Штамп Дагиса для гибки штучных заготовок
Формула / Реферат
Изобретение относится к области механической обработки металлов давлением, к штампам для гибки штучных листовых заготовок и может быть использовано при холодной и горячей штамповке деталей. Цель изобретения - улучшение эксплуатационных свойств и расширение технологических возможностей за счет использования штампа при горячей гибке. Штамп для гибки штучных листовых заготовок содержит подвижный пуансон, закрепленный на нижней плите с помощью узла фиксации, включающего планку и болты, раздвижные полуматрицы с рабочими вставками установленными с возможностью переналадочного поворота, набор центральных съемных вставок с рабочей поверхностью, соответствующей рабочей поверхности пуансона. Центральные вставки выполнены с каналами для подвода охлаждающей жидкости. Рабочие вставки выполнены с возможностью взаимодействия с центральной вставкой, полуматрицы выполнены со сквозными горизонтальными пазами для размещения планки узла фиксации, а болты узла фиксации связаны с планкой. Центральные съемные вставки выполнены с упорными поверхностями для полуматриц, упорные поверхности размещены на четырех торцах.
Текст
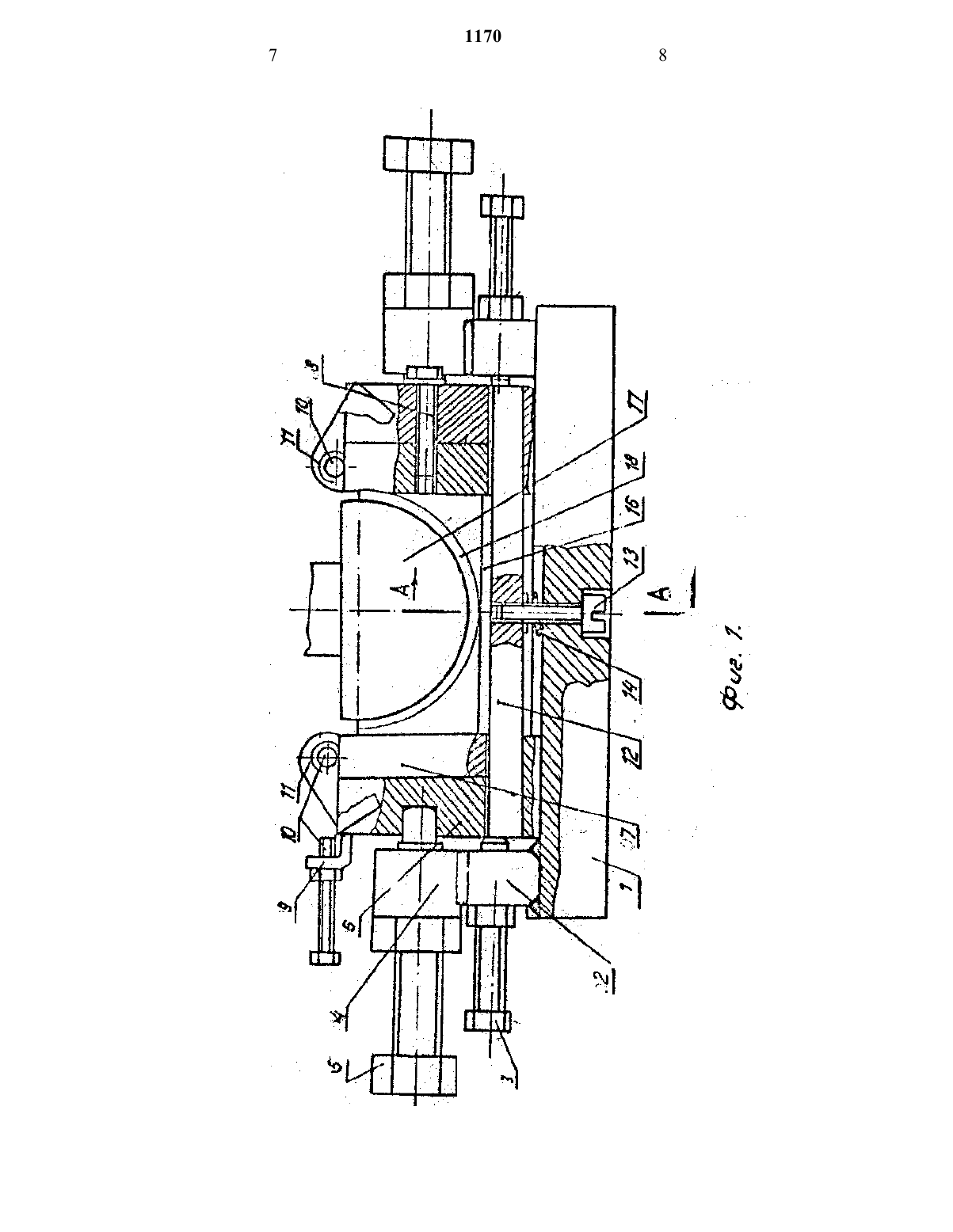
плитой в Т-образных пазах и отсутствие дополнительного крепления полуматриц к плите.Штамп не пригоден для горячей штамповки деталей. Известен также штамп для гибки штучных листовых заготовок, содержащий подвижный пуансон, закрепленные на нижней плите с помощью узла фиксации, включающего планку и болты,раздвижные полуматрицы с рабочими вставками,установленными с возможностью переналадочногоповорота, набор Центральных съемных вставок с рабочей поверхностью, соответствующей рабочей поверхности пуансона, (1).Нижняя плита, имеет Т-образные пазы и две раздвижные полуматрицы, снабженные кантующимися рабочими брусками. Полуматрицыв заданных положениях на плите закрепляют при помощи болтов, головки которых расположены в Тобразных пазах нижней плиты. Полуматрицы устанавливают на нужный размер при помощи распорной некантуемой съемной вставки, имеющей упорные поверхности надвух торцах. Штамп снабжен сменными пуансонами.Недостатки этого штампа состоят в следующем. Пуансон и полуматрицы выполнены неохлаждаемь 1 ми,поэтому штамп не применим для горячей штамповки деталей и имеет ограниченные технологические возможности.Нижняя плита штампа отличается повышенной конструктивной сложностьюДля переналадки матрицы штампа на изготовление различных типовых деталей требуется большое количество мерных съемных приставок, так как они имеют только два рабочих торца.Целью изобретения является улучшение эксплуатационных свойств и расширение технологических возможностей за счет использования штампа при горячей гибке.Поставленная цель достигается тем, что в штампе для гибки штучных листовых заготовок, содержащем подвижный пуансон, закрепленные на нижней плите с помощью угла фиксации включающего планку и болты, раздвижные полуматрицы с рабочими вставками, установленными с возможностью переналадочного поворота, набор центральных съемных вставок с рабочей поверхностью,соответствующей рабочей поверхности пуансона,согласно изобретению центральные вставки выполнены с каналами для подвода охлаждающей жидкости, рабочие вставки выполнены с возможностью взаимодействия центральной вставкой полуматрицы выполнены со сквозными горизонтальными пазами для размещения концов планки узла фиксации, а болты узла фиксации связаны с планкойЦентральные съемные вставки выполнены упорными поверхностями для полуматриц, причем упорные поверхности размещены на четырех торцах. На фиг .1 изображен общий вид штампа На фиг.2 изображено поперечное сечениеНа фиг.3 изображены некоторые конструкции центральных съемных вставок, устанавливаемых между раздвижными полуматрицами.На фиг.4 изображены некоторые типовые формы, изготавливаемых деталей . Штамп для гибки штучных листовых заготовок по фиг.1,2 и 3 состоит из раздвижной матрицы и сменных пуансонов. Раздвижная матрица состоит из плиты-основания 1, на которой закреплены неподвижно два кронштейна 2 зажимных винтов 3. К кронштейнам 2 прикреплены гайки 4 верхнего зажимного винта 5. На плите 1 установлены две полуматрицы 6, имеющие в нижней части сквозные пазы для размещения прижимных планок 12 узла фиксации. К полуматрицам 6 прикреплены их кантующиеся рабочие вставки 7 при помощи винтов 8. Кантующиеся рабочие вставки полуматриц 7 расположены параллельно с противоположных сторон и создают рабочую формообразующую поверхность матрицы штампа. К полуматрицам 6 в верхней части прикреплен кронштейн 9 осевого регулируемого упора 10 и кронштейны 11 боковых упоров заготовок . Упоры 10 обеспечивают заданную ориентацию штучных заготовок при их установке на полуматрицы перед штамповкой. Планки 12 входят в пазы-отверстия полуматриц 6 и служат для жесткого одновременного крепления их книжней плите 1 при помощи винтов 13. Нижняя плита имеет гнездо для пружины 14 выталкивателя 15, предназначенного для облегчения удаления штампованных деталей из матрицы. Между полуматрицами 6 на поджимных планках 12 установлена центральная вставка 16, имеющая упорные поверхности для полуматриц, которые определяют заданный размер между формообразующими поверхностями полуматриц 6,Центральная съемная вставка 16 снабжена упорными поверхностямис четырех торцов. Подвижная часть штампа состоит из пуансонодержателя, не показанного на чертежах и пуансона 17, который согласно изобретению при горячей гибке должен быть изготовлен охлаждаемым. Размер между торцами в двух взаимно перпендикулярных направлениях прямоугольник съемных вставок 16 11 и 12 (фиг.За), выбирают с учетом возможности применения вставки путем ее переустановки для штамповки двух типоразмеров деталей. Это дает возможность сократить количество вставок и упростить штамп, улучшить эксплуатационные свойства.Согласно изобретению съемные вставки 19 со стороны, обращенной к пуансону, могут быть выполнены по форме штампуемой детали И содержать формообразующую поверхность (фиг.3 б).Кроме того, с Целью расширения технологических возможностей раздвижных матриц и получения возможности применения их для горячей гибки,съемные вставки могут быть выполненыОхлаждаемая съемная вставка 20 ( фигЗв) раздвижной матрицы, напримеримеющая контрформообразующую поверхность по отношению к пуансону в виде призмы, имеет систему каналов для охлаждающей среды. Входной штуцер 21 Для подвода охлаждающей среды и штуцер 22 для отвода ее. В середине сменных вставок изготовлено отверстие для размещения толкателя 15 Штампа, который упрощает удаление деталей после штамповки, для улучшения охлаждения рабочих вставок 7 полуматриц 6, они выполнены с возможностью взаимодействия и контактирования с Центральными,как охлаждаемыми, так и неохлаждаемыми съемными вставками 16.Штамп с раздвижной матрицей работает следующим образом. Ослабляют винты 13 нажимных планок 12 узла фиксации раздвижной матрицы на нижней плите 1, устанавливают заданную съемную вставку 16. При этом толкователь 15 должен быть расположен в отверстии вставки 16, Винтами 3 и 5 перемещают полуматрицы 6 до съемной вставки 16 и затем попеременно затягивают винты 8 с двух сторон и фиксируют их контргайками.Дополнительно поджимают полуматрицы винтами 5 и фиксируют винты контргайками.Заверть 1 вают винты 13 планок 12 узла фиксации и закрепляют полуматрицы 6 на плите 1. Затем регулируют положение упоров 10 с учетом размеров заготовок и фиксируют их.Ставят на стол пресса раздвижную матрицу ,центрируют и крепят ее прижимами к столу. В пуансонодержатель устанавливают и крепят пуансон. Перед горячей штамповкой подсоединяют пуансон к системе охлаждения и подают охлаждающую среду.Включают пресс и устанавливают заготовку детали в упоры на матрице. Подают пуансон по направлению к матрице до упора. При движении пуансона происходит штамповка заготовки и образование детали,например полукольца 18(фиг.1). В конце штамповки пуансон 17 через заготовку детали 18 нажимает на выступающую часть толкателя 15 и сжимает пружину 14.После окончания штамповки поднимают пуансон,а толкатель 15 под действием сжатой пружины 14 выталкивает деталь из матрицы, Снимают деталь и устанавливают на матрицу следующую заготовку.Предложенная конструкция штампа обладает повышенной надежностью, так как сохраняет более длительное время стабильность заданных размеров раздвижной матрицы, что улучшает эксплуатационные свойства штампа, сокращаются затраты на эксплуатацию.Расширены технологические возможности штампа за счет применения охлаждаемых сменных вставок,полуматриЦ и пуансона.Штамп для гибки штучных листовых заготовок, содержащий подвижный пуансон, закрепленные нанижней плите с помощью узла фиксации ,включающего планку и болты,раздвижные полуматрицы с рабочими вставками, установленными с возможностью переналадочного поворота,набор центральных съемных вставок с рабочей поверхностью, соответствующей рабочей поверхности пуансона, отличающийся тем, что, с целью улучшения эксплуатационных свойств и расширения технологических возможностей за счет использования штампа при горячей гибке,центральные вставки выполнены с каналами для подвода охлаждающей жидкости рабочие вставки выполнены с возможностью взаимодействия с центральной вставкой, полуматрицы выполнены со сквозными горизонтальными пазами для размещения концов планки и узла фиксации, а болты узла фиксации связаны с планкой.2. Штамп по п. 1, отличающийся тем, что центральные съемные вставки выполнены с упорными поверхностями для полуматриЦ причем упорные поверхности размещены на четырех торцах.
МПК / Метки
МПК: B21D 37/02
Метки: штамп, штучных, гибки, дагиса, заготовок
Код ссылки
<a href="https://kz.patents.su/7-1170-shtamp-dagisa-dlya-gibki-shtuchnyh-zagotovok.html" rel="bookmark" title="База патентов Казахстана">Штамп Дагиса для гибки штучных заготовок</a>
Штамп для гибки скоб из штучных заготовок
Номер патента: 447
Опубликовано: 15.03.1994
Автор: Тарасов Валерий Александрович
МПК: B21D 7/02
Метки: гибки, скоб, штамп, штучных, заготовок
Формула / Реферат:
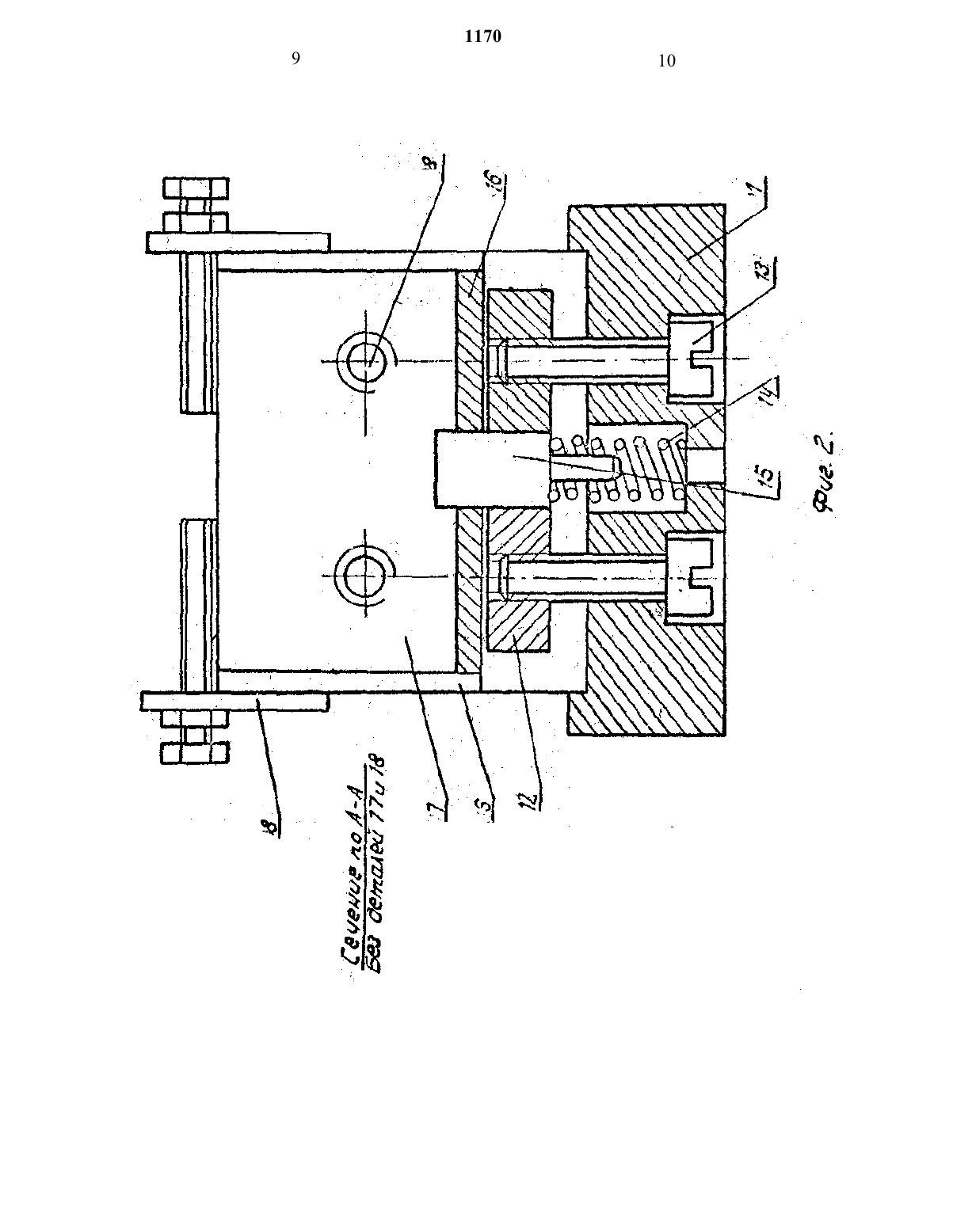
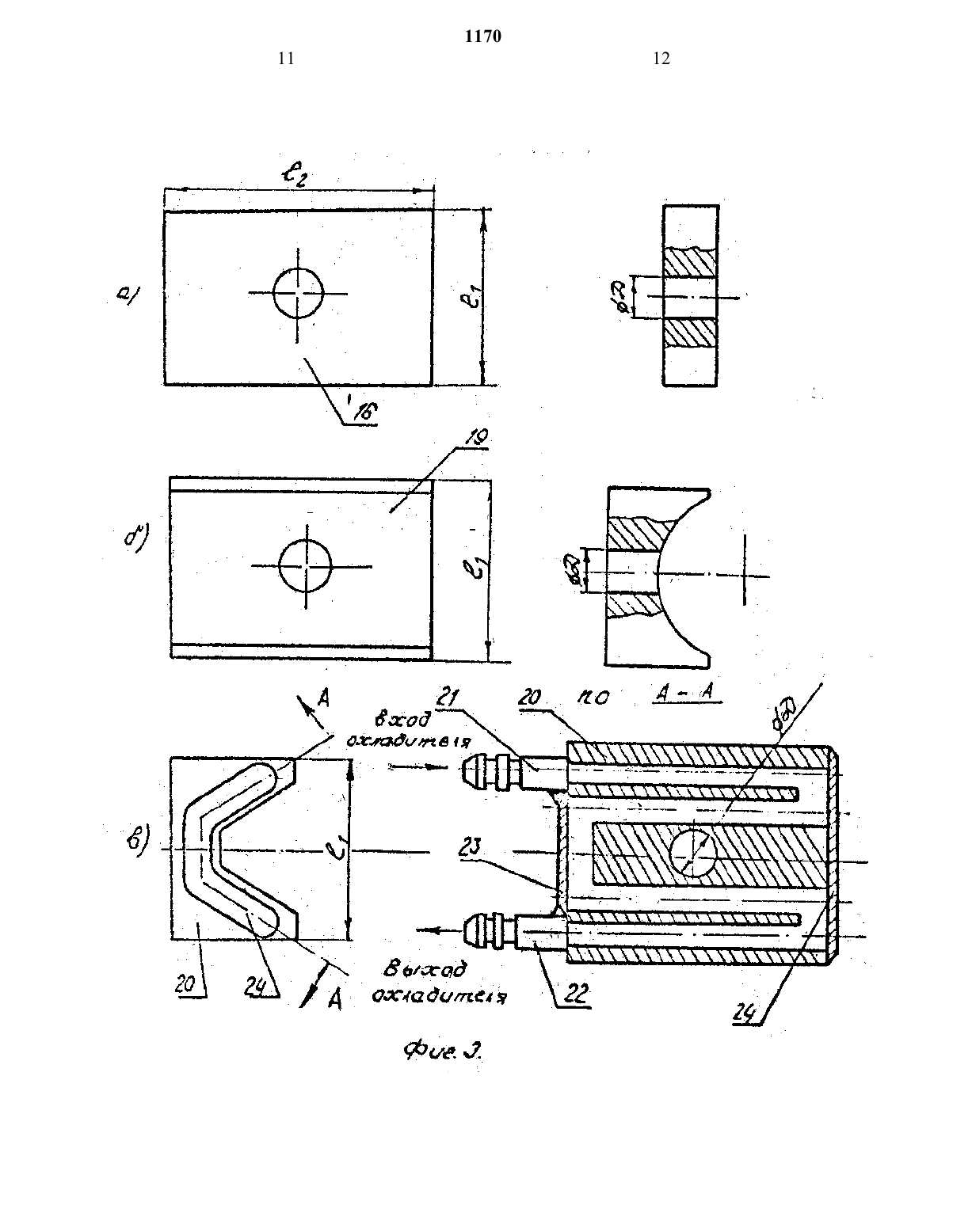
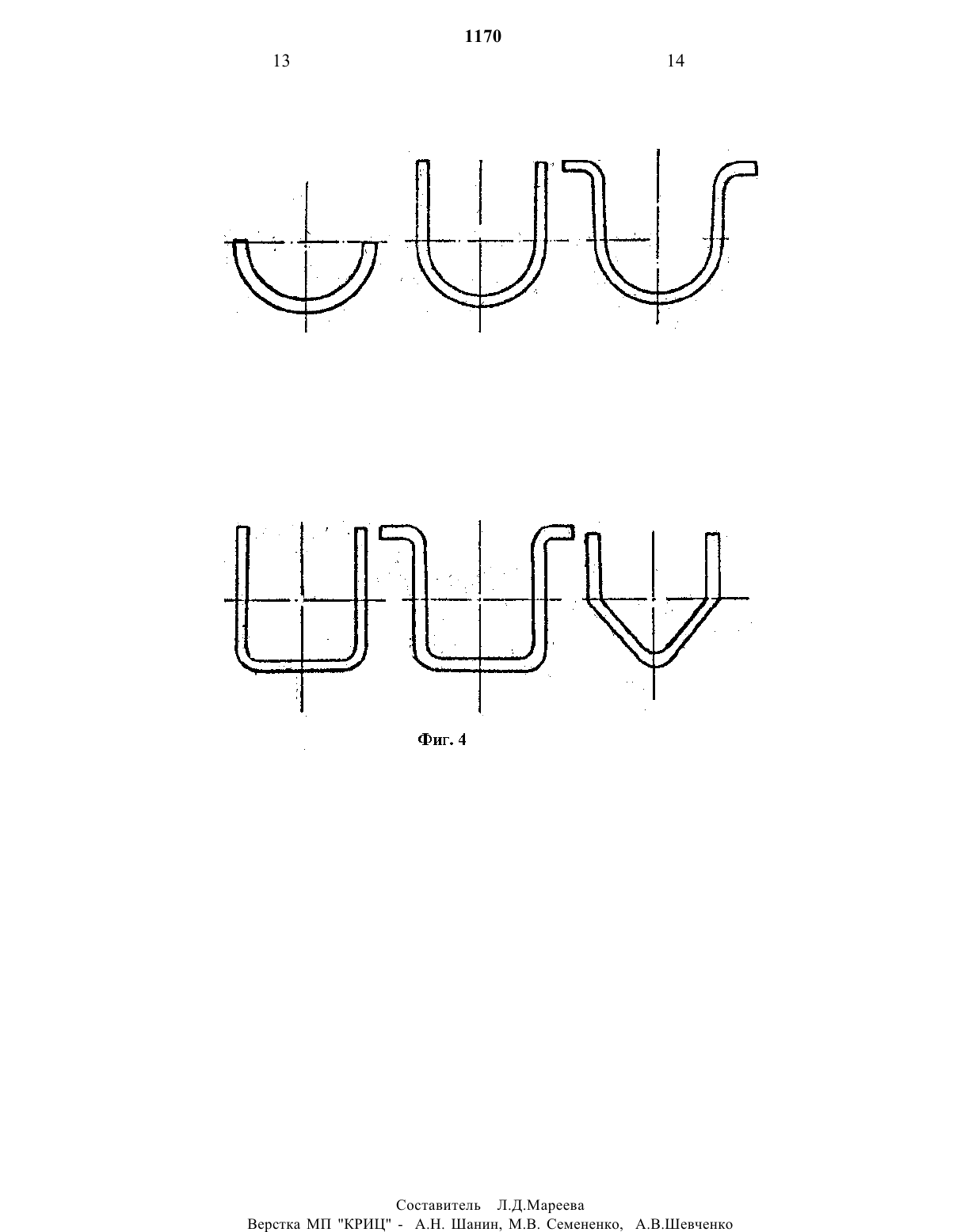
Использование: для изготовления скоб из прутков. Сущность изобретения: штамп содержит жесткую матрицу и размещенные под ней цилиндрические полуматрицы (ЦП), а также узел принудительного поворота ЦП. Узел принудительного поворота ЦП содержит жестко связанный с пуансоном упор и кулачки, размещенные против упора на торцах ЦП. На рабочих поверхностях пуансона, жесткой матрицы и ЦП выполнены ручьи для заготовок.
Штамп Дагиса для горячего деформирования
Номер патента: 252
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
МПК: B21D 7/02
Метки: деформирования, дагиса, штамп, горячего
Формула / Реферат:
Использование: гибка штучных заготовок с обеспечением одновременно горячей гибки и закалки деталей из заготовок средней и высокоуглеродистой листовой стали. Сущность изобретения: штамп содержит сменные полые пуансон и матрицу, причем матрица выполнена с глухой рабочей поверхностью, направляющими упорами для заготовок, дополнительными подводящими и отводящими штуцерами и рядом отверстий, связанных лабиринтно друг с другом и со штуцерами. Пуансон...
Здание склада для хранения штучных изделий
Номер патента: 90
Опубликовано: 10.12.1993
Автор: Волобуев Станислав Стефанович
МПК: E04H 5/02
Метки: хранения, изделий, склада, штучных, здание
Формула / Реферат:
Изобретение относится к зданию склада для хранения штучных изделий. Целью изобретения является снижение материалоемкости и сроков монтажа и улучшение условий эксплуатации. Стойки вертикальных рам подвижных стеллажей соединены с фермами двускатного покрытия посредством роликов и установлены посредством катков на рельсах, расположенных на плите фундамента. Фермы двускатного покрытия прикреплены к стойкам неподвижных стеллажей. Стеновое ограждение...
Способ Дагиса и Блоха восстановления изношенных деталей
Номер патента: 257
Опубликовано: 30.12.1993
Авторы: Дагис Зигфрид Станиславович, Блох Вадим Ефимович
МПК: B23P 6/00
Метки: деталей, способ, дагиса, изношенных, восстановления, блоха
Формула / Реферат:
Изобретение относится к восстановлению деталей, в частности шеек коленчатого вала. Цель изобретения - повышение надежности восстановленных деталей и упрощение технологии ремонта. Способ предусматривает установку на изношенных поверхностях дополнительных составных ремонтных деталей, стыки которых сваривают между собой и приваривают одновременно к восстанавливаемой детали. При этом перед сваркой устанавливают зазор, который обеспечивает прочность...
Способ Дагиса ремонта двигателей
Номер патента: 255
Опубликовано: 30.12.1993
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: двигателей, дагиса, ремонта, способ
Формула / Реферат:
Изобретение относится к способам ремонта бывших в работе комплектов деталей при ремонте машин, к технологическим процессам разборочно-сборочных работ при ремонте поршневых автотракторных двигателей и других поршневых машин, в частности, к способам необезличивания цилиндро-поршневых комплектов при ремонте. Цель изобретения - упрощение процесса ремонта, исключение повреждения деталей в процессе ремонта и сохранение коплектности бывших в...
Предыдущий патент: Листогибочный аппарат к машине для сварки банок
Следующий патент: Способ опеделения прочности формовочной смеси и устройство для его осуществления