Безвершинный токарный проходной резец со стружколомом
Номер инновационного патента: 25463
Опубликовано: 15.02.2012
Авторы: Дудак Николай Степанович, Оспантаев Маликаждар Куантаевич
Формула / Реферат
Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - проходной безвершинный токарный резец для обработки наружных поверхностей тел вращения, т.е. цилиндрических валиков, конических поверхностей и им подобных деталей.
Безвершинный токарный проходной резец для высокопроизводительной обработки наружных поверхностей тел вращения. Инструмент не имеет вершины на режущей части. Это позволяет повысить качество обработки, стойкость резца за счёт повышения прочности режущего лезвия, уменьшения износа, облегчения условий резания, снижения удельной нагрузки и удельной работы деформации стружки, температуры в зоне резания. Режущая кромка расположена перпендикулярно продольной оси резца и при работе находится в рабочей плоскости, перпендикулярной основной плоскости и касательной к обработанной поверхности с наклоном относительно горизонтальной плоскости под углом 10 - 90°. На верхней части режущей кромки выполнена предохранительная подточка.
Текст
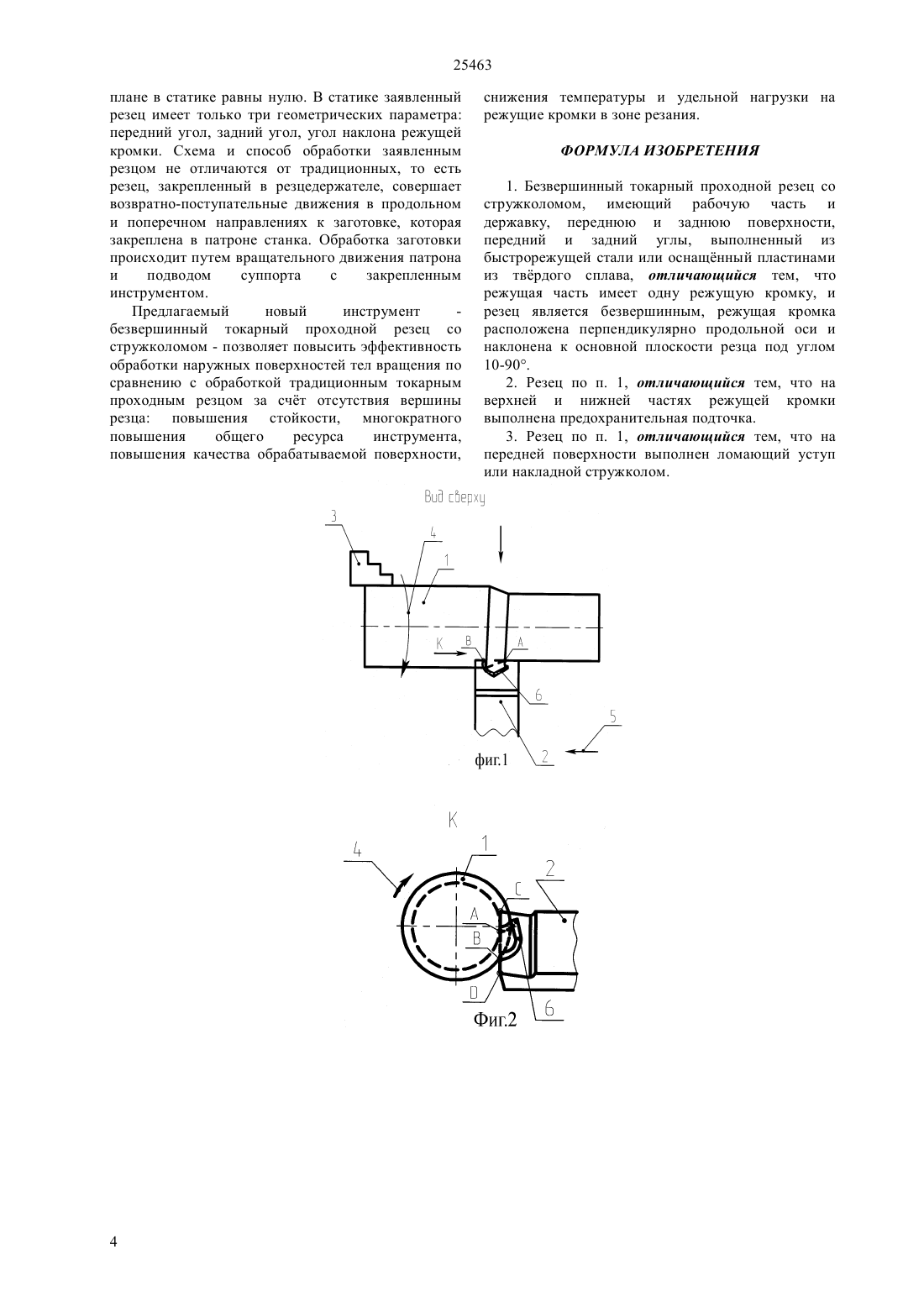
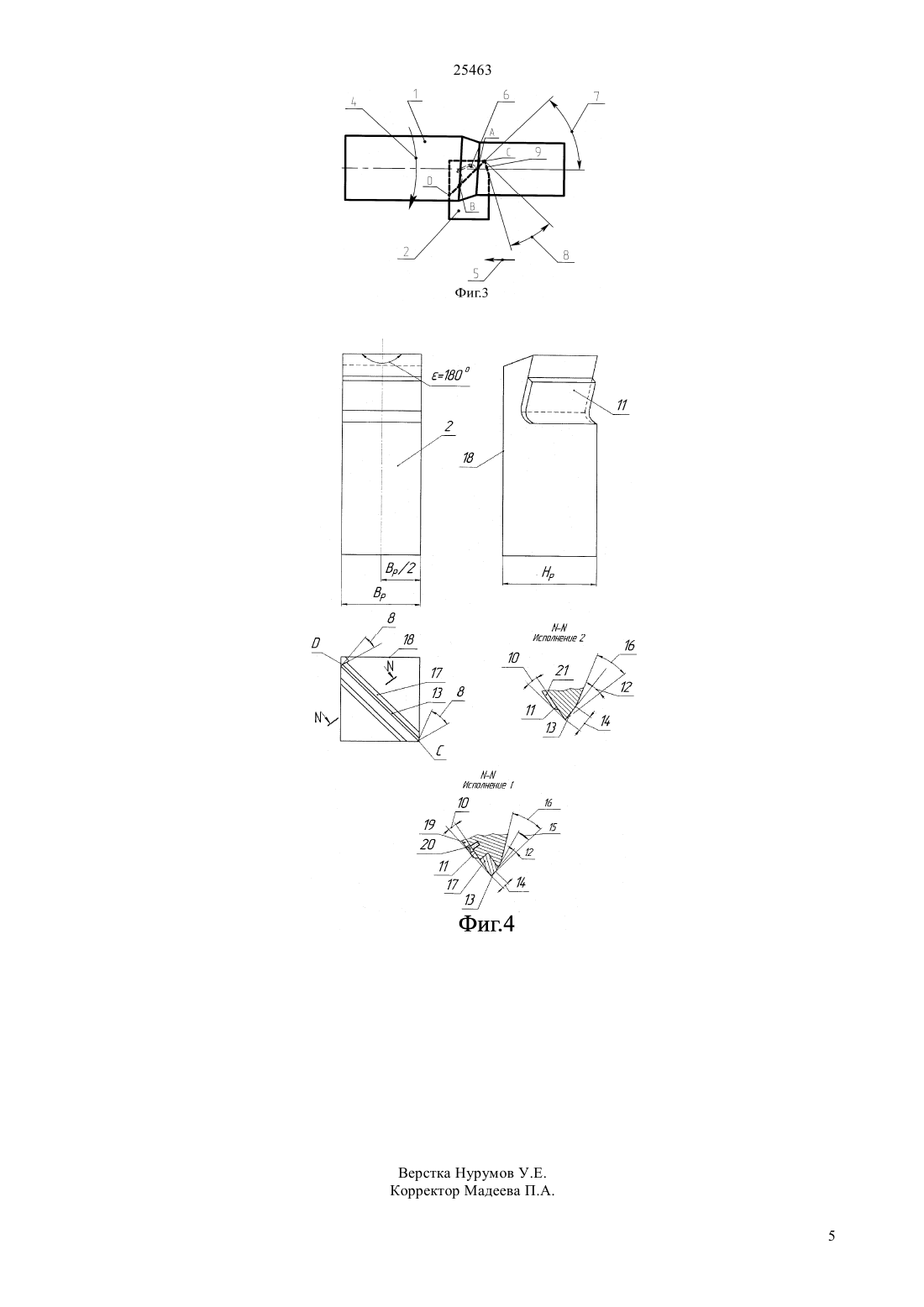
(51) 23 27/02 (2010.01) 23 27/18 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Безвершинный токарный проходной резец для высокопроизводительной обработки наружных поверхностей тел вращения. Инструмент не имеет вершины на режущей части. Это позволяет повысить качество обработки, стойкость резца за счт повышения прочности режущего лезвия,уменьшения износа, облегчения условий резания,снижения удельной нагрузки и удельной работы деформации стружки, температуры в зоне резания. Режущая кромка расположена перпендикулярно продольной оси резца и при работе находится в рабочей плоскости, перпендикулярной основной плоскости и касательной к обработанной поверхности с наклоном относительно горизонтальной плоскости под углом 10 - 90. На верхней части режущей кромки выполнена предохранительная подточка.(72) Дудак Николай Степанович Оспантаев Маликаждар Куантаевич(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С.Торайгырова Министерства образования и науки Республики Казахстан(56) Родин П.Р. Основы проектирования режущих инструментов. -К. Высшая школа, 1990, с. 26(54) БЕЗВЕРШИННЫЙ ТОКАРНЫЙ ПРОХОДНОЙ РЕЗЕЦ СО СТРУЖКОЛОМОМ(57) Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - проходной безвершинный токарный резец для обработки наружных поверхностей тел вращения, т.е. цилиндрических валиков, конических поверхностей и им подобных деталей. 25463 Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - проходной безвершинный токарный резец для обработки наружных поверхностей тел вращения, т.е. цилиндрических валиков, конических поверхностей и им подобных деталей. Известен токарный проходной резец-аналог из быстрорежущей стали и оснащнный пластинками тврдого сплава(Родин П.Р. Основы проектирования режущих инструментов. К. ВШ. 1990, с. 26, рис. 2.2), предназначенный для обработки наружных поверхностей тел вращения,т.е. цилиндрических валиков,конических поверхностей и т.п. Резец имеет рабочую и закрепительную части(державку). Державка имеет прямоугольное или квадратное сечение. Рабочая часть (головка) имеет переднюю, заднюю главную и вспомогательную поверхности, пересечение передней и задней главной поверхностей образует главную режущую кромку,пересечение передней и задней вспомогательной поверхностей образует вспомогательную режущую кромку. Главная режущая кромка расположена в плоскости резания и наклонена под углом относительно горизонтальной плоскости. Недостатком является то, что вершина резца является самым слабым местом на режущей части и в большей степени подвергается механическим,истирающим воздействиям обрабатываемого материала и температурным воздействиям, т.е. она работает в самых неблагоприятных условиях резания, в результате чего снижается стойкость резца. В качестве прототипа выбран токарный проходной резец из быстрорежущей стали и оснащнный пластинками тврдого сплава(Родин П.Р. Основы проектирования режущих инструментов. К. ВШ. 1990, с. 26, рис. 2.2). Недостатком является то, что вершина резца является самым слабым местом на режущей части и в большей степени подвергается механическим,истирающим воздействиям обрабатываемого материала и температурным воздействиям, т.е. она работает в самых неблагоприятных условиях резания, в результате чего снижается стойкость резца. Задача изобретения разработать токарный проходной резец, лишнный недостатка резцааналога и прототипа, а именно лишнного вершины на рабочей части, для снижения температуры в зоне резания, износа и повышения стойкости резца,повышения качества обрабатываемой поверхности,в том числе снижения шероховатости. Такой технический результат достигается с помощью ниже представленных отличительных признаков,которыми характеризуется заявленный резец в отличие от аналога и прототипа. Существенные признаки заявленного резца,совпадающие с признаками аналога и прототипа заявленный безвершинный токарный проходной резец, как аналог и прототип, имеет рабочую и присоединительную части (державку). Державка 2 имеет прямоугольное, квадратное или круглое сечение. Рабочая часть (головка) имеет переднюю и заднюю поверхности, передний и задний углы. Существенные признаки заявленного резца,отличающиеся от признаков аналога и прототипа заявленный резец имеет одну заднюю поверхность и один задний угол. Для создания более благоприятных условий резания рабочая часть выполнена без вершины и потому резец назван безвершинным (главная и вспомогательная режущие кромки традиционного проходного токарного резца разврнуты в одну линию путм уменьшения главного и вспомогательного углов в плане до нуля,потому расположены на одной прямой и образуют единственную режущую кромку с углом в плане при вершине 180 условное расположение исключнной вершины - на точке пересечения режущей кромки с продольной плоскостью симметрии державки. Единственная режущая кромка расположена перпендикулярно продольной оси резца и при работе находится в рабочей плоскости,перпендикулярной основной плоскости и касательной к обработанной поверхности. Теоретическая точка контакта резца и обрабатываемой поверхности в момент контакта при нулевой глубине резания находится на образующей в сечении горизонтальной плоскостью,проходящей через ось заготовки. В теоретической точке контакта (которая располагается в середине линии контакта резца и срезаемого слоя) режущая кромка фактически делится на главную и вспомогательную режущие кромки в кинематике,что обусловлено кривизной обработанной поверхности в поперечном сечении. Таким образом возникают в кинематике равные по величине главный и вспомогательный углы в плане. Потому заявленный резец имеет переменные (сходящиеся к нулю в теоретической центральной точке контакта с обработанной поверхностью, что создат эффект присутствия выглаживающей кромки на реальной линии контакта) главный и вспомогательный кинематические углы в плане, угол наклона режущей кромки, один задний угол. Деление режущей кромки на главную и вспомогательную (в связи с появлением реальных главного и вспомогательного кинематических углов в плане за пределами реальной линии контакта с обработанной поверхностью) является условным, так как положение упомянутой теоретической точки контакта зависит от нерегламентированного положения резца по высоте в резцедержателе для использования всей длины режущей кромки и полного ресурса резца задний угол на резце остатся неизменным. На верхней и нижней частях режущей кромки выполнена предохранительная подточка. Для улучшения отвода стружки выполняется стружколом (фиг.4) или ломающий уступ (фиг.4) Технический результат уменьшение износа и увеличение стойкости резца, повышение качества обработанной поверхности, в том числе снижение шероховатости, что особенно важно при чистовой обработке. 25463 Технический результат достигается тем, что режущая часть имеет одну режущую кромку и резец является безвершинным,режущая кромка расположена перпендикулярно продольной оси и наклонена к основной плоскости резца под углом 10- 90. На фиг. 1 показана схема обработки заявленным резцом (вид сверху), нанесены необходимые позиции и обозначения. На фиг. 2 показан вид по стрелке К, поясняющий взаимное положение резца и заготовки, нанесены необходимые позиции и обозначения. На фиг. 3 показан вид по стрелке(в горизонтальной плоскости), нанесены необходимые позиции и обозначения. На фигуре 4 изображена конструкция безвершинного токарного проходного резца, общий вид, с нанесением необходимых размеров, позиций и обозначений, описана его работа и конструкция. В разделе Сведения,подтверждающие возможность осуществления изобретения дано описание схемы работы заявленного резца и его конструкции. На фигуре 1 показана схема работы безвершинного токарного проходного резца при точении детали типа тела вращения, установленной в патроне токарного станка и обозначены 1 заготовка, установленная в патроне токарного станка, при обработке шпиндель станка с патроном совершает вращательное движение 4 2 безвершинный токарный проходной резец,установленный в резцедержателе на суппорте станка при работе, по мере затупления резца, под резец периодически подкладываются прокладки для использования новых участков режущей кромки,что многократно увеличивает стойкость и ресурс заявленного резца 3 - патрон станка, в котором закрепляется заготовка 4 - вращательное движение патрона с заготовкой 5 - продольное перемещение безвершинного токарного проходного резца, при котором снимается стружка с заготовки и формируется обработанная поверхность 6 стружка направление схода стружки, зависящее от угла наклона режущей кромки 7 на фиг. 3 А и В точки, ограничивающие контакт заготовки и резца. На фиг. 2 показан вид К вдоль горизонтальной оси заготовки со стороны патрона станка и обозначены 1 заготовка,совершающая вращательное движение 2 - безвершинный токарный проходной резец, установленный в резцедержателе на суппорте станка 4 вращательное движение патрона с заготовкой 6 стружка стружка сходит по передней поверхности и отводится от резца направление схода стружки зависит от угла наклона режущей кромки А и В точки, ограничивающие контакт заготовки и резца. На фиг. 3 показан вид по стрелкев горизонтальной плоскости по направлению к оператору и обозначены 1 - заготовка 2 безвершинный токарный проходной резец,установленный в резцедержателе на суппорте станка 4 - вращательное движение патрона с заготовкой 5 продольное перемещение безвершинного токарного проходного резца 6 стружка 7 - угол наклона главной режущей кромки(10 - 90) 8 - угол верхней предохранительной кромки А и В - точки, ограничивающие контакт заготовки и резца 9 - предохранительная кромка нижняя предохранительная кромка условно не показана С - Д -проекция режущей кромки точки С и Д - это соответственно верхний и нижний пределы режущей кромки. На фигуре 4 показано общее устройство безвершинного токарного проходного резца,описана его работа и конструкция и обозначены 2 проходной безвершинный токарный резец 8 - угол предохранительных верхней и нижней кромок для предотвращения от поломок при случайном врезании верхней частью резца в заготовку 13 задняя поверхность 17 -пластинка из тврдого сплава 18 - основная плоскость резца С,крайние точки (пределы) режущей кромки Вр ширина резца Вр / 2 - расстояние до продольной плоскости симметрии державки резца Н - высота резца-- нормальное к режущей кромке сечение для идентификации геометрических параметров резца исполнение 1 - исполнение резца с напаянной пластинкой тврдого сплава 10 передний угол 11 - передняя поверхность 12 задний угол 13 - задняя поверхность 14 - ширина задней поверхности 15 - угол на задней части поверхности пластинки из тврдого сплава 16 - угол на задней части державки 17 -пластинка из тврдого сплава исполнение 2 - исполнение резца из быстрорежущей стали 10 - передний угол 11 передняя поверхность 12 - задний угол 13 - задняя поверхность 14 - ширина задней поверхности 16 угол на задней части державки (величина -,исполнение 1) 19 - накладной стружколом, 20 винт для крепления стружколома, 21 - величина, исполнение 2 - показан стружколомающий уступ. Таким образом,заявленный проходной безвершинный резец имеет одну режущую кромку,является более простым из-за отсутствия вспомогательной задней поверхности и вершины,имеет меньшую трудомкость изготовления и заточки и потому требует меньше затрат на эксплуатацию. В его конструкции предусмотрены верхняя и нижняя предохранительные кромки, хотя они редко могут понадобиться. Резец может быть изготовлен из быстрорежущей стали или оснащн пластинами из тврдого сплава и других инструментальных материалов. При работе резец устанавливается в резцедержателе по высоте с помощью специальных регулировочных пластин для установки и включения в работу новых участков режущей кромки. Исходя из выше описанных отличительных особенностей, у заявленного резца(в кинематике) имеется пять геометрических параметров (углов) вместо шести у традиционного проходного токарного резца (в статике) за счт исключения вспомогательного заднего угла передний угол, задний угол, угол наклона режущей кромки главный и вспомогательный кинематические углы в плане (не измеряемые, а расчтные) главный и вспомогательный углы в 3 25463 плане в статике равны нулю. В статике заявленный резец имеет только три геометрических параметра передний угол, задний угол, угол наклона режущей кромки. Схема и способ обработки заявленным резцом не отличаются от традиционных, то есть резец, закрепленный в резцедержателе, совершает возвратно-поступательные движения в продольном и поперечном направлениях к заготовке, которая закреплена в патроне станка. Обработка заготовки происходит путем вращательного движения патрона и подводом суппорта с закрепленным инструментом. Предлагаемый новый инструмент безвершинный токарный проходной резец со стружколомом - позволяет повысить эффективность обработки наружных поверхностей тел вращения по сравнению с обработкой традиционным токарным проходным резцом за счт отсутствия вершины резца повышения стойкости, многократного повышения общего ресурса инструмента,повышения качества обрабатываемой поверхности, 4 снижения температуры и удельной нагрузки на режущие кромки в зоне резания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Безвершинный токарный проходной резец со стружколомом, имеющий рабочую часть и державку, переднюю и заднюю поверхности,передний и задний углы, выполненный из быстрорежущей стали или оснащнный пластинами из тврдого сплава, отличающийся тем, что режущая часть имеет одну режущую кромку, и резец является безвершинным, режущая кромка расположена перпендикулярно продольной оси и наклонена к основной плоскости резца под углом 10-90. 2. Резец по п. 1, отличающийся тем, что на верхней и нижней частях режущей кромки выполнена предохранительная подточка. 3. Резец по п. 1, отличающийся тем, что на передней поверхности выполнен ломающий уступ или накладной стружколом.
МПК / Метки
МПК: B23B 27/02, B23B 27/18
Метки: безвершинный, токарный, резец, проходной, стружколомом
Код ссылки
<a href="https://kz.patents.su/5-ip25463-bezvershinnyjj-tokarnyjj-prohodnojj-rezec-so-struzhkolomom.html" rel="bookmark" title="База патентов Казахстана">Безвершинный токарный проходной резец со стружколомом</a>
Проходной безвершинный сабельный токарный резец
Номер инновационного патента: 20971
Опубликовано: 16.03.2009
Автор: Дудак Николай Степанович
МПК: B23B 27/02
Метки: сабельный, токарный, безвершинный, проходной, резец
Формула / Реферат:
Проходной безвершинный сабельный токарный резец для высокопроизводительного обтачивания цилиндрических поверхностей в серийном и крупносерийном производствах по 11-12 квалитетам точности. Конструкция резца и способ обработки позволяют повысить стойкость резца, производительность и снизить шероховатость обрабатываемой поверхности. Технический результат достигается тем, что режущая кромка выполнена вдоль державки резца, потому режущая кромка равна...
Проходной сабельный резец для обточки заготовок с наклонной осью
Номер предварительного патента: 19411
Опубликовано: 15.05.2008
Авторы: Дудак Николай Степанович, Гемзен Максим Петрович, Величко Александр Николаевич
МПК: B23B 27/02
Метки: резец, заготовок, обточки, сабельный, проходной, осью, наклонной
Формула / Реферат:
Резец для высокопроизводительного обтачивания цилиндрических поверхностей в серийном и крупносерийном производствах по 10-11 квалитетам точности. Конструкция резца и способ обработки позволяют повысить стойкость резца, производительность и снизить шероховатость обрабатываемой поверхности.Технический результат достигается тем, что режущая кромка выполнена вдоль державки резца, потому удлинённая режущая кромка равна длине резца. Резец не имеет...
Способ точения и станок с регулируемыми осями шпинделя и задней бабки
Номер предварительного патента: 21054
Опубликовано: 15.04.2009
Авторы: Величко Александр Николаевич, Гемзен Максим Петрович, Дудак Николай Степанович
МПК: B23Q 37/00
Метки: осями, задней, станок, точения, шпинделя, способ, бабки, регулируемыми
Формула / Реферат:
Изобретение относится к металлорежущим станкам и теории резания и представляет собой способ обработки напроход сабельным резцом деталей типа вал; длина единственной прямолинейной режущей кромки сабельного резца равна длине резца. Заготовка устанавливается в поводковом патроне и на центре задней бабки токарного станка под углом до 15° к направлению подачи. В поводковом патроне заготовка самоустанавливается на сферических центрах, вращение...
Резец угольного струга
Номер полезной модели: 255
Опубликовано: 16.10.2006
Авторы: ТИЛЛЕССЕН, Уве, ЗИПЕНКОРТ, Герхард, КЛАБИШ, Адам, ДУНКЕ, Клаус, ХЕССЕ, Норберт
МПК: E21C 27/44
Метки: резец, струга, угольного
Формула / Реферат:
Предложен резец угольного струга, содержащий образующее хвостовик основание и включающую в себя, по меньшей мере, одно лезвие со стороны очистного забоя головку, причем лезвие со стороны очистного забоя содержит, по меньшей мере, один закрепленный в выемке головки штифт из высокоизносостойкого материала в качестве режущего тела, причем штифт имеет конусообразную головку, боковая поверхность которой выполнена бочкообразно выпуклой, и/или при этом...
Устройство для измерения тепловых деформаций резца
Номер предварительного патента: 14089
Опубликовано: 15.03.2004
Авторы: Нургали Омар Жаннатулы, Кадыров Жаннат Нургалиевич, Кадыров Ильяс Жаннатович, Кадырова Мадина Жаннатовна, Кадырова Бахыт Балташевна, Кадырова Зауре Жаннатовна, Кадыров Байсал Жаннатович
МПК: B23B 25/06, G01B 5/30
Метки: тепловых, измерения, деформаций, резца, устройство
Формула / Реферат:
Изобретение относится к обработке материалов резанием и может быть использовано для определения первичных погрешностей обработки на станках токарной группы, в частности, погрешности от тепловых деформаций резца. Технический результат при использовании предлагаемого устройства заключается в повышении удобства в эксплуатации. Идея изобретения основана на том, что разогретый от резания резец будет оставлять след на детали, идентичный своему нагреву...
Предыдущий патент: Способ получения антигена из штамма вируса ящура типа о для серологических реакций при ящуре животных
Следующий патент: Способ пропитки древесины
Случайный патент: Способ загрузки агломерата и загрузочный желоб для агломерата