Способ измерения отклонений от цилиндричности и прямолинейности образующей одним, двумя, тремя подвижными лазерными датчиками (способ последовательных неподвижных поперечных сечений – направляющих)
Номер инновационного патента: 19944
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
Формула / Реферат
Разработаны способы измерения отклонений от круглости, непрямолинейности образующих, цилиндричности деталей типа валов с использованием одного, двух, трёх лазерных датчиков. Для повышения точности измерения используются лазерные датчики с малым опорным расстоянием, спаренные и привязанные к общему центру с помощью концевой меры.
Общее название способа измерения диаметра, отклонений от круглости, непрямолинейности образующей и цилиндричности «способ последовательных неподвижных поперечных сечений-направляющих».
При измерении деталей до восьмого квалитета точности используется один лазерный датчик; шестого - седьмого квалитетов - два датчика; выше шестого квалитета - три лазерных датчика, привязанные к одному центру.
При измерении деталей повышенной точности для измерения применяется один лазерный датчик с малым диапазоном измерения и повышенной точностью измерения, высокой точности - два датчика, особо высокой точности - три лазерных датчика; если диаметр измеряемых деталей больше диапазона измерения таких датчиков, то настройка одного лазерного датчика производится по эталонной детали, спаривание двух датчиков и привязка трёх датчиков к общему центру выполняется с помощью концевых мер.
1) 1 с.п.ф.;
2) 14 з.п.ф.;
3) 7 иллюстр.
Текст
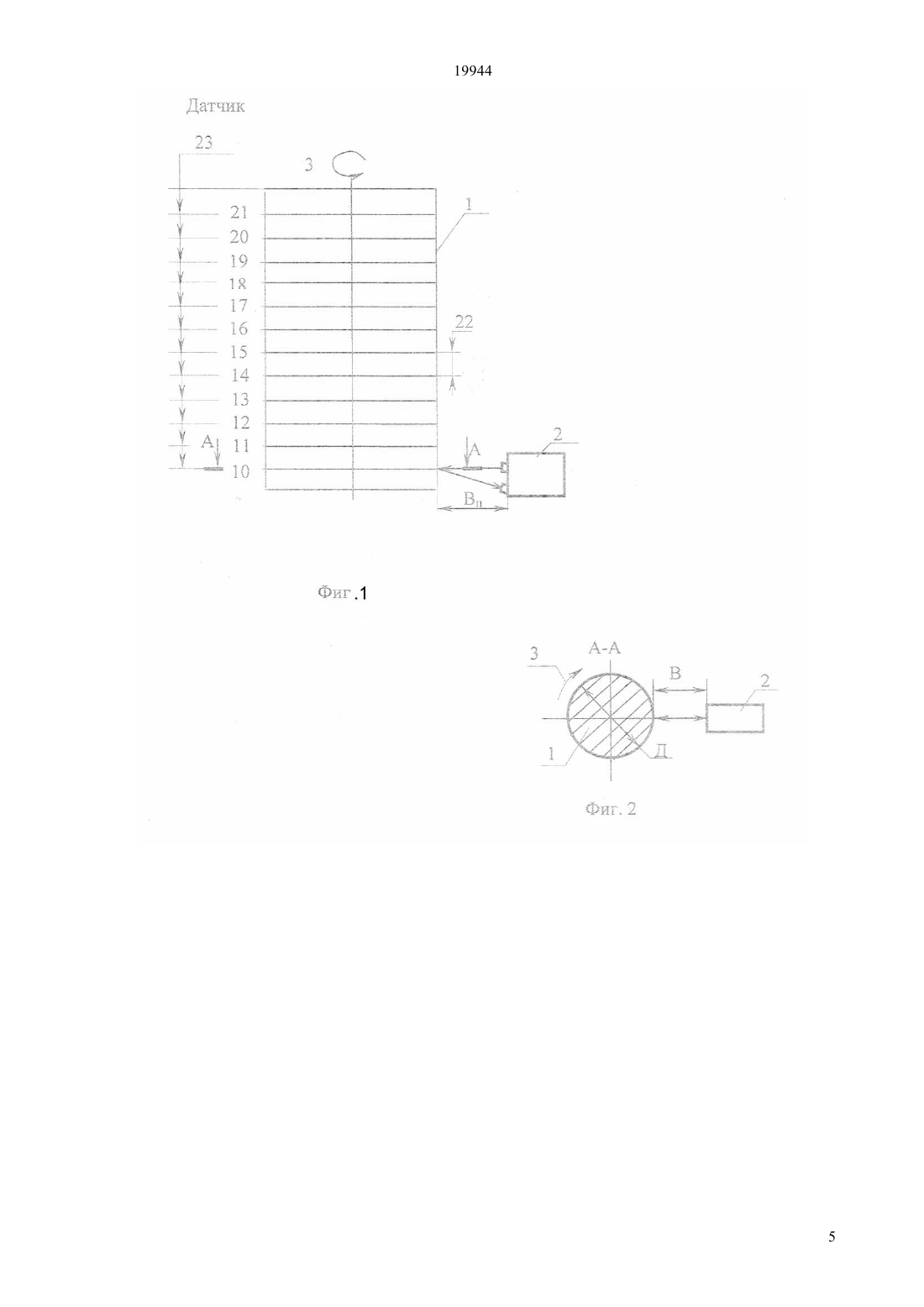
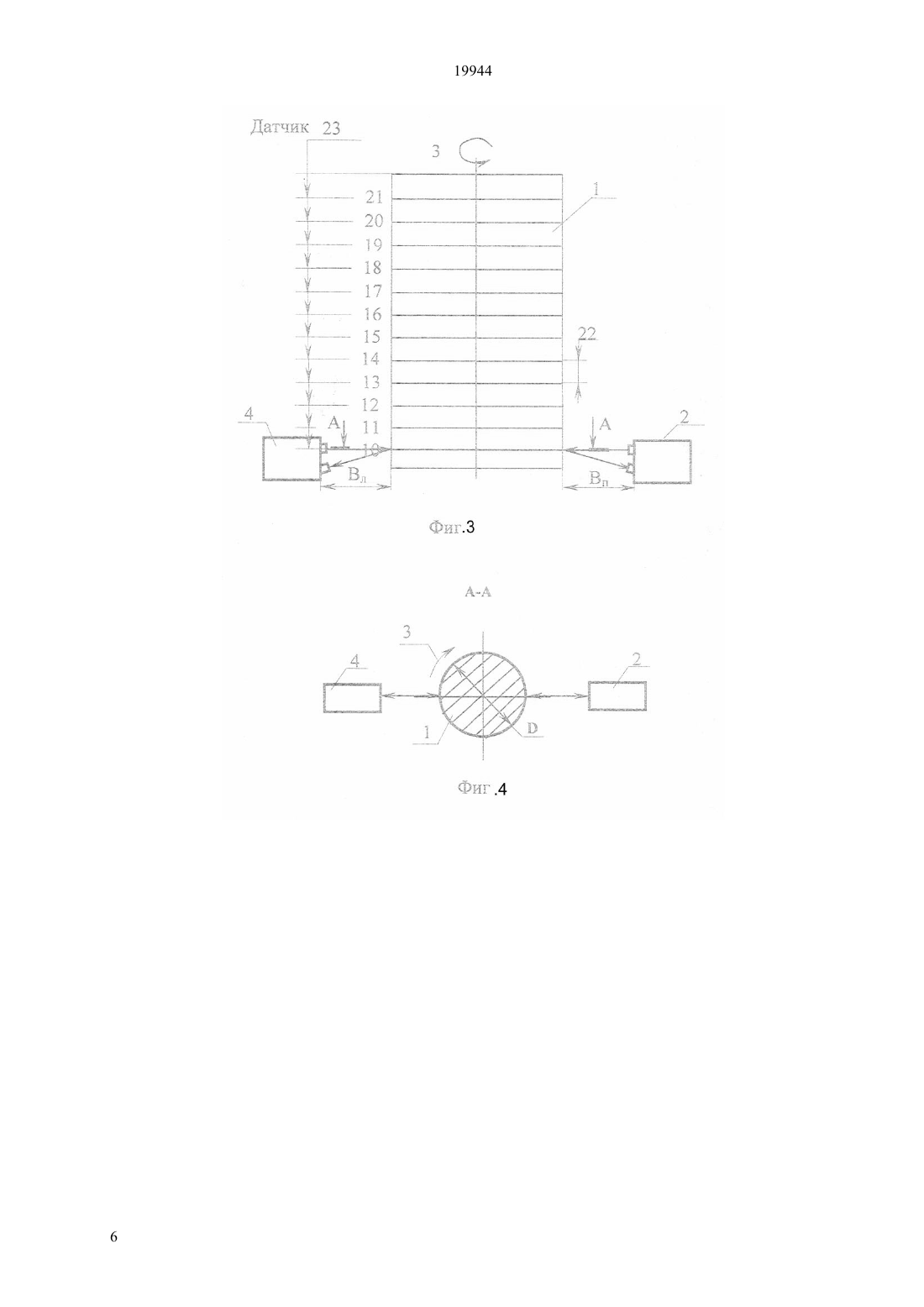
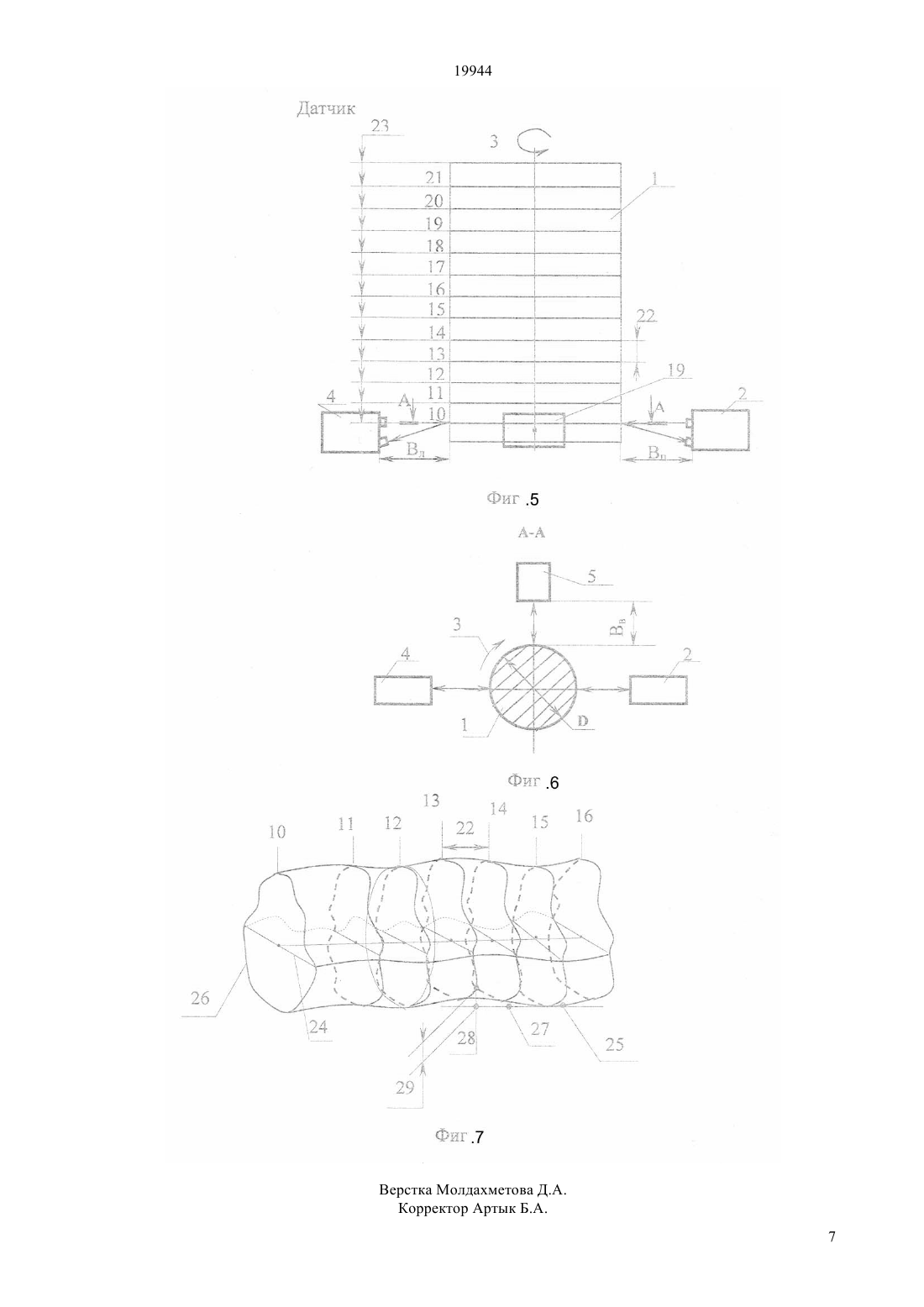
(51) 01 11/08 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПРЕДВАРИТЕЛЬНОМУ ПАТЕНТУ Общее название способа измерения диаметра,отклонений от круглости, непрямолинейности образующей и цилиндричности способ последовательных неподвижных поперечных сечений-направляющих. При измерении деталей до восьмого квалитета точности используется один лазерный датчик шестого - седьмого квалитетов - два датчика выше шестого квалитета - три лазерных датчика,привязанные к одному центру. При измерении деталей повышенной точности для измерения применяется один лазерный датчик с малым диапазоном измерения и повышенной точностью измерения, высокой точности - два датчика, особо высокой точности - три лазерных датчика если диаметр измеряемых деталей больше диапазона измерения таких датчиков, то настройка одного лазерного датчика производится по эталонной детали, спаривание двух датчиков и привязка трх датчиков к общему центру выполняется с помощью концевых мер. 1) 1 с.п.ф. 2) 14 з.п.ф. 3) 7 иллюстр.(72) Дудак Николай Степанович Искакова Динара Алтынбековна(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ЦИЛИНДРИЧНОСТИ И ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ ОДНИМ, ДВУМЯ,ТРЕМЯ ПОДВИЖНЫМИ ЛАЗЕРНЫМИ ДАТЧИКАМИ (СПОСОБ ПОСЛЕДОВАТЕЛЬНЫХ НЕПОДВИЖНЫХ ПОПЕРЕЧНЫХ СЕЧЕНИЙ - НАПРАВЛЯЮЩИХ)(57) Разработаны способы измерения отклонений от круглости,непрямолинейности образующих,цилиндричности деталей типа валов с использованием одного, двух, трх лазерных датчиков. Для повышения точности измерения используются лазерные датчики с малым опорным расстоянием, спаренные и привязанные к общему центру с помощью концевой меры. 19944 Изобретение относится к области измерительной техники для контроля деталей типа валов, гильз,втулок с микрометрической точностью бесконтактным оптическим способом. Известен способ измерения расстояния до объекта с помощью лазерного датчика 5/ 1 2, с. 262, рис. 16.1, 3, с. 111, рис.49. В изобретении осуществлено использование известного способа измерения расстояний лазерным датчиком по новому назначению способ измерения расстояний использован для измерения отклонений от круглости. При установке тела вращения и его круговом движении при измерении будет.регистрироваться лазерным датчиком переменное по величине расстояние, т.е. отклонение текущего радиуса или отклонение от круглости. Измерение отклонения от цилиндричности практически не применяется в практике машиностроения как трудомкий и сложный способ. Заявлен способ построения картины отклонений от цилиндричности путм сопоставления ряда измеренных отклонений от круглости детали в заданных поперечных сечениях вдоль оси. Известен способ измерения толщины деталей типа пластин, лент с помощью двух спаренных лазерных датчиков 2, с. 260 - 269, рис. 16.1, 16.5,16. 10. При измерении толщины прозрачной пластины используется один лазерный датчик, а для измерения непрозрачных пластин,лент используются два лазерных датчика, установленные с двух сторон пластины. Для этого расстояние между датчиками должно быть точно установлено,т.е. датчики должны быть спарены. Тогда при измерении расстояний до детали двумя датчиками с двух сторон разница между общим расстоянием между датчиками и измеренными расстояниями показывает толщину измеряемой пластины. Если вместо плоской детали установить тело вращения,то при его вращении вокруг оси в процессе измерения спаренные датчики будут регистрировать переменный по величине диаметр в результате измерения непостоянного по величине диаметра в одном поперечном сечении образуются отклонения от круглости, а сопоставление полученных отклонений от круглости в сечениях,расположенных с выбранным осевым шагом,образует картину отклонений от цилиндричности. Выполненная схема измерения спаренными датчиками позволяет идентифицировать колебание оси в горизонтальной плоскости. Для идентификации положения оси измеряемой детали в вертикальной плоскости использован третий датчик,что значительно повышает точность измерения. Способ измерения расстояния до объекта и толщины деталей выбирается в качестве аналога и прототипа. Отличие указанного способа от прототипа и аналога - вращение детали в процессе измерения и сопоставление результатов измерений в разных поперечных сечениях для получения отклонения от цилиндричности. Выбор поперечного сечения для измерения осуществляется путм продольного перемещения датчиков. 2 Технический результат использование известного способа измерения расстояния и измерения толщины плоских деталей типа лент,пластин двумя спаренными датчиками для измерения изменения текущего радиуса детали при е вращении и определение таким образом отклонений от круглости в выбранных поперечных сечениях вдоль оси и определение отклонений от цилиндричности и непрямолинейности образующей(способ последовательных неподвижных поперечных сечений-направляющих). Технический результат достигается тем, что полученные отклонения от круглости ряда заданных поперечных сечений вдоль оси используются для компьютерной обработки и получения отклонений от цилиндричности в цифровой или более наглядной графической форме (Форма обработки измерений и представления результатов не является предметом изобретения),а сопоставление взаимного положения точек направляющих в заданном осевом сечении детали дат картину отклонений от прямолинейности образующей использование третьего датчика позволяет идентифицировать положение оси в вертикальной плоскости и повысить точность измерения,используя предыдущие результаты измерения двумя спаренными лазерными датчиками. На фиг. 1 показана схема измерения отклонения от непрямолинейности образующей и от цилиндричности одним лазерным датчиком М 5 /(способ неподвижной направляющей-1) с помощью последовательных поперечных сечений 1021 с продольным перемещением детали от сечения к сечению, нанесены необходимые позиции,обозначения, размеры для идентификации способа измерения. На фиг. 2 показано взаимное положение детали и датчика в сечении А-А - на фиг. 1, нанесены необходимые позиции, обозначения, размеры для идентификации способа измерения. На фиг. 3 показана схема измерения отклонения от прямолинейности образующей и от цилиндричности двумя спаренными датчиками(способ двойной неподвижной направляющей-2 производится двойное измерение отклонение от круглости) с помощью последовательных поперечных сечений с продольным перемещением датчиков на заданный осевой шаг от сечения к сечению, нанесены необходимые позиции, размеры,обозначения для идентификации способа измерения. На фиг. 4 показано взаимное положение двух спаренных датчиков и детали в сечении А-А,нанесены необходимые позиции,размеры,обозначения для идентификации способа измерения. На фиг. 5 показана схема измерения диаметра,отклонения от непрямолинейности образующей и от цилиндричности тремя лазерными датчиками,привязанными к одному центру (способ тройной неподвижной направляющей-3 - производится тройное измерение погрешности в одном сечении тремя датчиками) с помощью последовательных поперечных сечений с продольным перемещением датчиков на заданный осевой шаг от сечения к 19944 сечению нанесены необходимые позиции, размеры,обозначения для идентификации способа измерения. На фиг. 6 показано взаимное положение трх датчиков, привязанных к одному центру, и детали,нанесены необходимые позиции,размеры,обозначения для идентификации способа измерения. На фиг. 7 показаны отклонения от цилиндричности измеряемой детали, нанесены необходимые обозначения, позиции, размеры. На фиг. 1 показаны 1021 - выбранные по длине поперечные сечения детали для измерения отклонений от круглости 1 - измеряемая деталь 3 вращательное движение детали при измерении 2 лазерный датчик М 5 /23 - периодическое перемещение датчиков на шаг 22 от сечения к сечению по длине детали для измерения отклонений от круглости А-А - текущее сечение для измерения от круглости. На фиг. 2 показаны 1 - измеряемая деталь 3 вращательное движение детали 2 - лазерный датчик М 5 /п- измеряемое расстояние датчиком. На фиг. 3 показаны 1021 - выбранные по длине поперечные сечения детали для измерения отклонений от круглости 1 - измеряемая деталь 3 вращательное движение детали при измерении 2 правый лазерный датчик М 5 /23 периодическое перемещение датчиков на шаг 22 от сечения к сечению по длине детали для измерения отклонений от круглости-А-А - текущее сечение для измерения от крутости Вп - расстояние до измеряемого объекта от правого датчика 4 - левый датчик Вл - расстояние от левого датчика до измеряемого объекта ВпВл В -105 В - опорное расстояние лазерных датчиков. На фиг. 4 показаны 1 - измеряемая деталь 3 вращательное движение детали 2 - правый лазерный датчик 4 - левый лазерный датчикизмеряемый диаметр детали. На фиг. 5 показаны 1021 - выбранные по длине поперечные сечения детали для измерения отклонений от круглости 1 - измеряемая деталь 3 вращательное движение детали при измерении 2 правый лазерный датчик М 5 /23 периодическое перемещение датчиков на шаг 22 от сечения к сечению по длине детали для измерения отклонений от круглости А-А - текущее сечение для измерения от круглости Вп - расстояние до измеряемого объекта от правого датчика 4 - левый датчик Вл - расстояние от левого датчика до измеряемого объекта 5 - верхний датчик,установленный в вертикальной плоскости Ве расстояние от верхнего датчика до измеряемого объекта ВпВлВвВ -108. На фиг. 6 показаны 1 - измеряемая деталь 3 вращательное движение детали 2 - правый лазерный датчик 4 - левый лазерный датчик 5 верхний датчик-измеряемый диаметр детали Вв- измеряемое расстояние от верхнего датчика до детали ВвВ-105. Общее название способа измерения отклонений от цилиндричности и прямолинейности образующей способ последовательных неподвиж ных поперечных сечений-направляющих, так как деталь при измерениях не перемещается вдоль оси. При измерении деталей до восьмого квалитета точности используется один лазерный датчик шестого - седьмого квалитетов - два датчика выше шестого квалитета - три лазерных датчика,привязанные к одному центру Технический прогресс и повышение качества изделий требует повышения точности измерений. Бесконтактные оптические средства как лазерные датчики для измерения линейных размеров при большой точности измерения имеют малые пределы измерения. Такие спаренные лазерные датчики имеют ограниченные небольшие расстояния между датчиками, т.е. не могут быть применены для измерения точных деталей больших диаметров. Для того,чтобы увеличить расстояние между спаренными датчиками с большой точностью измерения,необходимо спаривать их с использованием концевых мер. При измерении таких деталей одним лазерным датчиком настройка датчика на размер выполняется с использованием эталонной детали. При измерении деталей повышенной точности для измерения применяется один лазерный датчик, высокой точности - два датчика, особо высокой точности - три лазерных датчика, привязанных к общему центру с помощью концевых мер. Предложенный способ измерения позволяет быстро и эффективно производить измерения комплексного параметра качества деталей машин отклонения от цилиндричности и прямолинейности образующих и повысить качество узлов и деталей машин. Использованные источники 1 -. 2 Промышленное применение лазеров/Под ред. Г. Кебнера перевод с англ. М. Машиностроение,1988.-280 с. 3 Рабинович А.Н. Приборы и системы автоматического контроля размеров деталей машин. Киев Технка, 1970. - с. 456 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ измерения диаметра, отклонений от непрямолинейности образующей и цилиндричности с использованием одного, двух, трех лазерных датчиков для измерения расстояний и толщины пластин, лент, отличающийся тем, что для получения отклонений от цилиндричности и прямолинейности образующих используют измерение отклонений от круглости. 2. Способ по п.1, отличающийся тем, что для получения объемной картины отклонения от цилиндричности используют взаимное положение диаграмм отклонений от круглости деталей в выбранных сечениях. 3. Способ по п.1, отличающийся тем, что при измерении двумя спаренными лазерными датчиками М 5 /идентифицируют положение оси детали в горизонтальной плоскости и увеличивают точность измерения. 3 19944 4. Способ по п. 1, отличающийся тем, что при измерении тремя лазерными датчиками 5/,привязанными к общему центру, идентифицируют положение оси детали в горизонтальной и вертикальной плоскостях и достигают наибольшей точности измерения. 5. Способ по п. 1, отличающийся тем, что для использования более точных лазерных датчиков 5/ с малым опорным расстоянием используют настройку на центр детали с помощью концевых мер. 6. Способ по п.1, отличающийся тем, что для возможности использования более точных лазерных датчиков М 5 /с малым опорным расстоянием используют спаривание лазерных датчиков и привязка к общему центру с помощью концевой меры. 7. Способ по п.1, отличающийся тем, что для получения отклонений от цилиндричности выбирают поперечные сечения с заданным шагом по длине детали для измерения отклонений от круглости - способ последовательных неподвижных поперечных сечений-направляющих. 8. Способ по п.1, отличающийся тем, что для получения отклонений от круглости в выбранных сечениях используют продольное перемещение датчиков на заданный шаг(способ последовательных неподвижных поперечных сечений-направляющих). 9. Способ п.1, отличающийся тем, что при измерении деталей до восьмого квалитета точности используют один лазерный датчик М 5 /с продольным перемещением детали от сечения к сечению (способ последовательных неподвижных поперечных сечений-направляющих-1). 10. Способ по п.1, отличающийся тем, что для измерения деталей повышенной точности применяют один лазерный датчик М 5 /более высокой точности, настроенный на размер для больших диаметров детали с помощью эталона, а деталь перемещают от сечения к сечению вдоль оси(способ последовательных неподвижных поперечных сечений-направляющих - эталон-1). 11. Способ п.1, отличающийся тем, что для измерения деталей седьмого-шестого квалитетов точности используют два лазерных спаренных датчика М 5 / , перемещаемые от сечения к сечению вдоль оси на один осевой шаг (способ двойных последовательных неподвижных поперечных сечений-направляющих-2). 12. Способ по п. 1, отличающийся тем, что для измерения деталей высокой точности используются два лазерных датчика М 5 /более высокой точности, причм при размерах деталей, выходящих за диапазон измерения, применяют спаривание с помощью концевой меры датчики перемещают от сечения к сечению на один осевой шаг для измерения в очередном сечении (способ двойных последовательных неподвижных поперечных сечений-направляющих - мера - 2). 13. Способ по п.1, отличающийся тем, что для измерения деталей выше шестого квалитета точности применяют три лазерных датчика М 5 /, привязанных к общему центру, а для измерения в заданных сечениях через осевой шаг перемещение сообщают детали (способ тройных последовательных подвижных поперечных сеченийнаправляющих-3). 14. Способ по п. 1, отличающийся тем, что для измерения деталей особо высокой точности применяют три лазерных датчика 5/ более высокой точности, а при размерах деталей больше диапазона измерения датчиков, применяют привязку трх датчиков к общему центру с помощью трх концевых мер перемещение от сечения к сечению сообщают датчикам (способ последовательных тройных неподвижных поперечных сеченийнаправляющих - мера - 3). 15. Способ по п.1, отличающийся тем, что по результатам измерения отклонений от круглости в последовательных осевых сечениях и взаимного положения осевых сечений получают данные об отклонении от непрямолинейности образующих.
МПК / Метки
МПК: G01B 11/08
Метки: подвижными, датчиками, тремя, измерения, прямолинейности, сечений, неподвижных, способ, последовательных, цилиндричности, отклонений, поперечных, образующей, направляющих, одним, двумя, лазерными
Код ссылки
<a href="https://kz.patents.su/7-ip19944-sposob-izmereniya-otklonenijj-ot-cilindrichnosti-i-pryamolinejjnosti-obrazuyushhejj-odnim-dvumya-tremya-podvizhnymi-lazernymi-datchikami-sposob-posledovatelnyh-nepodvizhnyh-poperec.html" rel="bookmark" title="База патентов Казахстана">Способ измерения отклонений от цилиндричности и прямолинейности образующей одним, двумя, тремя подвижными лазерными датчиками (способ последовательных неподвижных поперечных сечений – направляющих)</a>
Способ измерения отклонений от круглости и диаметра одним, двумя, тремя лазерными датчиками с продольным перемещением датчиков от сечения к сечению (способ последовательных неподвижных сечений – направляющих)
Номер инновационного патента: 19941
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: сечений, датчиками, направляющих, диаметра, одним, способ, измерения, сечения, сечению, лазерными, последовательных, двумя, продольным, тремя, перемещением, круглости, неподвижных, отклонений, датчиков
Формула / Реферат:
Разработан способ измерения диаметра и отклонений от круглости с использованием одного, двух, трёх лазерных датчиков. Для повышения точности измерения используется третий лазерный датчик. Общее название способа измерения диаметра, отклонений от круглости «способ неподвижных направляющих», при котором выбор сечения для измерения осуществляется перемещением датчиков вдоль оси детали.При измерении деталей до восьмого квалитета точности используется...
Способ измерения отклонений от цилиндричности и круглости одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении детали (способ последовательных осевых сечений – подвижных образующих)
Номер инновационного патента: 19942
Опубликовано: 15.08.2008
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
МПК: G01B 11/08
Метки: тремя, подвижных, осевых, сечений, детали, последовательных, одним, продольном, лазерными, образующих, отклонений, перемещении, датчиками, способ, двумя, цилиндричности, измерения, круглости
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих и от цилиндричности, отклонения от круглости одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - подвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещении детали при измерении.Измерения отклонений от цилиндричности, от круглости и диаметра основаны на...
Способ измерения отклонений от прямолинейности образующих и диаметра одним, двумя, тремя лазерными датчиками М5/Laser при продольном перемещении детали (способ последовательных осевых сечений – подвижных образующих)
Номер инновационного патента: 19943
Опубликовано: 15.08.2008
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: G01B 11/08
Метки: последовательных, датчиками, отклонений, подвижных, детали, тремя, образующих, измерения, одним, сечений, прямолинейности, продольном, диаметра, перемещении, осевых, двумя, лазерными, способ
Формула / Реферат:
Способ измерения диаметра, отклонений от прямолинейности образующих одним, двумя, тремя лазерными датчиками М5 / Laser (способ последовательных осевых сечений - подвижных образующих) - общее название способа, основанного на измерении отклонений от прямолинейности образующих при продольном перемещении детали при измерении.Измерения отклонений от прямолинейности образующих и диаметра основаны на измерении прямолинейности и взаимного положения...
Устройство для измерения отклонений от соосности осей отверстий
Номер патента: 114
Опубликовано: 10.12.1993
Автор: Синельников Борис Иосифович
МПК: G01B 5/24
Метки: отклонений, измерения, осей, отверстий, соосности, устройство
Формула / Реферат:
Изобретение относится к антенной технике и может быть использовано в качестве приемной антенны в радиолиниях различного назначения, в частности, для приема радиоволн низкой частоты. Широкополосная ферритовая антенна содержит ферритовый стержень и колебательные контуры из конденсаторов и катушек индуктивности, при этом каждая катушка индуктивности расположена на замкнутом ферритовом сердечнике, а короткозамкнутый виток охватывает в середине...
Устройство для измерения радиуса полуцилиндрических деталей и механической обработки их до номинальных размеров их эталонов
Номер предварительного патента: 4340
Опубликовано: 14.03.1997
Авторы: Синельников Борис Иосифович, Бекмагамбетов Мурат Махметович, Хальзов Виктор Владимирович
МПК: G01B 3/22
Метки: размеров, измерения, деталей, номинальных, радиуса, механической, устройство, обработки, эталонов, полуцилиндрических
Формула / Реферат:
Изобретение относится к контрольно-измерительной технике и технике механической обработки и может быть использовано при изотовлении полуцилиндрических деталей, например, шатунных и коренных вкладышей двигателей внутреннего сгорания.Достигаемый технический результат - повышение точности измерений и точности обработки, а также возможности устранения дефектов после измерения.Устройство состоит из корпуса, обоймы для размещения детали, механизма...
Случайный патент: Жидкость для хранения и просветления препаратов гельминтов