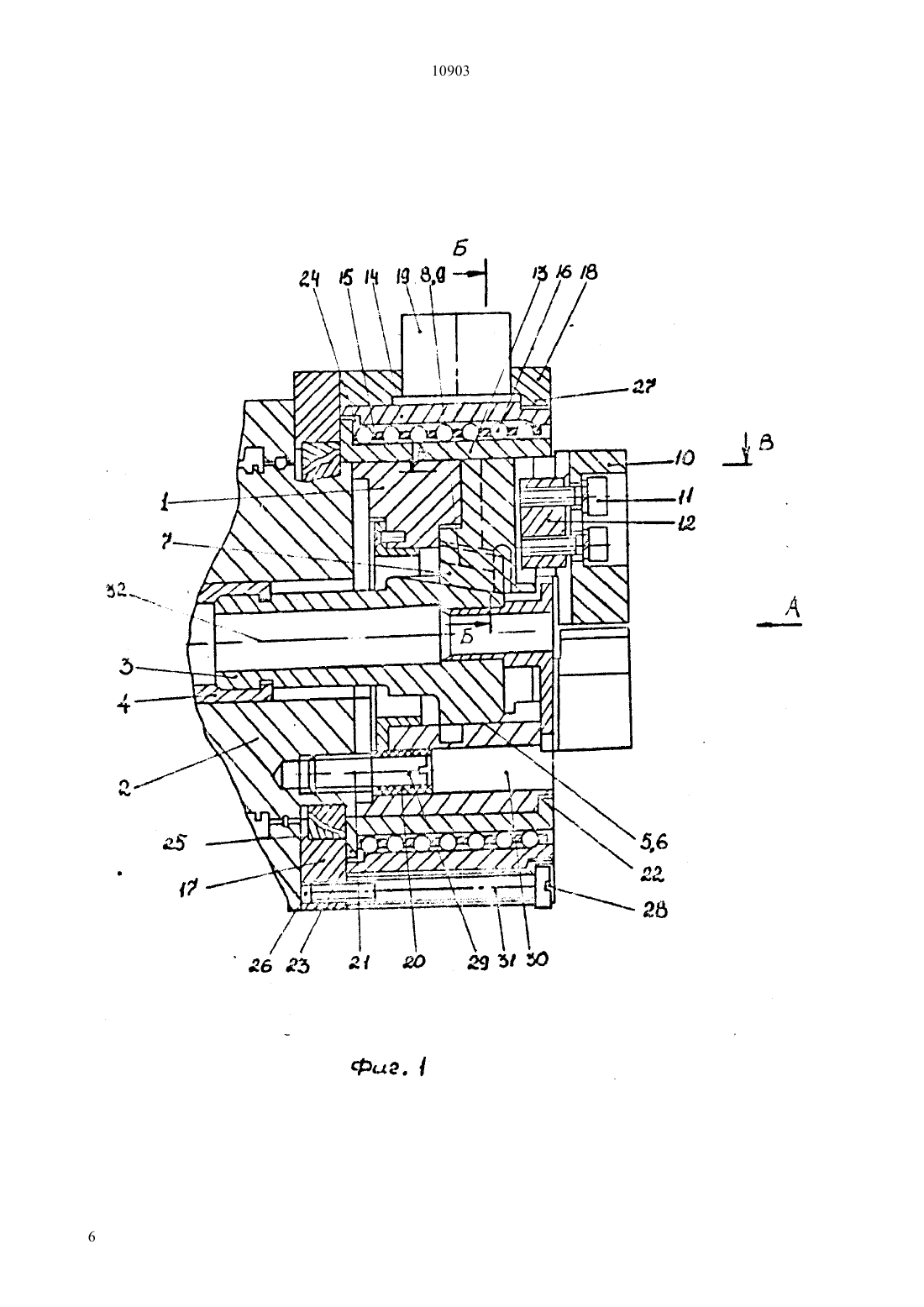
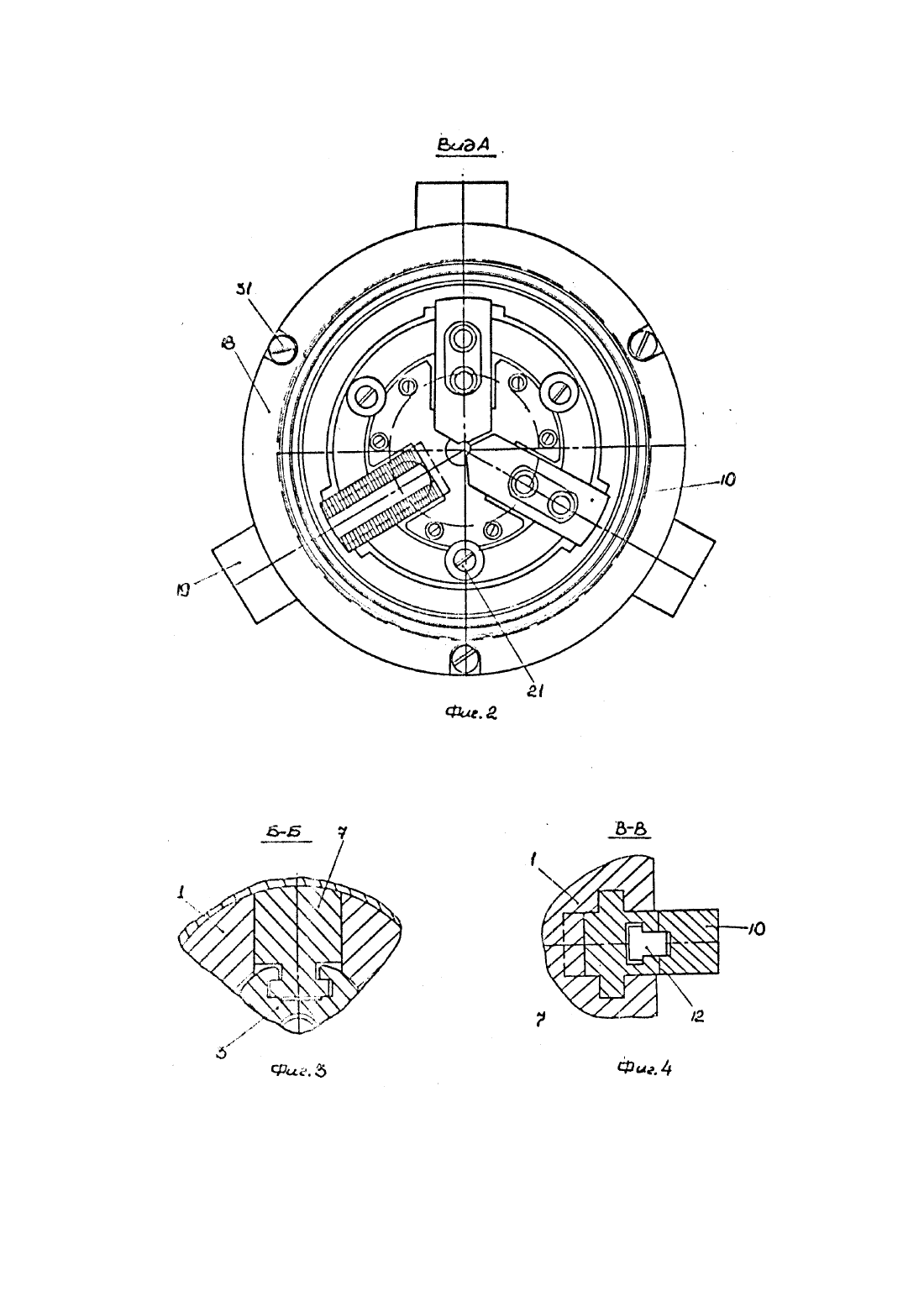
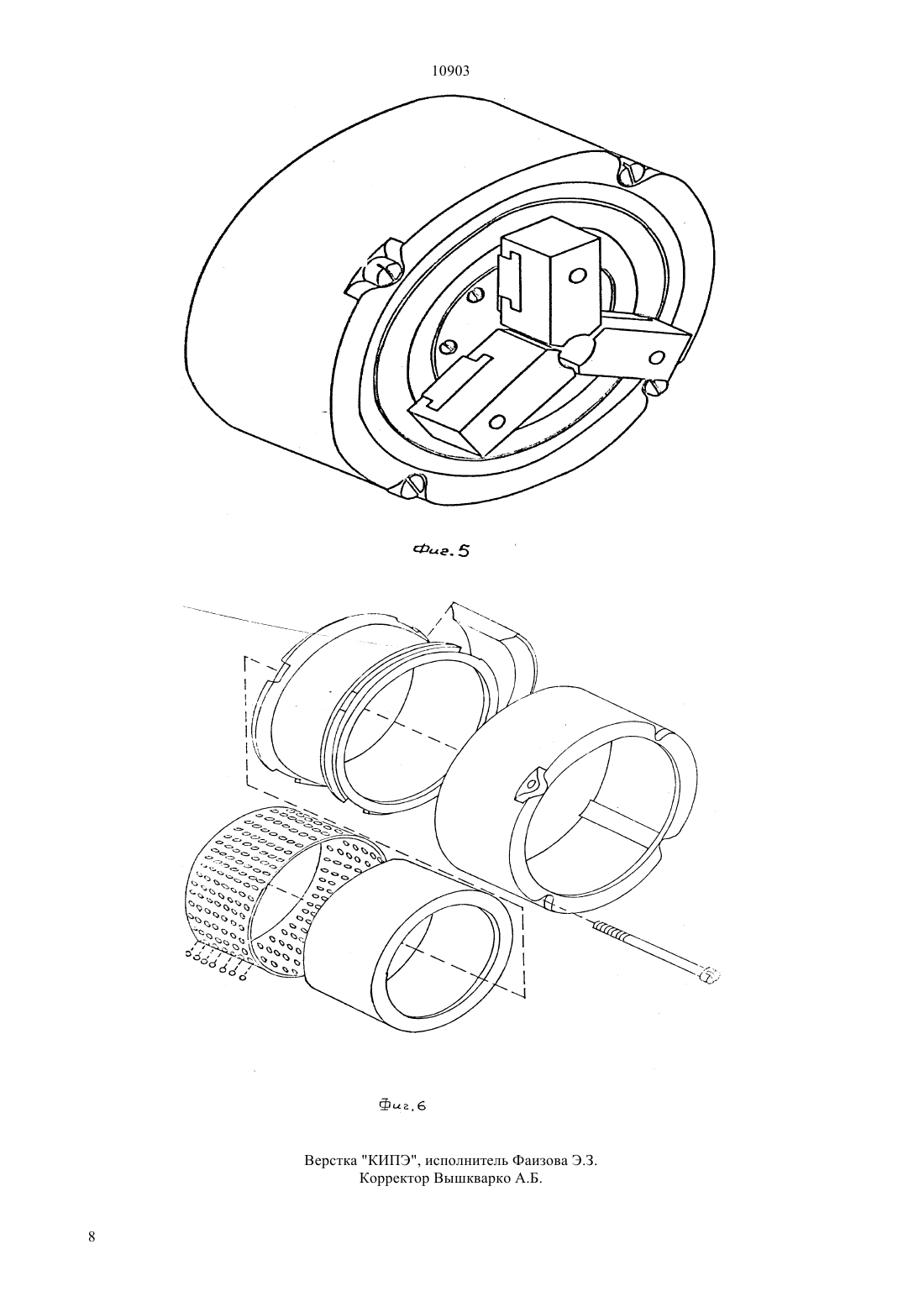
(51)7 23 31/10 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Кадыров Жаннат Нургалиевич Кадыров Байсал Жаннатович Кадыров Ильяс Жаннатович Нургали Омар Жаннатулы(56) Патроны токарные самоцентрирующие трехкулачовые клиновые с мягкими кулачками. Тех. описание. Минск Полымя, 1985, с. 5(54) САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН ДЛЯ ТОКАРНОГО СТАНКА(57)Изобретение относится к приспособлениям для зажима деталей при обработке на станках токарной группы, преимущественно двухшпиндельной компоновки с оппозитно расположенными шпиндельными бабками. Технический результат изобретения - упрощение операции внесения коррекции в положение зажатой в кулачках патрона детали. Это достигается тем, что патрон дополнительно включает внутреннюю и наружную тонкостенные цилиндрические втулки, расположенные концентрично, и сепаратор с шариками, которые образуют подшипник качения, а также неподвижную наружную обойму, в радиальных отверстиях которой размещены приводы подналадки в виде наборов пьезокерамических дисков. В результате одновременных подналадочных перемещений всех трех приводов подналадки корпус патрона смещается и занимает положение, при котором направление его оси совпадает с направлением оси вращения противошпинделя. 10903 Изобретение относится к приспособлениям для зажима заготовок при обработке на станках токарной группы, преимущественно двухшпиндельной компоновки с оппозитно расположенными шпиндельными бабками. Технологический процесс изготовления деталей на таких станках включает последовательную обработку одной стороны детали, перехват детали из патрона одной шпиндельной бабки в патрон бабки с противошпинделем и обработку второй детали. Даже при самом лучшем исполнении направляющих элементов подвижных узлов станка имеющая место на детали после завершения обработки величина отклонения от соосности превышает предельно допустимые значения, и деталь не удовлетворяет требованиям точности. В связи с этим возникает задача компенсации погрешности установки детали в патроне шпиндельной бабки с противошпинделем. Известен токарный патрон (а СССР 895593,кл. В 23 В 31/10, 1982), содержащий корпус, в радиальных пазах которого установлены кулачки, несущие зажимные губки, снабженные механизмом их подналадки. Патрон конструктивно сложен, значительные технологические трудности представляет изготовление отдельных конструктивных поверхностей и деталей. Известен токарный патрон (а.с. СССР 917940,кл. В 23 В 31/10, 1982), кулачки которого имеют в своем составе устройства подналадки положения его рабочих поверхностей. К недостатку патрона можно отнести сложность процедуры подналадки кулачков, требующую продолжительного времени на реализацию и специальной подготовки оператора. Известен токарный патрон (а .с. СССР 1426704, кл В 23 В 31/28, 1988), содержащий корпус с установленными в нем подвижными зажимными кулачками, каждый из которых снабжен механизмом подналадки положения зажимаемой поверхности кулачка. Патрон реализован не на базе серийно выпускаемого патрона, что делает неприемлемым его для широкого внедрения. Известен патрон с радиально перемещающимися кулачками по заявке 4441507/08, поданной во ВНИИГПЭ, содержащий корпус с отверстиями, зажимные кулачки, ползун в отверстии, кинематически связанный с кулачками, винты для регулирования положения кулачков и центрирующую втулку. Для обеспечения функциональных свойств патрона необходимо точное изготовление комплектующих деталей, тщательная сборка и притирка сопряженных поверхностей, что достигается дополнительными отделочными операциями технологического процесса изготовления и применения специальных приспособлений при сборке. Наиболее близким по технологической сущности к предлагаемому изобретению является конструкция серийно выпускаемого заводом станкопринадлежно 2 стей в г. Бердичеве патрона мод. 7102-0070-1-2 (Патроны токарные самоцентрирующие трехкулачковые клиновые с мягкими кулачками. Техническое описание.Минск, Полымя, 1985, с.5, рис. 4), взятая за прототип. Патрон изготавливается в соответствии с ГОСТ 24351-80. Известный патрон содержит связанный винтами с выходным концом шпинделя корпус с расположенным в нем штоком, имеющим участки клиновой поверхности с выполненными на них Т-образными пазами, три основных кулачка с Т-образными выступами, взаимодействующими с пазами штока, и три мягких кулачка, жестко связанных через сухари с основными кулачками. Известный патрон имеет недостатки. Точность центрирования детали в кулачках известного патрона невысокая и лежит в пределах 0,010 0,015 мм. Такие значения отклонений от их номинального положения для деталей, зажатых в кулачках патрона, часто бывают недопустимы. Известно, что для большинства деталей требования отклонений от соосности лежат в пределах 34 степеней точности по ГОСТ 24643-81. Особую актуальность обеспечение высоких требований по соосности приобретает при реализации техпроцесса последовательного изготовления двух сторон детали с перехватом из патрона одной шпиндельной бабки в патрон оппозитно расположенной шпиндельной бабки, характерного для токарных станков двухшпиндельной компоновки. Таким образом, отсутствие в известном патроне мод. 7102 возможности управления (внесения коррекции) положением детали предполагает внесение дополнительных операций в процесс ее изготовления, направленных на уменьшение отклонений от соосности ступеней детали. В результате удлиняется общий цикл изготовления детали, снижается производительность и эффективность работы станка. Обеспечение возможности патрону вносить коррективы в положение зажатой в его кулачках детали при обработке ее второй стороны на токарном станке двухшпиндельной компоновки открывает новые возможности при изготовлении класса деталей с заданной величиной эксцентриситета - эксцентриков, нажимных дисков и других деталей. Патрон мод. 7102 такой возможности не имеет. Ограниченные функциональные возможности патрона мод. 7102 не дают возможности изготавливать детали с высокими требованиями по точности(соосности ступеней). С другой стороны, нет возможности изготавливать без переустановки из патрона в патрон деталей типа эксцентриков. Отмеченные недостатки делают патрон мод.7102 нежелательным для оснащения токарных двухшпиндельных станков. Задача изобретения - расширение функциональных возможностей патрона путем упрощения операции внесения коррекции в положение зажатой в кулачках патрона детали. 10903 Для этого самоцентрирующий клиновой патрон для токарного станка, содержащий соединенный с выходным концом шпинделя станка корпус со сквозными продольными крепежными и центральным отверстиями, расположенный в центральном отверстии корпуса шток, имеющий участки клиновой поверхности с выполненными в них Тобразными пазами, три основных кулачка с Тобразными выступами, выполненными с возможностью взаимодействия с пазами штока, и три мягких кулачка, жестко связанных через сухари с основными кулачками, дополнительно включает внутреннюю и наружную тонкостенные цилиндрические втулки, расположенные концентрично, сепаратор,шарики и дисковый обод, наружную обойму, приводы подналадки, крепежные втулки и резьбовые шпильки с утонченной цилиндрической головкой, во внутренней втулке выполнены расположенные со стороны торцов отогнутый к центру внутренний и отогнутый к периферии наружный цилиндрические буртики, в наружной втулке выполнены расположенные со стороны торцов цилиндрические уступы,сепаратор выполнен в виде тонкостенного цилиндра одинаковой с наружной и внутренней втулками длины, с равномерно расположенными по длине кольцевыми рядами отверстий, дисковый обод имеет продольные сквозные ступенчатые и резьбовые отверстия, выполненные с торца, и внутренний цилиндрический буртик на одном конце, наружная обойма выполнена в виде цилиндрического обода, имеющего с одного конца внутренний цилиндрический буртик с радиальными отверстиями, расположенными в цилиндрической стенке обода, и с выполненными со стороны торца продольными сквозными ступенчатыми отверстиями для крепежных винтов, приводы подналадки выполнены в виде наборов пьезокерамических пластин и размещены в радиальных отверстиях наружной обоймы с возможностью взаимодействия с поверхностью наружной тонкостенной цилиндрической втулки, тонкостенные цилиндрические втулки размещены между наружной обоймой и корпусом патрона так, что внутренняя втулка направлена концом с внутренним буртиком в сторону зажимаемой детали, а цилиндрический уступ наружной втулки соответствует наружному буртику внутренней втулки, при этом внутренняя втулка напрессована на наружную поверхность корпуса, сепаратор с шариками размещен между втулками, наружная обойма направлена концом с буртиком в сторону зажимаемой детали и жестко связана с дисковым ободом, закрепленным на фланце неподвижного корпуса шпиндельной бабки станка, при этом ее буртик соответствует расположению второго цилиндрического уступа наружной втулки, а корпус патрона соединен со шпинделем станка ввинченными в торец шпинделя резьбовыми шпильками с напрессованными на их цилиндрические головки тонкостенными крепежными втулками, которые имеют диаметр, равный диаметру крепежных отверстий корпуса патрона. При этом количество приводов подналадки равно трем и расстояния между ними в плоскости поперечного сечения наружной обоймы одинаковы, крепежные втулки изготовлены из резины, длина цилиндрических втулок и наружной обоймы выполнена равной длине корпуса патрона, а в каждом кольцевом ряду отверстия сепаратора расположены равномерно. Изобретение поясняется чертежами, где на фиг. 1 изображен предлагаемый патрон в осевом сечении в положении, когда один из приводов подналадки и один из мягких кулачков совпадают с вертикальной плоскостью симметрии патрона, на фиг. 2 - вид по стрелке А на фиг. 1 со снятым кулачком, на фиг. 3 разрез по Б-Б на фиг. 1, на фиг. 4 - разрез по В-В на фиг.1, на фиг.5 - аксонометрическое изображение патрона, на фиг. 6 - схема сборки патрона. Токарный самоцентрирующий клиновой патрон состоит из корпуса 1, имеющего связь с выходным концом шпинделя станка 2. Внутри корпуса 1 патрона и центрального отверстия шпинделя 2 размещен шток 3, соединенный тягой 4 с приводом возвратно-поступательного движения. В станке применен механизированный привод пневматического типа, устанавливаемый на заднем конце шпинделя(не показан). Центрирование штока 3 внутри корпуса 1 патрона при его осевых перемещениях осуществляется за счет взаимодействия сопряженных цилиндрических поверхностей 5 и 6, принадлежащих,соответственно, штоку 3 и корпусу 1 патрона, а трансформация осевых перемещений штока 3 в радиальные перемещения основных кулачков 7 происходит за счет взаимодействия сопряженных клиновых поверхностей 8 и 9, принадлежащих, соответственно, штоку 3 и основным кулачкам 7. Угол наклона клиновых поверхностей штока 3 и основных кулачков 7 равен 12 о. В состав патрона входят также три мягких кулачка 10, жестко связанных винтами 11 через сухари 12 с основными кулачками 7. Дополнительно, по сравнению с конструкцией базового патрона мод. 7102 в состав патрона введены различные по диаметру внутренняя 13 и наружная 14 концентричные тонкостенные цилиндрические втулки,сепаратор 15, шарики 16, дисковый обод 17, наружная обойма 18, приводы подналадки 19, крепежные втулки 20 и резьбовые шпильки 21 с утонченной цилиндрической головкой. При этом в меньшей по диаметру внутренней втулке 13 выполнены расположенные со стороны торцов отогнутый к центру внутренний 22 и отогнутый к периферии наружный 23 цилиндрические буртики, в большей по диаметру наружной втулке 14 выполнены расположенные со стороны торцов цилиндрические уступы 24. Сепаратор 15 патрона выполнен одинаковой со втулками длины в виде тонкостенного цилиндра с расположенными по всей длине рядами отверстий, в которых размещены шарики 16. Дисковый обод 17 выполнен с односторонним внутренним цилиндрическим буртиком 25 и с расположенными продольно с торца сквозными ступенчатыми (не показаны) и резьбовыми 26 отверстиями. Через ступенчатые от 3 10903 верстия обод 17 крепится к фланцу неподвижного корпуса шпиндельной бабки (не показана). Наружная обойма 18 выполнена в виде цилиндрического обода, с одного конца которого имеется внутренний цилиндрический буртик 27, в цилиндрической стенке обода выполнены радиальные отверстия для размещения приводов подналадки 19, а со стороны торца выполнены сквозные ступенчатые отверстия 28. В качестве приводов подналадки 19 применены наборы пьезокерамических пластин в виде тонких дисков из числа типовых, выпускаемых Волгоградским заводом пьезокерамических пластин. Диаметр пластин 14 18 мм. Резьбовые шпильки 21 имеют резьбовую поверхность, равную диаметру резьбового отверстия в торце шпинделя (М 10) и утонченную цилиндрическую головку 29, на которую напрессовывается резиновая крепежная втулка 20. Сама крепежная втулка 20 выполнена тонкостенной с диаметром наружной поверхности, равным диаметру отверстий 30 под крепежные винты в корпусе патрона (12). При сборке патрона обеспечивают следующее. Наружную обойму 18 ориентируют буртиком 27 в сторону зажимаемой детали и с помощью винтов 31,проходящих через отверстия 28, жестко крепят к дисковому ободу 17, а связь корпуса 1 патрона со шпинделем 2 осуществляют через ввинченные в торец шпинделя резьбовые шпильки 21 с напрессованными на их цилиндрические головки втулками 20,взаимодействующими с отверстиями 30 в корпусе патрона. В предлагаемом патроне цилиндрические втулки 13 и 14 размещены между наружной обоймой 18 и корпусом 1 патрона таким образом, что внутренняя втулка 13 ориентирована внутренним буртиком 22 в сторону зажимаемой детали и напрессована на наружную поверхность корпуса 1, сепаратор 15 с шариками 16 размещен в пространстве между втулками 13 и 14, а наружная втулка 14 ориентирована своими уступами 24 в соответствии с расположением наружного буртика 23 внутренней втулки 13 и внутреннего буртика 27 обоймы 18. Конструктивно ширина цилиндрических втулок 13 и 14 и наружной обоймы 18 выполнены идентичными и равными ширине корпуса 1 патрона, а отверстия в каждом ряду сепаратора 15 расположены равномерно по длине окружности. Количество приводов подналадки 19 равно трем,и они расположены через равные углы. Приводы подналадки 19 размещены в радиальных отверстиях наружной обоймы 18 и взаимодействуют с поверхностью наружной втулки 14. Наличие буртиков 22 и 23 на внутренней втулке 13, уступов 24 на наружной втулке 14 и буртика 27 на наружной обойме 18 обеспечивает при затяжке винтов 31 единую сборную конструкцию. Функционально втулки 13 и 14 вместе с сепаратором 15 и с шариками 16 представляют собой многорядный подшипник качения, прижатый снаружи тремя приводами подналадки 19. В конструкции предлагаемого патрона значительно упрощен подвод электрического потенциала 4(значительной величины, порядка 1,0 ) к приводам подналадки 19, поскольку они размещены в неподвижной обойме 18. До начала обработки в соответствии с диаметральным размером зажимаемой детали передвигают три мягких кулачка 10 вместе с сухарями 12. Фиксацию достигнутого положения производят винтами 11. В зафиксированном положении мягких кулачков 10 производят их растачивание. Токарный патрон работает следующим образом. Наиболее эффективно использование патрона для токарного станка двухшпиндельной компоновки при оснащении данным патроном бабки с противошпинделем. После перехвата детали и до начала обработки второй стороны детали с помощью внешних измерительных устройств (например, измерительных головок, на фиг. не показаны) производят измерение фактического положения оси детали в кулачках 10 патрона. Зная положение в пространстве оси 32 противошпинделя, с помощью микропроцессорного вычислительного устройства находится в общем виде величина и направление в пространстве вектора рассогласования между фактическим положением оси детали и осью вращения противошпинделя, и далее рассчитываются радиальные подналадочные перемещения для каждого привода подналадки 19. Выделенный сигнал управления для каждого привода подналадки преобразуют в пропорциональный электрический сигнал. Под действием поданного напряжения в результате обратного пьезоэффекта размеры приводов 19 изменяются (увеличиваются или уменьшаются в зависимости от требуемого направления подналадочного движения), в результате чего наружная втулка 14 через шарики 16 воздействует на внутреннюю втулку 13, а через нее на корпус 1 патрона и смещает последний в пространстве на величину и направление, полученное в результате расчетов. Процедура подналадки происходит при невращающейся детали, при этом наличие гибкой связи между корпусом 1 и шпинделем 2,реализуемой тремя резьбовыми шпильками 21 с напрессованными на их цилиндрические головки резиновыми втулками 20, обеспечивает возможность смещения корпуса 1 патрона в радиальном направлении. При этом упругость материала (резины) втулки 20 создает возможность возврата деталей патрона в исходное положение после снятия электрического потенциала приводов подналадки 19. Таким образом, в результате одновременных подналадочных перемещений всех трех приводов подналадки 19 корпус 1 патрона смещается в пространстве на величину и направление, при котором положение оси обрабатываемой детали совпадает с осью 32 вращения противошпинделя и компенсируется доминирующая погрешность - неточность установки детали в зажимном приспособлении патрона станка. После окончания процедуры подналадки возможен повторный проверочный контроль достигнутого фактического положения оси детали. При этом, если величина отклонения от соосности находится в пре 10903 делах допустимых значений, выдается команда на продолжение технологического цикла изготовления детали - обработку второй ее стороны. Предлагаемый патрон реализован на базе серийно выпускаемого патрона мод. 7102. При необходимости перехода на другой типоразмер патрона требуются незначительные изменения - уточнение размеров втулок 13, 14 и наружной обоймы 18. Достоинством предлагаемого патрона являются его расширенные функциональные возможности,простота подвода электрической энергии к пьезоприводам, простота конструкции, широкое использование унифицированных элементов - шариков,пьезопластин и других, а также инвариантность конструкции по отношению к типоразмерам и конфигурации зажимаемых в патроне деталей. Патрон прошел лабораторные и цеховые испытания и в составе двухшпиндельного станка 11 Б 40 Ф 4 и подтвердил свои хорошие функциональные и эксплутационные характеристики. Отмеченные достоинства делают предлагаемый патрон предпочтительным для токарных одно- и двухшпиндельных станков, работающих в широкономенклатурном производстве. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Самоцентрирующий клиновой патрон для токарного станка, содержащий соединенный с выходным концом шпинделя станка корпус со сквозными продольными крепежными и центральным отверстиями, расположенный в центральном отверстии корпуса шток, имеющий участки клиновой поверхности с выполненными на них Т-образными пазами,три основных кулачка с Т-образными выступами,выполненными с возможностью взаимодействия с пазами штока, и три мягких кулачка, жестко связанных через сухари с основными кулачками, отличающийся тем, что он дополнительно включает внутреннюю и наружную тонкостенные цилиндрические втулки, расположенные концентрично, сепаратор, шарики, дисковый обод, наружную обойму,приводы подналадки, крепежные втулки и резьбовые шпильки с утонченной цилиндрической головкой, во внутренней втулке выполнены расположенные со стороны торцов отогнутый к центру внутренний и отогнутый к периферии наружный цилиндрические буртики, в наружной втулке выполнены расположенные со стороны торцов цилиндрические уступы, сепаратор выполнен в виде тонкостенного цилиндра одинаковой с наружной и внутренней втулками длины, с равномерно расположенными по длине кольцевыми рядами отверстий, дисковый обод имеет продольные сквозные ступенчатые и резьбовые отверстия, выполненные с торца, и внутренний цилиндрический буртик на одном конце,наружная обойма выполнена в виде цилиндрического обода, имеющего с одного конца внутренний цилиндрический буртик с радиальными отверстиями,расположенными в цилиндрической стенке обода, и с выполненными со стороны торца продольными сквозными ступенчатыми отверстиями для крепежных винтов, приводы подналадки выполнены в виде наборов пьезокерамических пластин и размещены в радиальных отверстиях наружной обоймы с возможностью взаимодействия с поверхностью наружной тонкостенной цилиндрической втулки, тонкостенные цилиндрические втулки размещены между наружной обоймой и корпусом патрона так, что внутренняя втулка направлена концом с внутренним буртиком в сторону зажимаемой детали, а цилиндрический уступ наружной втулки соответствует наружному буртику внутренней втулки, при этом внутренняя втулка напрессована на наружную поверхность корпуса, сепаратор с шариками размещен между втулками, наружная обойма направлена концом с буртиком в сторону зажимаемой детали и жестко связана с дисковым ободом, закрепленным на фланце неподвижного корпуса шпиндельной бабки станка, при этом ее буртик соответствует расположению второго цилиндрического уступа наружной втулки, корпус патрона соединен со шпинделем станка ввинченными в торец шпинделя резьбовыми шпильками с напрессованными на их цилиндрические головки тонкостенными крепежными втулками,которые имеют диаметр, равный диаметру крепежных отверстий корпуса патрона. 2. Патрон по п.1, отличающийся тем, что количество приводов подналадки равно трем и расстояния между ними в плоскости поперечного сечения наружной обоймы одинаковы. 3. Патрон по п.1, отличающийся тем, что крепежные втулки изготовлены из резины. 4. Патрон по п.1, отличающийся тем, что длина цилиндрических втулок и наружной обоймы выполнена равной длине корпуса патрона. 5. Патрон по п.1, отличающийся тем, что в каждом кольцевом ряду отверстия сепаратора расположены равномерно.
МПК / Метки
МПК: B23B 31/10
Метки: токарного, станка, патрон, клиновой, самоцентрирующий
Код ссылки
<a href="https://kz.patents.su/8-10903-samocentriruyushhijj-klinovojj-patron-dlya-tokarnogo-stanka.html" rel="bookmark" title="База патентов Казахстана">Самоцентрирующий клиновой патрон для токарного станка</a>
Предыдущий патент: Приемник теплового излучения
Следующий патент: Натяжное устройство для установки щитовой опалубки
Случайный патент: Направляющий аппарат одностопной колпаковой печи