Сварочный аппарат магнитно-полупроводниковый 12/24
Номер полезной модели: 322
Опубликовано: 15.02.2008
Авторы: Нуралин Байназар, Дирксен Андрей Анатольевич, Дирксен Анатолий Яковлевич, Нуралин Адиль Байназарович

Формула / Реферат
Полезная модель относится к технике электродуговой сварки постоянным током и может быть использована в различных отраслях машиностроения при выполнении сварочных работ.
Техническим результатом полезной модели является расширение эксплуатационных возможностей, снижение его габаритов и материальных затрат при его эксплуатации.
Это достигается тем, что в предлагаемом сварочном аппарате, содержащим передвижной источник электропитания, блок управления, включающий узел регулирования выходного напряжения, датчики сварочного напряжения и сварочного тока, передающий блок , включающий коммутаторы, в виде транзисторных ключей, выполненный с возможностью импульсной подачи сварочного постоянного тока к сварочному плавящемуся электроду, согласно полезной модели, он дополнительно снабжен металлическим корпусом и шасси, блок управления дополнительно снабжен устройством температурной защиты аппарата, устройством автоматической защиты источника питания и выполнен в виде силовой платы, а узел регулирования напряжения блока управления образован из импульсного генератора, а передающий блок образован из ряда преобразователей напряжения, выполненных, в виде силовых плат, на выходе каждой силовой платы установлены коммутаторы, блок управления и передающий блок соединены между собой металлическими шинами и размещены в корпусе, который соединен с шасси через переднюю и заднюю панель корпуса с возможностью фиксации разъемными соединениями, а источник электропитания образован из бортовой сети автотранспорта или автотракторных аккумуляторных батарей, выполнен с возможностью электропитания в режиме работы токами в диапазоне 30-90 А при напряжении 12В, или в режиме работы токами в диапазоне 80-250 А при напряжении 24В для сварки или резки постоянными токами. При этом корпус и шасси соединены винтовыми соединениями, шины выполнены из алюминия, задняя панель корпуса соединена с источником электропитания парой кабелей, передняя панель корпуса соединена парой кабелей со сварочным электродом и землей, передающий блок составлен из десяти силовых плат, импульсный генератор выполнен с возможностью регулирования частоты следования импульсов в диапазоне 1500-10000Гц для управления силой сварочного тока, устройство автоматической защиты источника питания выполнено в виде порогового устройства.
Текст
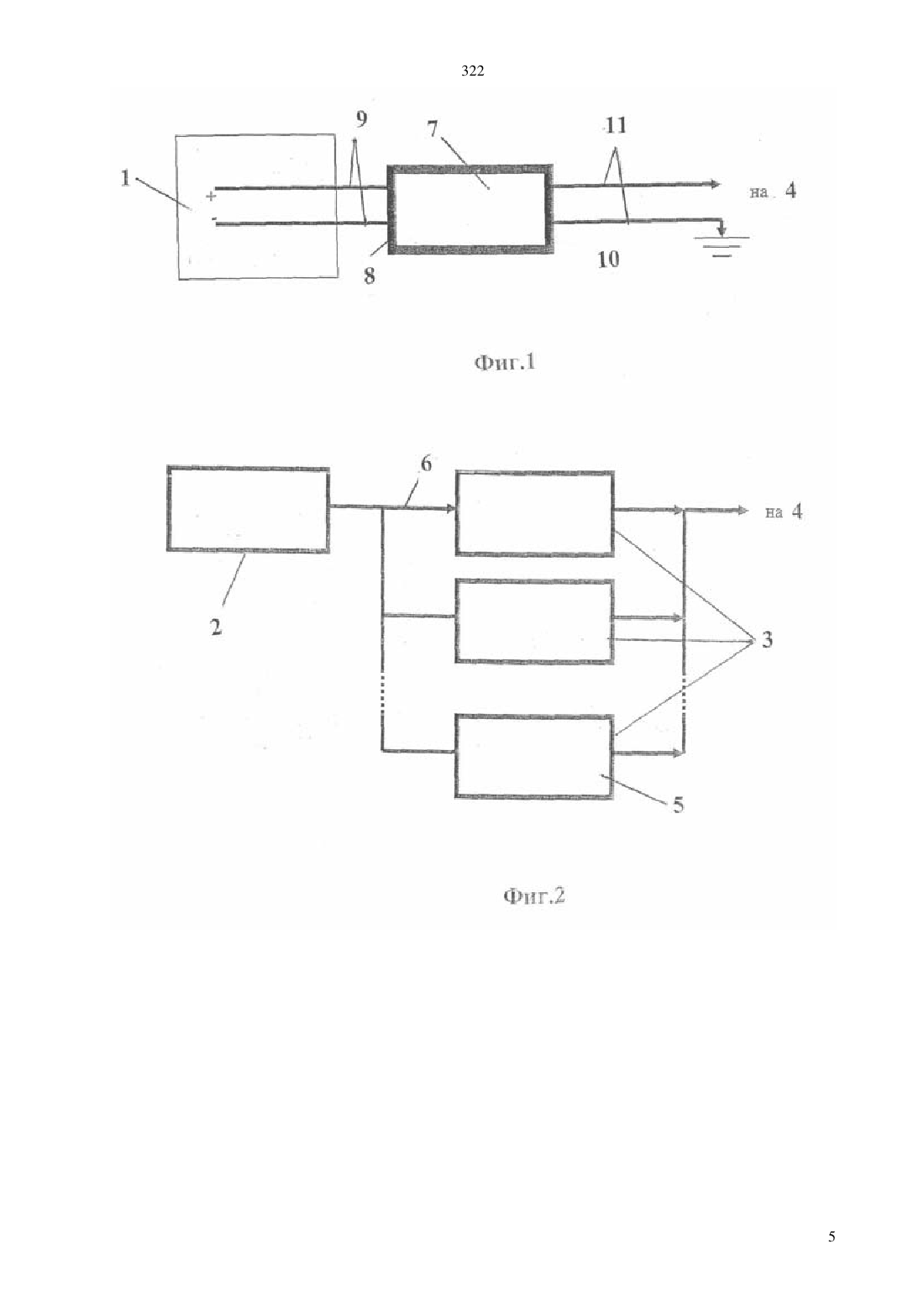
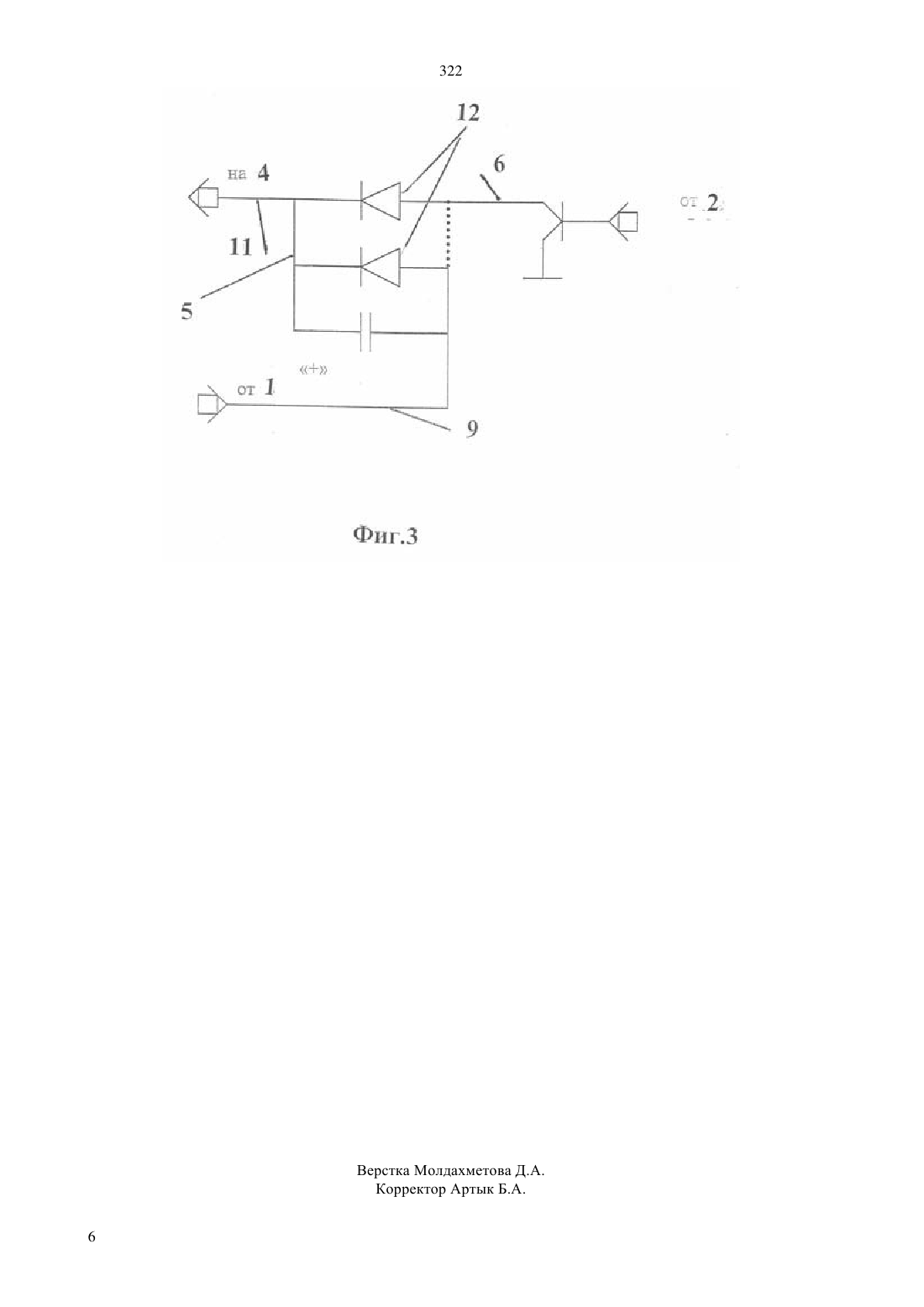
(51) 23 9/06 (2006.01) 02 25/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ вой платы, а узел регулирования напряжения блока управления образован из импульсного генератора, а передающий блок образован из ряда преобразователей напряжения, выполненных, в виде силовых плат, на выходе каждой силовой платы установлены коммутаторы, блок управления и передающий блок соединены между собой металлическими шинами и размещены в корпусе, который соединен с шасси через переднюю и заднюю панель корпуса с возможностью фиксации разъемными соединениями, а источник электропитания образован из бортовой сети автотранспорта или автотракторных аккумуляторных батарей, выполнен с возможностью электропитания в режиме работы токами в диапазоне 30-90 А при напряжении 12 В, или в режиме работы токами в диапазоне 80-250 А при напряжении 24 В для сварки или резки постоянными токами. При этом корпус и шасси соединены винтовыми соединениями, шины выполнены из алюминия, задняя панель корпуса соединена с источником электропитания парой кабелей, передняя панель корпуса соединена парой кабелей со сварочным электродом и землей, передающий блок составлен из десяти силовых плат, импульсный генератор выполнен с возможностью регулирования частоты следования импульсов в диапазоне 1500-10000 Гц для управления силой сварочного тока, устройство автоматической защиты источника питания выполнено в виде порогового устройства.(76) Дирксен Анатолий Яковлевич , Дирксен Андрей Анатольевич(54) СВАРОЧНЫЙ АППАРАТ МАГНИТНОПОЛУПРОВОДНИКОВЫЙ 12/24(57) Полезная модель относится к технике электродуговой сварки постоянным током и может быть использована в различных отраслях машиностроения при выполнении сварочных работ. Техническим результатом полезной модели является расширение эксплуатационных возможностей, снижение его габаритов и материальных затрат при его эксплуатации. Это достигается тем, что в предлагаемом сварочном аппарате, содержащим передвижной источник электропитания, блок управления, включающий узел регулирования выходного напряжения, датчики сварочного напряжения и сварочного тока, передающий блок , включающий коммутаторы, в виде транзисторных ключей, выполненный с возможностью импульсной подачи сварочного постоянного тока к сварочному плавящемуся электроду, согласно полезной модели, он дополнительно снабжен металлическим корпусом и шасси, блок управления дополнительно снабжен устройством температурной защиты аппарата, устройством автоматической защиты источника питания и выполнен в виде сило 322 Полезная модель относится к технике электродуговой сварки постоянным током и может быть использована в различных отраслях машиностроения при выполнении сварочных работ и сварочноремонтных работ в полевых условиях при отсутствии стационарных источников питания. Известно устройство для электродуговой сварки постоянным током (сварочный аппарат), содержащий трехфазный силовой понижающий трансформатор и мостовой выпрямитель, в качестве трехфазного силового понижающего трансформатора использован трансформатор с вращающимся магнитным полем, содержащий три обмотки - трехфазную первичную, -фазную вторичную дополнительную и три витых кольцевых магнитопровода - один средний и два боковых примыкающих своими торцовыми поверхностями к торцовым поверхностям среднего через шихтованные зубцы, число которых на обоих торцах среднего магнитопровода одинаково и кратно , при этом катушки трехфазной первичной и -фазной вторичной основной обмоток охватывают средний магнитопровод и уложены в пазы между зубцами в два слоя, а катушки -фазной вторичной дополнительной обмотки охватывают один из боковых магнитопроводов и также уложены в пазы между зубцами, причем катушки каждой из фаз вторичной основной и вторичной дополнительной обмоток включены между собой последовательно и согласно, а фазы вторичной обмотки пространственно сдвинутые на угол 2/3, соединены в/3 треугольников (блок управления), к вершинам которых подключен мостовой выпрямитель,который выполнен -фазным (передающий блок).(Заявка 99115554, В 23 К 9/06, 2001) К недостаткам известного устройства относятся ограниченные эксплуатационные возможности,большие габариты и высокие материальные затраты при эксплуатации. Это связано с тем, что устройство предназначено только для сварки металла, в качестве источника электроэнергии необходимо использовать стационарные либо передвижные источники переменного тока напряжением 220 В и/или 380 В, высокий вес устройства до 20 кг, значительная энергоемкость. Известна также индукторная генераторная установка, (сварочный аппарат), содержащая силовой индукторный генератор постоянного тока (передающий блок), силовой индукторный генератор переменного тока с обмоткой возбуждения и блоком силовых выпрямителей, генератор -возбудитель переменного тока с блоком выпрямителей, который подключен через блок выпрямителей и узел регулирования выходного напряжения к обмотке возбуждения постоянного тока . Узел регулирования выходного напряжения , снимаемого с силовых разъемов индукторной генераторной установки включает датчик сварочного тока, датчик сварочного напряжения, пороговое устройство по току, формирователь опорного напряжения, компаратор напряжения,широтно-импульсный модулятор и импульсный стабилизатор напряжения. Выход датчика сварочного тока подключен через пороговое устройство по 2 току к блокирующему входу компаратора напряжения, управляющие входы которого подключены к входу датчика сварочного напряжения и через формирователь опорного напряжения- к выходу блока выпрямителей генератора возбудителя. Выход компаратора напряжения подключен через широтноимпульсный модулятор к управляющему входу импульсного стабилизатора напряжения (блок управления). Выход блока выпрямителей генераторавозбудителя дополнительно подключен через импульсный стабилизатор, имеющий в своем составе коммутаторы в виде транзисторных ключей, к обмотке возбуждения силового индукторного генератора. Установка выполнена с возможностью проведения электродуговой сварки пульсирующим постоянным током высокой частоты плавящимся электродом.(Пат.2 192 946, кл. В 23 К 9/06, Н 02 К 25/00, Н 02 Р 9/36, 2002) К недостаткам известной установки также относятся ограниченные эксплуатационные возможности, большие габариты и высокие материальные затраты при эксплуатации. Это связано с тем, что установка предназначена только для сварки металла, в качестве источника электроэнергии необходим передвижной источник переменного тока напряжением 220 В и/или 380 В, высокий вес устройства до 20 кг, значительная энергоемкость. Задачей полезной модели является создание сварочного аппарата магнитно- полупроводникового,позволяющего расширить эксплуатационные возможности, снизить его габариты и материальные затраты при эксплуатации. Техническим результатом полезной модели является расширение эксплуатационных возможностей, снижение его габаритов и материальных затрат при его эксплуатации. Это достигается тем, что в предлагаемом сварочном аппарате, содержащем передвижной источник электропитания, блок управления, включающий узел регулирования выходного напряжения, датчики сварочного напряжения и сварочного тока, передающий блок, включающий коммутаторы, в виде транзисторных ключей, выполненный с возможностью импульсной подачи сварочного постоянного тока к сварочному плавящемуся электроду, согласно полезной модели, он дополнительно снабжен металлическим корпусом и шасси, блок управления дополнительно снабжен устройством температурной защиты аппарата, устройством автоматической защиты источника питания и выполнен в виде силовой платы, а узел регулирования напряжения блока управления образован из импульсного генератора, а передающий блок образован из ряда преобразователей напряжения, выполненных в виде силовых плат,на выходе каждой силовой платы установлены коммутаторы, блок управления и передающий блок соединены между собой металлическими шинами и размещены в корпусе, который соединен с шасси через переднюю и заднюю панель корпуса с возможностью фиксации разъемными соединениями, а источник электропитания образован из бортовой 322 сети автотранспорта или автотракторных аккумуляторных батарей, выполнен с возможностью электропитания в режиме работы токами в диапазоне 30-90 А при напряжении 12 В, или в режиме работы токами в диапазоне 80-250 А при напряжении 24 В для сварки или резки постоянными токами. При этом корпус и шасси соединены винтовыми соединениями, шины выполнены из алюминия, задняя панель корпуса соединена с источником электропитания парой кабелей, передняя панель корпуса соединена парой кабелей со сварочным электродом и землей, передающий блок составлен из десяти силовых плат, импульсный генератор выполнен с возможностью регулирования частоты следования импульсов в диапазоне 1500-10000 Гц для управления силой сварочного тока, устройство автоматической защиты источника питания выполнено в виде порогового устройства. Технический результат обеспечивается выполнением блока управления, передающего блока и источника электропитания. Предлагаемый сварочный аппарат представлен на чертежах. На фиг.1- схематично представлен общий вид аппарата На фиг.2- блок управления и передающий блок сварочного аппарата На фиг.3- силовая плата передающего блока. Предлагаемый сварочный аппарат магнитнополупроводниковый содержит передвижной источник электропитания 1, блок управления 2, включающий узел регулирования выходного напряжения, передающий блок 3, выполненный с возможностью импульсной подачи сварочного постоянного тока к сварочному плавящемуся электроду 4. Блок управления 2 выполнен с возможностью защиты от перепадов температуры в виде силовой платы, которая содержит узел регулирования напряжения, образованный из импульсного генератора(например, построенного с использованием микросхемы 554 САЗА), выполненного с возможностью плавной регулировки частоты следования импульсов в диапазоне 1500-10000 Гц. для управления силой сварочного тока, датчиков сварочного напряжения (безопасное напряжение 60 В) и сварочного тока, устройство температурной защиты, отключающее аппарат при достижении температуры, на уровне 70 С (например, пороговое устройство на двух инверторах микросхемы К 561 ЛН 2) и устройство автоматической защиты источника питания от глубокого разряда аккумуляторной батареи , выполненное в виде порогового устройства с установленными порогами 10 В при питании от 12 В источника, 20 Впри питании 24 В источника (фиг.2) Передающий блок 3 образован из ряда преобразователей напряжения, выполненных в виде силовых плат 5 (фиг.3) и составлен из десяти силовых плат, каждая из которых содержит соединенные между собой коммутаторы в виде ключевых транзисторов 12, установленные на выходе силовой платы 5, катушки индуктивности , накопительный транзистор, и выпрямительные диоды (не показаны). Силовые платы блока управления 2 и передающего блока 3 соединены между собой алюминиевыми шинами 6 и размещены в корпусе 7. Корпус 7, выполненный металлическим, и шасси соединены между собой через переднюю 10 и заднюю панель 8 корпуса 7 с возможностью фиксации винтовыми соединениями ( не показаны). Источник электропитания 1 образован из бортовой сети автотранспорта или автотракторных батарей и выполнен с возможностью электропитания в режиме работы токами в диапазоне 30-90 А при напряжении 12 В, или в режиме работы токами в диапазоне 80-250 А при напряжении 24 В для сварки или резки постоянными токами. Задняя панель 8 корпуса аппарата 7 соединена с источником электропитания 1 парой кабелей 9, передняя панель 10 корпуса 7 соединена парой кабелей 11 со сварочным электродом 4 и землей (фиг.1). Предлагаемый сварочный аппарат работает следующим образом. В рабочем состоянии от блока управления на базовые цепи коммутаторов 12 силовых плат 5 передающего блока подаются прямоугольные импульсы. Магнитная энергия, накопленная в катушках индуктивности силовой платы 5, в момент прекращения подачи импульсного тока преобразуется, а затем выпрямляется в повышенное напряжение , которое суммируется с энергией источника тока 1 и подается на сварочный электрод 4. Предлагаемый сварочный аппарат магнитно- полупроводниковый выполнен переносным, в качестве энергии источника электропитания использована энергия постоянного тока бортовой сети автотранспорта или автотракторных аккумуляторных батарей напряжением 12 и/или 24 В, имеет малые габариты(например, 160 х 220 х 555 мм, вес около 9 кг против 20 кг в ближайшем аналоге) и незначительную энергоемкость. Аппарат технологически прост в изготовлении предназначен не только для сварки, но и для резки металла (например, легированной стали) при отсутствии стационарной электросети. Конструкция сварочного аппарата позволяет переносить его, размещать в багажнике или ящике для ЗИП автомобилей, тракторов и других транспортных средств. Таким образом предлагаемый сварочный аппарат магнитно-полупроводниковый позволяет расширить эксплуатационные возможности, снизить его габариты и материальные затраты при эксплуатации. ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ 1. Сварочный аппарат, содержащий передвижной источник электропитания, блок управления,включающий узел регулирования выходного напряжения, датчики сварочного напряжения и сварочного тока, передающий блок, включающий коммутаторы в виде транзисторных ключей, выполненный с возможностью импульсной подачи сварочного постоянного тока к сварочному плавящемуся электроду, отличающийся тем, что он дополнительно снабжен металлическим корпусом и шасси,3 322 блок управления дополнительно снабжен устройством температурной защиты аппарата, устройством автоматической защиты источника питания и выполнен в виде силовой платы, а узел регулирования выходного напряжения блока управления образован из импульсного генератора, а передающий блок образован из ряда преобразователей напряжения, выполненных в виде силовых плат, на выходе каждой силовой платы установлены коммутаторы, блок управления и передающий блок соединены между собой металлическими шинами и размещены в корпусе, который соединен с шасси через переднюю и заднюю панель корпуса с возможностью фиксации разъемными соединениями, а источник электропитания образован из бортовой сети автотранспорта или автотракторных аккумуляторных батарей. 2.Сварочный аппарат по п.1, отличающийся тем, что корпус и шасси соединены винтовыми соединениями. 3.Сварочный аппарат по п.1, отличающийся тем, что шины выполнены из алюминия. 4.Сварочный аппарат по п.1, отличающийся тем, что устройство автоматической защиты источника питания блока управления выполнено в виде порогового устройства. 5.Сварочный аппарат по п.1, отличающийся тем, что задняя панель корпуса соединена с источником электропитания парой кабелей. 6.Сварочный аппарат по п.1, отличающийся тем, что передняя панель корпуса соединена парой кабелей со сварочным электродом и землей. 7.Сварочный аппарат по п. 1, отличающийся тем, что передающий блок составлен из десяти силовых плат. 8.Сварочный аппарат по п.1, отличающийся тем, что он содержит источник электропитания, выполненный с возможностью электропитания в режиме работы токами в диапазоне 30-90 А при напряжении 12 В для сварки или резки постоянными токами. 9.Сварочный аппарат по п.1, отличающийся тем, что он содержит источник электропитания, выполненный с возможностью электропитания в режиме работы токами в диапазоне 80-250 А при напряжении 24 В для сварки или резки постоянными токами. 10.Сварочный аппарат по п.1, отличающийся тем, что узел регулирования выходного напряжения блока управления выполнен с возможностью регулирования частоты следования импульсов в диапазоне 1500-10000 Гц для управления силой сварочного тока.
МПК / Метки
МПК: H02K 25/00, B23K 9/06
Метки: магнитно-полупроводниковый, аппарат, сварочный
Код ссылки
<a href="https://kz.patents.su/6-u322-svarochnyjj-apparat-magnitno-poluprovodnikovyjj-12-24.html" rel="bookmark" title="База патентов Казахстана">Сварочный аппарат магнитно-полупроводниковый 12/24</a>
Сварочный аппарат
Номер предварительного патента: 2222
Опубликовано: 15.09.1995
Автор: Ткачев Владимир Романович
МПК: B23K 9/00
Формула / Реферат:
Изобретение относится к сварочному производству в частности к сварочным аппаратам для дуговой сварки. Задачей изобретения является расширение технологических возможностей, увеличение диапазона регулирования сварочного тока, уменьшение потерь мощности. Поставленная задача решается тем, что в сварочном аппарате содержащем магнитопровод, первичную, вторичную и дополнительную обмотку магнитопровод выполнен в виде тора, а края первичной и вторичной...
Сварочный осциллятор
Номер полезной модели: 152
Опубликовано: 15.11.2004
Авторы: Островский Александр Петрович, Петров Валерий Александрович
МПК: B23K 9/06
Метки: сварочный, осциллятор
Формула / Реферат:
Полезная модель относится к области сварочной техники и может быть использована для повышения надежности работы и возбуждения дуги при сварке.В предлагаемом сварочном осцилляторе это решается за счет того, что наряду с входным устройством подавления помех, повышающим и высокочастотным трансформаторами, накопительным конденсатором и искровым разрядником он содержит конденсатор, соединенный последовательно с разрядником, который позволяет...
Система бесперебойного электропитания
Номер предварительного патента: 9468
Опубликовано: 15.09.2000
Авторы: Касымжанов Максат Кадырович, Рамазанов Мереке Ауэзович
МПК: H02H 3/00, H02M 3/335, H02J 9/00...
Метки: система, бесперебойного, электропитания
Формула / Реферат:
Изобретение относится к техническим средствам аварийного или резервного электропитания и может быть использовано для питания бытовых электроприборов, радиоизмерительной аппаратуры, вычислительной и оргтехники в условиях централизованного электроснабжения с низким качеством энергии и частыми перебоями.Технический результат, достигаемый при осуществлении изобретения, - исключение необходимости частой замены химического резервного источника тока,...
Сварочный электрод
Номер предварительного патента: 1379
Опубликовано: 15.12.1994
Авторы: Яровчук Алевтина Васильевна, Шарипова Найля Салимовна, Ксандопуло Георгий Иванович
МПК: B23K 9/14
Формула / Реферат:
Изобретение относится к ручной дуговой сварке покрытыми электродами и может быть использовано для сварки конструкций из низкоуглеродистых и легированных сталей. Предложен сварочный электрод, состоящий из стержня и двухслойного покрытия, второй (наружный) слой которого выполнен из раскисляющих, легирующих и шлакообразующих компонентов, отличающийся тем, что первый (внутренний) слой выполнен из термитной смеси алюминия с одним из окислов железа,...
Аппарат для закрытого вправления вывиха бедра
Номер предварительного патента: 3831
Опубликовано: 16.09.1996
Авторы: Мансуров Вадим Шарипович, Герасименко Владимир Георгиевич
МПК: A61F 5/04
Метки: вправления, аппарат, бедра, вывиха, закрытого
Формула / Реферат:
Изобретение относится к медицинской технике, в частности, к устройствам для оперативного вправления вывиха бедра на станциях скорой помощи.Техническим результатом от применения изобретения является постепенная релаксация мышц травмированного сустава. Это достигается тем, что в аппарат, содержащий основание, опору, седло, механизмы для вытяжения и отведения бедра дополнительно введены компрессор и блок управления, при этом механизм отведения...
Предыдущий патент: Сборный стеллаж
Следующий патент: Установка для получения губчатого титана
Случайный патент: Способ приготовления карамели с многокомпонентной начинкой