Способ прессования труб
Номер инновационного патента: 22426
Опубликовано: 15.04.2010
Авторы: Сенбаев Нурболат Сакенович, Машеков Серик Акимович, Нугман Ерик Зеинелович, Казим Улар, Нуртазаев Адильжан Елеуович, Машекова Айгерим Сериковна
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно прокатному производству, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.
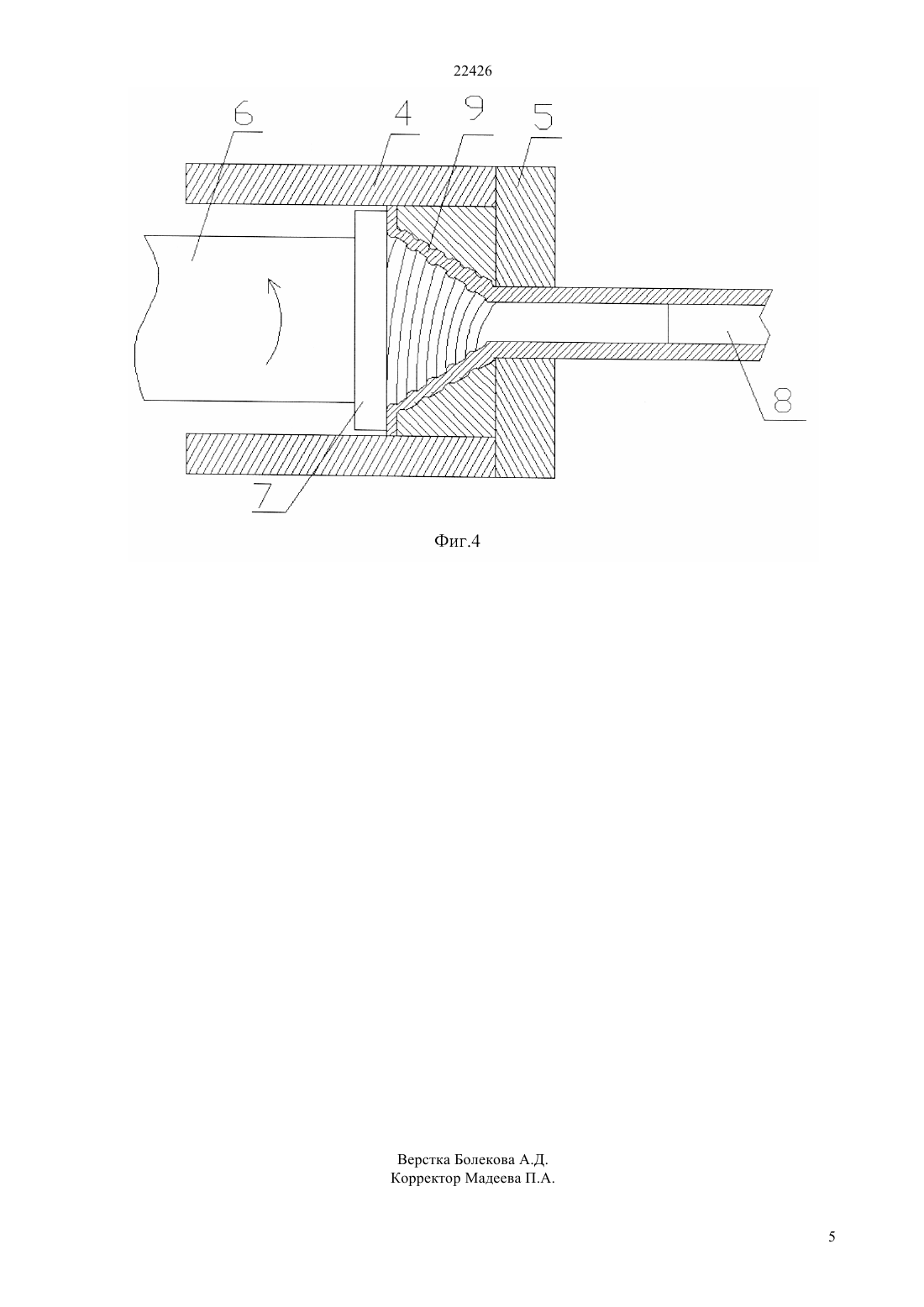
Способ прессования труб включает нагрев заготовки, прошивку в подкладном штампе цилиндрической отверстий, подогрев полученной гильзы, подачу гильзы в контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем металл в кольцевой зазор между матрицей и иглой. При этом гильзу получают путем прошивки заготовки в контейнере с коническим прошивнем. Прессование трубы осуществляют путем выдавливания металла вращательно-поступательно двигающимся коническим пресс-штемпелем в кольцевой зазор между конусообразной матрицей и иглой. При этом металлу гильзы дают вращательно-поступательное движение за счет выступов и впадин, расположенных по винтовой линии на рабочей поверхности вращающихся и поступательно двигающихся пресс-штемпеля и матрицы.
Текст
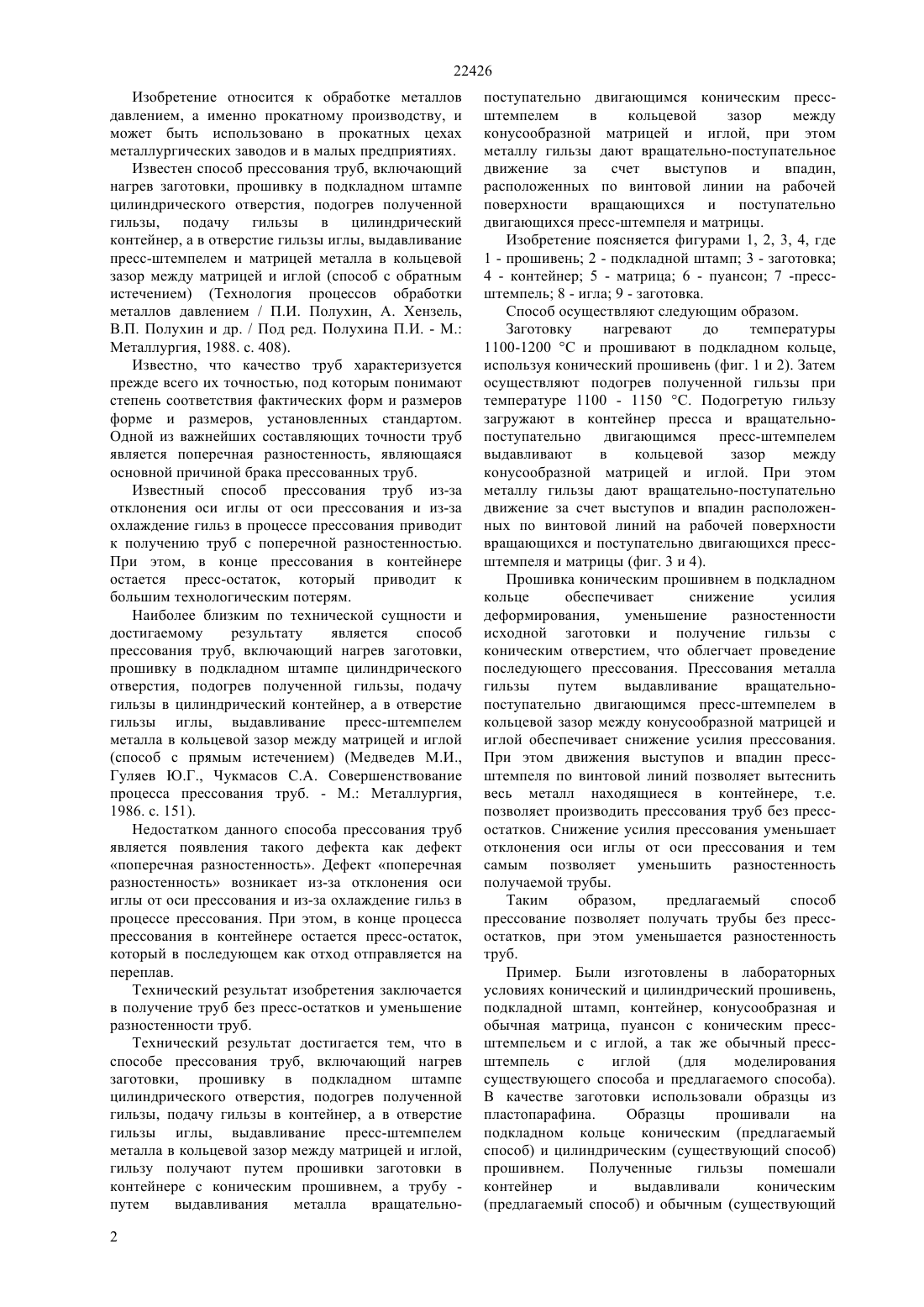
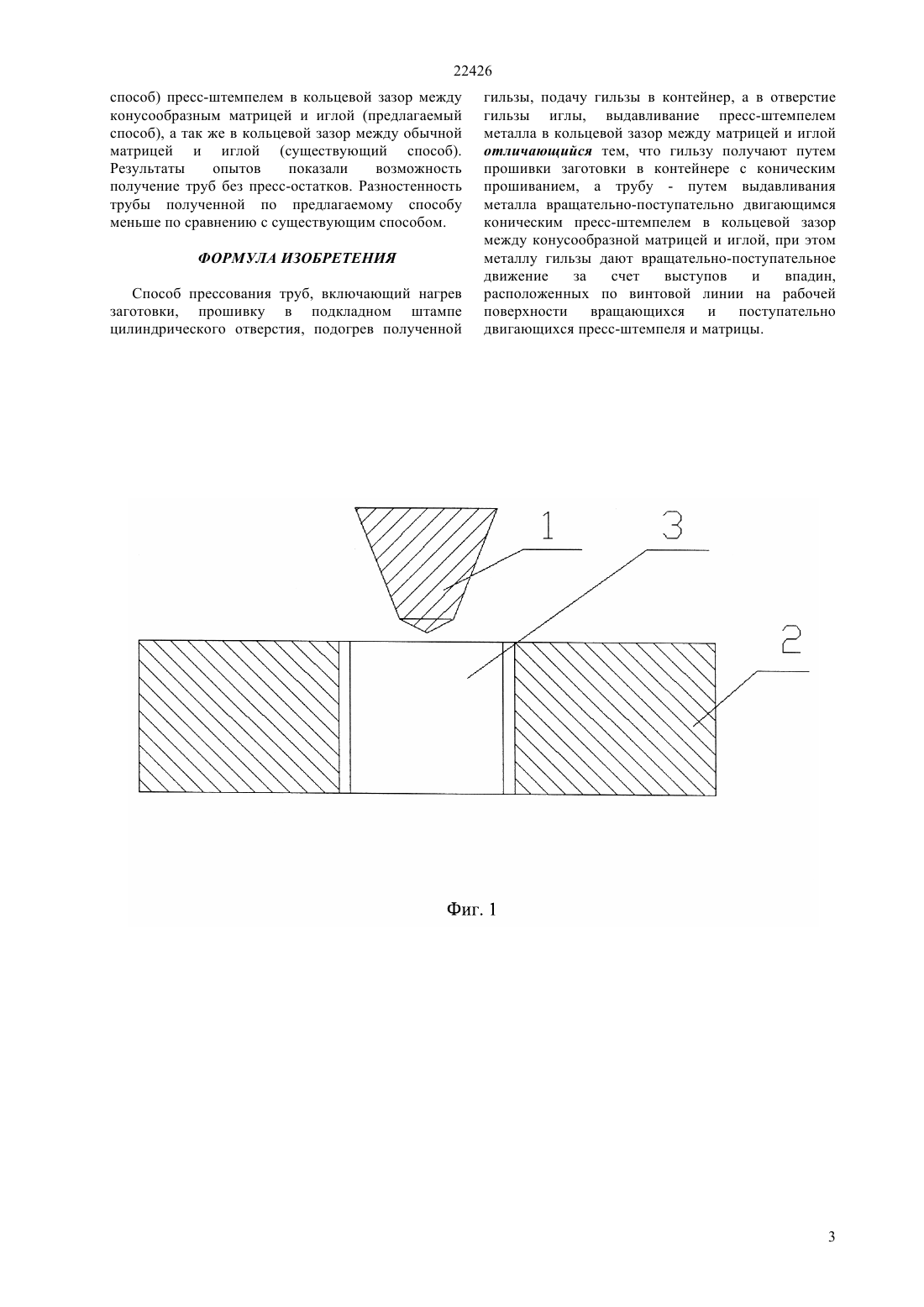
(2009.01) 21 5/02(2009.01) 21 5/12 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Способ прессования труб включает нагрев заготовки, прошивку в подкладном штампе цилиндрической отверстий, подогрев полученной гильзы, подачу гильзы в контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем металл в кольцевой зазор между матрицей и иглой. При этом гильзу получают путем прошивки заготовки в контейнере с коническим прошивнем. Прессование трубы осуществляют путем выдавливания металла вращательно-поступательно двигающимся коническим пресс-штемпелем в кольцевой зазор между конусообразной матрицей и иглой. При этом металлу гильзы дают вращательнопоступательное движение за счет выступов и впадин, расположенных по винтовой линии на рабочей поверхности вращающихся и поступательно двигающихся пресс-штемпеля и матрицы.(72) Машеков Серик Акимович Сенбаев Нурболат Сакенович Машекова Айгерим Сериковна Нугман Ерик Зеинелович Нуртазаев Адилжан Елеуович Казим Улар(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет имени К.И. Сатпаева Министерства образования и науки Республики Казахстан(56) Медведев М.И., Гуляев Ю.Г., Чукмасов С.А. Совершенствование процесса прессования труб. М. Металлургия, 1986, с. 151(57) Изобретение относится к обработке металлов давлением, а именно прокатному производству, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях. 22426 Изобретение относится к обработке металлов давлением, а именно прокатному производству, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях. Известен способ прессования труб, включающий нагрев заготовки, прошивку в подкладном штампе цилиндрического отверстия, подогрев полученной гильзы, подачу гильзы в цилиндрический контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем и матрицей металла в кольцевой зазор между матрицей и иглой (способ с обратным истечением) (Технология процессов обработки металлов давлением / П.И. Полухин, А. Хензель,В.П. Полухин и др. / Под ред. Полухина П.И. - М. Металлургия, 1988. с. 408). Известно, что качество труб характеризуется прежде всего их точностью, под которым понимают степень соответствия фактических форм и размеров форме и размеров, установленных стандартом. Одной из важнейших составляющих точности труб является поперечная разностенность, являющаяся основной причиной брака прессованных труб. Известный способ прессования труб из-за отклонения оси иглы от оси прессования и из-за охлаждение гильз в процессе прессования приводит к получению труб с поперечной разностенностью. При этом, в конце прессования в контейнере остается пресс-остаток, который приводит к большим технологическим потерям. Наиболее близким по технической сущности и достигаемому результату является способ прессования труб, включающий нагрев заготовки,прошивку в подкладном штампе цилиндрического отверстия, подогрев полученной гильзы, подачу гильзы в цилиндрический контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем металла в кольцевой зазор между матрицей и иглой(способ с прямым истечением) (Медведев М.И.,Гуляев Ю.Г., Чукмасов С.А. Совершенствование процесса прессования труб. - М. Металлургия,1986. с. 151). Недостатком данного способа прессования труб является появления такого дефекта как дефект поперечная разностенность. Дефект поперечная разностенность возникает из-за отклонения оси иглы от оси прессования и из-за охлаждение гильз в процессе прессования. При этом, в конце процесса прессования в контейнере остается пресс-остаток,который в последующем как отход отправляется на переплав. Технический результат изобретения заключается в получение труб без пресс-остатков и уменьшение разностенности труб. Технический результат достигается тем, что в способе прессования труб, включающий нагрев заготовки, прошивку в подкладном штампе цилиндрического отверстия, подогрев полученной гильзы, подачу гильзы в контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем металла в кольцевой зазор между матрицей и иглой,гильзу получают путем прошивки заготовки в контейнере с коническим прошивнем, а трубу путем выдавливания металла вращательно 2 поступательно двигающимся коническим прессштемпелем в кольцевой зазор между конусообразной матрицей и иглой, при этом металлу гильзы дают вращательно-поступательное движение за счет выступов и впадин,расположенных по винтовой линии на рабочей поверхности вращающихся и поступательно двигающихся пресс-штемпеля и матрицы. Изобретение поясняется фигурами 1, 2, 3, 4, где 1 - прошивень 2 - подкладной штамп 3 - заготовка 4 - контейнер 5 - матрица 6 - пуансон 7 -прессштемпель 8 - игла 9 - заготовка. Способ осуществляют следующим образом. Заготовку нагревают до температуры 1100-1200 С и прошивают в подкладном кольце,используя конический прошивень (фиг. 1 и 2). Затем осуществляют подогрев полученной гильзы при температуре 1100 - 1150 С. Подогретую гильзу загружают в контейнер пресса и вращательнопоступательно двигающимся пресс-штемпелем выдавливают в кольцевой зазор между конусообразной матрицей и иглой. При этом металлу гильзы дают вращательно-поступательно движение за счет выступов и впадин расположенных по винтовой линий на рабочей поверхности вращающихся и поступательно двигающихся прессштемпеля и матрицы (фиг. 3 и 4). Прошивка коническим прошивнем в подкладном кольце обеспечивает снижение усилия деформирования,уменьшение разностенности исходной заготовки и получение гильзы с коническим отверстием, что облегчает проведение последующего прессования. Прессования металла гильзы путем выдавливание вращательнопоступательно двигающимся пресс-штемпелем в кольцевой зазор между конусообразной матрицей и иглой обеспечивает снижение усилия прессования. При этом движения выступов и впадин прессштемпеля по винтовой линий позволяет вытеснить весь металл находящиеся в контейнере, т.е. позволяет производить прессования труб без прессостатков. Снижение усилия прессования уменьшает отклонения оси иглы от оси прессования и тем самым позволяет уменьшить разностенность получаемой трубы. Таким образом,предлагаемый способ прессование позволяет получать трубы без прессостатков, при этом уменьшается разностенность труб. Пример. Были изготовлены в лабораторных условиях конический и цилиндрический прошивень,подкладной штамп, контейнер, конусообразная и обычная матрица, пуансон с коническим прессштемпельем и с иглой, а так же обычный прессштемпель с иглой(для моделирования существующего способа и предлагаемого способа). В качестве заготовки использовали образцы из пластопарафина. Образцы прошивали на подкладном кольце коническим (предлагаемый способ) и цилиндрическим (существующий способ) прошивнем. Полученные гильзы помешали контейнер и выдавливали коническим 22426 способ) пресс-штемпелем в кольцевой зазор между конусообразным матрицей и иглой (предлагаемый способ), а так же в кольцевой зазор между обычной матрицей и иглой (существующий способ). Результаты опытов показали возможность получение труб без пресс-остатков. Разностенность трубы полученной по предлагаемому способу меньше по сравнению с существующим способом. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ прессования труб, включающий нагрев заготовки, прошивку в подкладном штампе цилиндрического отверстия, подогрев полученной гильзы, подачу гильзы в контейнер, а в отверстие гильзы иглы, выдавливание пресс-штемпелем металла в кольцевой зазор между матрицей и иглой отличающийся тем, что гильзу получают путем прошивки заготовки в контейнере с коническим прошиванием, а трубу - путем выдавливания металла вращательно-поступательно двигающимся коническим пресс-штемпелем в кольцевой зазор между конусообразной матрицей и иглой, при этом металлу гильзы дают вращательно-поступательное движение за счет выступов и впадин,расположенных по винтовой линии на рабочей поверхности вращающихся и поступательно двигающихся пресс-штемпеля и матрицы.
МПК / Метки
МПК: B21J 5/02, B21J 1/04, B21J 5/12, B21J 5/00
Метки: способ, прессования, труб
Код ссылки
<a href="https://kz.patents.su/5-ip22426-sposob-pressovaniya-trub.html" rel="bookmark" title="База патентов Казахстана">Способ прессования труб</a>
Способ холодной прокатки труб
Номер предварительного патента: 12366
Опубликовано: 17.12.2002
Авторы: Кашуба Марина Владимировна, Креймер Эдуард Львович, Мышкин Олег Николаевич, Ухов Александр Васильевич, Сульменев Виталий Сергеевич, Виноградов Анатолий Григорьевич
МПК: B21B 21/00
Метки: способ, труб, холодной, прокатки
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб на станах холодной периодической прокатки труб.Техническим результатом изобретения является повышение степени деформирования металла при прокатке труб.Для этого в способе холодной прокатки труб, включающем порционную подачу заготовки в очаг деформирования, образованный двумя парами валков, и деформирование поданной порции последовательно...
Стан для горячей прокатки труб
Номер инновационного патента: 21104
Опубликовано: 15.04.2009
Автор: Нуртазаев Адильжан Елеуович
МПК: B21J 1/04, B21J 5/12, B21J 5/02...
Метки: труб, стан, горячей, прокатки
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Стан для горячей прокатки труб содержит главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой. При этом валки и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия,...
Двухстенная изолированная эксплуатационная колонна труб и способ установки ее
Номер патента: 6647
Опубликовано: 15.03.2001
Автор: Йоханн ШПРИНГЕР
МПК: E21B 17/00
Метки: колонна, способ, изолированная, двухстенная, установки, труб, эксплуатационная
Формула / Реферат:
Изобретение относится к области скважинной добычи горячей воды и нефти.Технический результат изобретения заключается в снижении потерь тепла при отсутствии теплоизолирующего слоя материала между колоннами труб.Двухстенная изолированная эксплуатационная колонна труб на опорном средстве имеет внутреннюю колонну труб, образованную из множества внутренних труб, и радиально наружную колонну труб, состоящую из множества наружных труб, независимых и...
Устройство для прессования
Номер предварительного патента: 15701
Опубликовано: 16.05.2005
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21J 5/00
Метки: устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к прессованию заготовок иможет быть использовано для прессования изделийиз стали и сплавов.Устройство для прессования содержит пуансони матрицу, имеющую канал, состоящий из двух участков, расположенных под углом друг к другу, приэтом в наклонном участке канала установлены ролики.Технический результат - снижение трения заготовки о стенки...
Резьбовое соединение для труб и способ резьбового соединения труб
Номер патента: 6402
Опубликовано: 15.08.2001
Авторы: Акира НАРИТА, Тьерри Ноэль
МПК: E21B 17/02, F16L 15/00
Метки: соединение, труб, резьбового, резьбовое, соединения, способ
Формула / Реферат:
Изобретение относится к области машиностроения, в частности к нарезке резьб на металлических трубах, используемых в нефтегазовом деле.Технический результат - повышение надежности резьбового соединения труб.Это соединение содержит муфту, снабженную двумя пазами с конической резьбой, в которые ввинчиваются внутренние концы двух металлических труб, снабженные соответствующей резьбой, имеющей конечные зоны без резьбы, передние стенки которых...
Предыдущий патент: Стационарный стенд для восстановления геометрических параметров кузовов автомобилей
Следующий патент: Способ изготовления имитирующего природный камень искусственного облицовочного камня
Случайный патент: Торсиомер